Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

these wireswithacross-section of “segments of acircle”were cold reduced to flat strips, slit
longitudinally into twohalves, corrugated and cut to length, all in one line. The forming speed was
700 ft/min. The length of the finished pieces was 1in. To meet the aboverequirements, 140 cuts were
made per second on both parallel exiting corrugated strips. The line produced about 16,800 pieces per
minute or about one million pieces per hour.
15.6.2 Roll Forming Noncontinuous
Bend Lines
Accordingtothe definition of roll forming, the
flat metal strip is bent in continuous straight
lines. Continuityisassumedbecause of the
nature of roll forming. However, in some
applications, it would be better to discontinue
theribs to leave spaceoraflatareafor
punching,embossing or other operations. Some
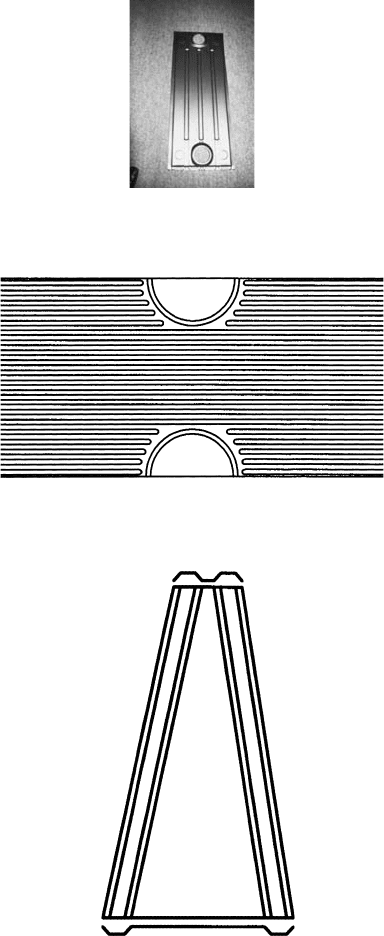
manufacturer flattened back the embossed ribs at
the end of transformer oil heat exchanger plates
or similar products (Figure15.10). However,a
process to discontinue the stiffener ribs at certain
point is better.Inthe April 1970 issue of Sheet
Metal Industries,G.H. Pugh described aprocess
developed by Joshua Bigwood where the shaft of
the stiffener rib embossing rollswere lifted up by
hydraulic cylinders to leave aspecific partofthe
transformer plate flat. The shafts were pressed
back again when embossing was continued.
Asimilar discontinuous rib forming process
may be used when either the end of the products
requires special forming or when only acertain
partofthe product, such as the bed of the pick-up
truck (Figure 15.11)isroll formed.
15.6.3 Roll Forming Nonstraight
Bend Lines
In almost all rollformed products, the bend lines
areparallel. However,itispossibletoform
nonparallel lines by applying aspecial technique.
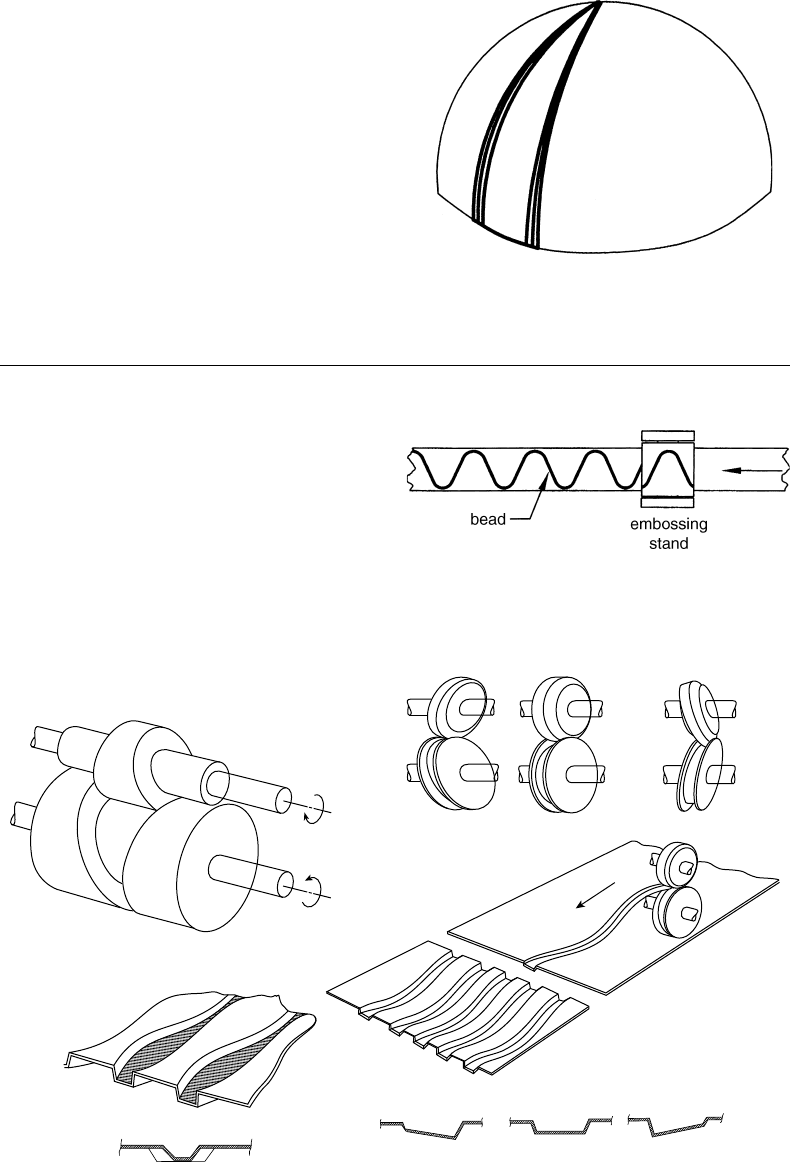
Atypical exampleofthistechniqueisthe
roll formed, pie-shaped grain bin roof sheets
(Figure15.12).
With special equipment developed for another
product, even the edges of curveddome-shaped
silo roofs can be rollformed (Figure15.13).
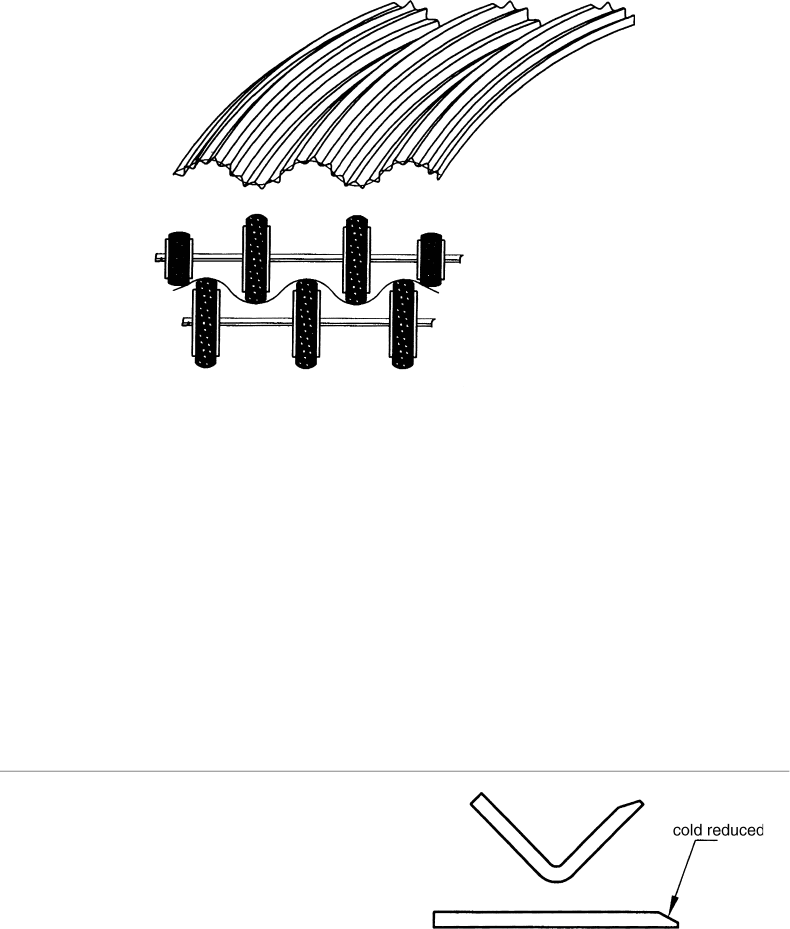
In the 1980s, B&K Machinery built arotary
embossing unit to form asnake-likeembossment
at the center of the standing seam panels shown in
Figure15.14 [315].
FIGURE 15.10 Roll formed ribs are “flattened” at the
end of the transformer heat exchange panel.
FIGURE 15.11 “Interrupted rib forming” can be used
in pick-up truck beds.
FIGURE 15.12 Nonparallel roll formed ribs.
Roll Forming Handbook15-8
Apatent application has been filed to roll form
wavy wall panels to produce panels with appearance
substantially different from the straight roll formed
wallpanels. Twoapproaches areshown on
Figure15.15.These technologies haveneverbeen
tried, and it is questionable whether they can be
used when deeper sections are roll formed utilizing
multiple passes. However,afew manufacturers
recently disclosed that they occasionally produce
productswithwavy bend lines, although not
intentionally.
15.7 Roll Forming Tools
One of the cited definitions of roll forming is to
form with “multiple pairs of rotating,contoured
rolls.”However,aswithall the rules, there are
exceptions:
Some roll forming “mills” haveonly asingle pair
of rolls.
Bronze shoes, plastic supports, flat cam rolls and
other “tools” are frequently applied by the roll
forming industry. The most frequently used other
tools found around most rollforming mills are the
2 £ 4s.
FIGURE 15.14 Rotaryembossed sinus shaped bead.
FIGURE 15.15 Roll forming wavy rib wall panel.
FIGURE 15.13 Roll formed dome section.
Unusual, New,and Future Roll Forming Technologies 15-9
Urethane and other plastic rolls are occasionally incorporated in the forming process.
One manufacturer,byusing a“homemade”roll former,managed to roll form deep corrugated
sections in 6passes instead of the traditional 22 to 24 passes. They “preformed” the cross-section to its
full depth using astand of nondriven car tires (Figure15.16), allowing averylong entrysection between
the uncoiler and these car tire“rolls.”This application shows the ingenuityofbreakingwith traditions,
using roll material other than the tool steel and to some degree, the application of partial pull-through
roll forming.
15.8 Reducing the Thickness of the Starting Material
Another definition of roll forming is to form
without changing the thickness of the starting
strip.However,the thickness is already reduced at
the bend lines and occasionally some parts of the
strip are thinned or as sometimes called “coined.”
In other cases, the edges of thicker sections are
beveledbycold reduction to eliminate machining
(Figure15.17).
Whynot reducethickness if it has advantages?
Cold reduction passes are already installed in front
of some mills to provide the starting strips with
tight thickness tolerances across its full width. Cold reduction passes can also be installed at anypass,
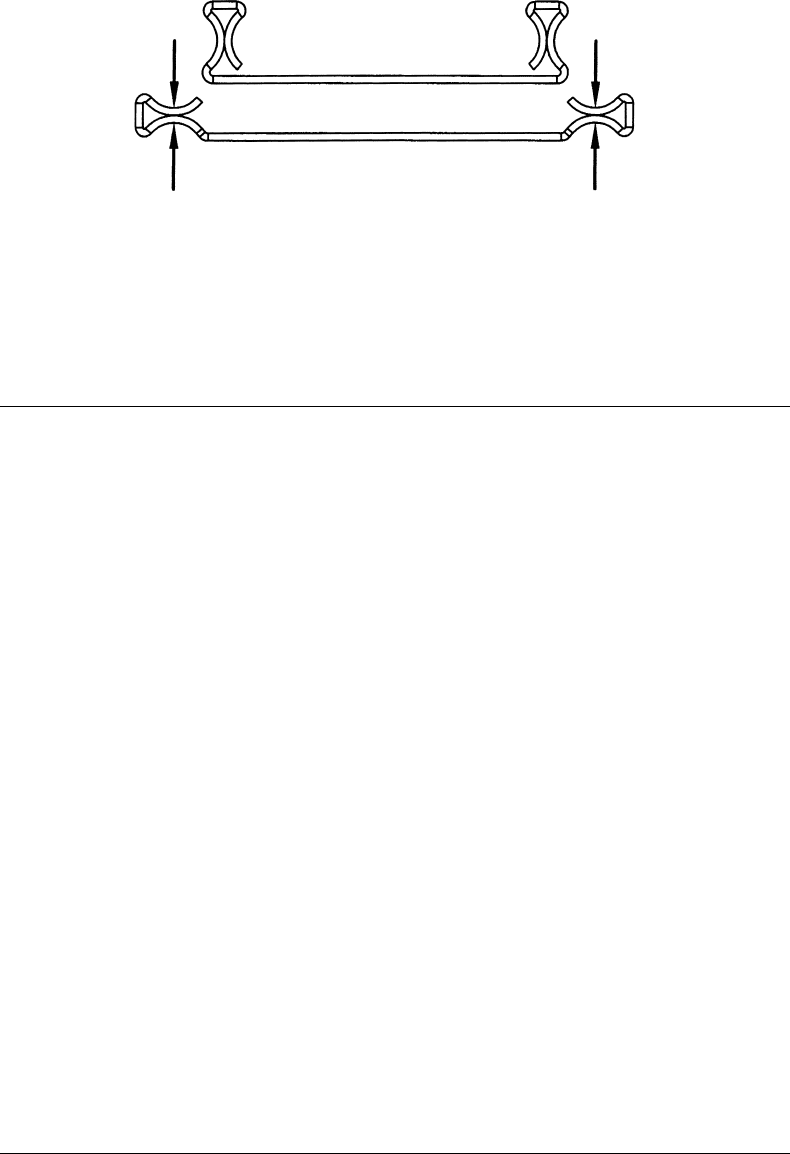
which must “coin” (cold roll) apartofthe section to tight tolerance. Atypical application is to keep tight
toleranceonthe “double thickness”sections of the drawer slides (Figure 15.18). Asimilar idea was
described by Jacmorr Manufacturing Ltd. in the April 1990 issue of ModernMetals.
Aword of caution is necessaryhowever; the forces required to reduce thickness can be 10 to 100 times
higher than the forces required for forming. Therefore, cold reduction should be carried out only with
passes specifically designed for that purpose.
FIGURE 15.16 Preforming flat starting material to full section depth reduces the number of passes required for
forming.
FIGURE 15.17 Cold reductionofthe stripedge
eliminates costly bevelmachining .
Roll Forming Handbook15-10
Aspecial roll former was built by Yo der to roll form astrip with variable thickness in late 1970s is now
described by D.E. Beecher at the 1st International Conference on RotaryMetal-Working Processes in
November 1979.
15.9 Forming at Elevated Temperature
The widely used expression “coldrollforming”isinaccurate. Roll forming can be implemented at a
temperature higher than room temperature. Forexample, to avoid cracking of paints or laminates at sharp
bend lines, the strip (or just the bend lines) can be preheated up to 130 to 2308 F(55 to1108 C) before
entering into the forming rolls. The coatingwill be soft enoughnot to crack, but hard enoughnot to be
stripped offthe metal.
Hot roll forming of titanium at Boeing is described in the June 1971 issue of the Metalworking
Production.The titanium strip was preheated to about 14708 F(8008 C) and was passed through aspecial
roll forming mill. In this case, titanium was roll formed at ahightemperature because it could not be
formed at room temperature. However,hot roll forming has lots of other advantages.
Theforcesrequiredfor cold reductionare veryhigh. Theyield pointofthe metalcan be reduced
drasticallybyincreasingthe temperature. At 15008 C, theyield strengthofsteel is about1/5 to 1/10 of the
yield strength at room temperature. This characteristic of metalwas used by thesmithsfor thousandsof
years, andthatisthe reason why“I” beams, “U”channels, andother shapes,thick plates,and coilsare still
hotrolledtoday.
So,why not hot roll form sections? Is it simply because the sheet metal industryhas ahistoryand habit
of working at room temperature?
The trend will be to install induction, highfrequency,gas or other preheating methods in front of the
roll forming mill to heat the full cross-section, or just the bend lines.
Roll forming metals at elevated temperature willrequire:
*
Less passes (most probably)
*
Less HP
*
Smaller shaft diameters
*
Smaller rolls (because of smaller shaft diameters)
*
Shaft/roll cooling system
However,hot roll forming can doubtlessly extend the range of roll forming to and beyond 1in. (25 mm).
There is also achance that tension and hot rollforming can be combined to produce moreeconomical
products.
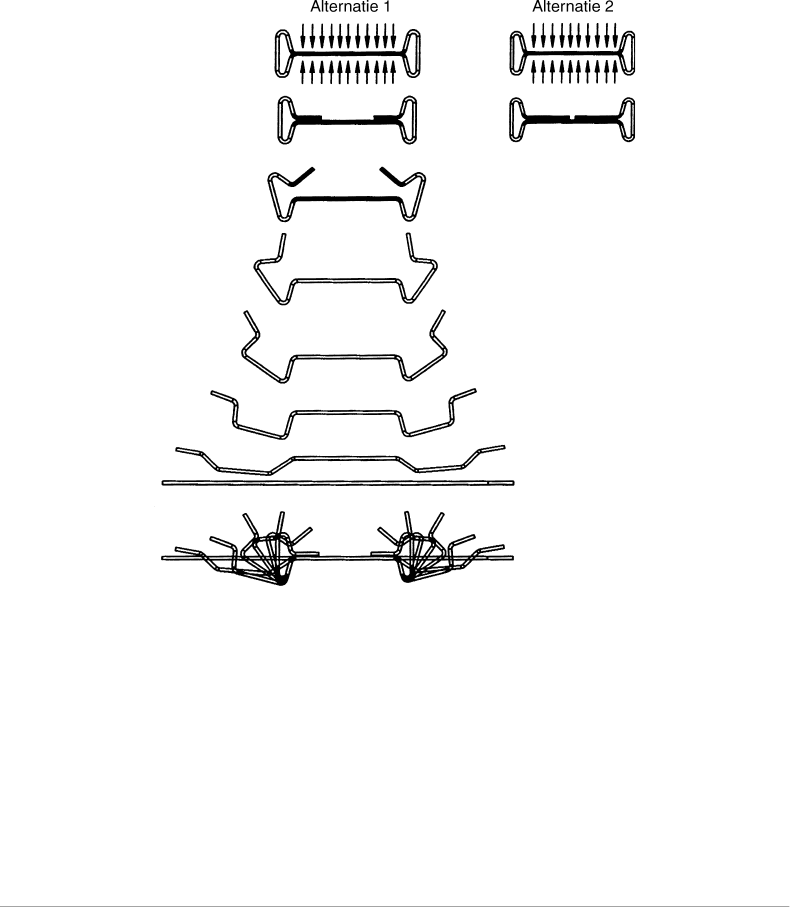
15.10 Hot Roll Forming Variable Cross-Sections
The cold reduction technologyofstrips described in Section 15.8 has been used for along time but it
requires highforces. Reducing selected parts of astrip is morefeasible at hightemperature. Figure15.19
FIGURE 15.18 Cold reduction of drawer slide section provides tight tolerances at critical points.
Unusual, New,and Future Roll Forming Technologies 15-11
shows atypical example, whereby thinning the walls of asection, similarly to the webs of the “I” beams,
moreeconomical and lower priced products can be produced.
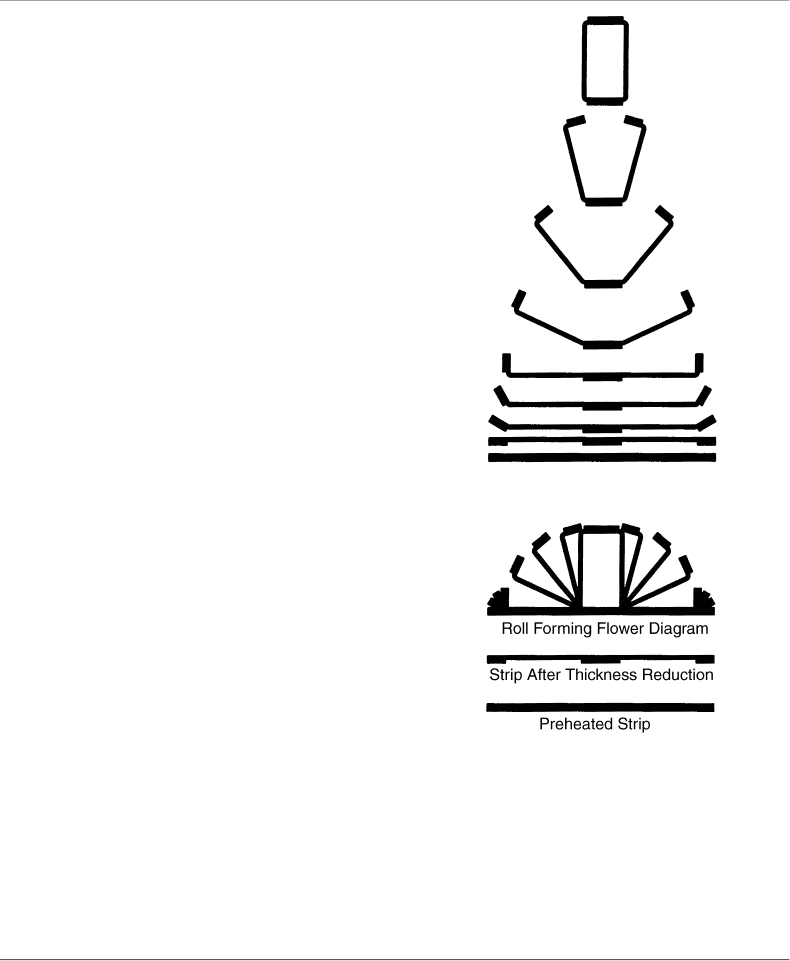
15.11 Hot Thickness Reduction along the Length
of the Strip
Products are designed to withstand the maximum
stresses or deflections. However,the stresses are
usually not uniformly distributed along the length
of the products. As aresult, usually the uniform
cross-sections are “overdesigned” all along the
product lengths except at the maximum stress
location.
Efforts havebeen made to optimize the weight of
the products by changing their cross-section along
their length to suit the varying stresses. Typical
examples are the tapered light poles and changed
columncross-sections from the bottom to the top
of the buildings. Airplane manufacturers reduce the
weight of the airplanes by etching out the unwanted
thicknesses of materials at low stress areas. The
automotive industryuses “custom tailored”blanks
by welding together thicker and thinner sheets that
will be formed into load bearing sections. In case of
the roll formed section, the common waytoreduce
the weight of the uniform cross-section parts is to
cut out material, for example, by punching holes.
Reducing the weight and cost of the product can
be achievedeasier by reducing the strip thickness
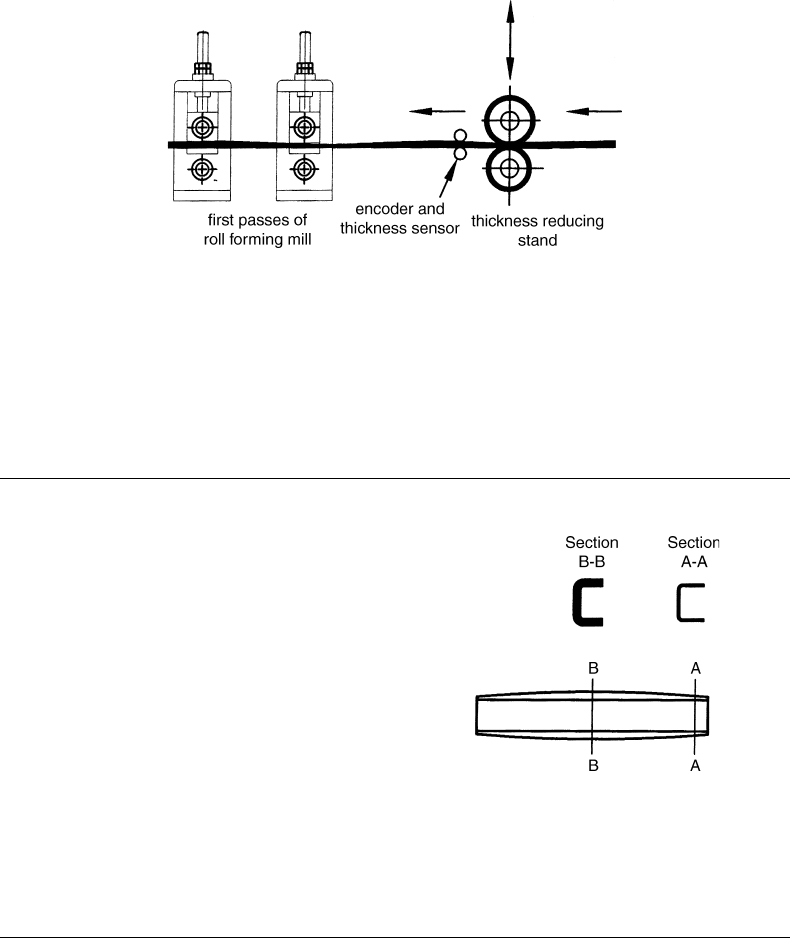
at low stress areas. It is possible to reduce the strip
thickness in aroll forming line built for this
purpose by changing the gaps between the rolls in
thickness reduction stands located ahead of the roll
former (Figure15.20). By varying the gaps with
proper control, strips can be rolled with thickness
varying in the longitudinal direction.
The variable thickness strip can then rollformed
in the traditional way.A“U” channel rollformed
with this technologyisshown in Figure15.21 but
the process can be used for other cross-sections and
having the thick–thin section variations at any
desiredlocations.
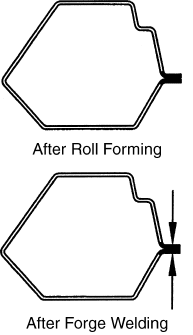
15.12 Welding Hot Roll Formed Sections
Sectionsthat havealready been preheated can be more readily finished as welded structures
(Figure15.22). Pressurewelding of the hot flat parts of asection (Figure 15.23), or anyother welding
technologythat is presently used, requires considerably less energyinput than is needed for welding cold
sections. The tendency for residual stresses, cracks, and distortion can be significantly reduced. Also,this
FIGURE 15.19 Reducing the strip thickness at specific
segments of the strip provides moreeconomical sections.
Roll Forming Handbook15-12
method with controlled rate of cooling can be used to weld steels with hig hcarbon content that prone to
cracking.
The same hot rolling technologycan be applied to makewelded tubes.
15.13 Other “Hot” Processes
15.13.1 Hot Curving (Sweeping)
During curving,the outsidefibers areunder
tension, the inside ones under compression.The
minimum curving radius (maximum sweep num-
ber) for aproduct is limited by ,among other
factors, the shape of the section and the metal
thickness. Products curvedbelowacritical radius
become distorted by the buckling of the com-
pressed elements. Curving at hightemperature
allows moredeformation at the compressed parts
and longer elongation at the tensioned elements; as
aresult, the product can be curvedtoasmaller
radius than those curvedatroom temperature.
Tubes are hot bent for along time to asmaller
radius than can be achieved at room temperature.
15.14 In-Line Soldering, Brazing, and Heat Treating
The industryisalready using some of the “in-line”heating processes. Thin wall lock-seamed tubes are
brazed at the exit end by passing the tubes through an induction coil.Soldering and elevated temperature
adhesive bonding can be achievedwith the same technology.
Some metals, such as brass, stainless steel, zirconium, and nickel alloys, work harden at averyhighrate.
The above-mentioned in-line heating technology could be used for “flash”annealing of the partially or
fully formed sections. The similar equipment can be used for in-line heat treating.
Presently,aluminum alloys, which can be “precipitations hardened” at room temperature, are
processed in the following sequence; the coils are cross-corrugatedfor better air passage and are recoiled,
they are heated to the required temperature,quenched in water,stored in refrigerators (to avoid
hardening at room temperaturebefore roll forming), and then roll formed after flattening out the cross-
corrugations.
FIGURE 15.20 Changing the thickness along the strip produces “custom-tailored” thicknesses for certain products.
FIGURE15.21 Custom-tailored roll formed “U”
channel from strip with variable thicknesses.
Unusual, New,and Future Roll Forming Technologies 15-13
This whole process can be simplified and be made less expensivebyinstalling,just ahead of the mill, a
short, hightemperature flash heat-treating oven for the continuously running strips, followed by
quenching the hot strip with water and roll forms it in an “all-in-one line process,”producing the parts just
in time (JIT).
The trend will be to use more hot roll forming and “in-line” heating of the strips or products for heat-
treating,bonding,orother purposes.
15.15 Equipment and Tooling Requirements
for Hot Roll Forming
Forhot roll forming, additional equipment must be added to the line. Equipment for heating,possibly
for forced cooling and sometimes pickling,isrequired. The type and capacity of the equipment will be
influencedbythe type of metal formed, the required maximum and lowest practical temperature,the
heat capacity of the cross-section, and the forming speed.
15.15.1 Heating and Cooling Equipment
Depending on the requirements, heating can be completed before, during, or after rollforming.
Conventional heating technologycan be used. However,instead of soaking the coils for along time in a
furnace, the moving strip or formed section can be flash heated.
In some instances, the full cross-section must be heated, in others, only the bend lines or edges are
preheated. High-speed edge heating,such as high-frequency or induction heating,can be used for forge
welding of edges of closed sections.
FIGURE 15.22 Roll formed, preheated, pressure welded cross-section.
Roll Forming Handbook15-14
Water cooling of the finished section may be
required to quench the section after heat treat-
ment,orwhenrequiredfor parthandling.
Additional equipment, such as awalking beam
runout table to allow spacefor air cooling of the
parts, may be needed at the exit end of the line.
15.15.2 Special Mill Design
Thin metals, about 0.050 in. (1.25 mm) or less,
may be hot roll formed in conventional roll
forming mills. However,thicker material may
requirespecial roll forming mills. These hot roll
forming mills must havewater-cooled shafts; heat-
resistant rollsthat are partially insulated from the
shafts, special bearings, different lubricants for
bearings, gears,and other components,water
cooling and re-circulating system, heat-insulating
cover, and often an exhaust system.
If metal thickness reduction is substantial, then the forming speed changes caused by the thickness
reduction from pass to pass havetobecontrolled differently from the conventional rollforming mills.
The speed control of these mills will be similar to the ones used for sheet rolling at the mills (see also
Section 15.15.4).
15.15.3 Other Equipment Requirements
If cutoffdies are used, then their cooling has to be considered. When heavy sections are roll formed, saw
cutting typically is the most economical method to cut products to length. Roller conveyors, coolant
recirculating pumps, and other components also are exposed to the heat.
15.15.4 Roll Design
The traditional roll design is based on the assumption that the thickness of the material does not change
during roll forming.
The existing manual or computer-aided roll design method can be applied to hot roll forming if
the thickness of the material is not changed, or if the thickness reduction is restrictedtoasmall
portion of the cross-section. However,because of the considerably lowerstrength and higher
elongation at hightemperatures, fewer passes will be required to obtain the finished shapes, especially
when thick material is formed.
During roll forming,ifasubstantial partofthe cross-section is reduced in thickness, then the flowof
material will be different. In these cases, the rolldesign could be ahybrid between the traditional roll
forming and the hot section rolling roll design. The substantial thickness reduction also will change the
speed of the strip entering and exiting the thickness-reduction pass. The speed change necessitates
changing the mill drive system.
15.15.5 Hot Roll Forming Conclusion
Hot roll forming often requires considerable additional spaceand capital investment for preheating the
material and cooling the product, and different roll forming equipment maybeneeded. However,hot roll
forming can provide the most economical manufacturing method for manyproducts as well as extending
the maximum thickness limit of forming to 2in. (50 mm) or more.
FIGURE 15.23 Roll formed, edge-heated, pressure
welded tubular section.
Unusual, New,and Future Roll Forming Technologies 15-15
The biggest obstacle in introducing hot roll forming is not the cost of the equipment, but rather the
resistanceofmetal fabricators to change. Eventually,perhaps this resistance will be overcome as the
benefits of the process are seen to outweighthe additional costs.
15.16 Press Tooling for Conventional Roll Forming Lines
Dramatic changes in prepunching or postpunching,notching,orcutoffdies are not expected. However,
the already available compact high-speed hydraulic presses will allow operation at 600 to 800 ft/min
(180 to 245 m/min) and faster.These small presses, along withtechnologyborrowed from the turret
punch system, will speed up tool change and the N/C or computer control will provide versatility.
15.17 Computer-Controlled Roll Forming Lines
The application of N/C, PLC, computers, and other devices will greatly increase in the near future.Some
lines will operate accordingtothe prepared programs, while others will be based on data received from
sensors, and will adjust the mill, tooling,and other componentstomaintain uniform quality.
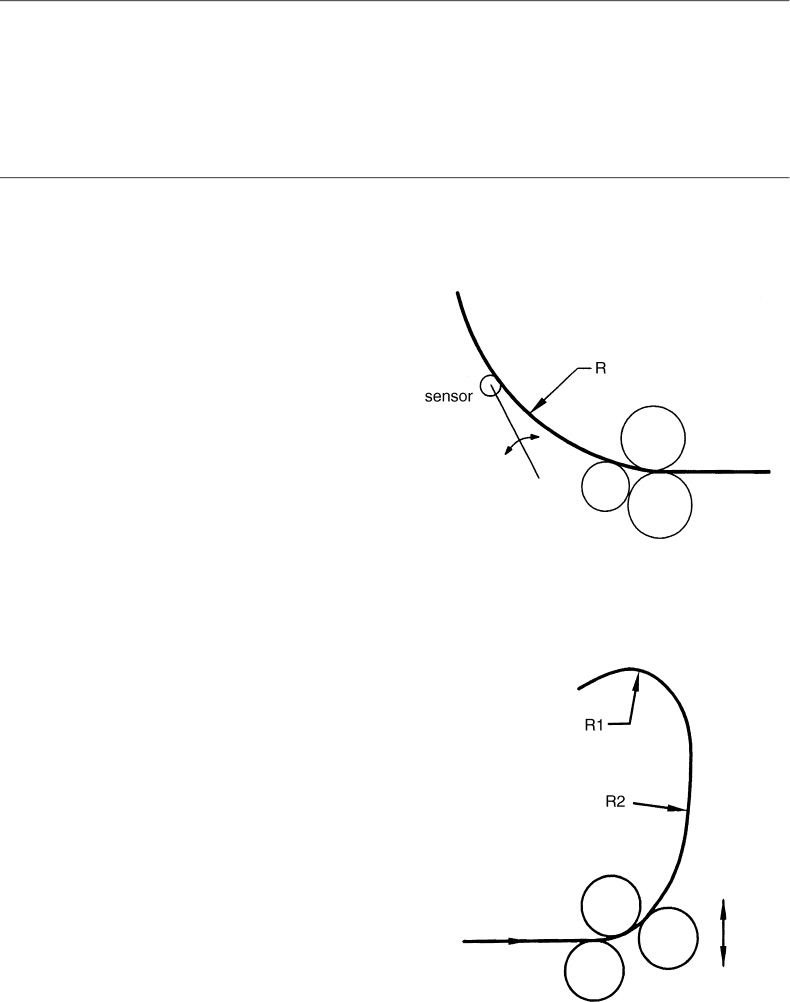
Forexample, in the case of athree-roll curving
unit, asensor can measurethe curving radius
during the curving process (Figure 15.24). The
data feedback can be used to adjust the curving
rolls to maintain the specified radius.
Curving rolls, controlled by servo motor and
governed by preprogrammed data, are already
used to form parts with variable radii to tight
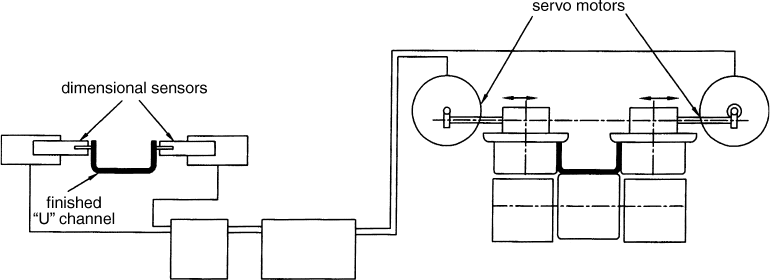
tolerances (Figure15.25). Some dimensions of
the products, for example, the width of a“U”
channel, can be held tightly by either measuring
or sensing the width. The pass influencing the
width can be adjusted either manually by push
buttons or automatically through servo motors
(see Figure15.26).
When aroll forming mill with good tooling is
properly set up,itcan produce parts to very tight
tolerances without anyadjustment from consist-
ent, uniform material. However,owing to fluctu-
ation in strip dimensions,dev iationfrom
straightness andflatness, andvariations in
mechanical properties,the material is never
uniform. Therefore, operators regularly have to
makeadjustments to the mill. Onceenoughdata
is available to knowwhat mill adjustment has to
be made when the finished product deviates from
the specified shape, length, or straightness, a
properly programmed computer can adjust the
mill using servo motors. Servo motor adjusted
shafts or side rollers can keep formed angles
within tight tolerances.
Servomotor controlled straightenershave
already been developed to keep products straight
at the end of the line.
FIGURE15.24 Sensor- co ntrolled, servomotor
adjusted curving unit.
FIGURE 15.25 Computer-controlled curving unit can
curve sections with different radii.
Roll Forming Handbook15-16
Computers or similar devices are used by manycompanies to control productlengths and quantities,
firepresses, change punching pattern, control packaging,and to displaytroubles and maintenance
schedules. Increasingly,the function of the operators will be takenoverbycomputerized or automated
devices. It will also makeoperating several lines by one operator possible; apracticealready used by afew
advanced companies. Whether the line is simple or highly sophisticated, skillful, motivated, and highly
educated operators will always be needed.
References
[291] Halmos, G. Rollforming beyond year 2000, SME Conference,December 1993.
[315] Osbeck, G. 1981. The Embosser. Fabtech Int., Proceedings ,pp. 201–208.
[432] Newtechnologyinthe 90’sand its impact on your work. CSSBI Conference, Aylmer,Quebec,June
1993, unpublished.
Further Reading
[292] Halmos, G., Trends in rollforming, Sheet Met. Ind.,January, 1983, p.238.
[299] Halmos, G., Newtrends in roll forming, Fabricator,January/February,p.32, 1985.
[322] Weimer,G., Roll forming advances suit today’sstructures, Iron Age ,April 7, 57–59, 1980.
[433] Halmos, G., The heat is on, Fabricator,September,36–38, 2000.
[442] Pavlos, T.,Precision made by roll forming, Wire,July,32–33, 2001.
FIGURE 15.26 Tightdimensional tolerances can be held with servo motor adjusted rolls.
Unusual, New,and Future Roll Forming Technologies 15-17