Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

Theabove calculations arebased on theincorrect
assumption that thedeformation is restricted to the
curved elementonly. In reality, thestrainisextended
forthe curved elements to theadjacentstraight part
(Figure5.87b). As aresult, theactualstrainwillbe
less than thecalculatedone.
However,the aboveexamples still clearly indicate
that bending to asmall radius will create alarge
strain, while bending ametal in aradius equal to 80t
(80 times thickness); the total elongation will be so
small that it will not create permanent deformation
at all. That is the reason whylarge diameter process
rolls areusedincoil-processing lines, when
permanent curving of the strip in the longitudinal direction must be avoided. Forthe same reason, the
inside wraps of coil aboveacertain thickness (with smaller r : t ratio) mayremain permanently curved
while the outside wraps (with larger r : t ratio) will spring back to practically straight.
In most cases, the minimum bending radius can be determined from bending charts provided by metal
suppliers, and from the thickness, mechanical, and other properties of the material. Using special roll
forming techniques, however,sections with radii smaller than that specified in the charts can be formed.
Figure5.17 shows some alternative methods for forming sharp inside radii. These methods should be
used cautiously when strength is critical, when the product is exposed to fatigue, or when the cracking of
the parent material or coating can be detrimental (Figure9.3).
Table 9.1 provides aguideline for typical minimum bending radii. Formore detailed data, see
supplier’srecommendation, available standards or conduct bending tests.
FIGURE 9.3 Forming “scored” bend lines can lead to
fatigue cracks or surface cracks.
TABLE 9.1 Guide to Minimum Bending Radii
Material Coating Yield up to Elongation R = T Notes
Steel Uncoated 45,000 psi, 310 MPaover18% 0, 1to2 If specified in ASTM or
other standard
Steel Galvanized 0, 1to2 If specified in ASTM or
other standardfor zinc
thickness up to 275 g/m
2
Steel Painted 2For elastic paints and
laminates
Steel 1to2 For paints heated before
forming
Steel 3to4 For less elastic paints and
laminates
Steel Uncoated, galvanized
painted or laminated
60,000 psi, 410 MPa2to 3
Steel Uncoated, galvanized
painted or laminated
80,000 psi, 550 MPaover1to 2% 4to5
Steel HSLA 100,000 psi, 690 Mpa 3to4
Steel HSLA 140,000 psi, 965 MPa4to 5
Steel HSLA 180,000 psi, 1240 MPa3to 4Dual phase, martensite,
inclusion controlled
Aluminum 20,000 psi, 140 MPaover20% 0to1
Aluminum 25,000 psi, 170 Mpa over 2to3%2to 3
Cooper Depending on mechanical
properties
Brass Depending on the type
Zirconium Depending on the type
Roll Forming Handbook9 -4
Comments
1. Manufacturing bending charts occasionally show the minimum diameter of amandrel around
which the material can be bent ( d : t ratio). The commonly used term of minimum bending radii
r : t will be half of that value.
Example:if d : t is 2, then r : t is 1.
2. Microalloying and inclusion control of USHH (ultra highstrength steel) can reducethe minimum
bending radius:thickness ratio from 6–7to3–5;for correct information, consult supplier.
3. The guaranteed mechanical properties of manyhighstrength, lowalloy,dual phase, and other
types of steel are achieved with the combinationofalloying,heat treating and coldrolling.
Mechanical properties usually refer to values in the direction of rolling.Yield, UTS, and
elongation perpendicular to the direction of rolling, which are critical to the bending during roll
forming, can be in awider range, influencing both minimum bending radius, and springback.
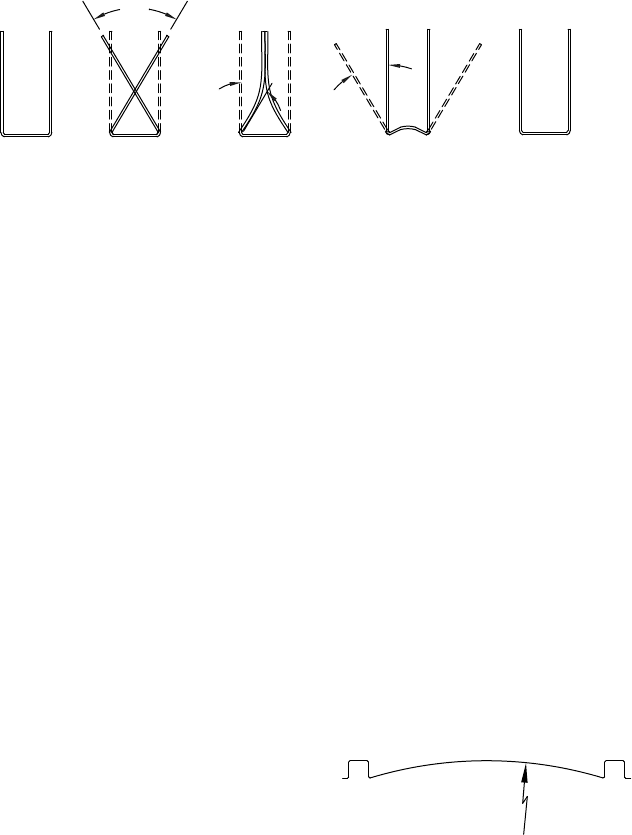
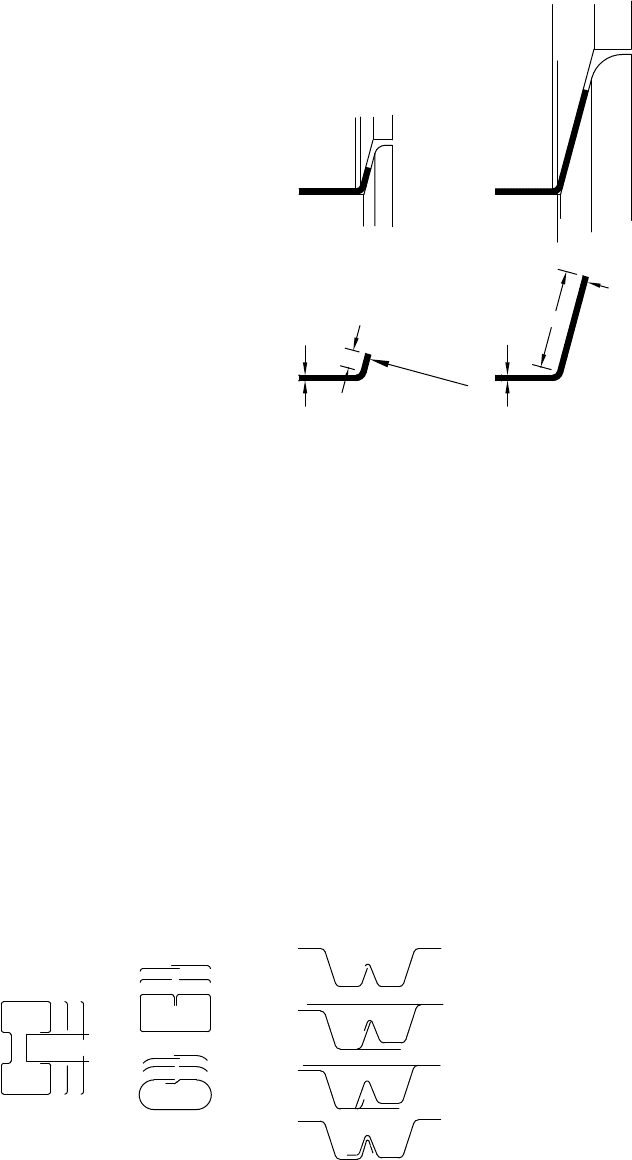
Springback of these highstrength and work-hardening materials can be as highas25per 908 bend. In
other words, to achieve a90 8 bend, the material may be formed to 1158 .The designer shall provide space
in the cross section for the overbending (see Figure9.4) or consider false bending.
9.2.3 Designing aProduct with aLarge Radius
The calculations shown in the previous example
demonstrate that if the inside radius is equal to
80t ; then e ¼ 0 : 8%: The largest portion of the
0.8% elongation is elastic and the smaller portion
is permanent strain. Even with asmaller inside
radius, ( r ¼ 10t or more) the large springback
makes it very difficult, if not impossible, to roll
form consistent cross sections (see Figure9.5). For
additional details on roll forming products with
large radius see Chapter 5.
9.2.4 Minimum Bending Radius of Coated Products
The minimum bending radius (minimum r : t ratio) of coated metals is afunction of the elasticityof
both the parent material and coating.The surface cracks of zinc, and other metallic coatings,paints, or
laminates usually are verysmall and hardly visible to the naked eye. However,the discontinued coating
will greatly reducethe corrosion resistance of the product. Coating discontinuitycan be caused also by
excessively highpressure between forming rolls, highsurface speed differential between top and bottom
rolls, incorrect setup,inadequate lubrication, or scratching of the surface by entryguides, cutoffdies, or
other components. The effects of corrosion, owing to damaged coating, will be visible in ashorttime.
α
α
α
required
section
(a)
required
overbend
(b)
can't be
overbend
(c)
overbending
possible
(d)
section
after re-forming
overbend
(e)
FIGURE 9.4 Materials with considerable springback mayhavetobeformed in unusual ways.
r
FIGURE 9.5 Roll forming to large radius is very
difficult because the considerable springback.
Designing Products for Roll Forming 9 -5
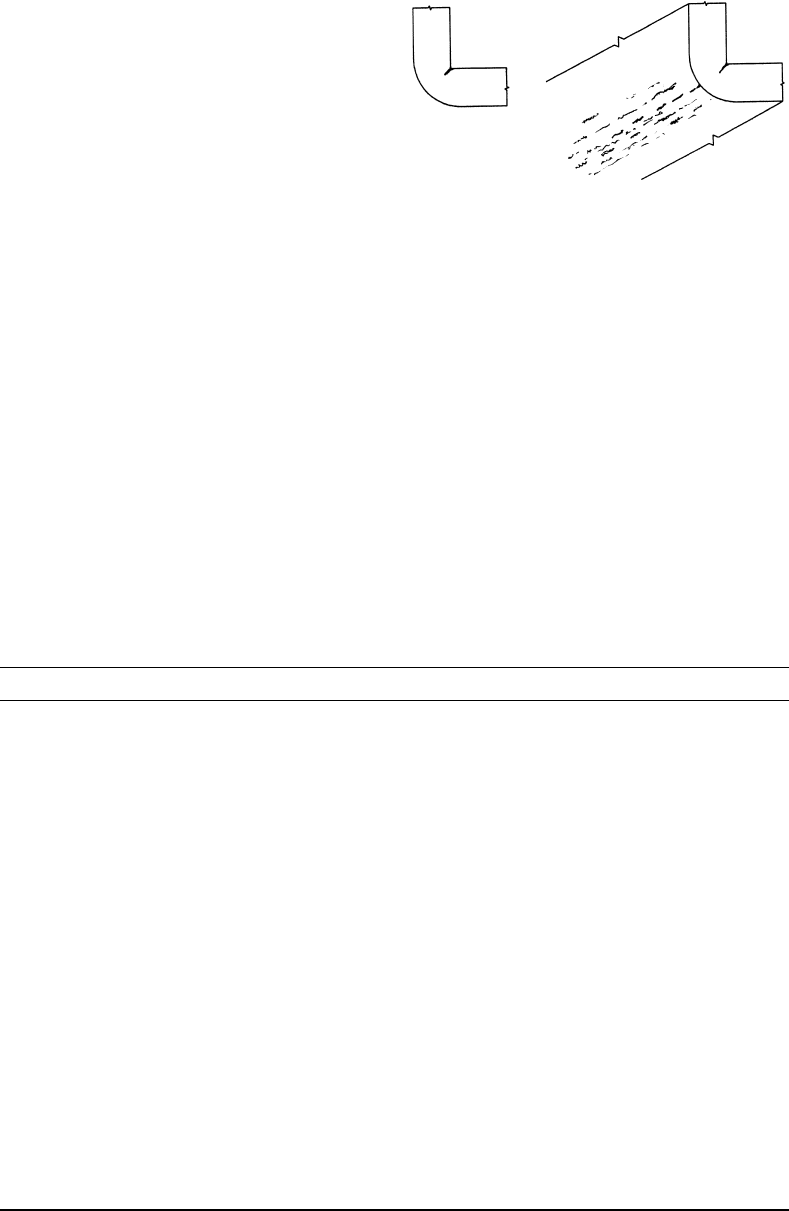
Water penetrating through the paint cracks will
generate zinc carbonate (white rust or storage
stain) at the bend lines of prepainted, galvanized
steel. After all the zinc, at and around the bend
line, is transformed into zinc carbonate, the
unprotected steel starts to corrode and “red”rust
will appear on the surface (see Figure 9.6).
9.2.5 Minimum Bending Radius of
Presheared/Prenotched Metals
During shearing,notching and piercing,the
cutting die first “shears”through apartofthe
metal then, after acertain degreeofpenetration,
the rest of the sheared surface will “break” away.
Figure5.22 and Figure6.10 show the edge of a
sheared metal.
It is not unusual to see 1/4 to 2in. (6 to
50 mm) long cracks at the end of brakeformed
bend lines. The cracks usually are initiated by
the rough,brokenawaysurface of the sheared
edge. Continuous roll forming will not exhibit
such aproblembut edge cracks may develop at
the end of the products if higher strength,
thicker metals are precut or notched beforeroll
forming and then rolled to atight radius.
9.2.6 Minimum Radius of
Embossed Metals
Decorative or functional embossing of metals is achievedbyeither forming or “coining” the strip
between embossing rolls. Both processes are “cold-forming”,and the embossed material will haveless
ductilitythan the virgin metal beforeembossing.For the minimum bending radius:thickness ratio of
embossed metals, consult supplier’sdata sheet.
Special care should be taken if bending is required in morethan one direction. Forexample,
embossed aluminum mayberollformed to one direction without cracking,but it cannot be curvedor
swaged in the other direction without cracking,unless it is locally or fully annealed after forming into
the first direction.
9.2.7 Discontinued Bend Lines
All designers understand the importanceofbend lines, but the significanceofdiscontinued bend lines is
frequently overlooked.The following examples will highlight the loss of strength due to discontinued
bend lines.
1. Amanufacturer of building panels produced avarietyofsidings and other panels, including
“acoustical” panels. In the case of the sound-absorbing acoustical decks, the webs of the panels
were perforated but the bend lines and horizontal elements were not. One customer inquired
about the strength of avirtually identical panel made from fully perforated material. Te sts
provedthat the acoustical deck with perforated webs had aloss of strength of 3% compared with
anonperforated deck, while the fully perforated panel, having holes at the bend lines, lost 70%
of its original strength.
FIGURE 9.6 Cracked coatingleadstopremature
corrosion.
Roll Forming Handbook9 -6
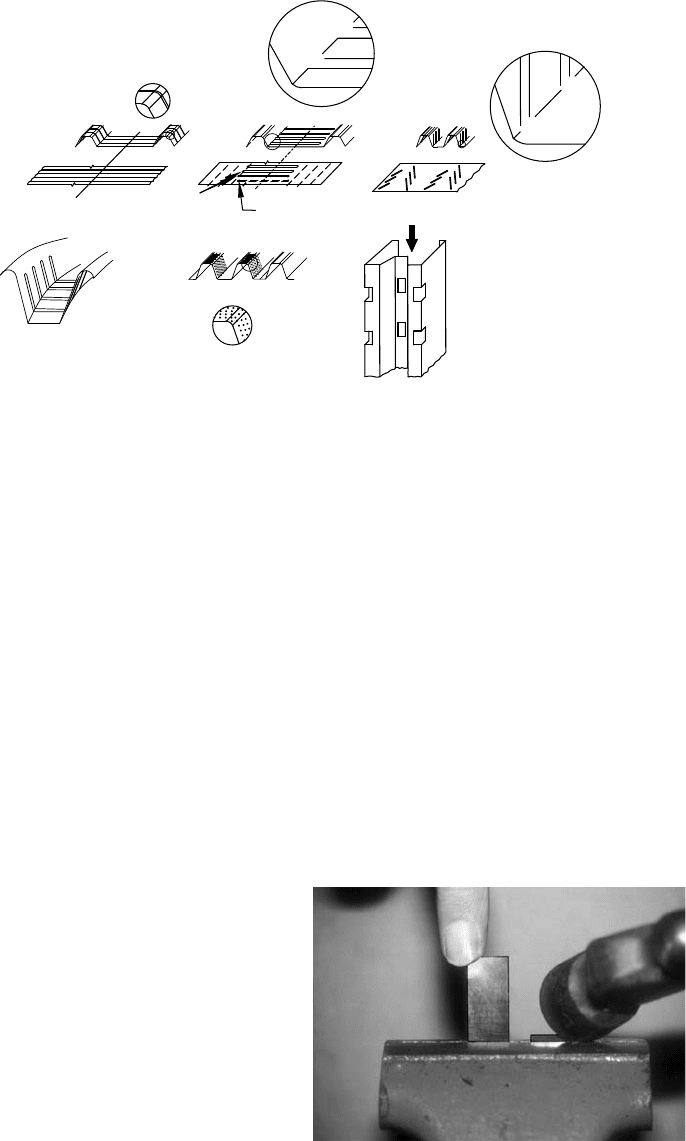
2. Amanufacturer of arched panel buildings had aseries of unexpected snowload failures. Panel
testing revealed a40% reduction in load carrying capacity, althoughthe cross section and
material was the same as the previously tested, full strength, prototypepanel. The only sourceof
weakness could havecome from the bend lines. The 7.5-in. (190-mm) deep panel was curvedby
embossing the inside and the webs (see Figure9.7d). During curving, the extension of the
embossments distortedthe originally straight bend lines.
After making aminor modification to the embossing (curving) die, assuring straight bend lines, the
original strength of the section was restored.
The strength of asection, after buckling under the maximum load, can be 80 to 90% less than before
buckling,even if it is straightened out. These examples demonstrate that bend lines discontinued by
prebuckling them with cross corrugation, dimples, or piercing and notching,willreduce the strength of
the section, and should thereforebeavoided.
9.2.8 Width of Flat Elements
The minimum and maximum width of the flat
elements between bend lines and between the first
bend line and strip edge, havepractical limitations.
The minimum width of the flat elements fromthe
edge to the first bend line is restricted by the
forming technologyand forcerequired for form-
ing.Figure 9.8 demonstrates the forcerequired to
makea908 bend on two pieces of strapping band,
clamped in avise, with one band sticking out
about 1in. or (25 mm) and the other one about
1/16 in. (1.5 mm). Similarly,during rollforming,
excessiveforceisrequired to bend shortlips.
During the earliest stages of the forming, the
horizontal components of the forcemay push the
strip back between the rolls, and the lip may not
be formed at all. Strip width–tolerancefluctuation
incorrect
correct
(f)
(e)
(d)
(c)
(b)
(a)
FIGURE 9.7 Discontinued bend lines can drastically reducethe strength of the product.
FIGURE 9.8 Bending forceisinfluenced by the leg
length.
Designing Products for Roll Forming 9 -7
and camber makeitmoredifficult to maintain an
even and small lip.Althoughitispossible to roll
form smaller lips (e.g., twotimes the material
thickness), it is advisable not to design com-
ponents with lips shorter than four to six times
the material thickness (Figure 9.9).
The maximum width of the flat elements
between the edge of the strip and the first bend
line is restricted by its effective load carrying
capacityunder compression, and by the possi-
bilityof“edge waviness.”Edge waviness is the
result of either the wavy starting material or the
excessivestraincreated during roll forming.
During roll forming, the edge of the strip usually
travels alonger distancethan rest of the strip.In
case of asimple Uchannel (shown on Figure 5.8
and Figure 5.9), the bend line travels in astraight
direction, while the edge travels in the shape of a
helix. The wider the flat element is, the shorter the
distanceisinwhich the forming is accomplished
(i.e., less passes or shorter center distancebetween
passes); and the larger the degree of the finished
bending is, the morestress willbegenerated at the
edge of the strip.Ifthe stress exceeds the elastic limit, then permanent deformation occurs. It will be very
difficult, if not impossible, to compress the elongated material back to its original length after the forming is
completed. As aresult the excessivepermanent strain (increased length) will show up as awavyedge (as
shown on Figure5.2a).
One waytominimize edge waviness created by either roll forming or wavy starting material is to form
additional bend lines close to the edges as shown in Figure 9.1.
Mill edge coils, used to form wide panels, haveloose width tolerances (in the magnitude of þ 3/16 to
0in., or þ 5to0mm). It is agood practicetoprovide sufficient strip edge “runout” in the design. Properly
designed runout will not interferewith the assembly of the panels but allows for the utilization of wider
coils (see Figure5.38). Slit edge coils usually haveatight width tolerance(^ 0.005 in. or ^ 0.13 mm).
Tightwidth tolerance is frequently required to form products with tight tolerances.
Legs, which are either too shortortoo long,can create assembly or erection problems. Some
examples are shown on Figure9.10.Additional small lips (legs) can eliminate the need for tight width
tolerance, thus reducing material cost. At the same time, the added lips usually increase the strength of
the section.
t
a
b
t
F
1
F
2
(a) M=a×F
1
(b) M=b×F
2
FIGURE 9.9 To bend small “lips” require larger forces
ð F
1
Þ than to bend long legs ð F
2
Þ :
long
short
improved
design
long
long
short
long
short
short
long
FIGURE 9.10 Clever design can eliminate the need for tight blank width tolerance.
Roll Forming Handbook9 -8
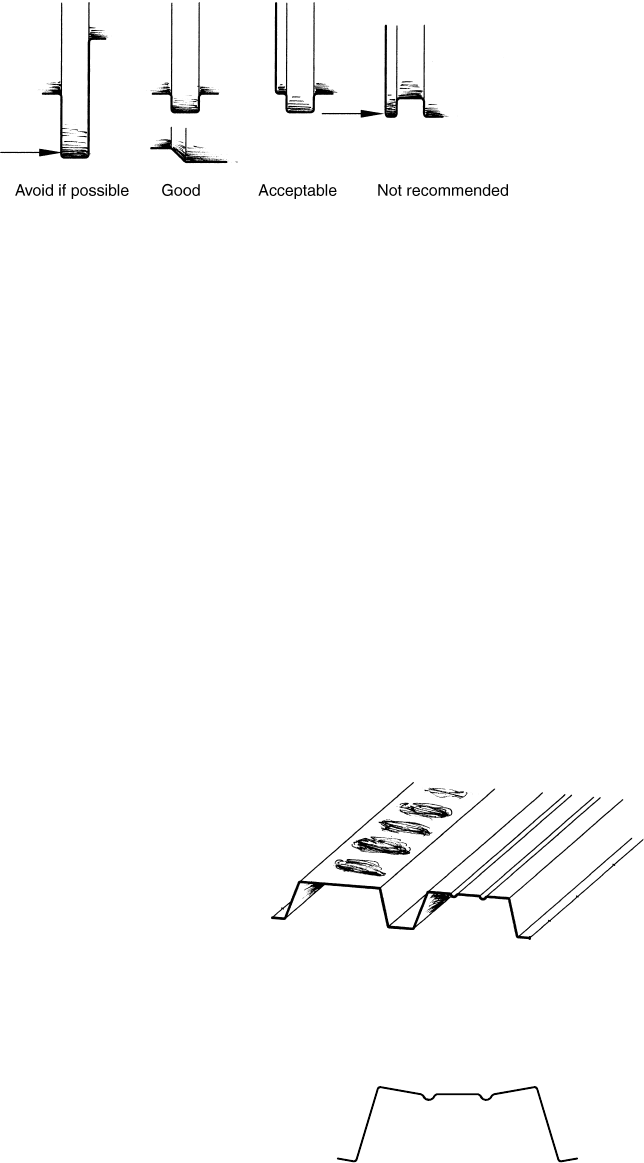
9.2.9 Stiffener Ribs
As mentioned previously,wide flat sections do not contribute fully to the compressive strength of the
section. Therefore, designers, for this or for other functional purposes, frequently incorporate additional
bend lines into the products. If these bend lines are too close to each other,then the thin, male roll can
easily break during roll forming. The breakage is usually caused by side pressure generated either by
unevenmaterial thickness or an uneven gap between rolls(Figure9.11).
In building panels, garage doors, structural and other components, “stiffener ribs” are frequently
added to provide more bend lines. These stiffener ribs are most frequently triangular,trapezoid, round
bead, or flat-ribbon shaped (see Figure9.1). The stiffener ribs either can be “formed-in”or“stretched-
in”tothe cross section. Formed-in stiffener ribs can haveany depth and are fully accounted for during
blank size calculation. Stretched-in ribs do not require additional material, but their depth is limited.
The depth will depend on the mechanical properties and thickness of the material and their distance
from the nearest bend lines. Decorative stiffener ribs, used in building panels, made from low strength,
highelongation metals can usually be stretched into adepth of approximately one or two material
thicknesses.
Wide, flat elements between bend lines do not present anyproblems for rollforming,but the
appearance of the finished panel maybepoor.Most of the commercially available coils are not completely
flat, but haveeither wavy edges or awavycenter.The latter type is referred to as a“full-centered” or “oil
canny” surface.These imperfections are induced during the rolling process at the mills and cannot be
removedbystraighteners. Roll formingcan
minimize the effect by distributing the ripples,
but thereisachancethat the “oil canny” effect will
be visible in the flat sections wider than 5to6in.
(125 to 150 mm), in light gage material. Glossy
surface and paint will accentuate this unsightly
effect, shown on the left side of the panel on
Figure9.12.The right-hand side of the same panel
shows typical groovesorstiffener ribs formed or
stretched into the material. Added bend lines will
divide the wide flat surface into smaller segments,
and will dissipate waviness. Embossing, or the
occasionally used cross-embossing,also alleviates
the effect of the “oil canning.”
The residual stresses across the strip and in the
direction of rolling,generated by the “stretched
in ribs,”willcreate other deformation (shown on
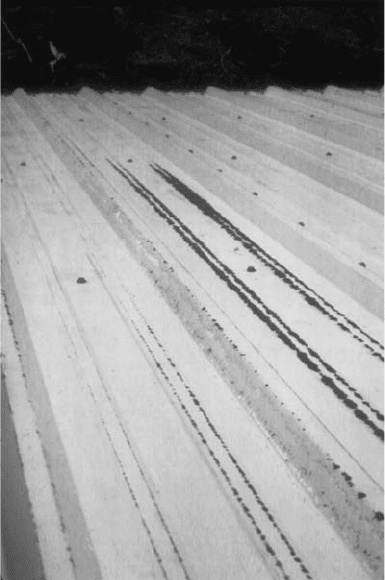
Figure9.13). Wind can blow away built-up roofing
if the adhesive, applied to concave top of roof deck
FIGURE 9.12 Added bend lines can minimize the “oil
canny” (center-wavy appearance).
FIGURE 9.11 Thin rolls can easily break.
FIGURE 9.13 “Stretched-in”ribs create across-bow.
Designing Products for Roll Forming 9 -9
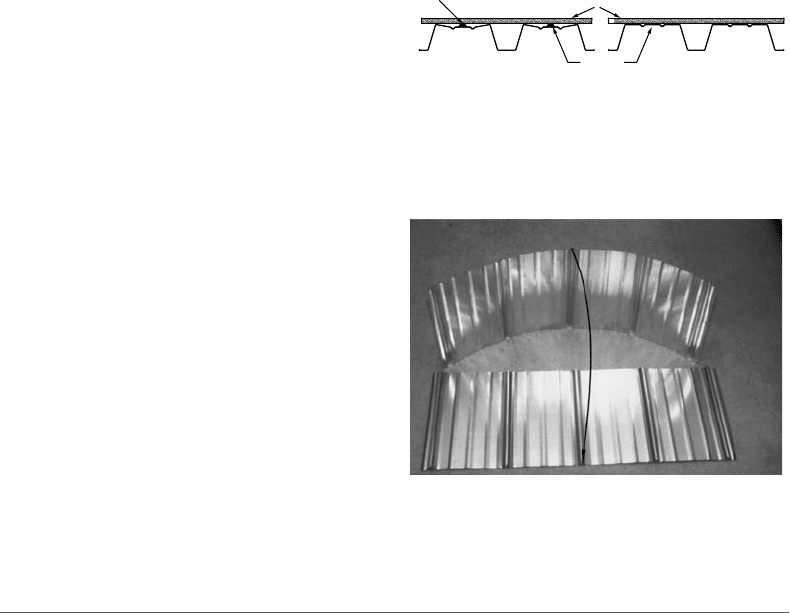
shown on Figure9.14,isnot in contact with the
insulating panel abovethem.
Some types of “cross-bow” deformations can
either be eliminated by proper rolldesign or have
no detrimental effect. Forexample, the large cross-
bowonthe farm roofingpanel held in vertical
position in the top of Figure9.15 will not be
apparentafter installation, because its own weight
will flatten it out when placed on supporting
structure in or when fastened to the supports.
Forappearance or functional purposes, large,
wide, flat surfaces are sometimes specified. After
forming of these panels are completed, large
elastic stresses in the formed edges will “contract”
the flat parts of the panels, thus compressing the
centers and creating an oil canny, center-wavy
appearance.Inthese cases, it is even more impor-
tant to generate only relatively small longitudinal
strain during the forming of the edges of wide
flat panels.
Experienceshows that tension-leveled coils do
not provide better,orless wavy,panels. Often
slightly edge-wavy starting coilsare better starting
material for panels with large-flat-center surfaces.
9.3 SecondaryOperations
9.3.1 Operations in the Line
Alarge percentage of roll formed products undergoes additional operations before erection,assembly
or use. These secondaryoperations include: piercing,notching,lancing,louvering,stitching, mitering,
slitting,cutting to length, joining with other materials, embossing,bending across roll forming,curving,
marking,coining,welding,coating,bonding,in-line foaming,painting,caulking,interleafing,pack-
aging,and others. Because its productivity, the aim is to incorporate as manysecondaryoperations in the
line as possible, assuming that it can be economically justified. In everycase it is important that product
design should match available manufacturing technologyand vice versa.
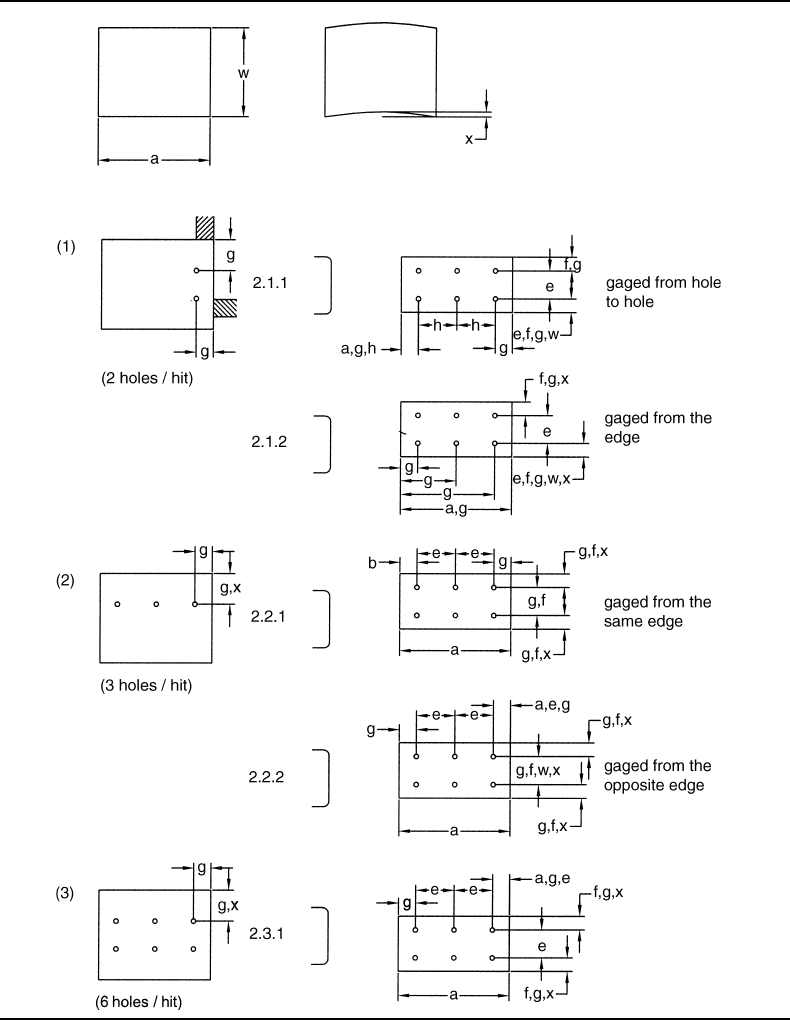
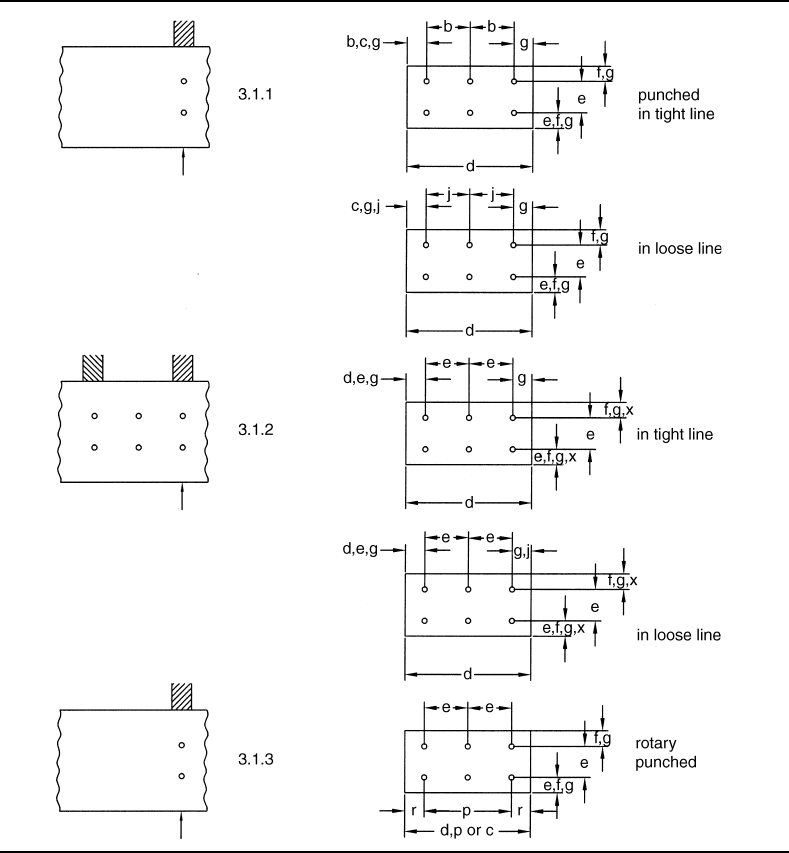
9.3.2 Punching
Table 9.2 to Table 9.6 indicate how asimple “U” channel withthreepairs of holes in its web can be
manufactured by roll forming, punching,and cutting to length in the 17 different ways.
The above examples show that the location of holes, tolerances from bend lines, and tolerances from
the end of the channel will depend on the selected manufacturing technology. The morecomplex
the design is, and the moremethods of manufacturing that are possible, the moreimportant it is that
the designer should be familiar with the manufacturing process.
The following additional precautions should be considered when holes are incorporated in roll formed
sections.
9.3.2.1 Strip Edge-to-Hole Distance
Excessive deformation of holes can occur as aresult of stretching and compressing segments of the roll
formed sections. Examples are shown on Figure9.16.
FIGURE 9.15 Cross-bow in farm roofing can be dis-
regarded becausethe self-weightflattens the panel
during installation.
adhesive
board
correct
incorrect
gap
FIGURE 9.14 Built-up roofing can be blown away
by wind if adhesive applied to the concavesurface is not
touching the board aboveit.
Roll Forming Handbook9 -10
Deformation of holes can be minimized or completely avoided by increasing the width of the material
between the hole and the coil edge, forming the section more gradually withmorepasses, using larger
diameter,smoother “lead-in”rolls, not applying excessivepressure on the strip edges, and minimizing
the increase of the pass line rolldiameters from pass to pass.
TABLE 9.2 “U” Channel Made from Precut Strip
Designing Products for Roll Forming 9 -11
9.3.2.2 Hole-to-Hole Distance in Longitudinal Direction
Frequently,the finished products will be longer than the starting strip.The hole distances in
the longitudinal direction, prepunched to specific dimensions, can increase during roll forming
(Figure9.17). The “stretch”inalongitudinal direction can be minimized by:forming the section gently
(using morepasses), using proper setup (not “pinching” the material between rolls),minimizing or
eliminating the usual pass-by-pass roll diameter increases, and keeping atighter control on material
thickness, mechanical properties and camber.
In some unusual cases (such as manybend lines in thicker materials, or restrictingthe flow of material
at the exit side of the mill by mandrels), the length of the finished product can be somewhat shorter than
the starting material. This will result in reduced hole distances along the product.
Before completing aprepunching die with multiple punches, the anticipated stretch can be tested by
roll forming test strips, prepunched with apreliminary, single hit die, by laser cutting,orother methods.
TABLE 9.3 “U” Channel Made from Continuous Prepunched Strip
Roll Forming Handbook9 -12
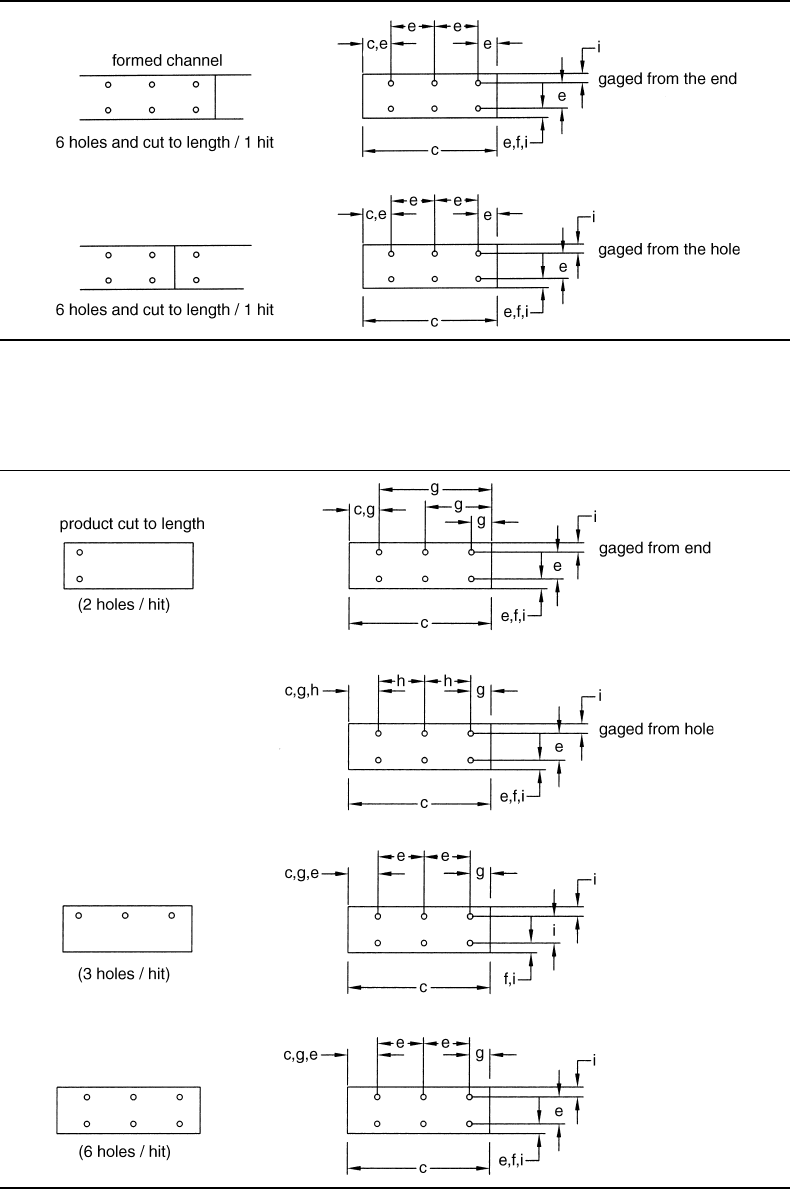
TABLE 9.4 Roll Formed “U” Channel Punched and Cutafter Forming in the Line
TABLE 9.5 “U” Channel Punched after Cutting (Separate Operation)
Designing Products for Roll Forming 9 -13