Qin Y. Micromanufacturing Engineering and Technology
Подождите немного. Документ загружается.

machining increasingly more complex-structured
components and products (e.g. axially asymmetric
surfaces and freeform surfaces) with greater accu-
racy and finer surface finish, and coping with any
newly emerging materials for high throughput and
cost-effective manufacturing. These demands and
requirements have led to the significant develop-
ment of a new generation of machine tools.
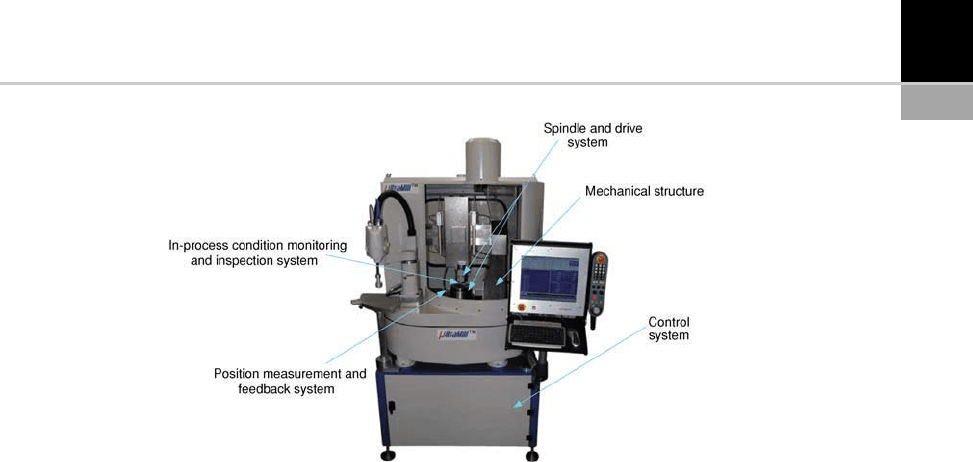
Figure 2-11 illustrates a five-axis ultra-preci-
sion micro-milling machine, developed at Brunel
University. A typical ultra-precision machine tool
has five major sub-systems, including a mechani-
cal structure, a spindle and drive system, a control
system, a position-measurement an d feedback
system, and an in-process condition-monitoring
and inspection system. These sub-systems criti-
cally determine the performance of the overall
machine tool system.
Mechanical Structure. The mechanical struc-
ture provides a framework and mechanical sup-
port for all the machine components. It encom-
passes important components such as the machine
base, column, worktable, slide, spindle cases and
carriages. The major factors for machine design
and selection include [21]:
1. Structural configuration;
2. Stiffness and damping;
3. Structural connectivity and interface;
4. Structure dynamics and associated perfor-
mance.
A robust design of mechanical structure should
aim to achieve high structural-loop stiffness,
good damping properties, a symmetrical and
closed-loop structural configuration, minimiza-
tion of heat deformation, long-term stability and
isolation of environmental effects.
Material is also a key factor in determining the
final machine performance. While cast iron and
granite have been widely used for fabricating
machine bases an d slideways, polymer concrete
has become popular for ultra-precision machine
tools where light weight with high damping
capacity and rigidity is required. Structural mate-
rials with a low thermal expansion coefficient and
high dimensional stability have also found appli-
cation, including super-invar, synthetic granite,
ceramics and Zerodur.
Spindle and Drive System. The spindle is a key
component of a precision machine and it has sig-
nificant impact on machined components in terms
of form/dimensional accura cy and surface qual-
ity. Two types of spindles are most commonly
used in precision machine tools, i.e. aerostatic
bearing spindles and oil hydrostatic bearing spin-
dles. They are capable of high rotational speed
with high motion accuracy. Aerostatic bearing
spindles usually have lower stiffness than oil
hydrostatic bearing spindles, but they have lower
thermal deformation than the latter. Aerostatic
bearing spindles are widely used in machine tools
FIGURE 2-11 Schematic figure of a five-axis micro-milling machine [20].
CHAPTER 2 Micro-/Nano-Machining through Mechanical Cutting 31

with medium and small loading capacity, whereas
oil hydrostatic bearing spindles are more suitable
for large and heavily loaded machine tools.
More recently, the groove technique has been
used in the design of bearings. A grooved hybrid
air bearing combines aerostatic and aerodynamic
design principles to optimize ultra-high speed per-
formance.
Several drive mechanisms can be used for ultra-
precision machine tools, including piezoelectric
actuators, linear-motor dire ct drives and friction
drives. Piezoelectric actuators usually have a short
stroke with high motion accuracy and wide
response bandwidth. They have been employed
in fine tool positioning so as to achieve high pre-
cision control of the cutting tool (e.g. a diamond-
cutting tool).
Linear-motor direct drives (AC or DC) usually
have a long stroke and they do not need conver-
sion mechanisms such as lead screws, and racks
and pinions. They offer better stiffness, accelera-
tion, speed, motion smoothness, repeatability and
accuracy, etc. [21], although their applications in
the machin e-tools industry are still relatively new.
Friction drives also have a long stroke and usu-
ally consist of a driving wheel, a flat or round bar
and a supporting back-up roller. They offer low
friction force, smooth motion, and good repeat-
ability and reproducibility due to elastic deforma-
tion induced by the preload.
Control System. Following the invention of
Computer Numerical Control (CNC) in the early
1970s, many companies started to develop their
control systems for machine tools. The control sys-
tem typically includes motors, amplifiers, switches
and the controller. High speed multi-axis CNC
controllers play an essential role in efficient and
precision control of servo drives, error compensa-
tion (thermal and geometrical errors), optimized
tool setting and direct entry of the equation of
shapes [22]. Advanced PC-based control
systems have achieved nanometer or even sub-
nanometer levels of control resolution for ultra-pre-
cision and micro-manufacturing purposes, such
systems also being used commonly in the majority
of commercially available ultra-precision machines.
Position Measurement and Feedback Sys-
tem. Ultra-precision machine tools necessarily
require an ultra-precision position measurement
and feedback system. Laser encoders (laser-
interferometer based) are particularly suitable
because interferometers have an intrinsically high
resolution. Interferometer s also have the ability
to eliminate Abbe errors. They have a typical
resolution of 20 nm (digital), and sub-nanometer
resolution can also be achieved with an analog
system via external interpolation. The installation
may be made simpler by means of fiber-optics
laser launch and integrated interferometer optics.
Some laser holographic-linear scales have a reso-
lution of better than 10 nm.
Another alternative technique is to use ultra-
high resolution optical encoders. They can pro-
vide resolution close to that of laser encoders, but
in a more industrially feasible and simple manner.
There is a trend of more optical encoders being
adopted on industrially used precision and ultra-
precision machines.
In-process Condition Monitoring and Inspec-
tion System. Intelligent and smart machine
tools are an important development for ultra-pre-
cision applications. To meet these requirements,
some sensors are generally required to monitor
the operation of the machine tool and to combine
multi-functionality, reliability, sensitivity and
compactness. Monitoring the machining status
during ultra-precision machini ng is usually diffi-
cult because of the associated very small energy
emissions and cutting forces compared with
the conventional machining processes. Thermal
effects have been known to be the largest source
of dimensional errors. It is therefore imp ortant to
implement online temperature monitoring. Con-
dition monitoring may be also applied to other
parameters or variables, e.g. cutting force, chatter
and vibration. It is desirable to use multiple sen-
sors to realize the smart and intelligent machine
tool. Furthermore, tool wear, tool breakage and
its engaging process demand a great deal of
attentioninmicro-/nano-machining because
of the high precision and fragile micro-tools
involved.
32 CHAPTER 2 Micro-/Nano-Machining through Mechanical Cutting

Micro- and Meso-machines
Traditional ultra-precision machines are cur-
rently the major means for underta king micro-/
nano-cutting because of their feasible perfor-
mance and availability. However, these machines
are generally very expensive, working in a tight
temperature control environment, and they are
energy and resources inefficient. To match the
micro-manufacturing of miniature and micro-
components, the concept of micro- and meso-
machine tools has been proposed by some
researchers, as shown in Fig. 2-12 [4].
Micro- and meso-machines and their integra-
tion for the micro-manufacturing system/micro-
factory are suitable for the fabrication of micro-
products at low cost, requiring the occupation of
less space, and being of low energy consumption
and greater mobility, etc. Compared to a conven-
tional ultra-precision machine, a micro- or meso-
machine has the five esse ntial characteristics of
decreased heat deformation, less material con-
sumption, smaller vibration amplitudes, smaller
footprint and thus smaller space occupation, and
less energy consumption [23].
FIGURE 2-13 Micro- and meso-machines developed at Brunel University: (a) a desktop micro-milling/turning test rig; (b) a
three-axis bench-top diamond-turning machine; and (c) a five-axis bench-top micro-milling machine.
FIGURE 2-12 Typical micro- and meso-machines [4].
CHAPTER 2 Micro-/Nano-Machining through Mechanical Cutting 33
At Brunel University, three meso-machines
have been developed for machining micro-com-
ponents and -products. Figure 2-13(a) shows a
desktop micro- milling/turning test rig which has
a tw o-dimensional piezo-driven stage for vibra-
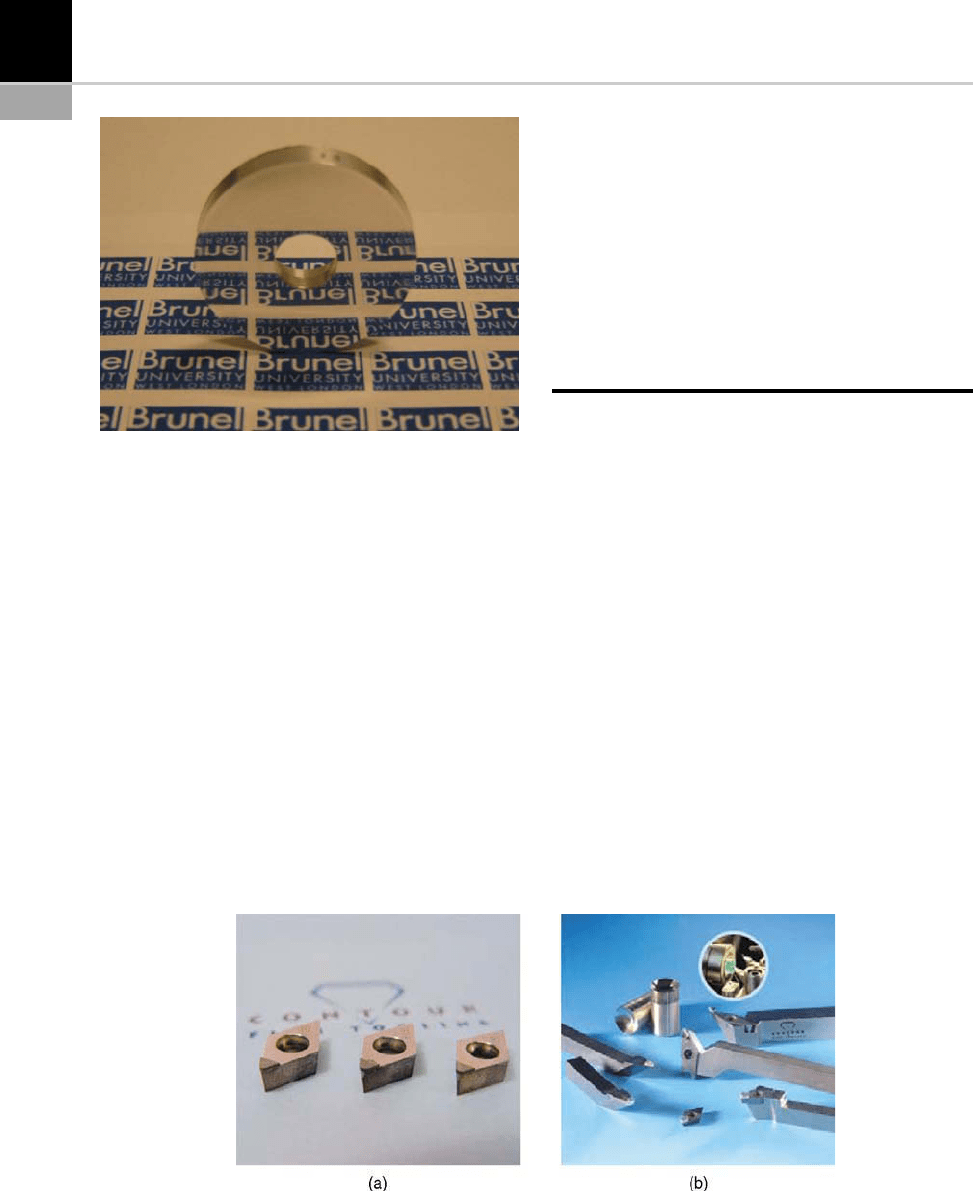
tion-assisted cutting. Figure 2-13(b) shows a
three-axis bench-top diamond-turning machine,
a mirror surface, as illustrated in Fig. 2-14, being
achievable on this machine. Figure 2-13(c) is a
five-axis bench-top micro-milling machine which
is still under development with the specifications
as follows:
1. Overall size: 1140 910 1865 mm.
2. Working XYZ: 150 150 100 mm.
3. Slides and rotary table: direct drive a nd air
bearings with squeeze film dampers to achieve
a nanometric level of positioning and machin-
ing accuracy.
4. Spindle speed: 250k rpm to cope with small
diameter of tools and micro-features.
5. Mechanical handling and visual inspection
integrated into the machine design.
6. Machining accuracy: <100 nm.
7. Surface roughness: <10 nm.
8. Control system: UAMC five axis.
MICRO-TOOLING
Micro-tooling is the essential enabler for micro-/
nano-cutting processes. It also determines the fea-
ture sizes and surface quality of the miniature and
micro-components machined. Smaller tools have
decreased thermal expansion relative to their size,
increased static stiffness from their compact struc-
ture, increased dynamic stability from their higher
natural frequency, and the potential for decreased
cost due to smaller quantities of material uti-
lized [4].
Single-crystal diamond is the preferred tool
material for micro-/nano-cutting due to its out-
standing hardness, high thermal conductivity
and elastic and shear moduli. The crystalline
structure of the diamond makes it easy to generate
a very sharp cutting edge, e.g. a cutting edge in
tens of nanometers can be achieved. More
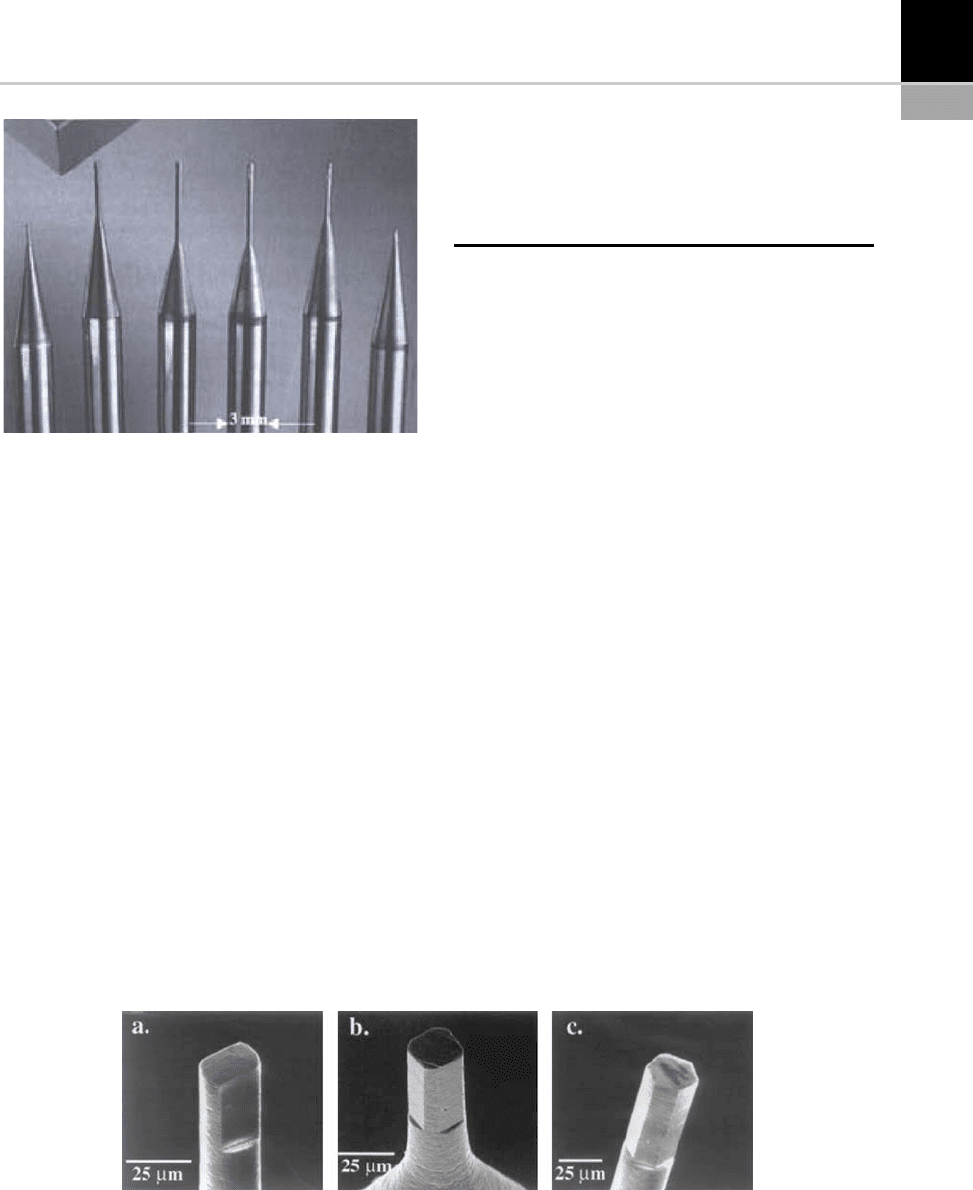
recently, CVD (chemical vapor deposition) dia-
mond-cutting tools have become available, as
shown in Fig. 2-15 [24]. They are extremely hard
FIGURE 2-15 Cutting tools manufactured by: (a) CVD diamond cutting tools; (b) diamond cutting tools. (Courtesy:
Contour Fine Tooling Ltd).
FIGURE 2-14 Mirror surface achieved on the three-axis
diamond-turning machine.
34 CHAPTER 2 Micro-/Nano-Machining through Mechanical Cutting
and can be used to cut tungsten carbide with a
cobalt percentage of 6% or greater.
However, diamond is limited to the cutting of
non-ferrous materials because of the high chemi-
cal affinity between diamond and iron. Micro-
tools that are used to machine ferrous materials
are normally made from tungsten carbide. As
shown in Fig. 2-16 [25], these micro-milling tools
are made from tungsten carbi de with a diameter
from 0.2 mm to 1.5 mm.
Commercially available micro-drills are
typically on the order of 50 mm diameter [1].
However, methods for minimizing micro-tools
continue to be developed, such as focused
ion beam, EDM, WEDG and grinding, etc.
Figure 2-17 [26] shows micro-end mills developed
by the focused ion beam process, their diameter
being less than 25 mm.
Other trends in the development of micro-tools
include: the optimization of the geometric and
coating properties of micro-tools for longer tool
life and accuracy enhancement; and characteriza-
tion and condition monitoring of micro-tools.
APPLICATIONS
Micro-/nano-cutting has many a pplications,
which are directly related to the overall applica-
tion markets of micro-products. For instance,
MEMS, as shown in Fig. 2-18, is and will remain
one of major driving forces for micro-cutting. It is
expected that the MEMS/MST market volume
will reach $24 billion in 2009 from $12 billion
in 2004. Moreover, completely new products
such as micro-fuel cells, MEMS memori es, chip
coolers, liqu id lenses for cell-phone zoom and
autofocus will be included in this category.
The EU FP6 4M Network has organized the
major applications into the following three divi-
sions [28], i.e.:
1. Micro optics: telecommuni cation, bio-tech-
nological, instrumentation and medical appli-
cations.
2. Micro-sensors and actuators: medicine, bio-
medical field, health and safety, environment
and process control.
3. Micro fluidics: biological, medical, pharma-
ceutical and chemical engineering applica-
tions.
Micro-/nano-cutting is very promising in the
production of micro-products used in the above
three divisions, such as sensors, accelerometers,
actuators, micro-mirrors, fiber-optics connectors
and micro-display, etc. Some typical application
samples resulting from micro-/nano-cutting are
shown in Fig. 2-19 [29].
FIGURE 2-17 Micro-end mills made by focused ion beam sputtering having: (a) two cutting edges; (b) four cutting edges;
and (c) five cutting edges (scanning electron micrographs).
FIGURE 2-16 Micro-milling tools [25].
CHAPTER 2 Micro-/Nano-Machining through Mechanical Cutting 35
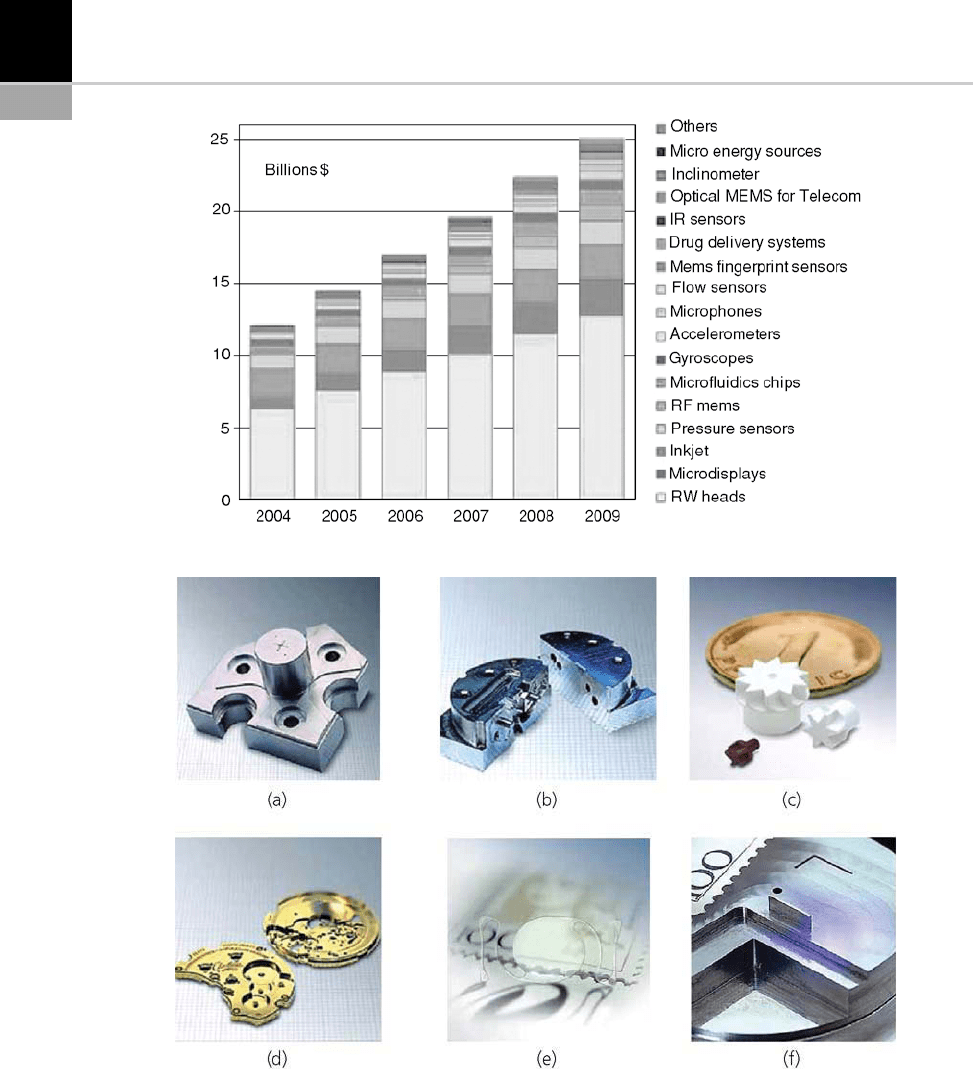
Figure 2-19(a) is a joining element (steel) for
optical-fiber connections. There are 18 drill holes
with a diameter of 0.23 mm 5 mm and a drilling
depth of 1.5 mm. The positional tolerance of the
drill holes is 10 mm. The complete machining time
was 25 minutes.
The part shown in Fig. 2-19(b) is a mixing
disc of a rocket motor, produced by five-axes
FIGURE 2-18 Market for MST/MEMS products in the future [27].
FIGURE 2-19 Micro-product samples (Courtesy: KERN Micro- & Feinwerktechnik GmbH).
36 CHAPTER 2 Micro-/Nano-Machining through Mechanical Cutting
machining. Six tools were used and precision
adjustment on spo t faces was required.
Figure 2-19(c) shows three turbine wheels for
micro-fluid pumps, produced by five-axes
machining. The wheels are made of vespel and
ceramic with diameters of 2–7 mm and a circum-
ferential tolerance of 2 mm.
Figure 2-19(d) shows watch base-plates made
by fully automatic production using 30 tools
including milling, drilling and tapping. The posi-
tional tolerances between the drill holes and drill
depths are 3 mm.
The cataract lens shown in Fig. 2-1 9(e) has a
surface finish of R
a
< 0.2 mm. Its outside contour
is machined with a milling tool (0.4 mm) and the
positioning holes are produced by drilling.
The indispensable advantage of micro-/nano-
cutting is applicable to the manufacture of 3D
complex-shape/form micro-molds. It is antici-
pated that micro-/nano-cutting will be intensively
used in the fabrication of compression molds and
injection molds. Figure 2-19(f) shows an injec-
tion-molding tool for watch-making, machi ned
by micro-milling. The material of the mold is
hardened steel 54 HRC, its position and form
tolerance is 5 mm, and its surface quality is
R
a
> 0.25 mm.
COMPETITIVE TECHNOLOGIES AND
ECONOMIC CONSIDERATIONS
Micro-/nano-cutting brings many potentialities to
the fabrication of miniature and micro-products/
components with arbitrary geometry. The micro-/
nano-cutting process is particularly suitable for
the manufacture of individual personalized com-
ponents rather than large batch sizes, which is
largely indispensable for the current vibrant mar-
kets. With the high level of machine accuracy of
ultra-precision machine tools, good surface finish
and form accuracy can be achieved. Micro-/nano-
cutting is also capable of fabricating 3D free-form
surfaces. The high machining speed of micro-/
nano-cutting is another advantage over other
micro-manufacturing technologies. Moreover, it
can fabricate a huge range of materials, such as
steel, aluminum, brass, plastics, ceramic, poly-
mers, etc. Unlike micro-laser beam machining
and lithographic techniques, it does not require
a very expensive set-up, which enables the fabri-
cation of miniatures at an economically reason-
able cost.
ACKNOWLEDGEMENTS
The authors would like to thank all research col-
leagues in the AMEE research group at Brunel
University for stimulating discussions, and rele-
vant research publications and projects to access
and refer to. Thanks are also extended to the EU
MASMICRO Project Consortium, practically to
its RTD 5 sub-group for frequent meetings and
discussions which are always very helpful.
REFERENCES
[1] D. Dornfeld, S. Min, Y. Takeuchi, Recent advances in
mechanical micromachining, CIRP Annals 55 (2)
(2006) 745–768.
[2] D.A. Lucca, R.L. Rhorer, R. Komanduri, Energy dis-
sipation in the ultraprecision machining of coppers,
CIRP Annals 40 (1) (1991) 69–72.
[3] D.A. Lucca, Y.W. Seo, Effect of tool edge geometry
on energy dissipation in ultraprecison machining,
CIRP Annals 42 (1) (1993) 83–86.
[4] J. Chae, S.S. Park, T. Freiheit, Investigation of micro-
cutting operations, Int. J. Mach. Tools Manuf 46 (3–
4) (2006) 313–332.
[5] X. Liu, R.E. Devor, S.G. Kapoor, An analytical
model for the prediction of minimum chip thickness
in micromachining, J. Manuf. Sci. & Tech., Trans.
ASME 128 (2) (2006) 474–481.
[6] N. Ikawa, S. Shimada, H. Tanaka, Minimum thick-
ness of cut, Nanotechnology 3 (1) (1992) 6–9.
[7] M.P. Vogler, S.G. Kapoor, R.E. Devor, On the
modeling and analysis of machining performance in
micro-endmilling, J. Manuf. Sci. & Tech., Trans.
ASME 126 (4) (2004) 685–705.
[8]S.Shimada,N.Ikawa,H.Tanaka,G.Ohmori,
J. Uchikoshi, H. Yoshinaga, Feasibility study on ulti-
mate accuracy in microcutting using molecular dynam-
ics simulation, CIRP Annals 42 (1) (1993) 91–94.
[9] S. Shimada, N. Ikawa, T. Inamura, N. Takezawa,
H. Ohmori, T. Sata, Brittle-ductile transition phe-
nomena in microindentation and micromachining,
CIRP Annals 44 (1) (1995) 523–526.
[10] D. Li, S. Dong, Y. Zhao, M. Zhou, The influence of
rake of diamond tool on the machined surface of
brittle materials with finite element analysis, Pr o-
ceedings of the 1st International Conference and
CHAPTER 2 Micro-/Nano-Machining through Mechanical Cutting 37

General Meeting of the Eur opean Society for Preci-
sion Engineer ing a nd Nanotechnology, Bremen,
Germany (1999) pp. 338–34 1.
[11] Y. Ichida, Ductile mode machining of single crystal
silicon using a single point diamond tool, Proceedings
of the 1st International Conference and General
Meeting of the European Society for Precision Engi-
neering and Nanotechnology, Bremen, Germany
(1999) pp. 330–333.
[12] F.Z. Fang, H. Wu, W. Zhou, X.T. Hu, A study on
mechanism of nano-cutting single crystal silicon,
J. Mats. Proc. Tech. 184 (1–3) (2007) 407–410.
[13] X. Liu, R.E. Devor, S.G. Kapoor, The mechanics of
machining at the microscale: assessment of the cur-
rent state of the science, J. Manuf. Sci. & Tech.,
Trans. ASME 126 (4) (2004) 666–678.
[14] S. To, W.B. Lee, C.Y. Chan, Ultraprecision diamond
turning of aluminium single crystals, J. Mats. Proc.
Tech 63 (1–3) (1997) 157–162.
[15] X. Luo, High precision surfaces generation: model-
ling, simulation and machining verification, PhD the-
sis, Leeds Metropolitan University (2004).
[16] K.S. Woon, M. Rahman, F.Z. Fang, Investigations of
tool edge radius effect in micromachi ning: a FEM
simulation approach, J. Mats. Proc. Tech. 195 (1–3)
(2008) 204–211.
[17] W.G. Hoover, Molecular dyna mics, in: Lect. Notes
Phys. v ol. 258, Springer-Verlag, Berlin (1986 ) 13.
[18] E.B. Tadmor, M. Ortiz, R. Phillips, Quasicontinuum
analysis of defects in crystals, Philos. Mag. A 73
(1996) 1529–1563.
[19] X. Sun, S. Chen, K. Cheng, D. Huo, W. Chu, Multi-
scale simulation on nanometric cutting of single crys-
tal copper, Proc. Inst. Mech. Eng. B, J. Eng. Manuf
220 (7) (2006) 1217–1222.
[20] D. Huo, K. Cheng, A dynamics-driven approach to
the design of precision machine tools for micro-
manufacturing and its implementation perspectives,
Proc. Inst. Mech. Eng. B, J. Eng. Manuf 222 (1)
(2008) 1–13.
[21] X. Luo, K. Cheng, D. Webb, F. Wardle, Design of
ultraprecision machine tools with application to
manufacture of miniature and micro components,
J. Mats. Proc. Tech.167 (2005) 515–528.
[22] N. Ikawa, R. Donaldson, R. Komanduri, W. K
€
onig,
Ultraprecision metal cutting – the past, the present
and the future, CIRP Annals 40 (2) (1991) 587–594.
[23] L. Alting, F. Kimura, H.N. Hansen, Micro engineer-
ing, CIRP Annals 52 (2) (2003) 635–657.
[24] http://www.contour-diamonds.com/HTML/
CVDdiamonds.html (accessed on Nov. 19, 2007).
[25] T. Dow, E. Miller, K. Garrard, Tool force and deflec-
tion compensation for small milling tools, Prec. Eng
28 (1) (2004) 31–45.
[26] D.P. Adams, M.J. Vasile, G. Benavides, A.N. Camp-
bell, Micromilling of metal alloys with focused ion
beam-fabricated tools, Prec. Eng. 25 (2001) 107–
113.
[27] H. Wicht, J. Bouchaud , NEXUS mark et analysis for
MEMS and m icrosy stems III 2005-2009. http://
www.suframa.gov.br/minapim/news/visArtigo.cfm?
Ident=147&Lang=EN (accessed on Nov. 19,
2007).
[28] S.S. Dimov, A.N. Bramley, W. Eberhardt, et al.,
4M Netw ork of Excellence, process repor t 2004-
2006. 4M2007 Conference on Multi-Material
Micro Manufacture, Bor ovets, Bu lgaria(Oct . 3-5,
2007).
[29] http://www.kern-microtechnic.com/2-Sub-Samples.
html (accessed on Nov. 19, 2007).
38 CHAPTER 2 Micro-/Nano-Machining through Mechanical Cutting
3
Micro-EDM
Eckart Uhlmann, Markus R
€
ohner and Malte Langmack
INTRODUCTION
Today, micro-electrical discharge machining
(m-EDM) is applied in all kinds of fields concern-
ing micro-machining. Especially in single-part or
small batch productio n m-EDM can be used eco-
nomically to produce micro-tools and micro-
molds. By combining different process variants
of m-EDM with current machining processes such
as micro-milling or laser ablation a cost efficient
mass production can be realized [1–4].
Based on a thermal material removal process,
m-EDM is working almost free of process forces. It
is also independent of mechanical workpiece
properties such as the Young’s modulus or hard-
ness. Bringing together huge geometrical freedom
and precision, m-EDM allows the machining of a
wide range of electro-conductive materials with a
minimal conductivity of k = 0.01 S/cm including
high temperature alloys, cemented carbide, and
electro-conductive ceramics.
WORKING PRINCIPLE
Machining Principle of EDM
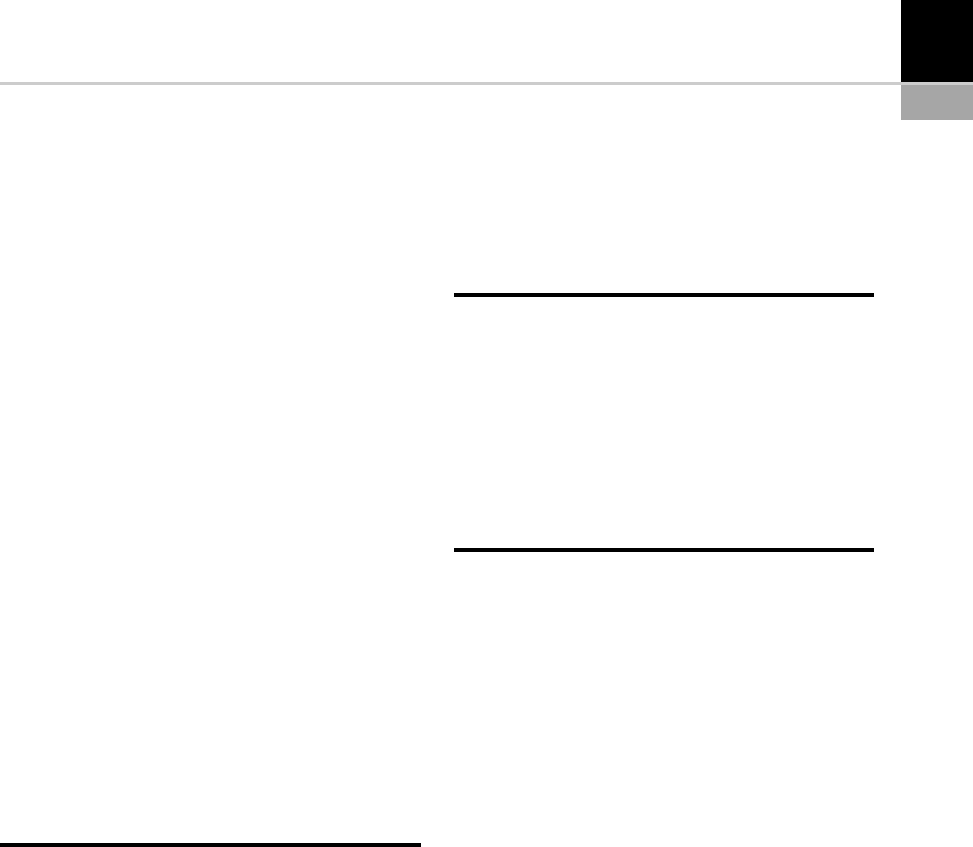
EDM is a non-mech anical thermal shaping pro-
cess with which material is removed by spatially
and temporally separated electrical discharges
between a workpiece electrode and a tool elec-
trode. The high frequency discharges cause melt-
ing and vaporization of material on the surface of
both electrodes. To enhance the material removal
EDM operates in a non-conducting fluid, the
dielectric fluid (Fig. 3-1).
During machining, the tool and workpiece
electrode are positioned in such a way that a
working gap s filled with dielectric fluid remains
between them. Applying a voltage – depending
on the working gap width and conductivity of
the dielectric fluid – causes an expanding ener-
getic plasma channel and a current flow after
exceeding the dielectric strength of the fluid. Te m-
peratures above T = 10,000 K [5] inside the
plasma channel effect melting and vaporization
processes of the material on the surfaces of both
electrodes. By switching off the current, melted
material is abruptly erupted due to an implosion
of the plasma channel [6–9].
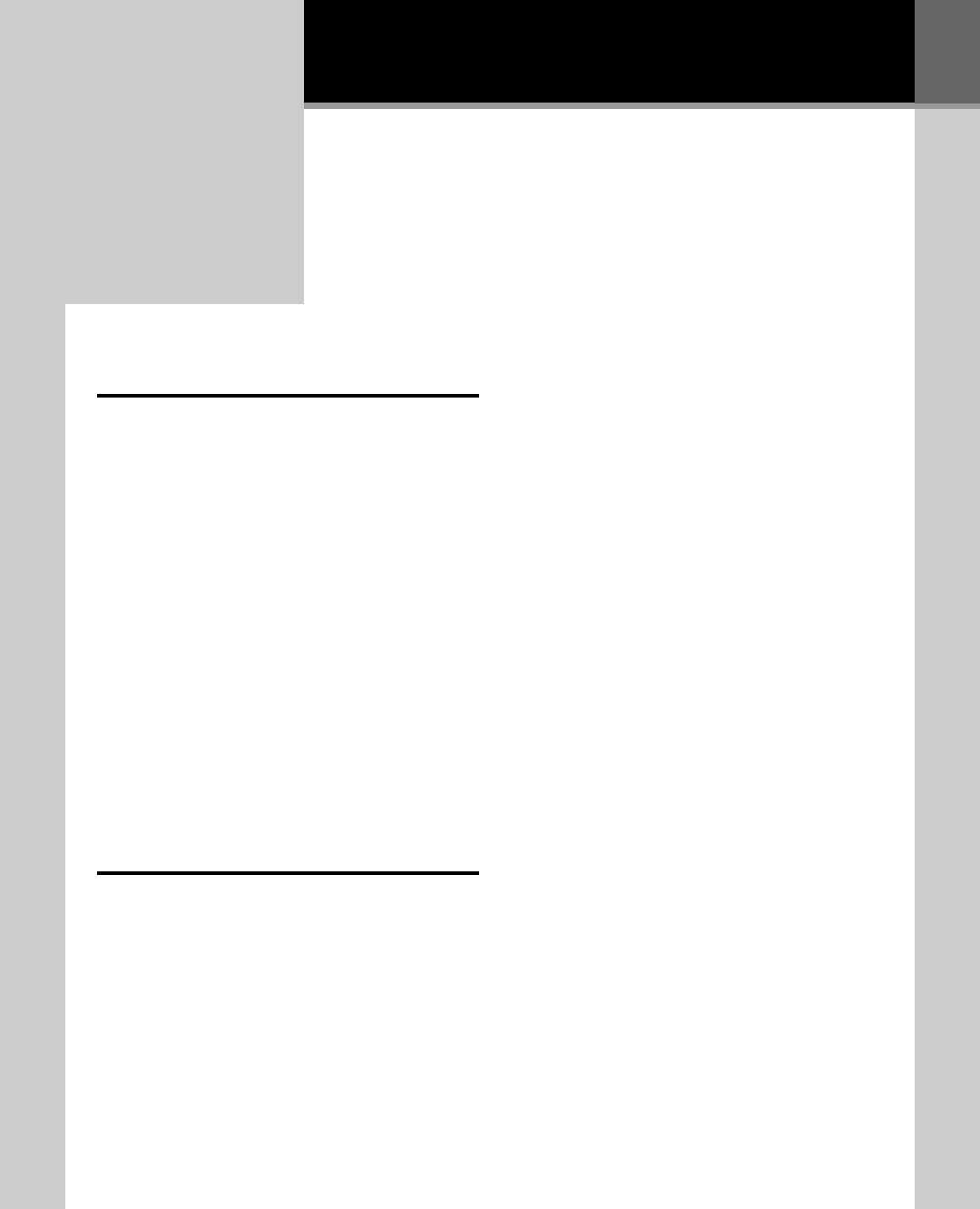
The result of a single discharge is a crater-
shaped pit on the electrodes’ surfaces, the dis-
charge crater (Fig. 3-2(a)). Depending on the
erosion parameters such as the discharge time,
discharge current or the type of dielectric fluid,
typical crater diameters vary from around
d
c
=1mm [10] to around d
c
=100mm. The
EDM-specific surface topography is caused by a
multitude of overlapping discharge craters
(Fig. 3-2(b)). The removed material mostly con-
sists of ball-shaped particles (Fig. 3-2(c)).
Process Variants
With different variants m-EDM is a very flexible
machining process. Three variants of big
industrial relevance are micro-die sinking (m-die
sinking) (Fig. 3-3(a)), micro-wire electrical dis-
charge machining (m-WEDM) (Fig. 3-3(b)) and
micro-electrical discharge drilling (m-ED drilling)
CHAPTER
39
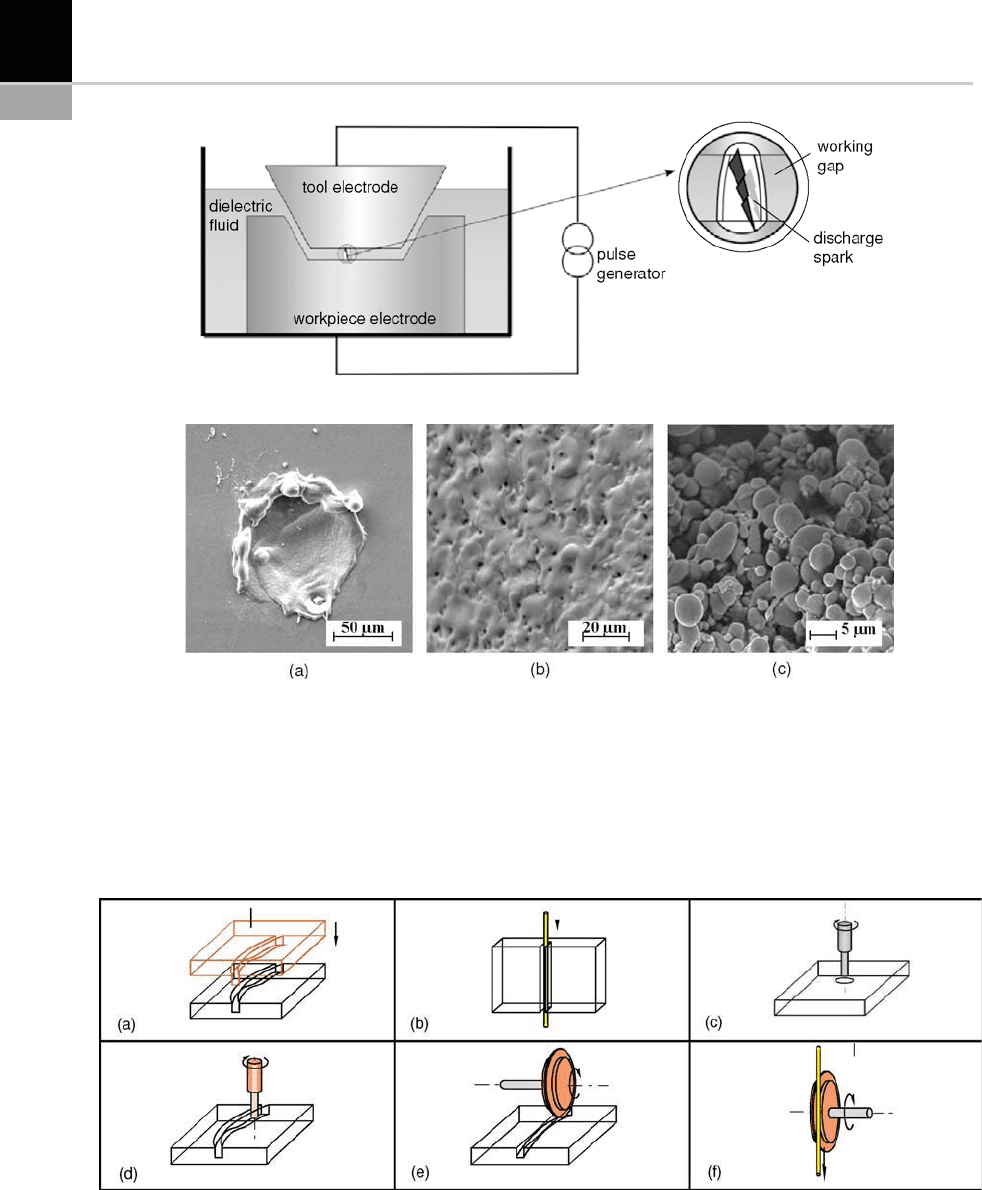
(Fig. 3-3(c)). In m-die sinking a shaped tool elec-
trode is used for manufacturing three-dimen-
sional shapes and free-forms. m-WEDM comes
into operation for cutting defined contours by
using a fine wire electrode. m-ED drilling, a special
option of m-die sinking, operates with a rotating
pin electrode to produce micro-holes, e.g. as
needed in fuel injection systems.
Processes with less industrial relevance are
micro-electrical discharge milling (m-ED milling)
FIGURE 3-3 Process variants of m-EDM: m-die sinking (a), m-WEDM (b), m-ED drilling (c), m-ED milling (d), m-EDG (e), and
m-WEDG (f).
FIGURE 3-1 Principle illustration of the EDM process.
FIGURE 3-2 Single discharge crater (a), surface topography (b), and removed particles (c).
40 CHAPTER 3 Micro-EDM