Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

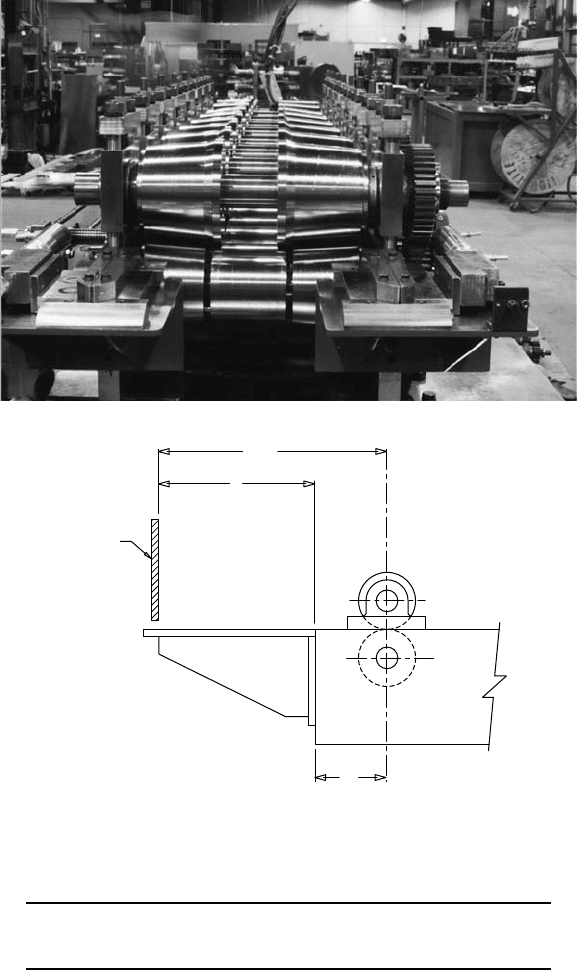
Anip point at the entrytothe rollformer will have:
When designing aroll former,the location of the first station is X distanceaway from the end of the
entrytable. By placing the guard Y distance(other direction) from the end of the entrytable, the total
distancethat the guard will be from the nip point is ð X þ Y Þ : See Figure13.2.
Guarding by means of afixedguard is considered one of the main ways of protecting personnel from
point of operation hazardsinroll forming.These guards must be designed to protect an operator’s
fingers or hands from reaching through,over, under,oraround the guard to the point of operation. Any
access through the guardmust conform to Figure 13.3.(1910.217 Table 0–10), published by OSHA, and
to Figure 13.4 and Figure 13.5,published by Liberty Mutual Insurance Company.
FIGURE 13.2 Nip point. Assoc of Manufacturing Te chnology.
X
Guard
Y
X+Y
The severity of potential injuryMajor S3(4)
Frequency of exposureFrequent F3(6)
Probabilityofoccurrence of injuryProbable P3(8)
Roll Forming Handbook13-6
Let us assess the risk once again, as the nip point is ð X þ Y Þ distanceaway
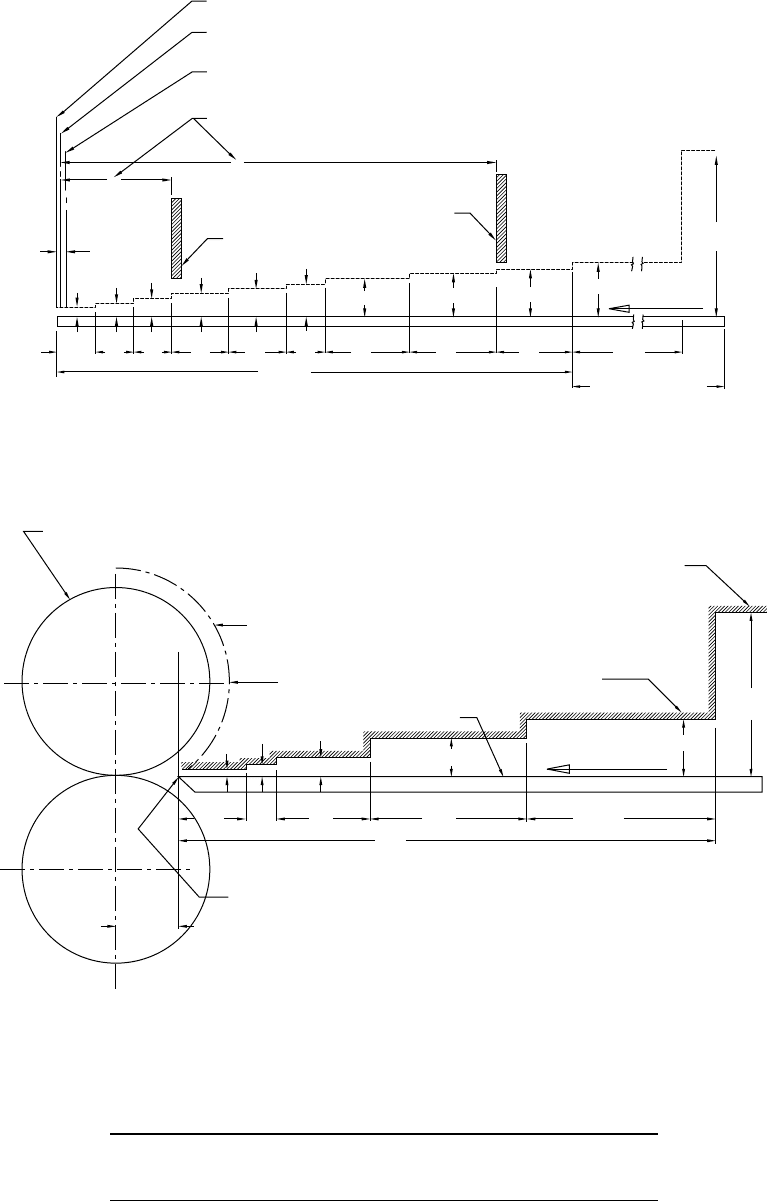
Danger Line
Clearance Line -The clearance line marks the distance required
to prevent contact between the guard and moving parts
Minimum guarding line -The minimum guarding line is the distance
between the infeed side of the guard and the danger line
which is 1/2 inch from the clearance line
Guard must extend from some point on clearance
line to some point on opening line
X
X
1/2
1/4"
1.5" 1" 1" 2" 1" 1" 5" 3" 2" 14"
3/8"
1/2"
5/8"
7/8"
17 1/2"
3/4"
11/4"
Typical guard locations
Typical guard locations
11/2"
17/8"
21/8"
6"
MAX
STOCK TRAVEL
LINE
AT DISTANCE OVER
31 1/2 USE 6" AS
MAXIMUM OPENING
FIGURE 13.3 OSHA, 1910.217, Table 0–10. Liberty Mutual Group.
IN-Running Rolls
D
E
The point there is a1/4" space (clearance line)
between the top roll and the feed table is "S" inches
from the center of the rolls.
S
Feed Table
.25"
2.5" 3 " 11" 18.5"1 "
.375"
.625"
1.25"
5 "
MAX
1.875"
STOCK TRAVEL
LINE
This line represents the bottom edge of guard
Clearance line,ifmore than 1/4", see Fig. 15.6
forroll surface layout
Guard must extend from some point on roll
clearance line to some point on opening line
FIGURE 13.4 Liberty mutual standard drawing 2110. Liberty Mutual Group.
The severityofpotential injuryMinor S1(1)
Frequency of exposureSeldom F1(1)
Probability of occurrence of injuryUnlikely P1(1)
Safety 13-7
Initially,without the guard, the total risk was at level 18, (medium risk hazard). The same hazard, with
redesign and afixedguard added has atotal risk level of 3(minor risk hazard).
Next, ascertain the potential hazards and hazardous situations associated with modes of operation or
tasks performed by the machine and assigned total-risk values. Each hazard or task is then evaluated with
the objective of either eliminating the hazard or reducing the risk to atolerable level by first attempting to
eliminate it by design and if this is not possible or not satisfactoryreduce the risk by the use of
safeguarding techniques.
13.6 Risk Reduction by Design
Risk reduction by design means using safe design principles, utilizing automation and devising work
procedures to minimize personnel exposuretohazards. ANSI B11 TR3-2000 “Risk assessment and
reduction —Aguideline to estimate, evaluate and reduce risk associated with machine tools” describes
these principles in detail, as outlined in the following summary:
(1) Amachine should be designed considering all aspects of day-to-day operations. Hazardanalysis
will guide the designer to apply sound design principles during the design cycle to minimize the
operator exposure to hazard. Some examples are listed below.
*
Removeany sharp edges, sharp angles, or rough surfaces of the parts of the machinery.
*
Usealarger safetyfactor during design.
*
Reducespeed, noise, and vibration and avoid extreme temperatures.
*
Follow industrycodes and standards.
*
Select the right material and heat-treat processes.
(2) Apply ergonomic principles.
Refer to ANSI B11 TR1-1993 ergonomic guidelines for the design, installation, and use of
machine tools.
*
Avoid stressful postures and movements during use of the machine.
*
Increase safetybyreducing stress and physical effortofthe operator.
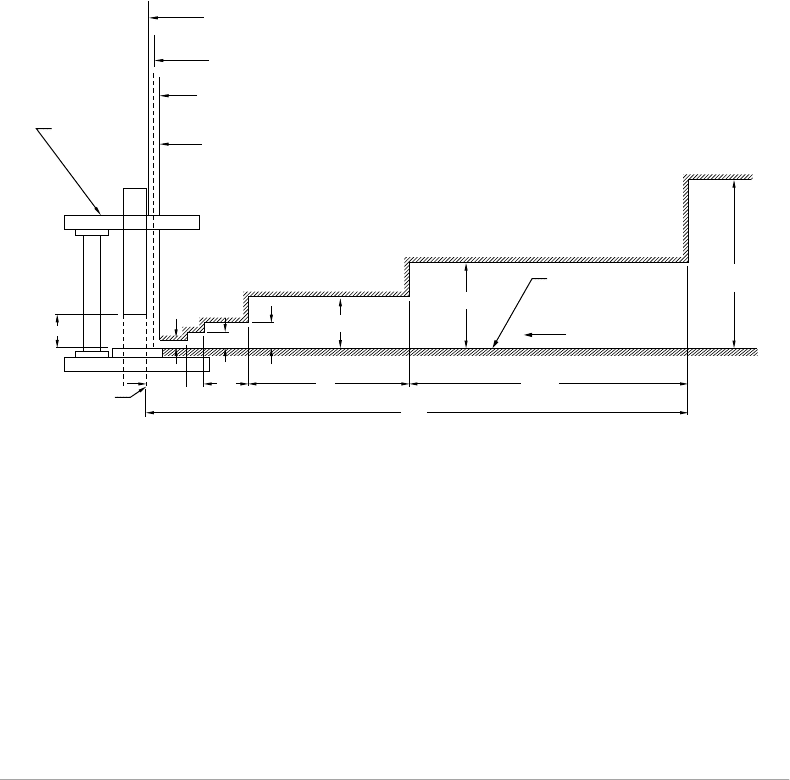
Danger line (nearest point-of -operation hazard)
1/2" Minimum guarding line
POWER PRESS
STROKE
SHEAR LINE
FEED TA BLE OR
BOTTOM EDGE OF
OPENING IN GUARD
STOCK TRAVEL LINE
5"
MAX
18.5"
1.875"
1.25"
.625"
.375"
.25"
2.5" 3" 11"
36"
Guard must extend from some point on minimum guarding line to some
point on opening line (the minimum guarding line marks the distance
between the infeed side of the guard and the danger line
Clearance line -the clearance line marks the distance required to
prevent contact between the guard and moving part
FIGURE 13.5 Liberty mutual standard drawing 2063.2.
Roll Forming Handbook13-8

*
Provide proper lighting.
*
Design, locate, and identify manual controls so that they are clearly visible, identifiable, and
safely operated.
*
Design and locate indicators, dials, and visual displaystoenhance safetyand operation of
machine.
*
The manufacturer must take account of the constraints to which the operator is subjected
because of the necessaryorforeseeable use of personal protection equipment.
(3) Apply sound safety principles when designing control systems.
Insufficient attention to the design of machine control systems can lead to unforeseen and
potentially hazardous machine behavior.
*
The control systems must be designed and constructed so that they are safe and reliable.
Control reliabilityisadesign philosophytoassurethat agiven circuit will perform as expected,
despite the failure of anysingle component in the system.
*
Controlsfor setup and maintenancemodes must be designed using ergonomic principles and
applicable electrical standards to ensureoperator safety.
*
The machine must not be capable of starting up unexpectedly and should haveone or more
emergency stop devices. The failure of the powersupply or control circuit must not lead to a
dangerous situation.
(4) By introducing automation:
*
Skew conveyors, destackers, or feeders are used in the operation to automate feeding into the
rollformer.These deviceswill limit the risk by reducing hazards at the operating points.
*
The need for access to danger zones can be minimized by locating maintenance, lubrication,
and adjustment points outside of these zones.
(5) Ajog mode is provided to thread the coil throughprocessing equipment to test tooling.Here, the
operator is exposed to point of operation hazards. To reduce risk, the following items should be
implemented:
*
Only the operator should havecontrol over the jog operation.
*
The machine must be jogged at very slow and controlled speeds.
*
The jog actuator should be designed so it cannot be actuated accidentally.
*
Unplanned maintenance, jam clearing,and minor tool changes requireproper training.
(6) Large coils require special handling while loading on to an uncoiler and while threading through
the processing equipment. Acoil car,coil car upender,hydraulic expansion, or overarm hold-
downs should be used to makethis operation safe.
(7) Usually,the guides to feeders, presses, and rollformers are set for aparticular width of acoil.
Camber,oil-canning,and improper slitting can produce variable widths on asingle coil causing a
jam up at the entryguides, creating an unsafe situation. To avoid this, spring-loaded gauge bars,
which adjust automatically to width variations, are recommended. Electronic sensors are also
used to detect unacceptable width changes and double feed of the part, and to warn the operator
of these problems.
(8) Wheneverdies are being adjusted or repaired while in apress, die safetyblocks must be
used per OSHA subpartO,1910.217(d)(a)(IV). To avoid accidentally striking the press or leaving
the safetyblock in the press after use, an electrical powercutoffinterlock system should also be used.
13.7 Safeguarding
Safeguarding devicestobeused to protect persons (production operator,personnel in charge of setting,
teaching,ormaintenancepersonnel) from the hazards, which cannot reasonably be avoided or
sufficiently limited by design. The level of remaining risk will determine the levelofsafeguarding.
Twobroad categories of safeguarding methods are available to protect the operator from hazards
created at the point of operation of the machine.
Safety 13-9
*
The first method is the use of barrier guards, which prevents access to the point of operation or other
hazards but will not allow operators to feed parts into the point of operation manually.
*
The second method is the use of protective devices, which keeps the operator or other personnel
frombeing injuredatthe point of operation.
13.7.1 Types of Barr ier Guards
Afixed guard is kept in place permanently with fasteners, making removal or opening impossible without
using tools. Figure13.6 shows afixedenclosureguard shielding the sprocket and chain on aconveyor.
Fixed guards:
*
Must be securely held in place.
*
Can be opened only with tools.
*
Adjustments, lubrication, and maintenancepoints must be located outside of the danger zones.
*
Must allowadjustments, maintenance, repairs, cleaning, and servicing operations to be performed
while machineryisatastandstill. Examples include guards made from expanded metal, solid
metal, Lexan
w
,orPlexiglas
w
.
Interlocked guards will trip amechanism that shuts offpower when they are opened or removed so that
the machine cycle cannot be started until the guard is back in place.
Movable guards can be opened without the use of tools and some standards require that they also be
interlocked.
An interlocking guard with the guard lockedmust be closed and lockedtoallowthe machine to
operate.
An adjustable guard is one to which once adjustments are made, and remains fixed during aparticular
operation.
An adjustable guard on apowerpress can be modified according to the thickness of the material being
run. It provides abarrier that maybeadjusted to facilitate avarietyofproduction operations.
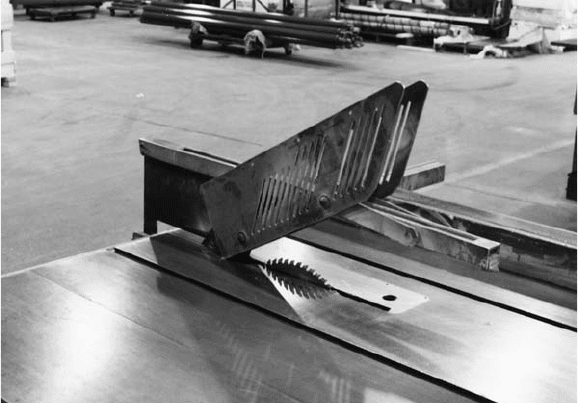
Figure13.7 shows aself-adjusting guard on circular saw. It provides abarrier that movesaccording to
the size of the stock entering the danger area.
Acontrolguard initiates the operation of machineryafter it is closed.
FIGURE 13.6 Fixed enclosure guard on aconveyor.
Roll Forming Handbook13-10
13.7.2 Types of Protective Devices
An interlocking device,asused with aguard, can be mechanical or electrical. The purpose of this type of
device is to prevent the operation of the system under certain conditions.
An enabling device is amanually operated device, which, when continuously activated in one position
only,allows unsafe conditions but does not initiate them. In anyother position, unsafe functions are
stopped safely.
Ahold-to-run control device is amanually actuated startand stop control device,which initiates and
maintains operation of machine elements only as long as the control is actuated in aset position. The
control automatically returns to the stop position when released.
Atwo-hand control device requires simultaneous actuation by the use of both hands in ordertoinitiate
and maintain the operation of the machine element in which the unsafe condition exists. This kind of
control requires apartrevolution clutch, brake,and abrake monitor if used on apower press. With this
type of device, the operator’shands are required to be on the control buttons and at asafe distancefrom
the danger area while the machine completes its closing cycle.
Atripdevice causes the machine to stop when aperson or partoftheir body enters an unsafe limit.
Safetytrip controls provide aquick means for deactivating the machine in an emergency.The trip device
maybemechanically actuated. Examplesincludetripwires,pressure sensitivedevices,or
nonmechanically actuated devicessuch as aphotoelectric device.
Amechanical restraining device uses amechanical stop to prevent unsafe motion. Pullback devices
utilize aseries of cables attached to the operator’shands, wrists, or arms. This type of device is primarily
used on amachine with stroking action. Examples include powerpresses and press brakes.
The restraint device utilizes cables or straps that are attached to the operator’shands and afixedpoint.
Hand-feeding tools are necessaryifthe operation involves placing material into adanger area.
Alimited movement control device is acontrol system, the operation of which permits only alimited
amount of travelofapartofthe machineryoneach occasion that the machineryisprecluded until there
is asubsequent and separate actuation of the control. This servestominimize risk as much as possible.
Adeterring/impeding device is anyphysical obstacle which, without totally preventing access to a
danger zone, reducesthe probabilityofaccess to this zone by offering an obstruction to freeaccess.
Pressure sensitive safety mats guard the floor areaaround amachine. Typically used with flexible
manufacturing cells or robotics cells, it is intended to be used as an auxiliarysafeguarding device.
FIGURE 13.7 Self-adjusting guard on circular saw.
Safety 13-11
Pressure sensitive edges are attached to moving parts. On contact, aflexible sensitiveedge is depressed
sensing astop signal to the controller.
Emergency stops are intended to reduce existing hazardstopersons, damage to machineryorwork in
process. This to be initiated by single human action when the normal stopping action is inadequate for
this purpose. Examples include emergency stop buttons and grab-wireswitches.
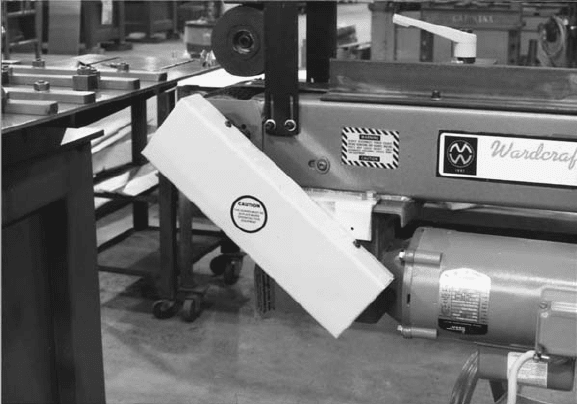
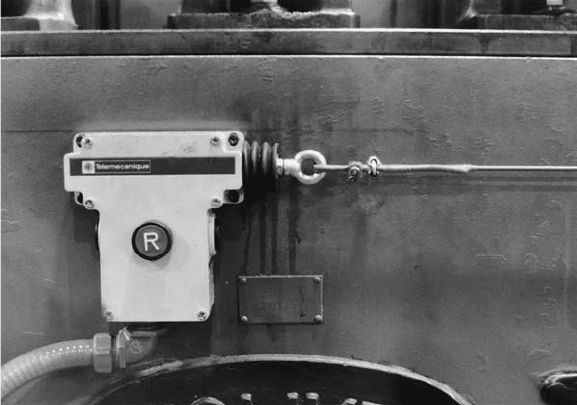
13.7.3 Cable Pull Switches
Cable pull switches are cables of braided or plastic-coated wire,horizontally installed across the points of
hazardscreated by rotating machinery, conveyor motion, and so on. See Figure13.8.
1. They are located at the point of hazardfor use by the operator involved.
2. The cable is made slack by pushing or pulling.Astop signal then stops the guarded machine. The
safetycontacts must remain open until the cable is returned to asafe state and the switch is
manually reset, allowing operation of the machine.
3. Refer to OSHA 1910.216 code for design details.
13.7.4 Presence Sensing
1. Aphotoelectric light curtain should be used on amachine, which can be stopped beforethe
worker can reach the danger area. This device uses asystem of light sources and controls, which
can interrupt the machine’s operating cycle.
2. Radio frequency (capacitance) presence-sending devicesuse aradio beam that is partofthe
machine control circuit. When the capacitancefield is broken; the machine will stop or will not
activate.
3. Electromechanical sensing deviceshaveaprobe or contact bar,which descends to apredetermined
distancewhen the operator initiates the machine cycle. If thereisanobstruction, preventing the
bar from descendingtoits full-predetermined distance, the control circuit does not actuate the
machine cycle.
4. Refer to OSHA 1910.217(c)(3)(iii) codefor design details.
FIGURE 13.8 Cable pulls switch.
Roll Forming Handbook13-12

13.8 Selection of Guards and Protective Devices
The exact choice of safe guards for amachine should be made based on the risk assessment for that
machine.
Afixedguard is simple and should be used where access by an operator to the danger zone is not
required during normal operation. As the need for access increases in frequency,the inconvenience
resulting from removing and replacing afixedguard increases until another method is required. In this
situation, an interlocking guard,self-locking guard, trip device,orcombination of these can be selected
as asafeguarding method.
When access to the danger zone is required during normal operation, an interlocking guard, trip
device, adjustable guard, self locking guard, two-hand control device, or control guard or combination of
above can be selected as asafeguarding method.
The present trend for acommon line is:
Auxiliarysafeguarding,inconjunction with aprimarysafeguarding device,should be used when
additional hazards are introduced and when multiple machines are used in asystem. Forexample,
auxiliaryequipment like acoil reel, straightener,orarollfeed is used with apowerpress. Refer to
ANSI B11.20-2004 “Safetyrequirements for manufacturing systems/cells” for the safetyofmultiple
machines under some type of common controls. Fixed guards, pressure sensitivemats, light curtains,
trip switches, cable pull switches, or presence-sensing devicescan be used in this application.
13.9 Required Characteristics of Guards
and Protection Devices
In designing safeguards, the type of guard or protective device and their method of construction should
be selected to take account of the machine characteristics that may cause injuries to the machine
operator.Guards and protective devicesshall be compatible with the working environments of the
machine, and designed so that they cannot be easily defeated. They should provide the minimum
possible interferencewith activities during operation and other phases of machine life.
General requirements of guardsand protectiondevices
They should:
1. Be of robust construction
2. Notgiverise to anyadditional risk
3. Be located at an adequate distance from the danger zone
4. Cause minimum obstruction to the view of the production procedure
5. Enable essential work to be carried out during installation or replacement of tooling and during
maintenance, by restricting access only to the areawherethe work has to be done, if possible
without the guard or protective device having to be dismantled
6. Notbeeasy to by-pass or render inoperable
7. Prevent contact and eliminate the possibilityofthe operator or another worker placing parts of
their bodies near hazardous moving parts
8. Create no new hazardsorinterference
9. Allowsafe lubrication.
Uncoiler Fixed guard
Leveler/straightener Fixed guardatpoint of operation
Press (precut/postcut) Fullprotection at the point of operation and around the press
Roll former Fixed guard, interlocking guard, cable pull switches or emergency stops
Conveyor Fixed guard
Safety 13-13
13.10 Signals and Warning Devices
Wherever necessary(but not as asubstitute for elimination by design or the use of safeguards), the
designer mayadd warning signs and devices.
Visual signals,such as flashing lights and audible signals (e.g., siren, horn, etc.) maybeused to warn of
an impending hazardous event such as machine start-up or overspeed.
Markings, signs, and written war nings should be readily understandable and unambiguous. These signs
concerning the specific function(s) of the machine, as they are related to readily understandable signs
(pictograms), should be used in preferencetowritten warnings.
In the United States, labels should be designed using ANSI Z535-1,2,3 and 4-1991 standards.
Label(s) must have:
1. Proper use of color
Use:
*
SafetyRed to identify danger and stop
*
Orange to identify warning signs (hazardous partofthe machine)
*
SafetyYellow to identify caution signs
*
SafetyGreen for the identification of safety, emergency egress, and the location of first aid and
safetyequipment
*
SafetyBlue for the identification of safetyinformation used on informational signs and
bulletin boards
2. Useofsymbols and pictographs
*
Danger suggests “will result in severedeath or injury”
*
Warning suggests “could result in severe death or injury”
*
Caution suggests “may result in minor or moderate injury”
3. The message should identify the hazard
4. Notify result of ignoring the warning and suggest how to avoid imminent hazards
13.11 Personal Protective Equipment
To provide adequate protection, the protective clothing and equipment selected must always be best for
the situation. Refer to ANSI Z244.1-1982 code for moredetails.
It is important to note that protective equipment itself can be hazardous. Aglovecan be caught
between rotating parts, safetygoggles mayhinder vision, or loose cloth or jewellerycan catch on a
machine part. That is whytraining on how to use aprotective device safely is veryimportant.
13.12 Training
To complete the process required by the supplier,technical manuals and drawings must be generated to
provide the necessaryinformation to the users regarding proper operation and maintenanceofthe
machine and its associated equipment.
The user in turn must utilize the information, to ensure that the minimum amount of risk is main-
tained. The user should conduct his own risk assessment based on the anticipated tasks and together with
Eyeprotection Protects from spills or flying objects
Hearing protection Protects from loud machines
Breathing apparatus Protects from chemical and toxic environment
Special clothing Protects from cuts, brushes,and heat
Hard hats To avoid bumps and falling objects
Caps and hairnets To keep the worker’shair being caught in the machine
Safety shoes, boots Protects feet from heavyfalling objects
Roll Forming Handbook13-14

recommendation from the supplier,develop asafe working procedure, and train the operators on the
proper use of the machinery.
Standard lockout/tagoutprocedures dependuponprocedures to protect workers.Whena
machine is to be shutdown for maintenance, the energy(electrical, mechanical, pneumatic, and
hydraulic)must first be isolated and disconnected. Refer to OSHA 20 CFR 1910.147 for lockout/tagout
standards.
Owing to heat and friction created in the process, galvanizing sheet has the tendency to build up
(zinc flakes) on the rolls. Overtime, if rollsare not cleaned, then the build up of zinc film can damage
the qualityofpart. The tendency of the operator is to clean the rollswhile they are turning.This tendency
creates averyhigh-risk hazard.The designer should incorporate astock lubricator to lubricate
the tooling,which decreases the build up of coating and reduces the frequency of roll cleaning.When
cleaning must be done, always removethe rolls from the machine for cleaning.
In stamping and operations, the following instances are where training is very critical for safe
operation:
*
During winding of the coils, the innermost coil wrap has tendency to become damaged. When this
damaged section is fed through afeeder or press, the probabilityofajam up is veryhigh, causing
an unsafe condition. Sensors are used to detect the trail end of the coil,signaling the operator to
take proper steps. Proper training is essential to unjam the metal safely.
*
Depending on the size of the roll mill, forming rolls can be very large and heavy.The operator
should use alifting device to assist him in removing or installing rolls or back injury, apinched
finger,orfoot injurycan occur.
*
All precut sheet metal blanks havesharp edges and can cause cuts and bruises if not handled
properly.The operator should be trained to use proper protectiveequipment to handle raw
material and finished parts.
*
Setting the rolls for agiven material thickness is acritical function. The operator becomesexposed
to an unsafe condition working next to the rolls without guards. It is critical for the users to
provide necessarytraining to limit the risk.
*
Lubricant spills around the line create adangerous situation. Proper housekeeping guidelines will
help to reduceunsafe conditions.
13.13 Summary
In summary, machine safetyrequires:
1. Designing and building machinerywith the primaryintention of making the machine as safe as
possible.
2. Using safeguarding devicestoavoid operator entryinto the hazardarea.
The determining factor in deciding how best to protect workers from potential hazardous
machineryiscontained in OSHA 1910.212 (3) ii: “The guarding device shall be in conformitywith
anyappropriate standards or in the absence of applicable specific standardsshall be so designed
and constructed as to protect the operator from having anypartofhis body in the danger zone
during the operating cycle.”Itisthe manufacturer and user’sresponsibilitytounderstand these
rules and regulations and to consult the governingstandards when clarityisneeded.
3. Informing the operator of anypotential hazard(s), if any, while operating the machine by the use
of warning signs.
4. Informing the operator of the usage of protectivedevices while operating the machine.
5. Providing without anyambiguitysafetymanuals detailing the proper use of machinery.
6. Implementing asafety/training program for all personnel operating and maintaining the
system.
Safety 13-15