Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

In the case of long sheets, aquick up and down shaking movement by the operator creates awave
throughout the length of the “light gauge”sheet. Air entering into the wave separates the rest of the top
sheet from the next one and makes it easy to slide forward.
Suction cups attached to the operator’shand, gloveortoahandle are frequently sufficient to “grab”
and pull the top sheet.
Mechanized sheet-feeders can be expensive, but they are efficient. They are frequently used to feed
precut sheets to eliminate one or moreoperators at the entryend of the line.
Lifting and holding of the top sheet is usually performed by vacuum cups. Occasionally,lifting
magnets are used. In both cases, especially with magnets, lifting of two or more sheets at atime should be
prevented.
The previously mentioned fanning magnets can be helpful in the case of mechanized feeders. If the top
sheet is pulled sideways or forward, instead of lifted, then afan can be applied to blow air between the
separated sheets. The air creates an “air bearing” type of flotation and the separated sheets can be easily
moved.
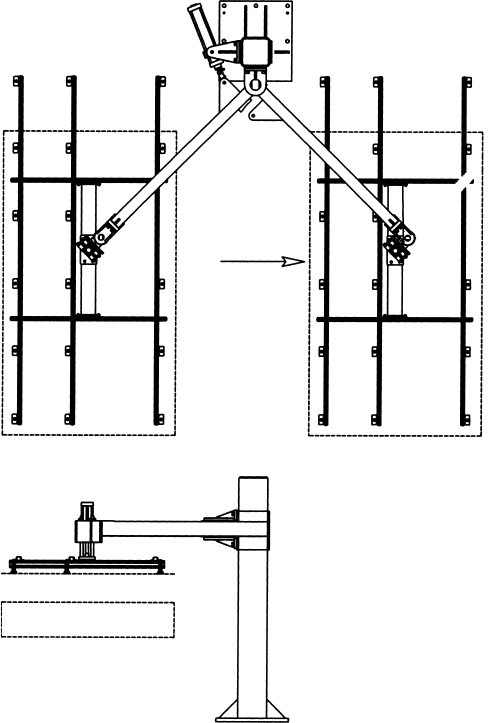
The sheets are sometimes advanced in the longitudinal direction. However,itisusually simpler to lift
and movethem sideways (Figure8.8). However,ifsheets can be fed into feed (pinch) rollers, then ashort
forward movement is sufficient (Figure8.9).
FIGURE 8.8 Vacuum cup lifting device moving sheets sideway.(Courtesy of CompuRoll Inc.).
Roll Forming Handbook8 -8
8.4 In-Line Coil Handling
8.4.1 Purpose of In-Line Coil Storage
Waiting for acrane or truck is often the cause of reduced productivity. In-line coil (sheet) storage and
handling equipment can eliminate the waiting time almost completely,and makethe line independent
from material handling equipment for 0.5 to 4hr.
In-line coil storage can haveacapacityof1to 10 coilsormore, depending on the method and the
coil widths. Good in-line facilities can increase the output of fast lines by as much as 20 to 30% or
more.
8.4.2 Coil Ramp
This device was one of the first “in-line” coil storage equipment. It consists of aslanted surfaceonwhich
the wide coils “rolldown”bygravity, in one direction (see Figure 8.10 ). The coils are held in position by
the individually operated hydraulic stops. Lowering the stops releases the coil, which rollsdown to the
next stop and finally on to acoil car.
FIGURE 8.9 Feeding unit (conveyor table, sheet heig ht sensor,magnetic fanner,vacuum pick-up and feed
mechanism, pinch rolls). Aconceptual drawing.
FIGURE 8.10 Coil storage ramp.
Coil Processing, Material Handling, and Plant Layout 8 -9
The advantages of the system are its low price. The disadvantages are numerous; its safetyis
questionable, as it is not easy to stop aheavy coil rolling downhill. Coils can be only loaded on the
uncoiler in the same sequence as they wereloaded on the ramp,and the partially used coils, removed
from the uncoiler,cannot be placed back on the ramp.
8.4.3 Coil Cradle
The coil cradle is extensively used by the stamping industry. Occasionally,itisapplied to feed narrower
coils into arollforming line (Figure 8.11).
8.4.4 Coil Rack
Acoil rack is used in lieu of coil ramp.Itmay consist of twoparallel bars on which 2to6coils are resting
(Figure8.12). The coil car travels under the coil and lifts up the one nearest to the uncoiler.Coil racks are
safe but they can only be unloaded in the sequence of coils loaded on the rack; unused coils cannot be placed
back on the rack and the rack cannot be reloaded with new coils until the last coil is removed, or at least
moved forward by the coil car.This coil storage device is frequently used in culvert and some other lines.
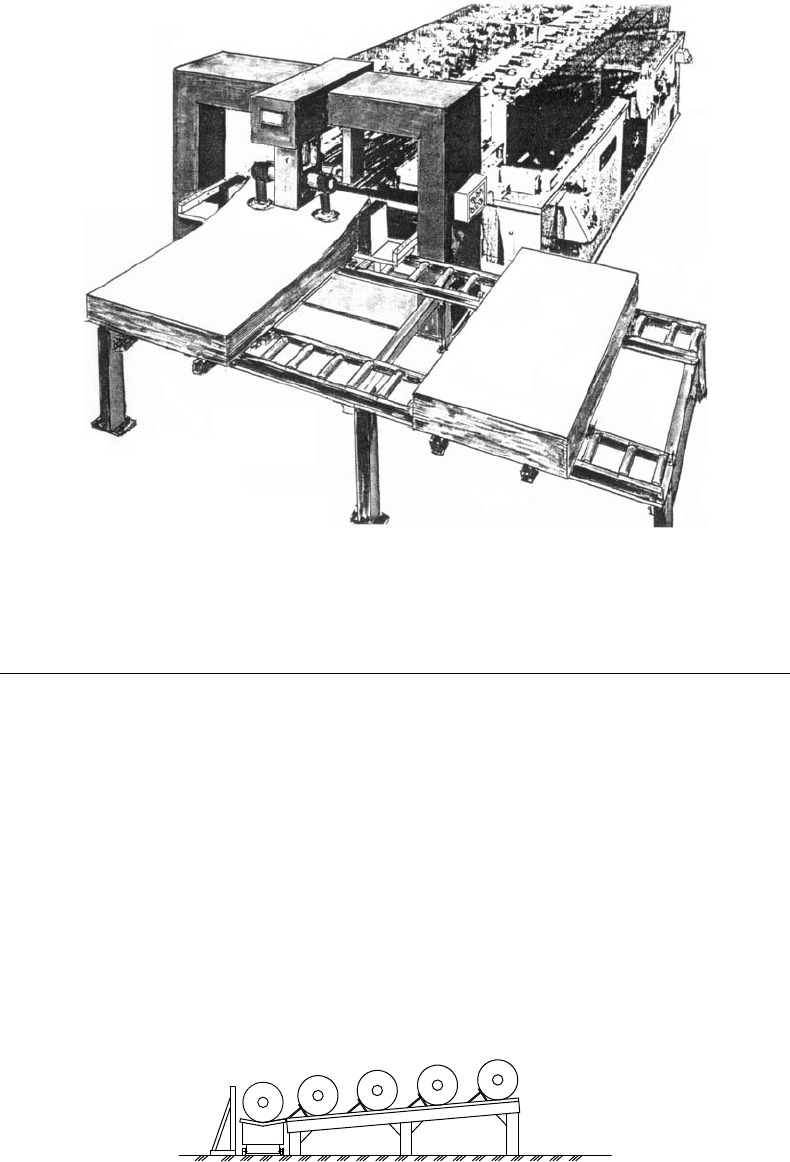
8.4.5 Coil Conveyor
Alive floor or underfloor conveyor (Figure8.13)carries the coilsforward to the coil car,which lifts up the
coil on to the uncoiler.This system is often used by primarysteel manufacturers for moving coils in a
line, but the coil users seldom install it.
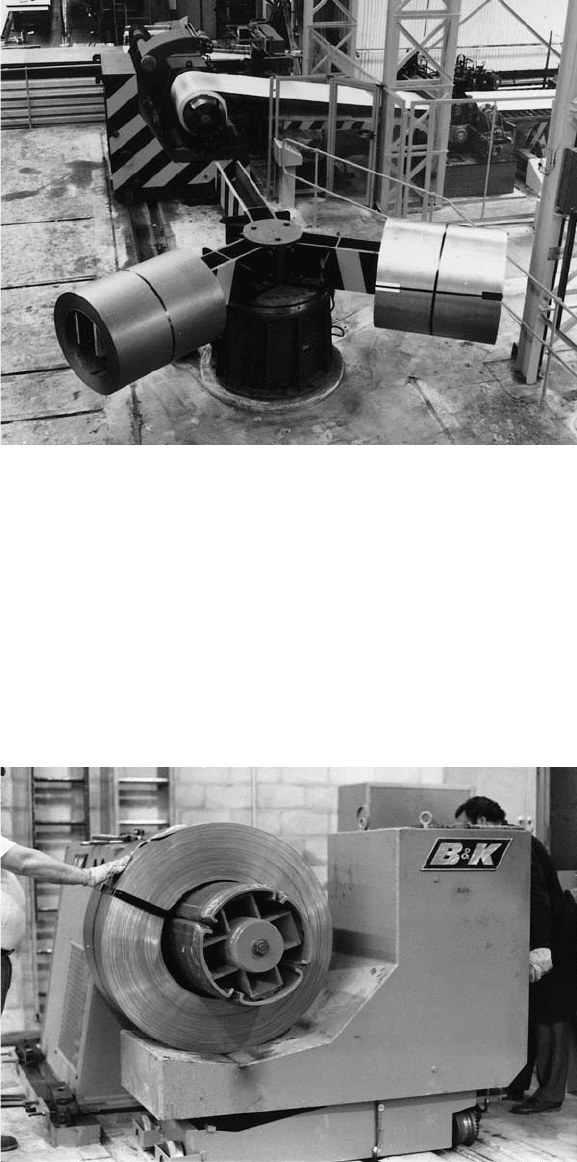
8.4.6 Turnstile
This is afrequently used devicewith two,three, or four arms to hold coils (as shown in Figure 8.14). It is a
flexible device; coils can be taken offatany sequence and partially used coils can be reloaded back on to
the arms. The disadvantages of this device are that it requires large amounts of floor space, up to 200 to
400 ft
2
(18 to 36 m
2
), and its cost is relatively high. Coils are usually loaded on the arms of the turnstile by
cranes and occasionally by forklift trucks. The upper side of the turnstile arms has acavitywide enough
to accept the arms of the coil grab or other lifting device reaching into the coreofthe coil.
FIGURE 8.11 Coil cradle.
Roll Forming Handbook8 -10
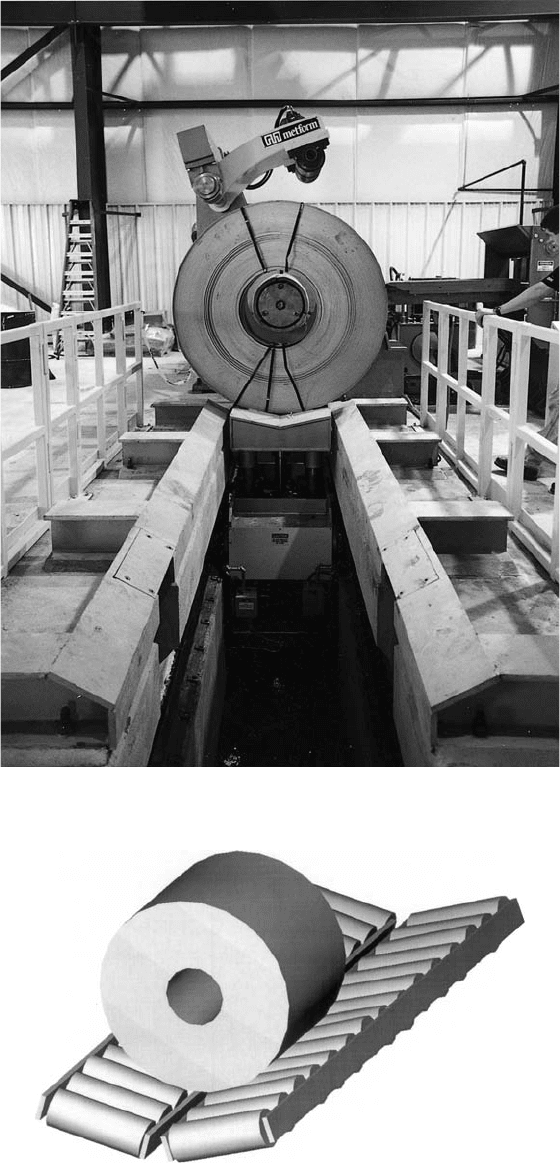
FIGURE 8.12 Coil rack with pit typecoil car.(Courtesy of Metform International Ltd.)
FIGURE 8.13 Driven coil conveyor.
Coil Processing, Material Handling, and Plant Layout 8 -11
Turnstiles are rotated by hydraulic or other power, and alocking mechanism usually ensures the right
position of the arms for unloading coils on to the coil car.Rotation speed should be fast enoughfor
efficiency,but safe enoughtoavoid accidents and damage to the equipment in case of sudden stops.
8.4.7 Coil Car
Coil transporting and lifting cars are the devices most frequently used by the industrytoload and unload
uncoilers or coil storage devices.
Coil cars either travelabovethe floor level (Figure 8.15 and Figure8.16)orinapit (Figure8.12).
Wheneverpossible, the floor-levelcoilcar is recommended.Open pits represent safetyhazards, and
FIGURE 8.14 Turn stile.
FIGURE 8.15 10-ton floor-level coil car.
Roll Forming Handbook8 -12
walking around them everyday can waste aconsiderable amount of time. It is also expensive to relocate
coil cars running in apit.
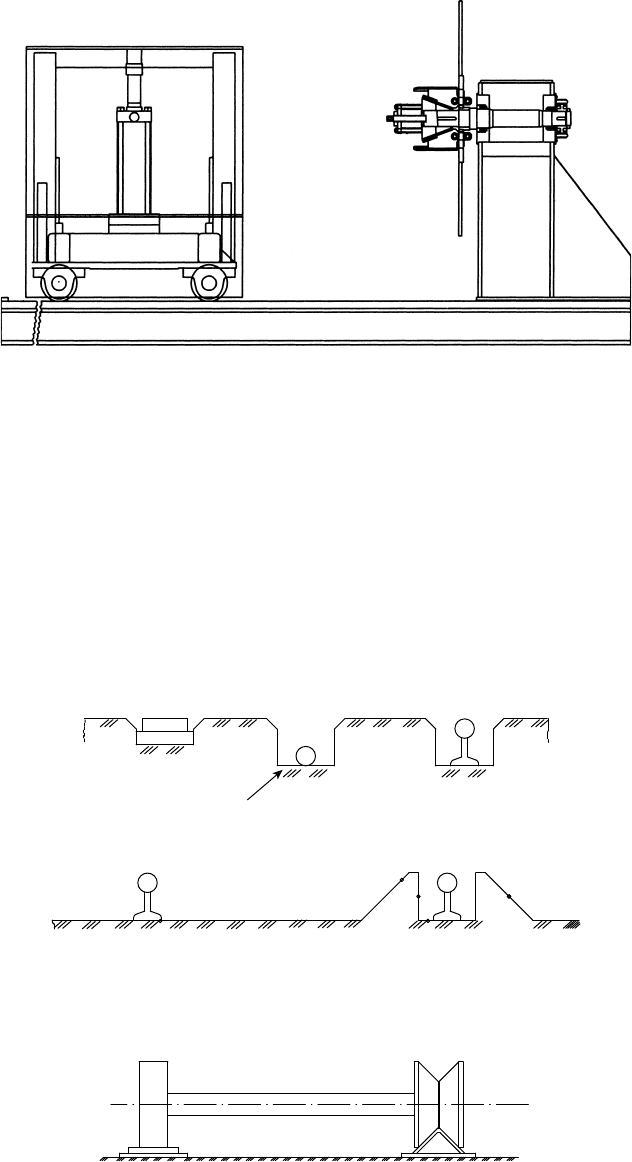
Most coil cars are travel on rails in astraight line. Rails are relatively inexpensive and guide the coils on
to the uncoiler easily.However,protruding rails can be an obstacle to surfacetraffic; therefore, either the
rails should be sunk into the plant floor,orsafetywalkways should be provided (as shown in Figure8.17).
As an alternative to rails, flat bars or inverted angles can be used for rails for supporting light to medium
dutycoil cars (Figure8.18).
Occasionally,coil cars are lifted/lowered mechanically with screw jacks, but most of the time, a
hydraulic cylinder is used for lifting.The hydraulic power pack is either built into the car (see Figure 8.19)
FIGURE 8.16 Coil car,rails, and uncoiler mounted on the same structure.
CABLE SLOT
NOT RECOMMENDED
RECOMMENDED
FIGURE 8.17 “Hiding”protruding coil car rails.
FIGURE 8.18 Inverted angle and flat coil car rails.
Coil Processing, Material Handling, and Plant Layout 8 -13
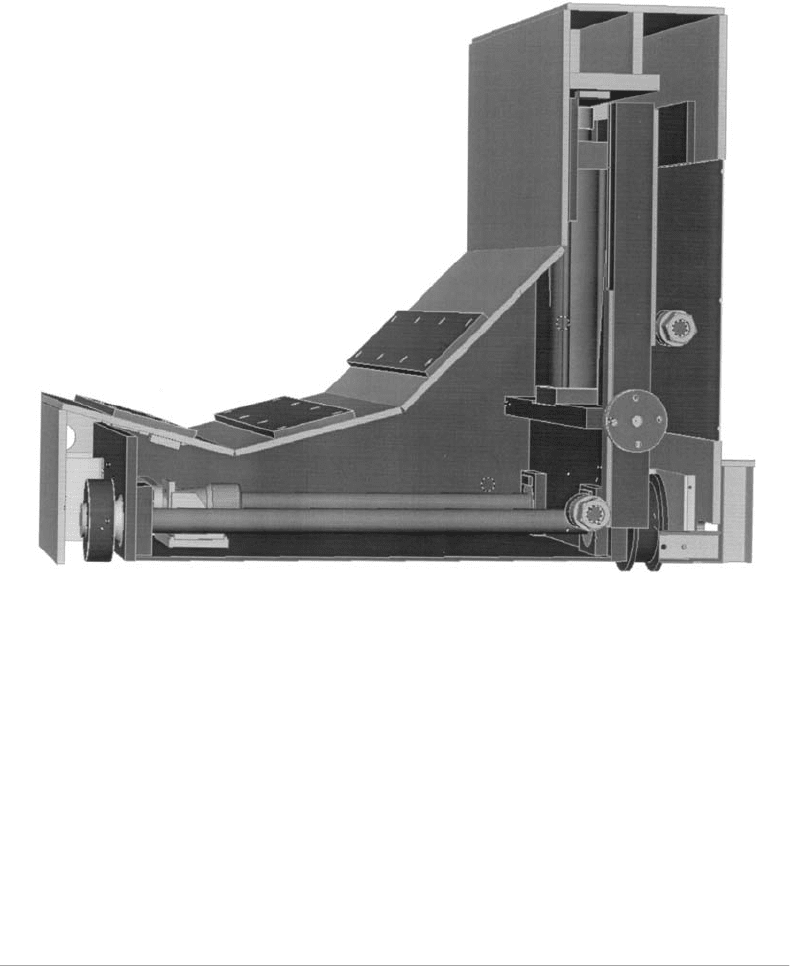
or the powerpack of the uncoiler is utilized. Hydraulic controls permit easy and accurate control of both
vertical lifting and horizontal traveling.
Coil cars occasionally haveoptional functions such as upending coils or “kickoff” (remove) coils by
tilting their tops. Arotary coil car top may be used if the access for forklift trucks is available only at 908 to
the axis of the uncoiler.
Forbetter control and safety, it is preferable to havethe coil car control right at the coil car.Local
controls, such as pendulum type, will allow the operator to “walk”withthe coil car and position the coils
on the uncoiler accurately and safely.
To reduce initial capital expenditure,one coil car can serve twoopposing rollforming lines.
Coil cars not confined to rails, such as hovering air pallets, under floor cable-guided coil cars or coil
cars on casters are seldom, if ever,used by the roll forming industry.
8.5 Coil End Welding
Sometimes, it is difficult and time consuming to thread the lead end of the coil through the line,
especially through some sweeping,curving,orspiraling tools. Other operations such as in-line seam
welding,painting,plastic or rubber extrusion, and other processes demand an uninterrupted flowof
product through the critical process. In these cases, the problemcan be solved by joining the tail end of
the last coil to the lead end of the next coil.
8.5.1 Seldom used Coil End Welding Methods
a. Gas and oxyacetylene welding is occasionally used wherethreading the coil end through the line is
complicated. It is inexpensive,and only limited welding skill is required. However,itisslow,
FIGURE 8.19 Coil car with “built-in”hydraulic lifter.(Cour tesy of Metform International Ltd.)
Roll Forming Handbook8 -14
unreliable, and the strip weld seam has to be ground to the parent material thickness, often both
sides of the strip.
b. Arc ( stick electrode) welding is also occasionally used in lieu of gas and oxyacetylene welding.The
advantages and disadvantages of this process are similar to those of gas welding and it is not
recommended for coil joining.
c. GMAW ( gas-metal-arcwelding)orfrequently called metal inertgas (MIG) welding can be
performed semiautomatically,but the removal of extra weld thickness is still required. Therefore,
it is not apractical coil end joining method.
d. Mash seam welding is amodified resistance welding process. The ends of the coils are overlapped
and current is passed through them through copper electrodes. Its advantage is highspeed and
good-qualityweld, but in some cases, ametal build up of 10 to 15% is undesirable for roll
forming. Adequate size equipment can yield agood joint with the same metal thickness as the
parent material.
e. Mash seam welding and planishing is an improved butt welding.The highforceapplied to the
rotary electrodes reduces the weld thickness to the parent material thickness. It is relatively fast
and provides good weld, but it is seldom justified for roll forming operations.
f. Submerged arc, plasma, laser or other weldings are usually not used for coil end welding
unless special conditions such as thickness or type of material or other requirements makeit
necessary.
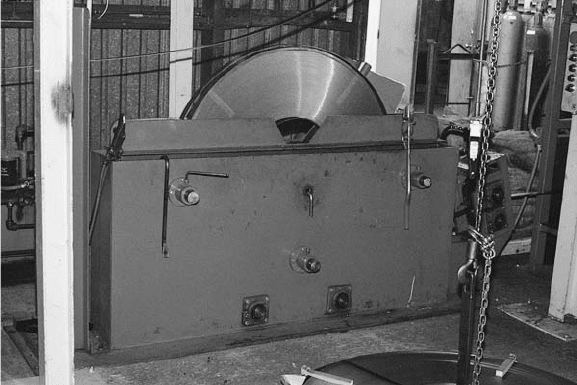
8.5.2 Recommended Coil End Joining Methods
8.5.2.1 GTAW (Gas-Tungsten-Arc
Welding)
GTAW,frequently calledtungsten inertgas
(TIG), welding is the most practical and most
frequently used coil end joining method. Semi-
automatic welding provides repeatedly uniform
qualitywelds. Oncethe welding unit is set, any
operator canuse it. Therefore, no previous
welding knowledge or welder classification is
required to operate the welding unit.
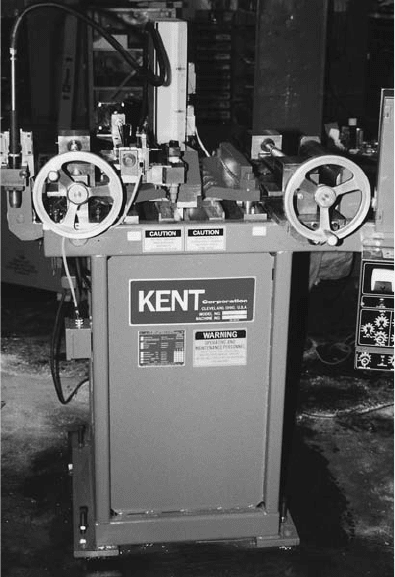
The ends of both coilshavetobeproperly
positioned in ordertoproduce good welds. To
ensuregood alignment of the coil ends, ashear is
usually incorporated into the coil end welding
unit. At first, the tail end of the last coil is sheared
and then positioned in aweld clamp.Then, the
leading end of the next coil is sheared, its end
butted to the end of the previous coil and both
ends are clamped. The last step is to automati-
cally weld the seam and unclamp the strip.
To minimize the impact on the rolls by the
changed material thickness at the weld, the strip
ends are sheared and welded at 108 to 208 offthe
perpendicular position (skewed).
In the case of semiautomatic welders, the
shearing and clamping is accomplished manu-
ally.Inthe automaticwelder, only apush
button has to be used to complete the cycle
FIGURE 8.20 Coil end shear and welder.(Courtesy of
Kent Corporation.)
Coil Processing, Material Handling, and Plant Layout 8 -15

automatically.The completecycle takes about 1to3min, depending on the type of welding machine,
material type, thickness, and strip width. The advantages of the GTAW welding are that no excess
material has to be removed, the operation is reliable and fast, and it is applicable to almost all roll formed
material. Aself-contained unit can be installed to an individual line, or acommon coil end welding unit,
rolling on casters, can serve several lines.
Thicker and higher strength coiled materials will retain their curvedshape after uncoiling, especially at
the inner wraps. The ends of these coils havetopass through athree-, five-, or seven-roll (or other type
of)strip straightener beforeclamping them for welding.
GTAW welding provides good strength, but the strength of joint can be below the strength of the
parent material. Therefore, the finished partcontaining the coil end weld may havetobescrapped. In
the case of long structural components, where welding is permitted, instead of scrapping the part,
additional arc or other welding maybeused after roll forming to restorethe strength of the finished
part.
End welder units (see Figure8.20)are commercially available.
8.5.2.2 Flash Welding
The flash welding process utilizes an electric arc to heat the strip ends. The ends are brought together
under light pressure, current is applied and the ends are pulled slightly apart. The arc between the ends
melts the metal, and then the ends are pressed against each other.Excess metal is squeezed out. This
method is fast and provides good weld, but it is expensive and the presenceofextra material thickness is
detrimental to rollforming.
8.5.3 Nonrecommended Coil End Joining Methods
8.5.3.1 Resistance Welding
Resistancewelding of overlapped coil ends is simple, but it is not recommended to pass double
thicknesses of material through aroll gap designed for asingle thickness. Tr ying to join butted (not
overlapped) coil ends is possible but it is time consuming and ineffective.
8.5.3.2 Stitching
Stitching used in some coil processes like painting or galvanizing, is also not practical because of the
multiple thicknesses created by the joining process.
8.5.3.3 Taping
Coil ends joined with plastic or other tapes usually do not havethe necessarystrength, and will increase
the overall thickness. However,onrare occasions, it is used for soft, thin materials. Tapes sticking to the
rolls can present aproblem.
8.6 Strip (Coil) Accumulators
The interruption of some continuous processes such as painting,tube welding ,extrusion, generates a
large amount of scrap and downtime. Running out of coil material can cause the interruption. The tail
end of one coil can be welded to the lead end of the next, new coil, but welding takes 1to3min. To avoid
production interruption, the strip can be fed continuously into the mill or another process from a“strip
accumulator” while the strip ends are welded together.
Usually the strip accumulator is located after the coil end welder and must store enoughmaterial to
keep the line running without interruption while the coils ends are welded together.Ifthe complete
joining process (from running out of coil to starting to process the coil) takes 2min, then the storage
capacityofthe accumulator for aline running at 200 ft/min (80 m/min) should be morethan 400 ft
(160 m) with an added capacityfor safety.
Roll Forming Handbook8 -16
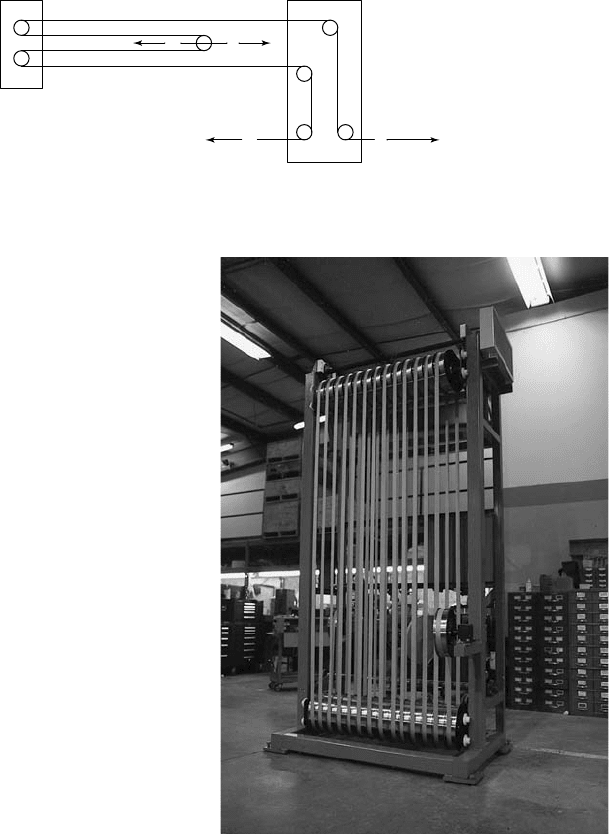
8.6.1 Overhead Loop and Vertical
Loop
Figure8.21 shows the common method used
until the 1970s to provide material for continu-
ous welding,galvanizing,orpainting.These large
andexpensiveaccumulatorshave practically
neverbeen used in conjunction with roll forming
lines. However,asmaller version of the vertical
accumulator shown in Figure8.22 is utilized to
supply narrow strips forrollforming lines
running continuously for in-line extrusion.
8.6.2 Horizontal Coil Accumulator
This type of accumulator,sometimes called a
“spiral accumulator”(see Figure8.23), can store
strips of considerable length. The strip width can
be either to the inner side or to the outside of the
accumulator,but in both cases, the strip is turned
908 for feeding and processing.The disadvantages
of the horizontal accumulator is the large floor
area occupied by the unit and the strip surfaces
sliding on each other in the opposite direction.
8.6.3 Vertical RotaryAccumulator
Avertical rotary accumulator can store large
lengths of strip (1000 to 3000 ft or 300 to 900 m).
Strip surfacesare not rubbing against each other
and it occupies relatively small floor area. The accumulator is shown in Figure8.24.The vertical coil
accumulator is agood device to storenarrow strips, but it is not easy to justify the capital expenditure
unless continuous flowofmaterial is needed for the operation.
8.6.4 Continuous Coil Stack Feed and Pallet Decoilers
The continuous coil stack feeder is arelatively low-priced method to provide uninterrupted flowof
narrow strip.Several coils are placed with spacers between them on avertical horn. The end of the outer
wrap of the lower coil is welded to the inner wrap end on the next upper coil. The outer wrap end of the
second coil is then welded to the inner wrap end of the third coil and so on. The complete stack can be
preparedoutside the line. The stack is positioned in the line on aspecial uncoiler and the lead end of the
top coil is flatted through an indexing and atake-out stand into the rollforming mill.
FIGURE 8.21 Horizontal coil accumulator.
FIGURE 8.22 Vertical coil accumulator.(Courtesy of
Kent Corporation.)
Coil Processing, Material Handling, and Plant Layout 8 -17