Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

The preparationofthe coil stack outside the line is relatively lengthybut it does not interfere with the
operation of the line.
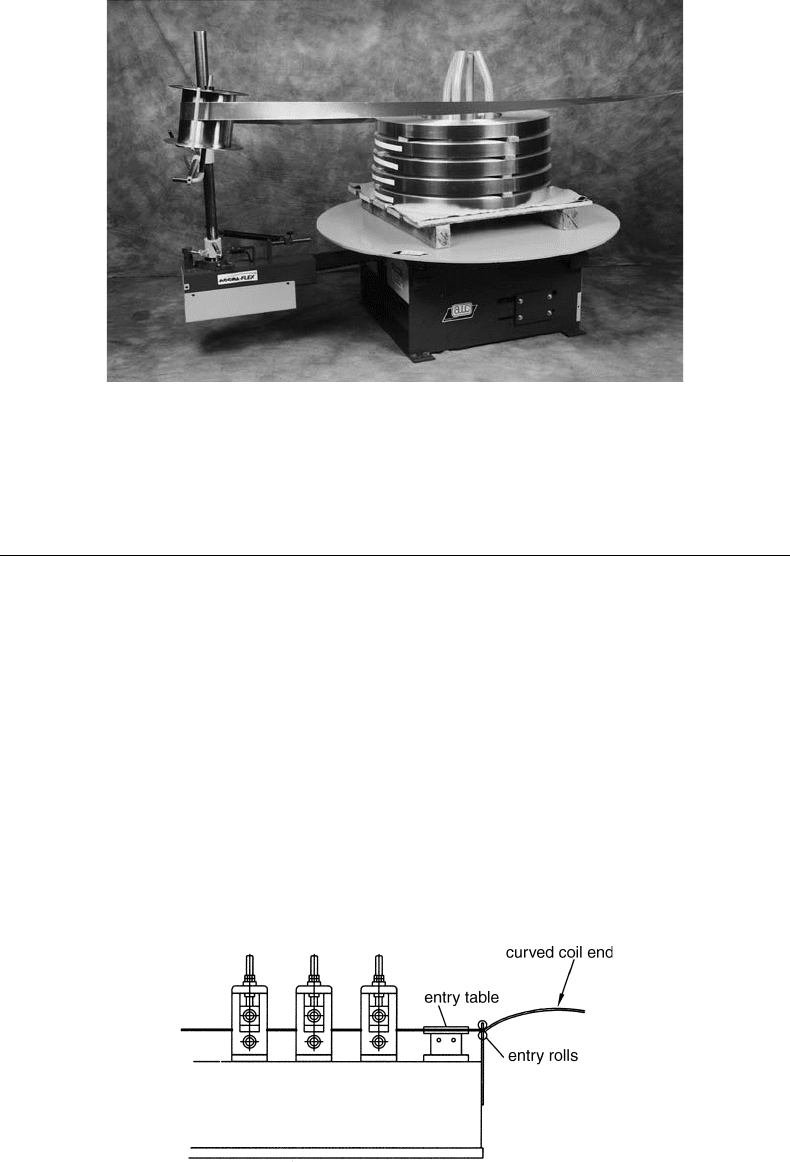
Pallet decoilers are similar to the coil stack feeder,but the coil ends are not welded together.The pallet
with multiple coils, as received fromthe supplier is placed on the decoiler (Figure8.25). After the top coil
is depleted, the lead end of the next coil can either be fed directly in the roll forming line or welded to the
end of the previous coil.
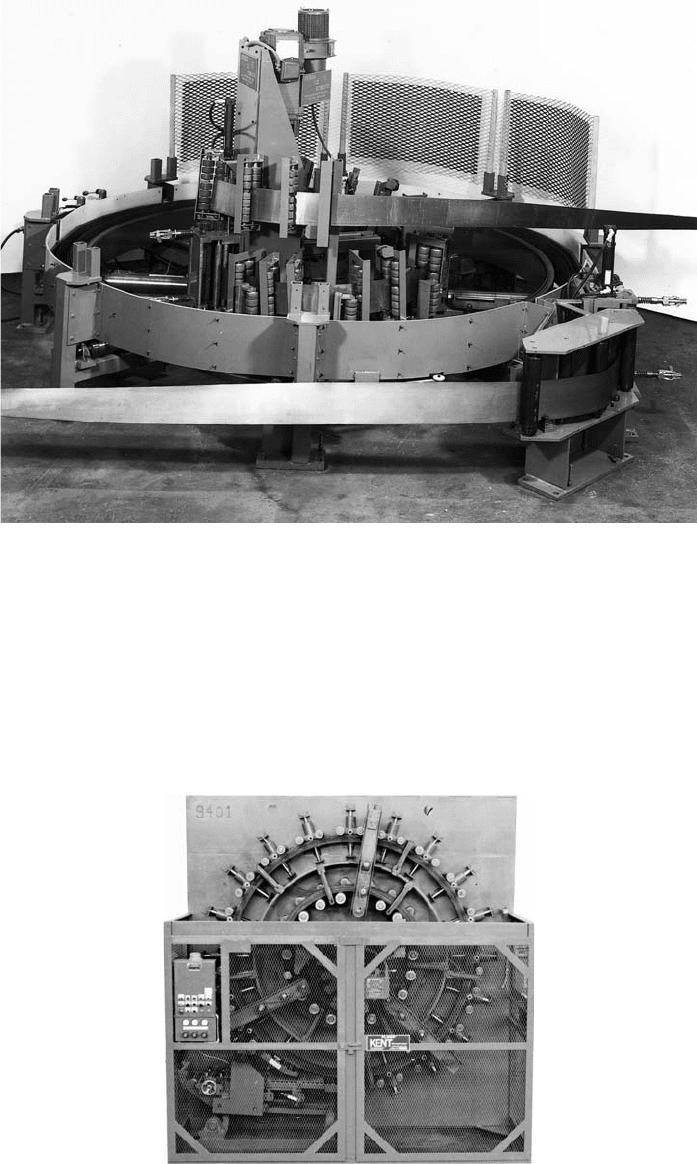
FIGURE 8.23 Horizontal spiral coil accumulator.(Courtesy of Guild International.)
FIGURE 8.24 Vertical spiral coil accumulator.(Floop; Cour tesy of Kent Corporation.)
Roll Forming Handbook8 -18
The factors restricting the use of the coil stack and pallet decoiler methods can be the speed of roll
forming line, the thickness and strength of material and the coil width.
8.7 Flattening and Leveling
8.7.1 When is aFlattener Required?
Coils always havesome degreeofdeviations from straightness and flatness. The bend lines in the roll
formed products frequently are strong enoughtominimize or eliminate the effect of the deviation in the
strip.For example, coils used for corrugated building,siding,and roofingpanels are not required to be
flattened before roll forming.
In some other cases, aflattener is highly recommended.For example, the rigidityofthe thick and/or
highstrength material makes it difficult or impossible to feed the strip into the roll forming mill (Figure
8.26), to weld coil ends together (Figure8.27), or to pass the strip through aprepunching die.
8.7.2 Flattening
In the flattener (Figure 8.28), the material is bent up and down around rolls. The roll diameters are small
enoughtocreate apermanent deformation in the material. This controlled permanent deformation will
prevail over the permanent deformation in the starting material. Longitudinal bow and coil breaks can
FIGURE 8.25 Pallet decoiler.(Courtesy of Accra Wire Controls, Inc.)
FIGURE 8.26 It is not possible to feed permanently curved“stiff” coils into the roll forming mill without afeed table.
Coil Processing, Material Handling, and Plant Layout 8 -19
usually be fully eliminated and crossbow can be eliminated or reduced. However,the flattener willnot
eliminate edge waviness, center waviness, camber,and some other problems.
Flatteners may have3to 11 rolls, but most of the flatteners used in rollforming lines have5to 7rolls.
The flatteners are installed after the uncoilers. In the case of thin or narrow material, the strip may be
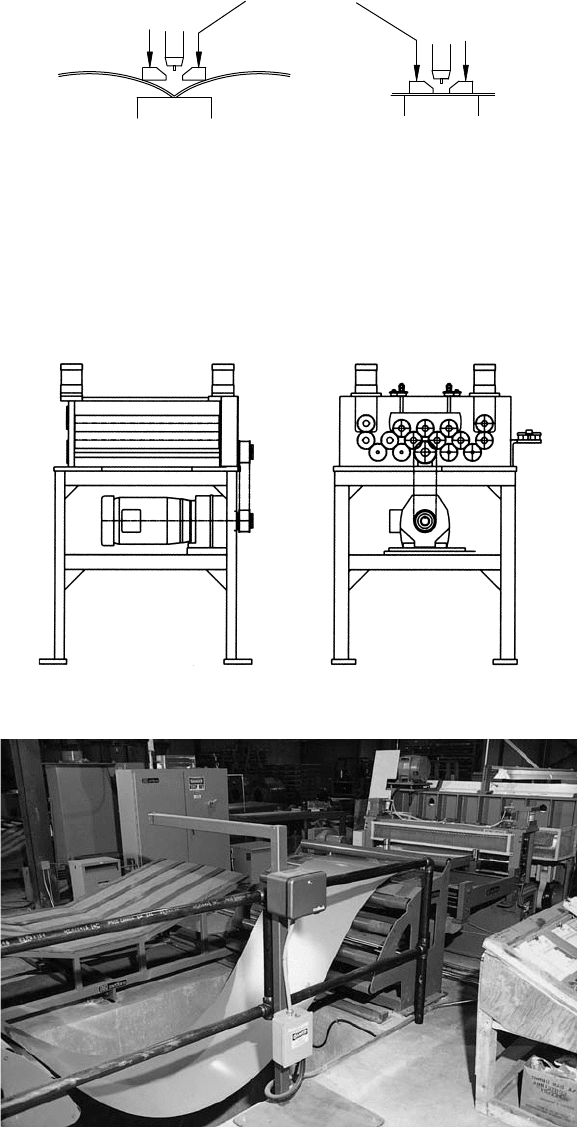
(a) curved coil ends (b) flattened coil ends
clamping pads
FIGURE 8.27 It is not possible to properly weld permanently curved “stiff” coils.
FIGURE 8.28 Flattener.(Courtesy of CompuRoll Inc.)
FIGURE 8.29 Pinch rolls can feed strip into aloop beforeprecutting,prepunching, or roll forming.(Courtesy of
Metform International Ltd.)
Roll Forming Handbook8 -20
“pulled through” the undriven flattener by the roll forming mill. However,inmost cases, the flattener is
driven.
The driven flattener usually has one pair of pinch rolls ahead and one pair after the flattening rolls. The
pinch rolls can be used to pull the material offthe uncoiler and feed the strip into aloop before the
precutting shear,prepunching press, or roll former (Figure 8.29).
Foragiven material such as steel or aluminum, the permanent deformation will be afunction of the
flattener roll diameter to material thickness ratio.Toachievethe permanent deformation (flattening),
thin material and relatively small diameter rolls are required. Small diameter rolls can be too weak for
thick material. Therefore, depending on its construction, aflattener can be used only for the specified
material thickness range.
8.7.3 Levelers and Shape Correctors
Individual (sheet) levelers are similar to flatteners, but they haveabout 17 to 21 rolls. Levelers can
eliminate more imperfections and provide flatter surface than flatteners. However,continuous tension
leveling at the mills or steel centers provides sufficient flatness. Therefore, sheet levelers are not used in
the roll forming lines.
The wave-free surface, created by tension leveling,isflat because the process balances the internal
stresses. If the balanceisbroken by rollformed bend lines, then waviness may reappear between the bend
lines or at the edges. Wide products with several bend lines and narrow flat areas willnot show “center
waviness” because the larger waves are brokendown to sometimes acceptable small waves. However,
wavy edges still can create problems. Therefore, for this type of products, “slightly” center wavy coils are
often abetter starting material.
On the other hand, wide flat panels, which haveonly the edges formed, can easily displaycenter
waviness. Starting coils with flat center and slightly wavy edges maybebetter for these products.
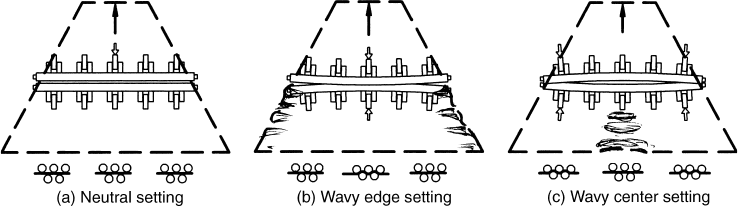
“Shape correctors”are special flatteners, placed between the uncoiler and the roll forming mill. They
can be adjusted to strain (elongate) either the edges or the center of the coil. This flexibilityisachieved
by adjusting the relatively small diameter rolls with aseries of supporting rolls which can either deflect
the rolls at the edges or at the center (Figure 8.30). If the ends of these small diameter rollsare deflected
“deeper into each other,” then the outside edges of the coils can be stretched beyond permanent
deformation, and will become wavy.Ifthe center partofthe rolls have smaller center distances
(deflected more), then it is possible to create “center-wavy coils.”With proper adjustment (deflection)
of the small diameter rolls, it is possible to produce “flat”coils. Shape correctors can improvethe
qualityofthe finished products, but there is no guarantee that “perfect”wave-free product can be made
from everycoil.
FIGURE 8.30 Correctiveleveler.
Coil Processing, Material Handling, and Plant Layout 8 -21

8.8 In-Line Sheet Handling
8.8.1 Sheet Grabs
Starting material fed with precut strips or sheets for rollforming lines is usually cut to length in front of
the roll forming mill or in aseparate operation. If the sheets or strips are prepared on aseparate
equipment or purchased cut to length, then the prepared bundles are usually stored on skids. The skids or
bundles of sheets strapped together can be stored on top of each other.The precut sheet bundles or skids
can be handled with sheet grabs suspended on crane hook. They can also be handled by forklift truck.
However,carrying long bundles with forklift truck is usually cumbersome and it requires considerable
floor space.
Sheet grabs usually can supportthe bundle in full length. The arms can be adjusted manually or by
motor to suit the sheet (strip) width.
8.8.2 Sheet Conveyors
Sheets from the bundles or from the previous operations can be fed into the roll forming line entry
guide by hand or by sheet feeders. However,inmost cases, the sheets are placed on aconveyor that
carries the sheets into the line. Conveyors are also employedbetween operations and at the end of the
line.
The sheet conveyors havetobedesigned morefor abuse than for load. The weight of the sheets is far
below the capacityofthe properly selected conveyor.Almost all conveyor damage is caused by placing or
dropping heavier loads on the conveyor,walking on them, hammering, and other mistreatments.
Conveyors can be either undriven (live) or driven.
8.8.2.1 Ball Conveyors
Ball conveyors, commonly used for heavier plates, are seldom used for linear transportation of sheets.
They may be employed when sheets are moved in twodirections or rotated (see Figure8.31). Ball
conveyors are not driven; instead, pushers or chain pullers can be used. Rotation can be accomplished by
hand, by gravity, or by pushers.
8.8.2.2 Air Flotation Conveyors
Air flotation is achievedbyblowing lowpressure air through small holes located in aflat table. The air
pressure keeps the sheets levitated. This frictionless, “noncontact” supportprevents scratches and marks
on the surface, but sheets must be flat. The application of the air flotation table is similar to the ball table,
and is infrequently used.
8.8.2.3 Roller Conveyors
These are the most commonly used transportunits in roll forming.
In most cases, standard steel rollers are suitable to transportsheets. Forspecial applications, plastics or
rubber coated steel, aluminum, or plastic rolls are used to protect the material surface.
FIGURE 8.31 Ball table can be used for moving sheets in different directions.
Roll Forming Handbook8 -22
8.8.2.4 Undriven (Live) Roller Conveyors
Sheets placed on aconveyor can be movedmanually or by gravity, chain, pushers, or by one or more
powered rolls or belts located on the top of the sheets.
8.8.2.5 Driven Roller Conveyors
The sheets are moved by powered rotation of the rollers. The rollers can be driven by chains, round
plastic belts, or occasionally by abelt underneath the conveyor rollers. Rollers for driven conveyors can be
similar to the undriven ones. Sometimes, magnetic rolls are used for amore positivegrab of the steel
sheet. In special applications, magnetic rolls can be above the sheets, holding and moving them by
magnetic force rather than suppor ting from underneath.
8.8.2.6 Special Roller Conveyors
Conveyor rollsare sometimes “skewed” to achieveaspecial effect. Skewed rolls drivethe sheets not only
forward but also to one side, against aguide. This arrangement helps to align randomly placed sheets for
the next operation (see Figure8.32).
Tapered rolls or curved conveyors, frequently used in warehouses for changing the direction of moving
boxesorother goods, are seldom used for sheets.
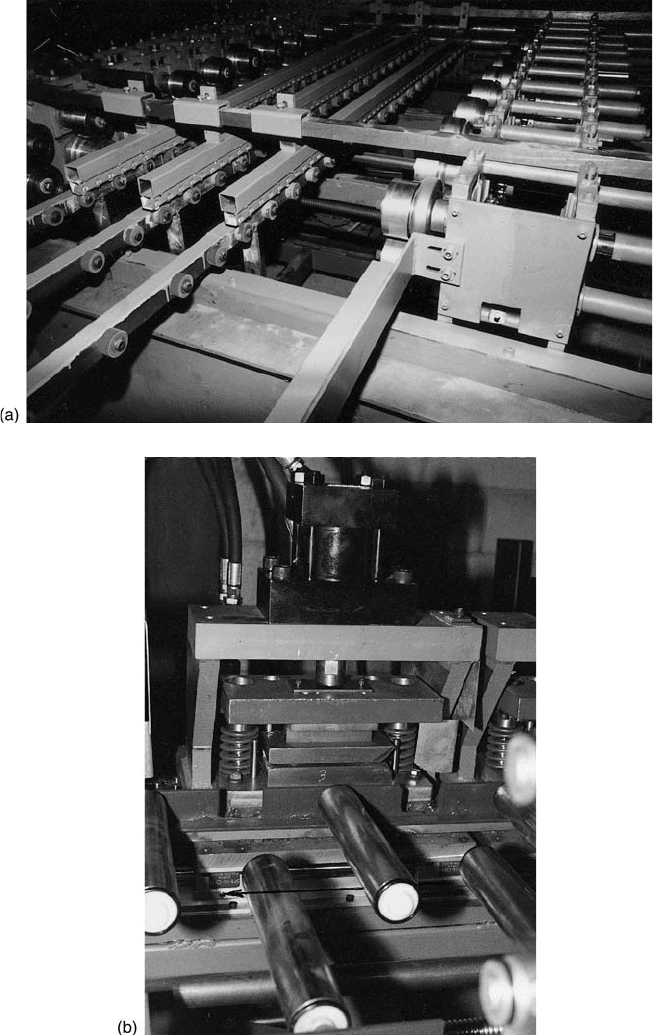
8.8.2.7 Light Duty Conveyors
Light dutyconveyors, with plastic or metal rolls mounted on rods, are used to supportsheets between
operations, between the forming rolls of duplex mills. They are also applied between the mill and cutoff
press, at the center of the duplex mills (Figure 8.33a), in front of the edge punching press (Figure8.33b),
or at other places to prevent buckling or bending of the sheets.
8.8.2.8 Belt Conveyors
Alarge varietyofbelt conveyors are used by the industrytotranspor tsheets into the roll forming line in
between operations, or to removeproducts at the end of the line. Driven belts can coverthe full width of
the conveyor or can consist of two or moreparallel strips or ropes. The advantage of the belt conveyor
over the roller conveyor is its abilitytowork at an inclined angle, if achange in the working height (pass
line) is required. Shorter belt life and higher priceare its disadvantages. Belt conveyors are also less
practical if sheets havetoberotated or pulled offthe belt.
8.9 Finished Product Handling
The starting coil or sheet enters the roll forming line in flat shape. The shapes of the finished products
emerging from the other end of the line have limitless variations. Finished products can be removed
manually by one or more operators or by mechanical methods.
8.9.1 Handling Individual Product
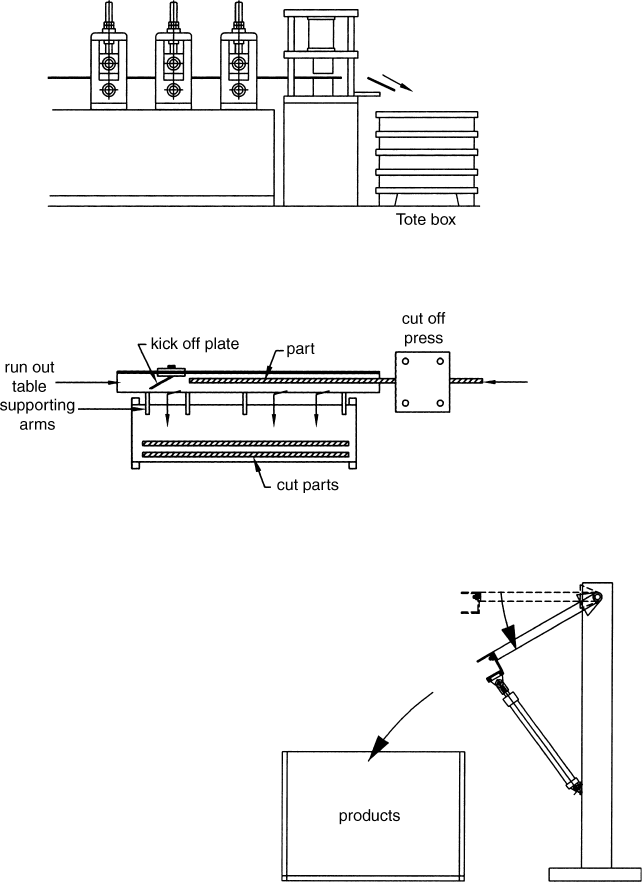
8.9.1.1 Dropping Finished Products
The simplest method is shown in Figure8.34;the shortpieces drop into atote boxorcrate at the end of
the line.
FIGURE 8.32 Skewed conveyor.
Coil Processing, Material Handling, and Plant Layout 8 -23
Longer pieces can be movedagainst adeflector,orpushers from the sides can removethe product from
the runout table, as shown in Figure8.35.The product then slides sideways into aholding container.Roll
formed tubular products may roll down sideways from the exit table. If the products are to be packaged
in specified numbers, then an operator maystand beside atilted table. When the required number of
FIGURE 8.33 Special supportconveyors (a) between duplex roll formerand (b) at edge punch.
Roll Forming Handbook8 -24
products has exited the mill, they can be moved
manually(or mechanically) and bundled or
packaged while the next group of products exits
the mill.
Heavy products, as well as light ones, can be
moved sideways by tilt ingthe runouttable
(see Figure8.36).
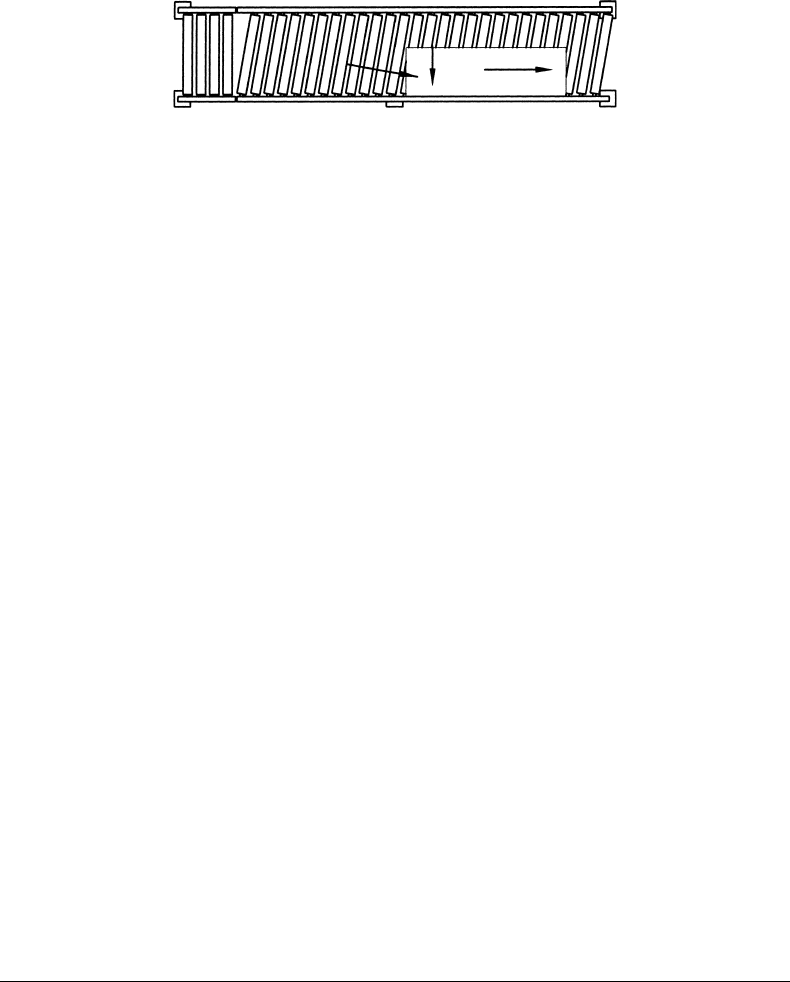
Thedroptable show ninFigure8.37 is
frequently used to stack wider building panels
when sheets havetobesupported along both
sides in the runout table. The end of the panels is
aligned either at their leading or tailing end, and
then the panels are dropped on top of the
previous panel. Completed bundles are usually
moved sidewaysfrom under the droptable by
motorized chain conveyors.
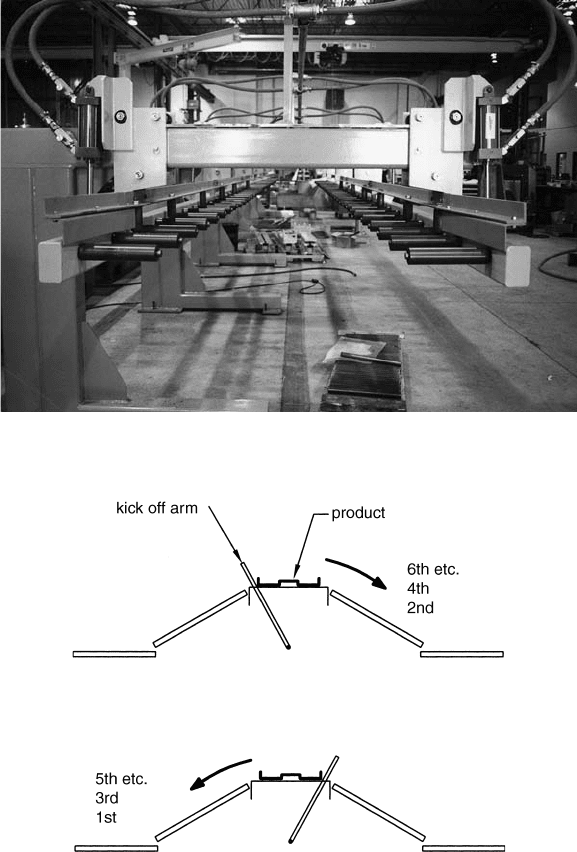
If it takeslonger to package the products than
to produce them, then packaging can be completed at two locations. In this case, the “flip-flop”device
located at the center of the runout table will push one product to the left and the next one to the right
(Figure8.38). The “flip-flop”dev ice can also be set to direct apredetermined number of products to the
left side operator for packaging,then switching the next lot to the right side operator.
The same “flip-flop”device can also be used to separate the defective products from the good ones.
8.9.1.2 Moving Products After Forming or Cutting
After cutting to length, the product has to be moved forward to separate it from the next piece. They
can be moved manually,ontop of alive conveyor table, occasionally by gravity, or by powered units
(Figure8.39).
FIGURE 8.34 “Dumping” finished products into the box.
FIGURE 8.35 Partsmoved sideways from runout table.
FIGURE 8.36 Tilttable drops products sideways.
Coil Processing, Material Handling, and Plant Layout 8 -25
Powered steel roller conveyors with alow friction modulus are the most practical if products are also
moved sideways. Conveyor belts or rollers with protective coatings are used because of their hig her
friction modulus and better surface protection. However,these conveyors are less convenient when
products need to be pulled offsideways.
In the case of anondriven roller conveyor or flat table, the product can be moved either by hand
or by aseparate motor-driven, rubber-orplastic- (usually urethane) coated roll. The driven roller
is usually in contact withthe cut products only momentarily in order to “kick-out”the sheets
(Figure8.40). The “kick-out”speed is set 25 to 100% higher than the roll forming speed to create a
gap between the just-cut productand the next one. The gap will allowfor easier disposal of the
product.
Occasionally,products made from steel or certain types of stainless steel withmagnetic properties are
carried by magnetic rolls (see Figure8.41). Magnetic rolls prevent slipping when moving the product
FIGURE 8.37 Drop table for wide, nestable building products. (Court esy of Metform International Ltd.)
FIGURE 8.38 Flip-flop device can direct products to the right or to the left.
Roll Forming Handbook8 -26
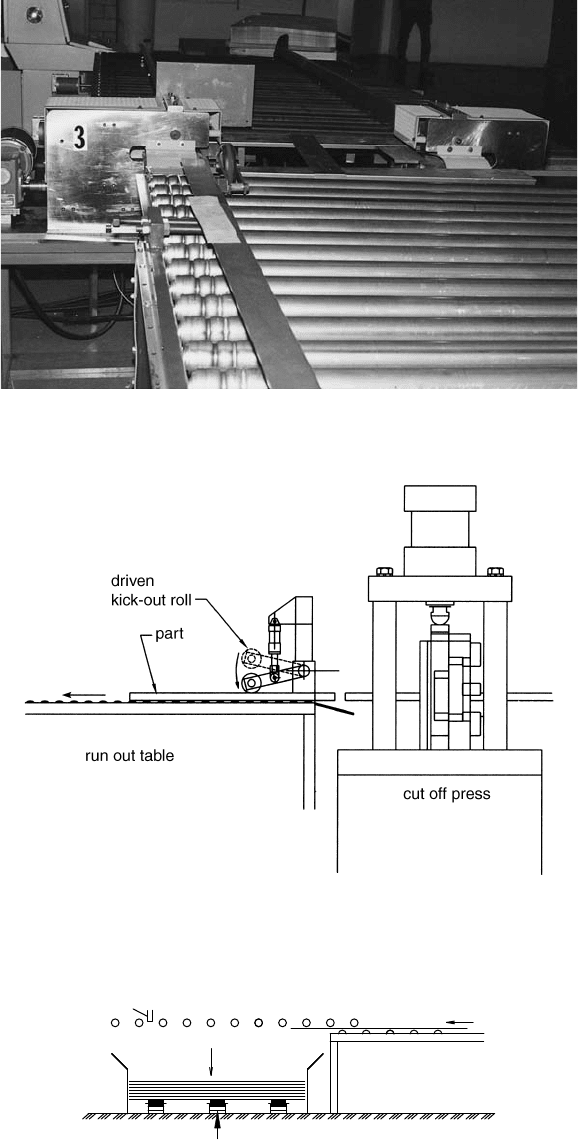
FIGURE 8.39 Powered roller conveyor.
FIGURE 8.40 Powered kick-out unit aboveanonpowered roller conveyor table.
sensor
magnetic rolls
driven conveyor
floor conveyor
FIGURE 8.41 Products carried by magnetic rolls.
Coil Processing, Material Handling, and Plant Layout 8 -27