Qin Y. Micromanufacturing Engineering and Technology
Подождите немного. Документ загружается.


3. They provide unified interface definitions and
enable or simplify the task of integrating dif-
ferent systems, even if they are provided by
different suppliers.
Standardization activities are performed
throughout all layers of the shop-floor IT – usu-
ally based on specific needs. There exists a variety
of organizations that provide platforms for stan-
dardization that have to be considered in the
shop-floor IT environment – some of them target-
ing on specific industries (e.g. Semiconductor
Equipment and Materials International – SEMI
[5]), some of them approaching cross-industry
topics (e.g. Manufacturing Enterprise So lutions
Association – MESA international [6]), others
focusing on specific technologies (e.g. Internet
Society – ISOC [7]). The following sections give
a rough overview of selected organizations and
standard collections in the shop-floor IT area –
both on the factory-automation layer and on the
equipment-automation layer.
General Production IT Standards
Several organizations have made a number of
attempts over the last few years to create extensive
standard frameworks or reference models describ-
ing approaches to realize a pervasive production
IT landscape that integrates well with the overall
IT landscape within the enterprise and thus sup-
ports the goal of process optimization described at
the beginning of this chapter. One approach that
shaped the discussion for several years, especially
in the early 1990s, was the ‘Reference Model for
Computer Integrated Manufacturing (CIM)’ [8].
This describes a hierarchical IT architecture that is
built up from six levels based on the scheduling
and control hierarchy and has been designed as a
guideline for establishing a vertically integrated
production-IT landscape. Although the concept
has not yet been implemented to its full extent,
it served as a basis for many successors. In 1997
MESA [6] presented a definition for MES, which
is still considered to be valid, and its potential
scope by describing a set of 11 functional groups.
The scope of a concrete MES solution was defined
to be a subset of the potential scope based on the
user’s priorities and requirements. A few years
later, in 2000, ISA-95 Part I was published. This
is based on the concepts of CIM (especially the
scheduling and control hierarchy) and focuses on
the specification of interface between business sys-
tems and manufacturing operations and control
systems. Furthermore, ISA-95 integrates the func-
tional groups defined by MESA to describe the
functionalities of the manufacturing operations
and control, i.e. the MES, level. ISA-95 Part II
[9] and Part III [10] followed later and comple-
ment Part I with the detailed specification of the
data model on the one hand and the activity
model and dataflow specification for the
manufacturing operations and control level on
the other. VDI 5600 [2] is currently the latest
standard in this series. It comes from a task-
oriented view of the MES that rather reflects the
user’s perspective than the system perspective and
updates and extends the MESA MES model.
Equipment Interface Standards
An important prerequisite for implementing sev-
eral requirements described in the preceding sec-
tions is the ability to communicate with process
equipment in order both to remotely control the
equipment and to acquire a variety of data from
the equipment, such as operational data, machine
data and process data. As a factory usually houses
equipment from a variety of suppliers, the effort
to connect them to the production IT environment
of a given factory is comparably high, as a specific
connector has to be implemented for each equip-
ment type. This is where the idea of the definition
of a standard IT interface for equipment, as
shown in Fig. 24-5, comes into play.
One of the standard frameworks that is fre-
quently used to integrate equipment with higher
levels of the production IT landscape is the OPC
[11] framework. However, an industry-specific
framework from the semiconductor industry has
been selected for further discussion, as it provides
a more comprehensive approach, which can
serve as a generic example. Figure 24-6 (based
on [12]) gives a compressed overview of the
standards framework that is widely used in the
CHAPTER 24 Manufacturing Execution Systems for Micro-Manufacturing 391
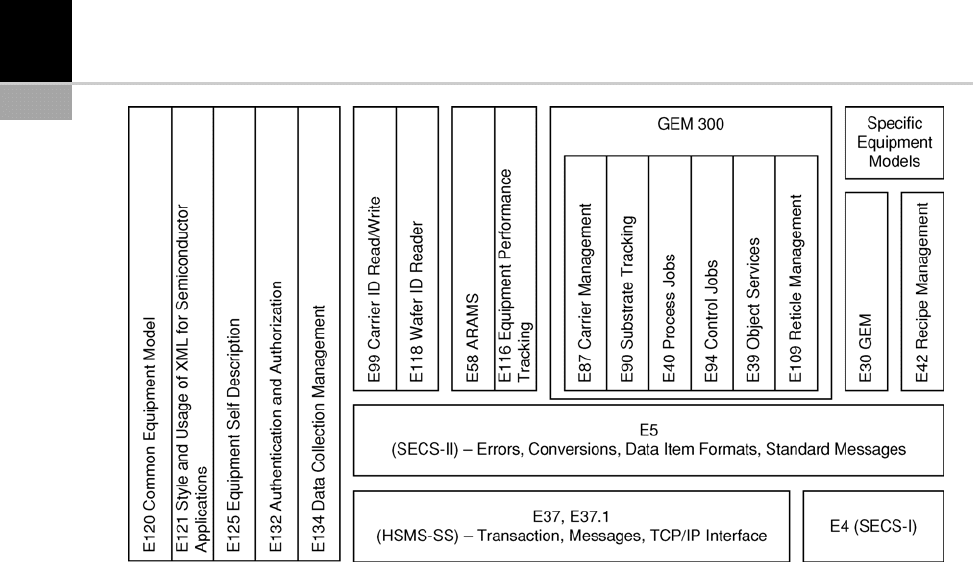
semiconductor industry. The communication
protocol defined by E5 lays the foundation of
the standard framework. Today, it is usually
bound to a TCP/IP-based message transport layer
according to E37 (HSMS-SS), which enables com-
munication with equipment using a unified mes-
sage form at. While this protocol basically allows
for the communication of a host system with an
equipment instance, it leaves the supplier with a
high degree of freedom regarding the actual
implementation of the interfa ce. For this reason,
the effort for integrating equipment into the shop-
floor IT still turned out to be rather high. Further-
more, different interface implementations pro-
vided largely varying capabilities that needed to
be taken into account. To overcome these limita-
tions, additional standards have been added on
top of E5. The ‘Generic Model for Communica-
tions and Control of Manufacturing Equipment’
(GEM) defines the semantics of the interface, i.e.
the behavior of the equipment from the IT inter-
face perspective. This step led to a significant
reduction of the effort required for the integration
of equipment and allowed for the introduction of
standard compliance tests. E30 is complemented
by a standard for recipe management and stan-
dards for specific equipment models. While E30
contains specifications that have to be considered
for all types of semiconductor equipment, specific
equipment models comprise equipment charac-
teristics and behavior definitions that have to be
implemented in addition to GEM for specific
equipment types only, for example transport sys-
tems: these take the specific needs based on the
equipment type into account.
The standard framework is completed by the
family of GEM300 and a couple of auxiliary stan-
dards. As the transition from 200 mm to 300 mm
wafer processing was accompanied by the
demand for a higher level of automation, the
requirements for additional automation capabili-
ties on top of E5 arose and led to the definition of
these standards, such as the capabilities to manage
carriers or to track substrates. Additionally, there
was an increasing need to acquire data from pro-
cess equipment. The family of Equipment Data
Acquisition (EDA) standards has been created to
meet these requirements. The EDA stack is imple-
mented in parallel with the GEM/SECS interface,
is limited to data acquisition and allows an arbi-
trary number of clients to acquire data from
equipment based on web technologies.
FIGURE 24-6 Equipment interface standard framework – as defined by SEMI
392 CHAPTER 24 Manufacturing Execution Systems for Micro-Manufacturing
CONCLUSIONS
Today, it is virtually unthinkable to ope rate state-
of-the-art manufacturing facilities without a vari-
ety of IT systems supporting production. Several
classes of IT systems can be found over the differ-
ent layers of these facilities – from enterprise
resource planning systems as an example on the
enterprise management layer down to program-
mable logic controller-based applications on the
manufacturing processes layer. The term MES
usually refers to a collection of integrated soft-
ware applications that is located between those
two layers – on the manufacturing operations
and control layer. On the one hand the MES
ensures the right level of information transfer
between upper and lower layers and thereby sup-
ports the integration of processes on the shop
floor into the overal l business process framework.
On the other hand the MES provides a rich set of
functionalities to optimize operations on the shop
floor in different dimensions, such as product
quality, resource utilization and the adherence
to delivery dates. A variety of standards have been
created in different industries to enable and sim-
plify the set-up of the MES environment. Looking
at the potential provided by an MES, the rele-
vance of this topic in the area of micro-
manufacturing will continue to grow in the future.
REFERENCES
[1] Enterprise-control system integration, Part I: Models
and terminology. ANSI/ISA-S95.00.01-2000. Instru-
ment Society of America, Research Triangle Park,
NC, USA (2000).
[2] Manufacturing execution systems – production man-
agement systems. VDI 5600 Blatt 12006-08. Verein
Deutscher Ingenieure. Published by: Beuth Verlag
GmbH, 10772 Berlin, Germany (2006).
[3] Specification for definition and measurement of
equipment reliability, availability and maintainabil-
ity (RAM). SEMI E10. Semiconductor Equipment
and Materials International, 3081 Zanker Road,
San Jose, CA, USA (2004).
[4] Specification for definition and measurement of
equipment productivity. SEMI E79. Semiconductor
Equipment and Materials International, 3081 Zan-
ker Road, San Jose, CA, USA (2006).
[5] Semiconductor Equipment and Materials Interna-
tional – SEMI [Last access: 30.10.2007]; http://
www.semi.org.
[6] Manufacturing Enterprise Solutions Association –
MESA International [Last access: 30.10.2007];
http://www.mesa.org.
[7] Internet Society – ISOC [Last access: 30.10.2007];
http://www.isoc.org/.
[8] Williams, T. J., (ed.), A reference model for com-
puter integrated manufacturing (CIM), a description
from the viewpoint of industrial automation, Instru-
ment Society of America, Research Triangle Park,
NC, USA (1989).
[9] Anonymous, Enterprise-control system integration,
Part II: Object model attributes. ANSI/ISA–
S95.00.02-2001. Instrument Society of America,
Research Triangle Park, NC, USA (2001).
[10] Anonymous, Enterprise-control system integration,
Part III: Activity models of manufacturing operations
management. ANSI/ISA-S95.00.03-2005. Instru-
ment Society of America, Research Triangle Park,
NC, USA (2005).
[11] The OPC Foundation [Last access: 30.10.2007];
http://www.opcfoundation.org/.
[12] M. Meier, P. Dreiss and J. Seidelmann, Potentials and
limitations of standardization of shop floor IT based
on examples from semiconductor industry, PPS Man-
agement 12 (2007) 4, Gito Verlag mbH, Klixstr. 1 A,
13403 Berlin, Germany (2007).
CHAPTER 24 Manufacturing Execution Systems for Micro-Manufacturing 393
25
Sustainability of Micro-
Manufacturing Technologies
Arnaud De Grave, Stig Irving Olsen, Hans Nørgaard Hansen and
Mogens Arentoft
INTRODUCTION
The common view in the field of the environ-
mental impact of micro-products is that small-
size products involve the use of less material,
require less production energy and produce less
waste material, and hence are more environ-
mentally friendly. This view is not fully valid
and there are many benefits in applying tools
for sustainability in micro-product development.
When looking at any technology, at least three
different levels are of interest to consider in the
complete product development scheme:
1. The final product is defined as the product that
is closest to the requirements of the end-user. It
is fairly easy to define it in the case of, e.g.,
hearing-aid equipment, but less evident in the
case of an MEMS RF switch used in a mobile
phone antenna. The size of the production chain
of such a product can involve many sub-con-
tractors and in terms of environmental aspects
all the steps have to be taken into account.
2. Some parts are not included in the final pro-
duct, e.g. the waste from manufacturing. These
parts are called ‘intermediate parts’. Examples
of such parts can be the excess material from
an injection molding runner system for feeding
of the molds, parts especially designed for
ease of handling and assembly, or even the
sections of a silicon wafer that are ground
before packaging, this excess thickness being
required for mech anical stability during pro-
duction.
3. The production system is mainly considered as
the manufacturing process chain, but the system
also includes the necessary material production
chain and the recycling and disposal chain.
This categorization is especially pertinent in
the case of micro-products, where the intermedi-
ate parts can represent up to 98% of the product
component, as, for example, is the case of micro-
injection-molded components.
In the following, first the technical aspect of
environmental assessment over the lifecycle is
described, then the aspect of how to use the
knowledge so obtained in product development
is presented.
LIFECYCLE ASSESSMENT
Theory
Lifecycle assessment (LCA) is a valuable tool for
the environmental assessment of products. The
principles of LCA form the backbone of DFE,
EcoDesign, etc., in product development [1].
LCA has been developed to analyze and assess
the environmental impact attributable to a prod-
uct through the whole lifecycle of that product,
i.e. the extraction of resources, conversion into
materials, production, use and disposal, as well
CHAPTER
394
as transport and infrastructure. LCA therefore
covers not only the production, but also all
supportive functions during the life of the pro-
duct. The inclusion of the supportive functions
demanded by a product in the assessment extends
to include all types of impact that a company (or a
product) is responsible for – not only within the
manufacturing chain, but also in all stages in the
life of the product. In a quest for sustainability
these are important aspects to include in product
development, since this is the stage at which deci-
sions can be taken concerning the environmental
impact of the product.
The importance of LCA as a tool to assess the
environmental sustainability of products and
manufacturing is increasing in the European
Union. Examples are the use of LCA in the
EcoDesign of Energy using Products Directive
(2005/32/EC) and the requirements for LCAs
in some of the recen tly published calls for the
European Seventh Framework program for re-
search and technological development.
LCAs involve the following steps:
1. Choice of product and identification of service
(the functional unit);
2. Establishing boundaries for the system;
3. Collection of data;
4. Environmental assessment;
5. Interpretation.
The initial step in all LCAs is to define the
goal and scope of the study [2] – w hat is the aim
of the study? What is the object of investigation,
the so-called functional unit? What are the sys-
tem boundaries for the investigated system, e.g.
should the production of the manufacturing
equipment be included? The chain of processes
in the system will be defined t hus, also identify-
ing the processes for which data need to be col-
lected. LCA is made in an iterative way, initially
starting with the m ost easily available data and
making a screening analysis with focus on the
materials, energy and chemicals used. The next
steps imply the use of more detailed data on the
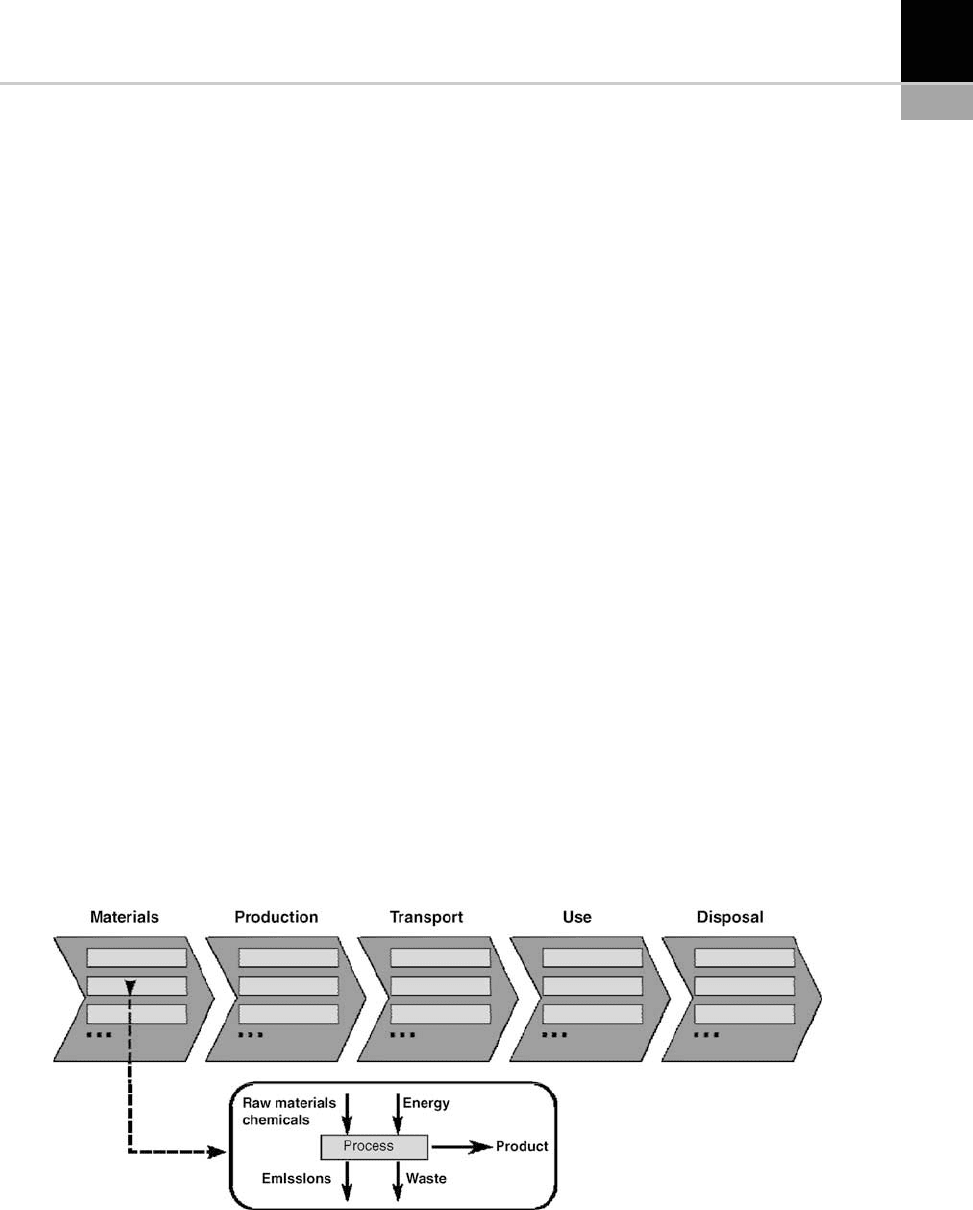
inputs and outputs for each process. Figure 25-1
provides a schematic overview of the lifecycle of
a product and the data needed for carrying out
the analysis.
One important issue is the type of data
needed to be gathered in order to have a perti-
nent way of evalu ating the process chain. This
data falls mainly into two categories: process
data and material-use data. Many problems
arise from the difficulty of gathering the neces-
sary data.
Process Data. The easiest parameter to collect is
the energy – electrical or thermal – consumed in
the production of a specified amount of product,
usually 1 kg of product or, e.g., 1000 pieces. This
may be measured directly at the manufacturing
equipment or averaged from the energy consump-
tion at the facility. It is important to know the
type of energy and whether, e.g., it is produced
FIGURE 25-1 An LCA flow.
CHAPTER 25 Sustainability of Micro-Manufacturing Technologies 395

internally as waste energy from other processes.
Energy is consumed both in the manufactur-
ing process as well as during handling and
assembly.
Outputs (emissions, waste and products) from
the processes should be inventoried. Of course the
product is an important output serving as a refer-
ence for all other data, but also all types of waste
(solid, liquid or gaseous) from the processes
should be measured. This is, e.g. waste material
(the difference between what is in the product and
what is consumed as raw material). There will
probably also be some emissions from the process,
e.g. welding fumes. In the initial steps of the
LCA, data of the latter type may be hard to
acquire. If more than one product is produced
by the same process this is important also, since
the environmental impact from the process should
be allocated between the products.
Material-use Data. Data on the use of materials
is important, not only because of the environmen-
tal impact associated with the extraction of mate-
rials, but also to keep track of the losses during
manufacturing proces ses.
The total amount of raw materials consumed
in the process should be registered (i.e. what goes
in through the factory gate), and including also
the amount of internal recycling. The type and
quality of raw material is important, since differ-
ent materials cause different impacts during
extraction and differ significantly in scarcity.
Chemicals (for etching, cleaning, metal working
fluids, etc.) should be registered both in terms of
the consumption as well as the losses as emissions
or waste. Chemicals may cause toxic impact on
humans and the environment.
In the lifecycle impact assessment the inven-
tory is translated into environmental imp act
such as climate change, acidification and toxi-
city. T he environmental impact of different
options, e.g. choice of materials, disassembly
options, etc. can be compared or environmental-
improvement options can be identified, or it
can be identified whether a choice to reduce
environmental impact in one part of the l ifecycle
creates a greater environmental impact i n other
parts of the lifecycle, see also Fig. 25-1.Amore
detailed explanation of LCA methodologies can
be found in [1].
A range of software tools is available for mak-
ing the more detailed LCAs, e.g. GaBi, SimaPro,
LCAiT, TEAM, etc. Demo versions are often
available on the internet.
Application of LCA in
Micro-manufacturing
Micro-components are ofte n assumed to be
more environmentally friendly than their macro-
counterparts, although this may be challenged,
and in some cases even contradicted, as proposed
in [3,4] (Fig. 25-2).
In micro-manufacturing, LCA has been used
predominantly in the MEMS sector. The rapid
development of technologies and limited avail-
ability of data in the MEMS industry make com-
plete LCAs difficult to produce and they are quite
quickly outdated. One example is the manufac-
ture of a PC, for which the energy requirement in
the late 1980s was approximately 2150 kWh,
whereas in the late 1990s efficiency was improved
and only 535 kWh were necessary [5]: the use of
old data could result in erroneous results. Looking
at the overall environmental impact, this four-fold
increase in efficiency has been overcompensated
for by an increase in the number of computers
sold, from approximately 21 million to more
than 150 million [5]. The latter provides an exam-
ple of a rebound effect, showing that economic
and social aspects may have a huge implication for
the overall environmental impact.
A major trend is that shrinking product
dimensions increase the requirements of the pro-
duction environment to prevent pollution of the
product. This involves energy-intensive heating,
and ventilation and air-conditioning systems.
A clean room of class 10,000, for example,
requires approximately 2280 kWh/m
2
per year,
whereas a class 100 requires 8440 kWh/m
2
per
year. The same increase in requirements is rel e-
vant for supply materials such as chemicals and
gases. The demand for greater purity levels
implies more technical effort for chemical puri-
fication, e.g. additional energy consumption and
396 CHAPTER 25 Sustainability of Micro-Manufacturing Technologies

possibly more waste. Most purification technol-
ogies are highly energy intensive, e.g. all of the
distillation processes, which are used often in
wet chemical purification, account in t otal for
about 7% of the energy consumption of the
chemical industry of the USA [6]. Chemicals
used in large volumes in the semiconductors
industry are hydrofluoric acid (HF), hydrogen
peroxide (H
2
O
2
) and ammonium hydroxide
(NH
4
OH). These materials are used in final
cleaning processes and require X LSI grades
(0.1ppb).Sulfuricacidisalsousedinlarge
amounts, but it is a less critical chemical and
mainly requires an SLSI level purity [6].LCA
studies of electronics show that by far the great-
est energy consumption and waste are generated
in the production of the smallest components
(microchips and integrated circuits) [7].
Micro-manufacturing of other types of pro-
ducts also puts higher requirements onto the qual-
ity and purity of the materials. Exploitation and
loss of scarce resources is a concern, since the
consideration of economics is a primary obstacle
in the use of precious or rare materials in every-
day products. When products become smaller and
the components that include the rare materials
reach the micro- or nano-scale, economy is not
the most urgent issue, since it will not significantly
affect the price of the product. Therefore, devel-
opers will be more prone to use materials that
have the exact properties that they are searching
for. While an increased usage of such materials
may be foreseen due to the expected widespr ead
use of micro- and nano-technological products,
the recycling will be more difficult. An issue apart
from the loss of resources is that the extraction of
the rarest materials uses more energy and gener-
ates more waste than are associated with more
abundant materials. Table 25-1 illustrates the
energy intensity of a range of materials, i.e. how
much energy has been used for the production of
1 kg.
ECODESIGN/DFENVIRONMENT
Framework (from Reuse to Recycle)
First of all, it has to be stated that EcoDesign and
Design For Environment (DFE) are synonymous.
These frameworks take into account recycling,
remanufacturing, reuse and lifecycle assessment
FIGURE 25-2 Illustrating that LCA identifies environmen-
tal hot-spots in the lifecycle and how this information can be
used in, e.g., DFE to make environmental improvements.
The scissors show where the reduction in impact is greater,
therefore where effort should be targeted [1].
CHAPTER 25 Sustainability of Micro-Manufacturing Technologies 397
(LCA) during the design phases of the product, as
shown in Fig. 25-2. It is widely acknowledged that
the more is known about a product the less it can
be changed. This classical remark is also valid in
the case of DFE and has been pointed out in [8].
One of the key ideas in sustainability and Eco-
Design is to reduce the use of materials. This can
be done through process optimization, reuse of
the product or part of it, or when this is not pos-
sible, through considering the recycling of mate-
rial. Reused parts can be in the same field (broken
parts being replaced by remanufactured parts,
upgrade of systems...) or in some other unrelated
fields (a common example is the protection of
boats in docks of harbors by the use of old car/
truck tires). DFE can be seen as a cradle to favor
the use of many DFx components such as Design
for Recycling (DFR), Design for Remanufacture
(DFRm),DesignforAssemblyand for De-assembly
(DFA and DFD), Design for Manufacturing
(DFM) and the combination DFMA. Figure 25-3
shows the fram ework of DFE.
DFE also involves other objectives. For exam-
ple, the manufacturing chain should aim at caus-
ing the least possible environmental impact, an
issue which is more specifically addressed by the
concept of Env ironment Benign Manufacturing
(EBM) [9] and LCA of manufacturing processes.
From [10], DFE relies on eight axioms:
1. Manufacture without producing ha zardous
waste;
2. Use clean technologies (not in the ‘clean room’
meaning, but by taking care of minimizing the
impact in terms of pollution, etc. and also using
clean energy, such as windmill power, when-
ever possible);
3. Reduce product chemical emissions;
4. Reduce product energy consumption;
5. Use non-hazardous recyclable materials;
6. Use recyclable material and reuse components;
7. Design for ease of disassembly;
8. Product reuse or recycle at end of life.
Although originating from DFE of electronic
devices, it is quite clear that these axioms are of a
level of abstraction sufficiently high so as not to be
technology dependent and are well adaptable to
micro-scale mechanically based technol ogies.
They can be applied in the case of such micro-
systems as MEMS, and manufactur ed using VLSI
technologies. MEMS are just a portion of the
diversity of micro-products: they attract a lot of
media attention and are often seen as examples.
In this case, assembly and disassembly are related
to packaging and are dealing with the issue of
recycling chips. MEMS can also be applied in
any kind of non-silicon product development
and have to be seen as guidelines and checklists.
Many tools within the DFE family have been
developed through the years, from either acade-
mia or industry. A thorough overview of them is
given in [1]. Standardization work has resulted in
some EcoDesign guidelines, as in [11]. These tools
TABLE 25-1
Energy Intensity of the
Selected Materials (modified
from [7])
Material Energy Intensity of
Materials (MJ/kg)
Glass 15
Lead 54
Ferrite 59
Steel 59
Plastics 84
Copper 94
Epoxy resin 140
Aluminum 214
Tin 230
Nickel 340
Silver 1570
Gold 84,000
FIGURE 25-3 The Design for Environment (DFE) frame-
work.
398 CHAPTER 25 Sustainability of Micro-Manufacturing Technologies

are sometimes generic, and sometimes created by
one industry specifically for its needs and range of
products. They are not specific to particular tech-
nologies, although the electronic and mechanical
industries have been known for developing differ-
ent set of tools. In the case of micro-products,
often lying at the crossing between the miniatur-
ization of mechanical manufacturing and the non-
standardized use of micro-electronic manufactur-
ing processes, tools coming from both fields can
be used, albeit not optimally.
The new ISO TR 14062 tries to integrate envi-
ronmental aspects into the complete scheme of
product design an d development. Even if it does
not specifically target micro-technologies, its
management pe rspective brings valuable knowl-
edge to improve product design. [12] presents
some examples of cases to demonstrate what is
possible and provides details of some tools.
How to Apply to Micro-
manufacturing Technologies
To be capable of targeting the specifics of micro-
products, several issues have to be overcome. One
of the difficulties of micro-products development
is a lack of knowledge, on manufacturing pro-
cesses, solution principles and development meth-
ods. This lack of knowledge applies to an even
greater extent in the field of reliability and end-
of-life behavior. There are no known databases
for LCA in micro-technologies and therefore it is
very difficult to secure all the necessary informa-
tion to be able to take reliable design decisions
concerning the environment.
Most DFE components make a tremendous use
of handling and assembly. Unfortunately, han-
dling and assembly is a large issue that still, to a
high extent, remains to be solved at the micro-
scale, as seen in earlier parts of the present chapter
and as reported in [13], for example. The maturity
of the knowledge in the field of handling and
assembly for micro-components is still far from
being suitable for industrial applications. In the
case of an MEMS device, the concept of disassem-
bly does not really apply. Indeed, these devices are
often monolithic or embed ded, thus making it
difficult to separate the parts and materials. More-
over, the trend in micro-technologies is greatly
oriented towards the integration of functions
and co mponents. For instance, in two-component
injection molding, there is a strong bond between
the two polymers, or between the metal insert and
the polymer. Indeed, it is the goal of such a tech-
nology to create such a strong bond, hence going
against DFD principles.
Remanufacturing poses even more problems
than reassembly, due to the relative repositioning
accuracy a nd the skimming/trimming inherent
in the process. The amount of material may even
not be sufficient to allow a remanufacturing
operation.
Micro-components and DF
Intermediate Parts
On the one hand it is perhaps impossible to apply
remanufacturing concepts to micro-components,
but on the other these concepts can possibly be
applied to the intermediate parts.
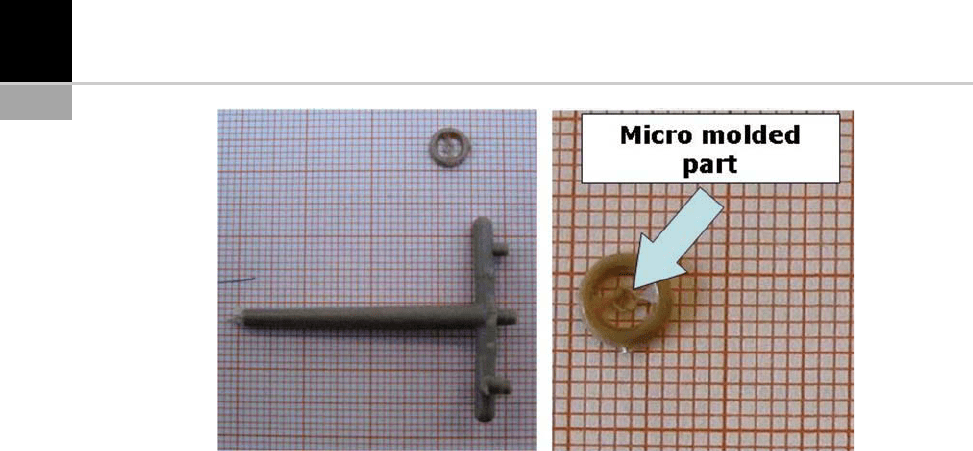
For a typical micro-injection-molded part, the
runner system and other wasted parts can amount
to 95 to 98% of the total mass, due to the mini-
mum volume of a shot possible on available
hardware that was not specifically made for
micro-injection molding. Such parts can be seen
in Fig. 25-4. The effects of recycling of polymer,
both with and without fiber reinforcement, have
been studied in [14]. Even if the mechanical char-
acteristics of a part decrease with the number of
injection cycles, it is possible to design a piece with
a mechanical limit that allows a number of recy-
cling cycles. Stress/strain curves in relation to the
number of successive injections or recycled poly-
mer are available in the literature.
After a certain amount of injections, it is shown
that there is a loss in mechanical properties
(mainly due to fiber degradation), but these char-
acteristics may still be in the range of use for
some other design. Moreove r, by starting with
mechanical properties greater than necessary it
is possible to stay within expected limits after a
number of injections. Of course, a careful choice
of material is needed in order not to select a very
CHAPTER 25 Sustainability of Micro-Manufacturing Technologies 399
unenvironmentally friendly material, hence losing
on the one hand what is won on the other.
A DFE way of solving this problem could be the
use of carbon nano-tube reinforced polymers.
Indeed, nano-tube polymer composites not only
behave differe ntly in use, but also in manufactur-
ing processing [15]. Of course, such composites
will also require LCA and health-hazard studies.
The recycling of carbon nano-tubes is usually tar-
geted at recycling them without alteration or cost-
related issues. Environmentally-benign ways of
recycling polymer-based composites with nano-
tubes are investigated in [16,17]
Micro-factories
Likewise, it may be assumed that environmental
impact can be reduced by reducing the size of the
factory. However, few studies have as yet been
established to assess the actual environmental
impact of micro- factories and thus sustain this
assumption. Presupposing that the aim is to
develop environmentally-sustainable manufac-
turing methods, the need to examine the environ-
mental aspects of micro-factories is therefore
evident, as is the application of LCA as a tool.
The concept of the micro-factory is to create
small-sized production centers for small-sized
products in a ‘diverse-types-and-small-quantity
production’. It is based on the idea that the
manufacturing and manipulation processes are
often much bulkier than the parts that they pro-
duce and this is even more true for micro-compo-
nents. The manufacturing of micro-components is
very demanding. Indeed, it often requires a special
working environment not only for the handling
and assembly of the parts, but also for their pro-
duction. The maintenance of this working envi-
ronment (white- or clean-rooms with controlled
atmosphere and pressure for instance) is very
expensive, both in economic terms and in respect
of environmental impact.
One of the benefits of the micro-factory
approach is, of course, that the footprint is smal-
ler, hence inducing a lower cost in land occupa-
tion and, more importantly, atmo sphere control,
if need be. It is also assumed that there is a sub-
stantially lesser use of energy.
The example of the DTU (Technical Univers ity
of Denmark) micro-factory [18] can be used.
This system is targeting at hearing-aid and medi-
cal devices needing micro-components both in
polymer and in metal. The manufactur ing pro-
cesses chain can be seen in Fig. 25-5. It includes:
micro-injection molding, metal micro-forming,
die making, handling operations, and assembly
operations.
Unfortunately, there are often some difficul-
ties in data gathering, some of which to a certain
degree can be overcome by collecting data
continuously: using power meters, registering
the use of chemicals and raw materials, and
FIGURE 25-4 Relative size of micro-injection-molding components.
400 CHAPTER 25 Sustainability of Micro-Manufacturing Technologies