Qin Y. Micromanufacturing Engineering and Technology
Подождите немного. Документ загружается.

mechanisms, the forces applied to the motor,
and the forces generated by the motor. Using
these parameters, a second-order (massspring
damper) system is used to model the behavior of
the model.
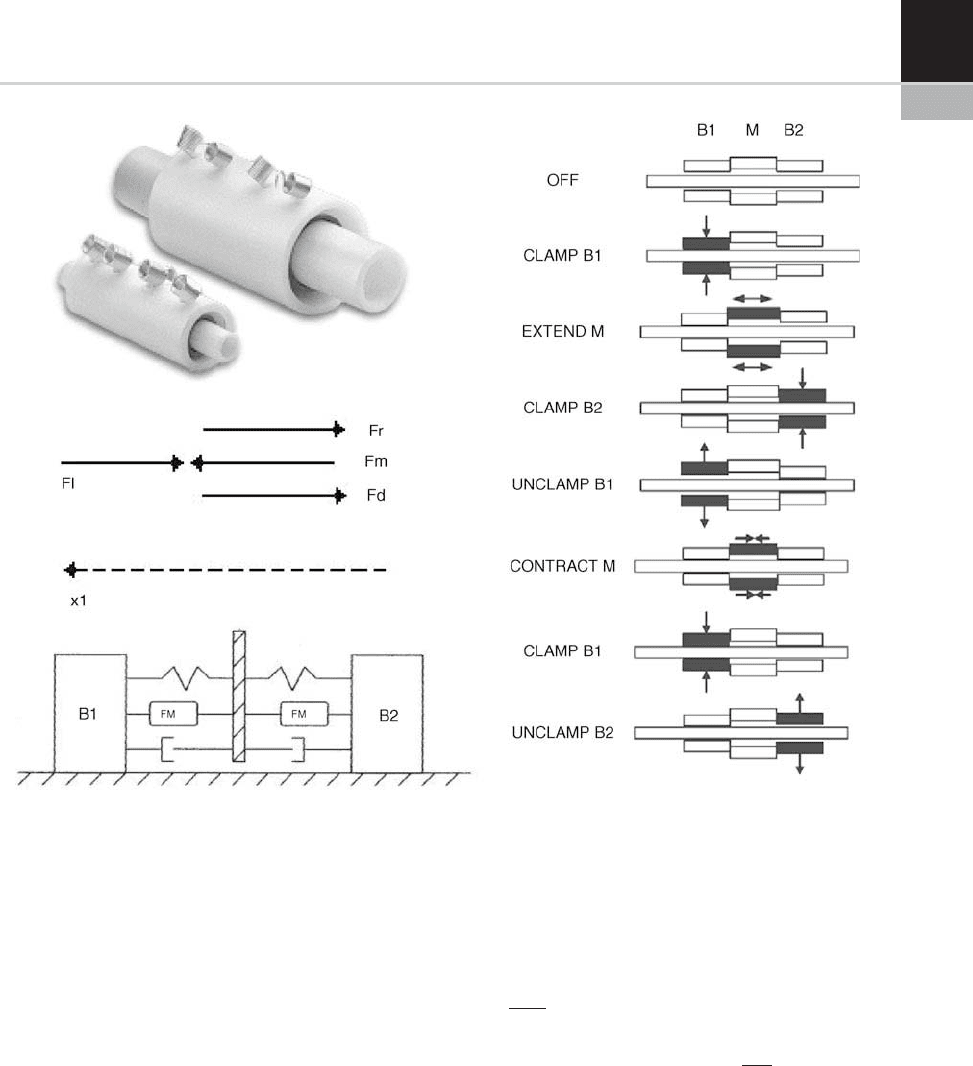
Figure 22-22 also shows a diagram of the cho-
sen model, supposing that the central point of the
extender is fixed in space. The symbols are:
x1: displacement of brake 1
Fr: stiffness force of the extendi ng actuator
Fm: force generated by the extending actuator
Fd: damping force of the extending actuator
Fl: force of the applied load
V: voltage supply
By summing the forces shown in the diagram,
the equations of motion are derived according to
Newton’s second law:
M
d
2
x1
dt
2
¼ Fm Fr Fd Fl
¼ Kv*V Kr*x1 Kd*
dx1
dt
Fl
ð6Þ
The parameters in this equation are:
M: mass of brake
Kv: voltage constant of the piezoelectric effect
Kr: stiffness coefficient
Kd: damping coefficient
FIGURE 22-22 Modeling of an inchworm piezo-motor and cycle.
CHAPTER 22 Testing and Diagnosis for Micro-Manufacturing Systems 361
Assuming
dx1
dt
¼ v1 and writing Eqn (6) in a
state-space form, provides:
dx1
dt
dv1
dt
2
6
6
4
3
7
7
5
¼
01
Kr
M
Kd
M
2
4
3
5
x1
v1
þ
00
Kv
M
1
M
"#
V
Fl
ð7Þ
which represents the first of Eqns (5).
The second equation depends on the outputs
chosen to observe the system. In order to estimate,
for example, position, velocity, load force, the
stiffness and the voltage constant parameter, all
that is needed is the voltage supply V, an input to
the system, and the measurement of mover posi-
tion x1, an observation represented by the follow-
ing equation:
yx½¼10½
x1
v1
ð8Þ
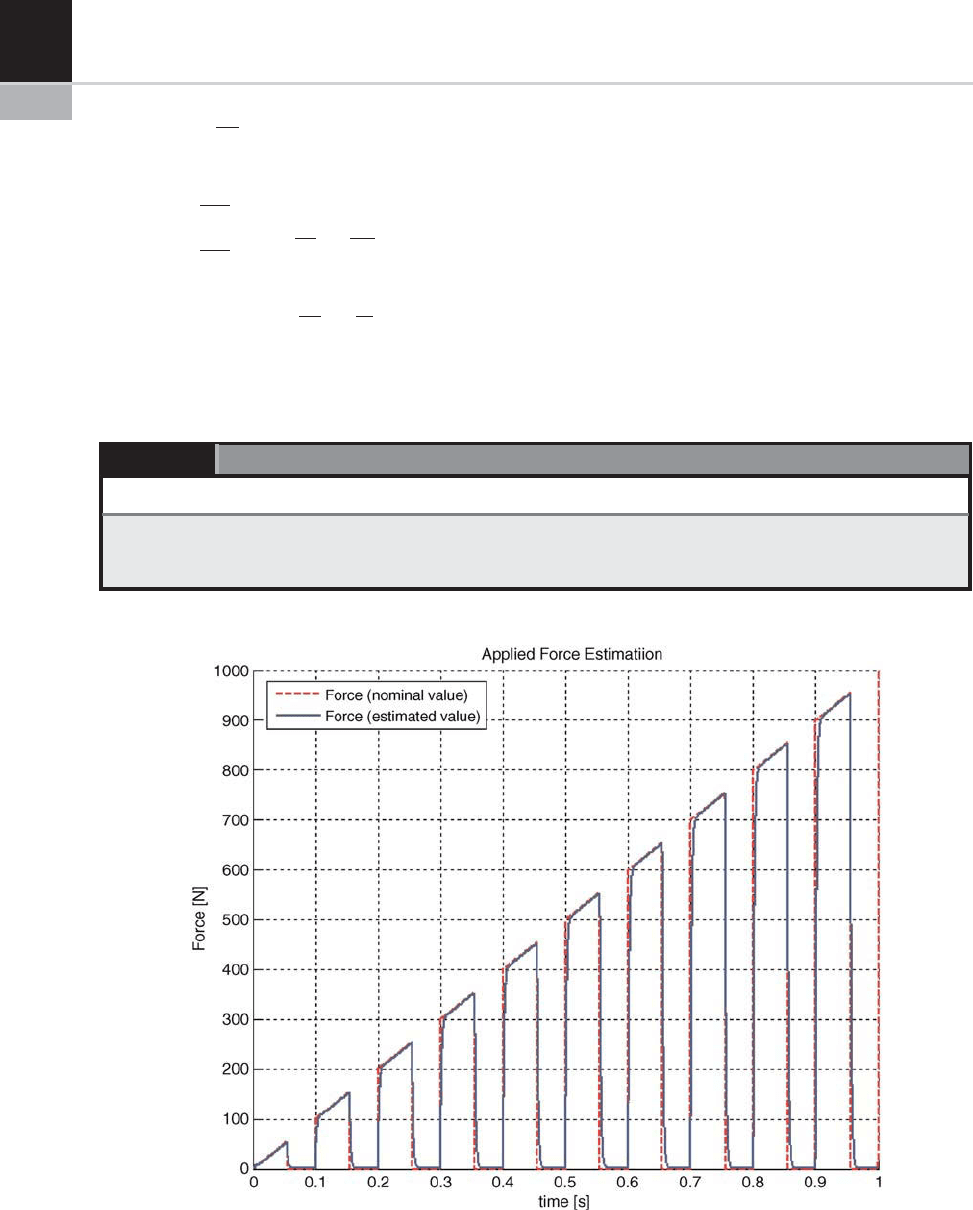
FIGURE 22-23 Force of a load applied to the inchworm.
TABLE 22-5
Number of Measurements (=2) vs Number of Estimated Features (=5)
Estimated State Variables Estimated Parameters Measurement (sensors)
Position
Velocity
Drag force
x (m)
dx/dt (m/s)
Fl(N)
Stiffness
Piezo voltage
coeff.
K
R
(N/m)
Kv (N/V)
Voltage
Transducer
Linear encoder
V
Xl
362
CHAPTER 22 Testing and Diagnosis for Micro-Manufacturing Systems
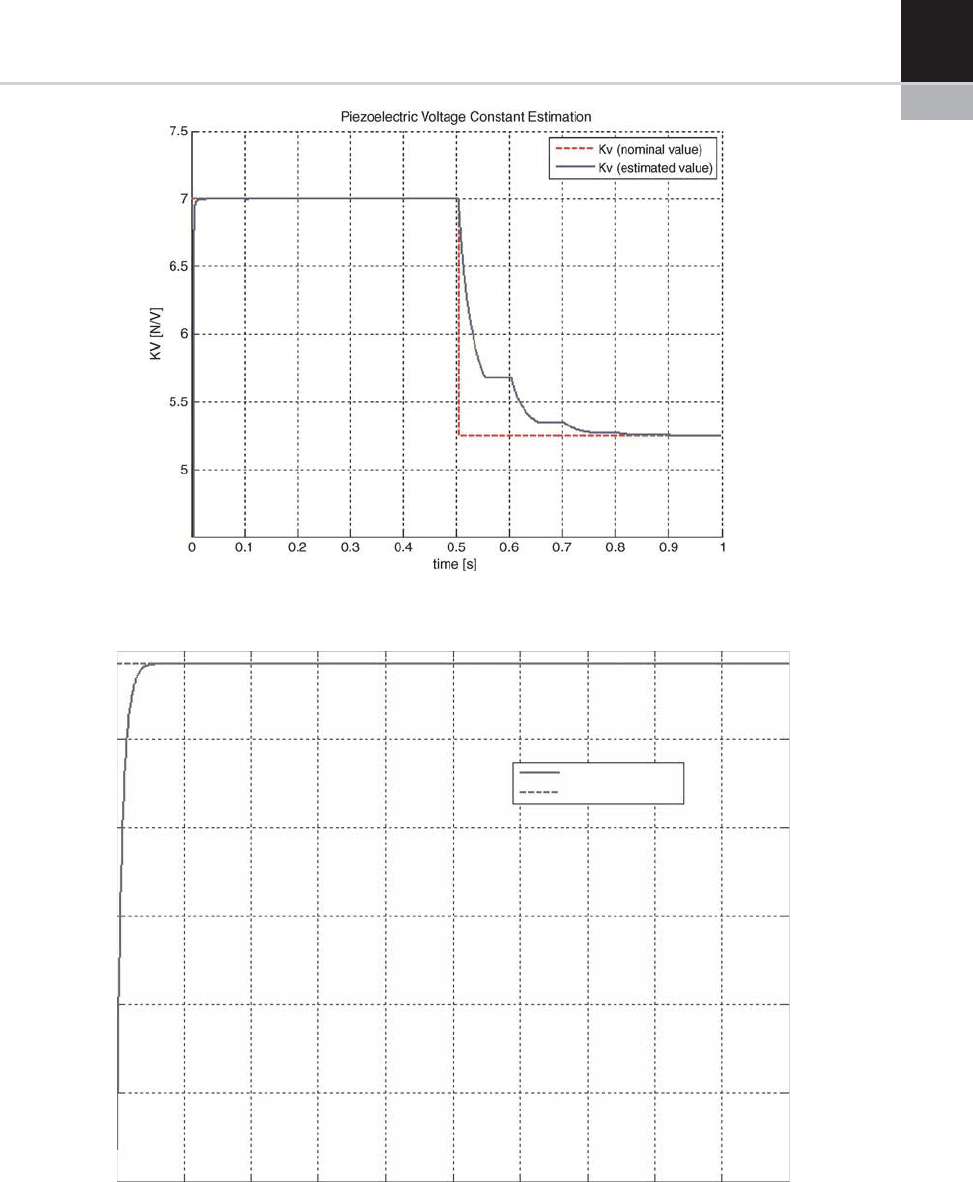
FIGURE 22-24 Piezoelectric parameter variation.
time [s]
Kr [N/m]
x 10
8
Extended Mechanism’s Stiffness Estimation
Kr (estimated value)
Kr (nominal value)
0.8 0.2 0.4 0.6 0.8010
12
10
8
6
4
2
0
0.2 0.4 0.6
FIGURE 22-25 Stiffness estimation.
CHAPTER 22 Testing and Diagnosis for Micro-Manufacturing Systems 363
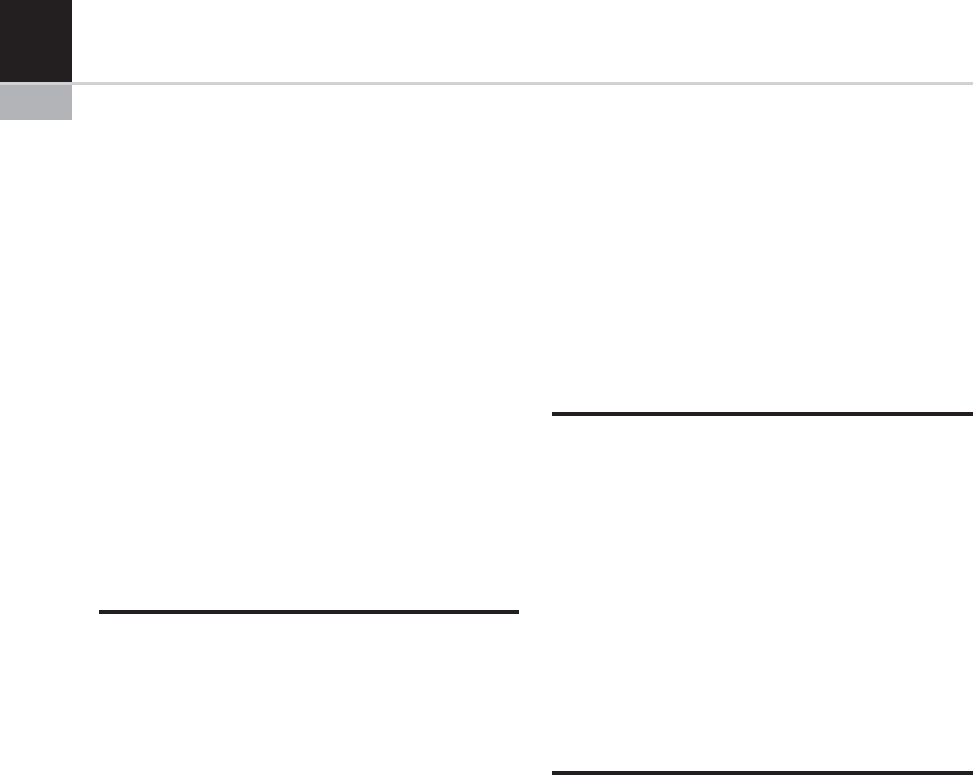
Figure 22-23 shows the applied load force
(dashed line) and its estimate (solid line). The
signal is modulated by the control signal on the
piezo-element. Figure 22-24 shows the estimation
of the piezoelectric coefficient (solid line) and its
true value (dashed line). The variation corre-
sponds to a fault which changes the coefficient
from 7 N/V to 5.25 N/V. As shown in the figure,
the convergence time to the second value is 0.3 s
because the mover is controlled by an ON/OFF
signal and the estimated curve tends to reach the
right value only when the control is ON. This
means that the system needs to be in an excited
state in order to enable possible fault detection.
Figure 22-25 shows the estimatio n of the stiff-
ness coefficient. The very low convergence time
(below 0.1 s) shows the high dynamic capa bility
of the Kalman estimator.
CONCLUSIONS
Testing for micro-manufacturing processes is
characterized by requirements on:
*
precision;
*
non-invasiveness;
*
being contactless;
*
minimization of the number of sensors;
*
low complexity.
Non-contact measurement techniques based
on laser sensors and precise movement systems
represent the best choice in order to achieve a
complete testing syst em based on direct measure-
ment. When a great number of signals have to be
acquired in order to improve the monitoring of
the normal working conditions of devices or com-
plex machines, model-based testing can be used to
reduce the number of direct measurements (with-
out a reduction of the number of interested sig-
nals).
Model-based testing and diagnosis for micro-
manufacturing may exploit advantages from the
application of estimations techniques in order to
extract features from modeled systems. The
reduction of the number of sensors is possible by
increasing the information flow from the tested
system. This information could be well repre-
sented by a proper system model. Estimation tech-
niques, such as the Kalman filters, can aid the
extraction of variables and parameters which can-
not be measured in a direct way, allowing a num-
ber of available features greater than the number
of signals measu red.
The application of model-based testing and
diagnostic procedures to the micro-/meso-devices
world represents a very efficient and powerful
way to increase qua lity and reliability, while at
the same time reducing system complexity.
ACKNOWLEDGMENTS
Special thanks to Professor Biagio Turchiano, Full
Professor of Automatic Control and Head of
Department, Dipartimento di Elettrotecnica ed
Elettronica, Politecnico di Bari, Italy, and to Pro-
fessor Mauro Onori, Associate Professor, Evolv-
able Production Systems Group, KTH, Stockholm,
Sweden. Thanks also to colleague Eng. Orlando
Petrone, Mechatronic Group leader of MASMEC
Research and Development Department. Many
issues included in this work are related to results
achieved by MASMEC Srl, Bari, Italy, for the
European Research Project MASMICRO.
REFERENCES
[1] J.S. Oakland, Statistical Process Control, Butter-
worth-Heinemann (1996).
[2] R. Isermann, Model-Based Fault Detection and Diag-
nosis – Status and Applications, IFAC (2004).
[3] Chen, C.H., Pau, L.F., Wang, P.S.P., (eds.), The
Handbook of Pattern Recognition and Computer
Vision (2nd Ed.), World Scientific Publishing Co
(1998) 207–248.
[4] D. Sarid, Scanning Force Microscopy, Oxford Series
in Optical and Imaging Sciences, Oxford University
Press, New York (1991).
[5] V. Venkatasubramanian, R. Rengaswamy, K. Yin,
S.N. Kavuri, A review of process fault detection and
diagnosis, Part I: Quantitative model-based methods,
Computers and Chemical Engineering 27 (2003)
293–311.
[6] L. Ljung, System Identification, Theory for the User,
(2nd ed)., Thomas, Kailath, (Ed.) Prentice Hall PTR
(1999).
[7] G. Bishop, G. Welch, An introduction to the Kalman
Filter, Technical report, Department of Computer
Science, University of North Carolina at Chapel Hill,
Chapel Hill, NC 27599-3175 (May 2003).
364 CHAPTER 22 Testing and Diagnosis for Micro-Manufacturing Systems

[8] Haykin, S., (ed.), Kalman Filtering and Neural Net-
works John Wiley & Sons, Inc (2001).
[9] P. Dewallef and O. L
eonard, On-line measurement
validation and performance monitoring using robust
Kalman filtering techniques, Turbomachinery Group
– University of Li
ege, Belgium.
[10] LaViola Jr., A comparison of unscented and
extended Kalman filtering for estimating quater-
nion motion, Joseph J. Brown University Technol-
ogy Center for Advanced Scientific Computing and
Visualization, PO Box 1910, Providence, RI,
02912, U SA.
[11] N. Hagood, W. Chung, A. von Flotow, Modelling of
piezoelectric actuator dynamics for active structural
control, J. Intell. Mat., Syst., and Struct 1 (July 1990)
327–354.
CHAPTER 22 Testing and Diagnosis for Micro-Manufacturing Systems 365
23
Micro-Mechanics Modeling
for Micro-Forming Processes
W. Zhuang, J. Cao, S. Wang an d Jianguo Lin
INTRODUCTION
In recent decades, the development towards min-
iaturization of products and devices in industries
such as electr onics, optics, communications, etc.
has increased the demand for metallic parts man-
ufactured at micro-scale. Such parts encompass a
wide variety of geometries, materials, functional-
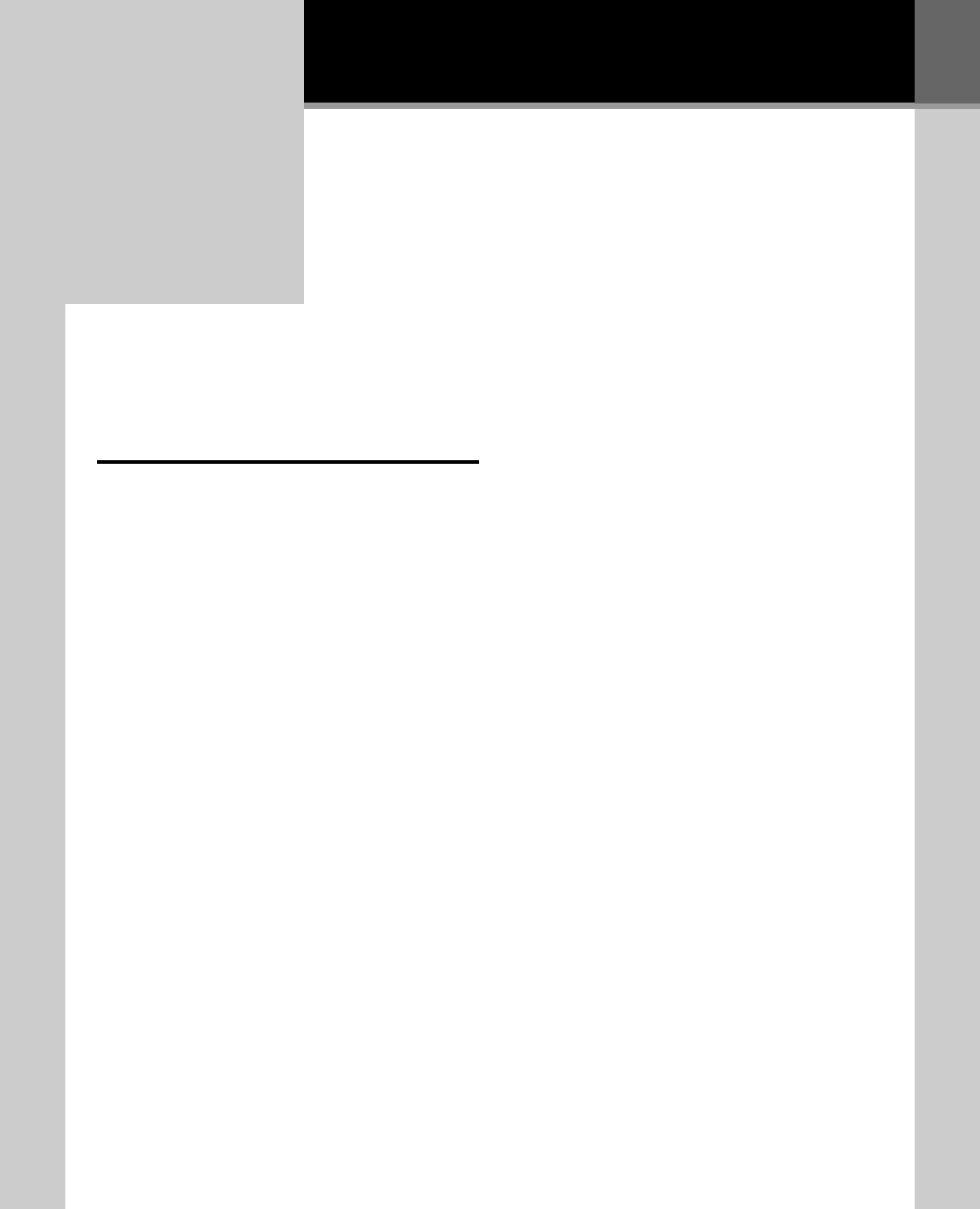
ities and production processes. Examples of
micro-parts include screws, fasteners, connector
pins, springs, micro-gears and micro-shafts. These
are manufactured by employing a variety of manu-
facturing processes such as machining, folding,
bending, stamping, drawing, molding, lithogra-
phy and forward/backward extrusion [1]. Some
examples of extruded micro-parts are shown in
Fig. 23-1 [2]. Forming is a particularly app ropri-
ate manufacturing technique for these parts, as
often they have a complicated shape and machin-
ing would be time consuming and produce low
yield. Process modeling plays an ever-increasing
role in these areas, for product design and for
reducing lead time and manufacturing costs.
To enable process design t o be undertaken on
a scientific basis, knowledge of the underlying
theory of micro-mechanics is essential. Plastic
deformation can be observed at various length
scales, which can be from the atomic scale where
the atomic arrangement and individual defect
properties of a material are of crucial impor-
tance, up to the macroscopic scale where the
actual mate rial micro-st ructure is not resolve d
and plasticity is described on phenomenological
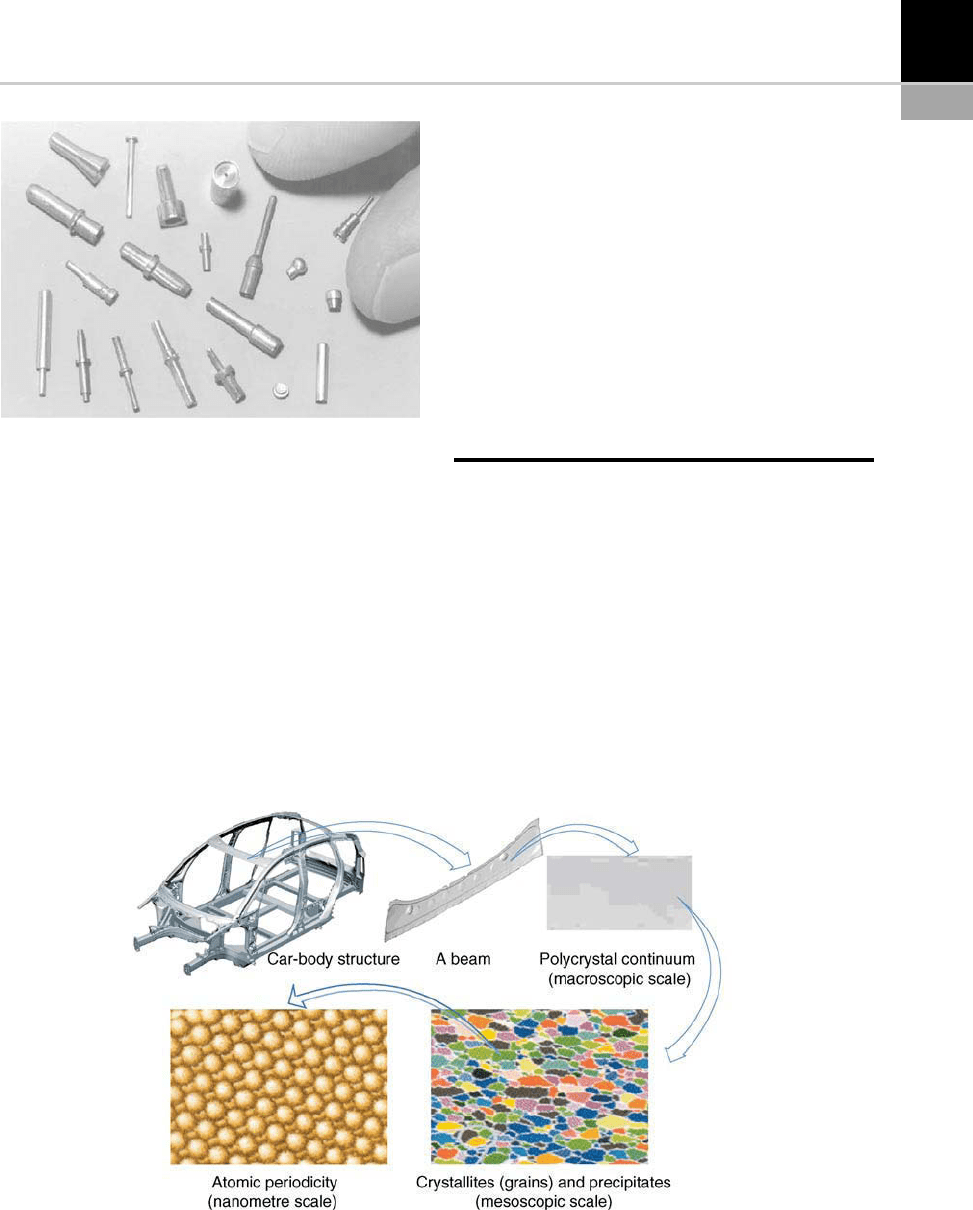
grounds. A schematic diagram of the length
scales at which plasticity may be addressed –
the nanometer sc ale (ato mistic), the mesoscopic
scale (tens of microns) and the macroscopic
scale – is given in Fig. 23-2.
In conventional metal-forming processes the
size of the workpiece is usually large compared
with the grain size of the metal from which it is
constituted. Standard continuum-plasticity mod-
els are local in the sense that the stress at a mate-
rial point is assumed to be a function of a strain at
that point only. Local theories do not make refer-
ence to the characteristic length scale for disloca-
tions and, therefore, are not able to resolve
dislocation structures. As a consequence, such
models also exhibit no size dependence. The crys-
tals and their inherent directions of preferred slip
(slip-plane) are usually oriented randomly. Thus,
although a workpiece may be deformed by an
external force (or stress) in a clearly defined direc-
tion, internally the crystal deformations are multi-
directional. It is the resolution of the multi-direc-
tions along a common axis that gives rise to the
macro-deformation, resulting in the change in
shape of the workpiece. Because of the large num-
ber of crystals and the randomness of crystal ori-
entation, at the macro-scale a material appears
homogeneous and different samples of the same
material in the same thermo-mechanically treated
condition exhibit the same properties.
CHAPTER
366
At the micro-level, the grain size can be similar
to that of the part being formed. Thus a cross-
section of a workpiece may contain a single-digit
number of grains, compared with the tens or hun-
dreds at the macro-level. Thus the metal is not
homogeneous and the deformation characteristics
are likely to be different, as the resolved crystal
deformation exhibited as the workpiece shape will
be the result of slip on relatively few slip-planes
and a common outcome between different work-
pieces is unlikely. Due to this influence of the
micro-structure on the forming process, the work-
piece for a micro-part can no longer be regarded
as a homogeneous continuum for process-simula-
tion purposes. Thus in the process simulation of
forming micro-parts, it is important to choose
appropriate FE simulation theories, so that the
length scale of material deformation can be con-
sidered. In most of the cases in the forming of
micro-parts, continuum-mechanics theories break
down and crystal plasticity finite-element (CPFE)
methods have to be used. Thus, in this chapter,
numerical procedures for CPFE are introduced.
MICRO-MATERIAL MODELS
Physical Basis for Single-crystal
Deformation
Crystal plasticity is a physically based plasticity
theory that represents the deformation of a metal
at the micro-scale. The flow of dislocations in a
metallic crystal along slip systems is represented
in a continuum framework. Plastic strain is
assumed to be due solely to crystallographic dis-
location slip. Slip is the dominant mechanism for
deformation, which occurs due to dislocat ion
motion. A crystalline material is constructed of a
FIGURE 23-2 Plasticity in metals at various length scales.
FIGURE 23-1 Examples of micro-pins (Shinko, NME) [2].
CHAPTER 23 Micro-Mechanics Modeling for Micro-Forming Processes 367
periodic packing of atoms. A crystal structure
refers to a group of atoms that is situated in
repeating or periodic arrays or a unit cell. For
metals, there are three simple crystal structures,
namely FCC (face-centered cubic), BCC (body-
centered cubic) and HCP (hexagonal close-
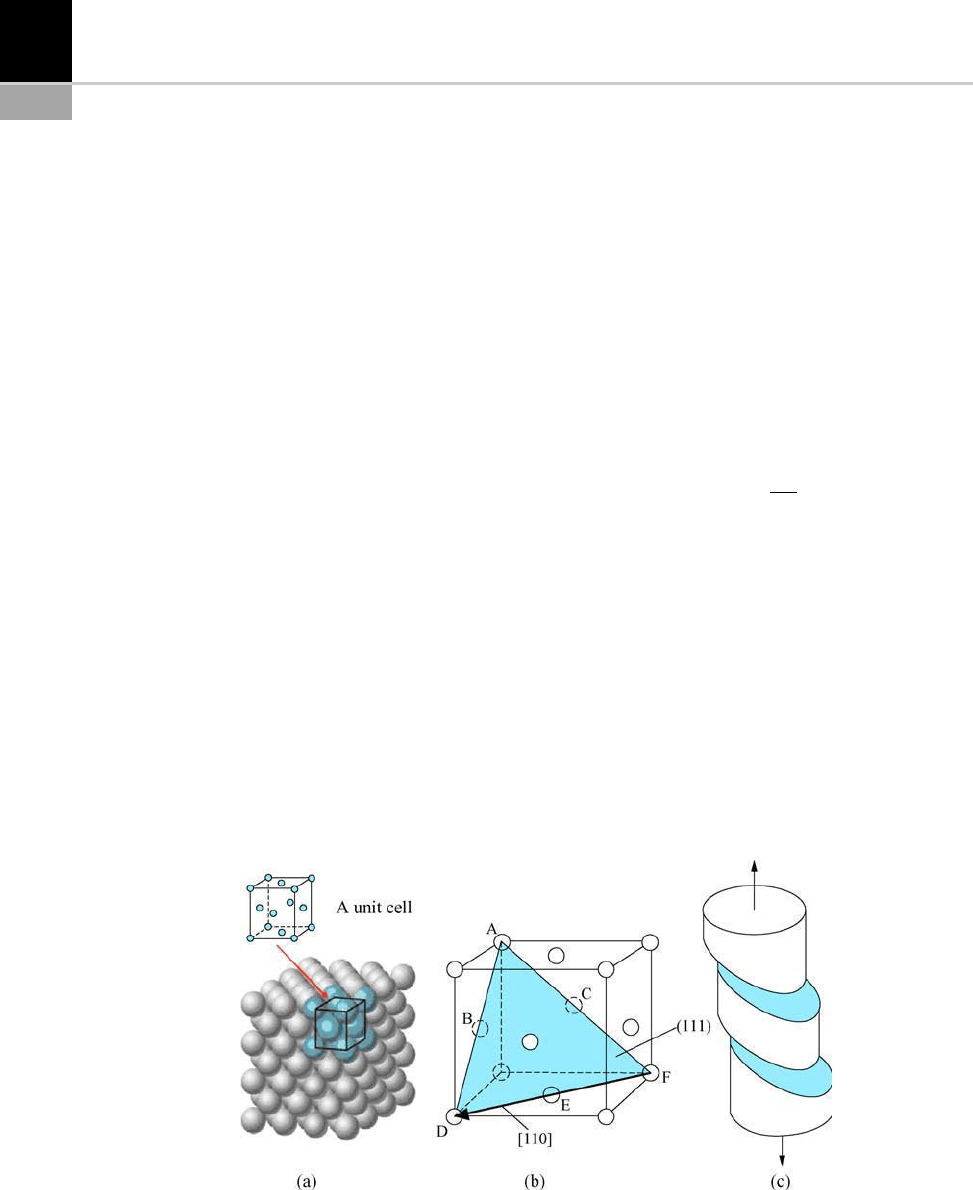
packed) structures. Figure 23-3(a) shows the pure
crystal structures for FCC metals.
Observation of single crystals shows that slip
tends to take place most readily in specific direc-
tions (i.e. slip-directions) on certain crystallo-
graphic planes (i.e. slip-planes). A slip-plane
refers to the plane of greatest atomic density and
the slip-direction is the closest packed direction
within the slip-plane. A combination of preferred
slip-planes and slip-directions is called a slip-sys-
tem. For FCC crystals, the most densely packed
planes are the diagonal planes of the unit cell, see
Fig. 23-3(b). The full family of slip systems in an
FCC crystal may be written as < 1
10 > f111g.
There are 12 such systems in an FCC crystal (four
planes each with three directions).
Considered a single crystal of zinc, this is a few
millimeters in width and has been loaded beyond
its yield in tension. The planes that can be seen
are those on which slip has occurred resulting
from many hundreds of dislocations running
through the crystal and emerging at the edge. Each
dislocation contributes just one Burger’svector
of relative displacement, but with many such
dislocations, the displacements become large
(Fig. 23.3(c)).
Crystal Kinematics
The general kinematics of the elastic–plastic defor-
mation of a crystal at finite strains were given by
Taylor (1938) [3],Hill(1966)[4],Rice(1971)[5],
Hill and Rice (1972) [6], Asaro and Rice (1977)
[7] and Asaro (1983) [8]. The total deformation
gradient of finite strain from the reference frame
to the current frame, F
ij
, is defined by:
F
ij
¼
Lx
i
LX
j
ð1Þ
where X
j
and x
i
denote the reference- and current-
particle positions, respectively. Here, tensor con-
ventions for subscripts are adopted. All indices i, j,
k and l are running from 1 to 3 throughout this
chapter.
In crystal plasticity theory, a crystalline mate-
rial is embedded on its lattice, which undergoes
elastic deformation and rotation. The inelastic
deformation of a single crystal is assumed here
to arise solely from crystalline slip. The material
FIGURE 23-3 (a) FCC-structures in a crystalline material; (b) a particular slip-system ð111Þ½1
10 in an FCC lattice;
and (c) a schematic diagram representing single-slip.
368 CHAPTER 23 Micro-Mechanics Modeling for Micro-Forming Processes
flows through the crystal lattice via dislocation
motion. The total deformation gradient F
ij
is
given by:
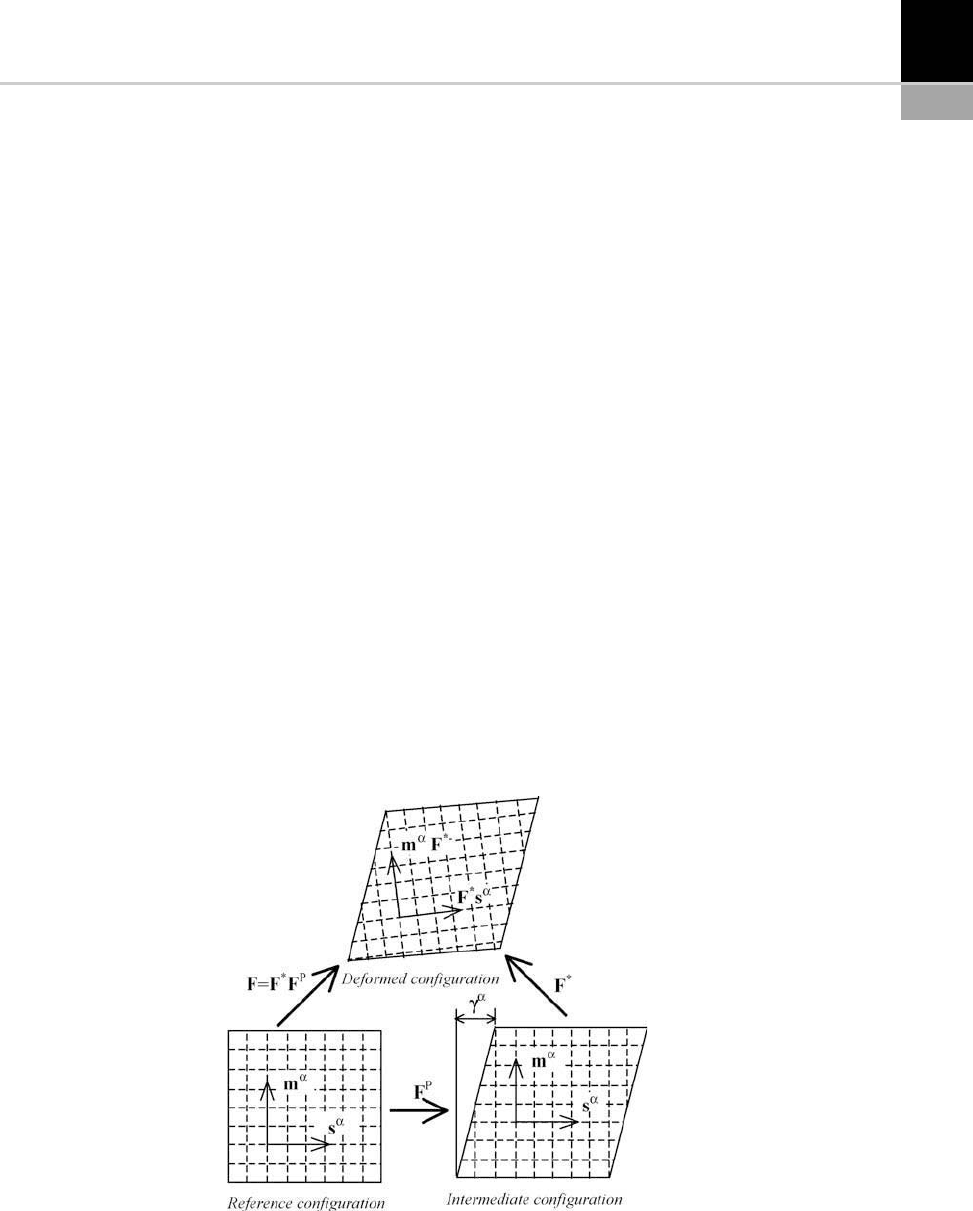
F
ij
¼ F
*
ik
F
P
kj
ð2Þ
where F
P
kj
denotes plastic shear of the material to
an intermediate reference configuration in which
the lattice orientation and spacin g are the same as
in the original reference configuration, and where
F
*
ik
denotes stretching and rotation of the lattice.
These are shown in Fig. 23-4. The rate of change
of F
P
ij
is related to the slipping rate
_
g
a
of the ath
slip system by:
_
F
P
ik
F
P
1
kj
¼
X
a
_
g
a
s
a
i
m
a
j
ð3Þ
where the sum ranges over all activated slip
systems and unit vectors s
a
i
and m
a
j
are the slip-
direction and the normal to the slip-plane in
the reference configuration, respectively. The
number of slip-systems and their orientations
depend on the crystal lat tice, e.g. an FCC crystal
contains four slip-planes and each slip-plane
has three slip-directions, which results in a =1,
2, ..., 12.
It is convenient to define the vector s
*a
i
, lying
along the slip-direction of the system a in the
deformed configuration, by:
s
*a
i
¼ F
*
ik
s
a
k
ð4Þ
A normal to the slip-plane which is the recip-
rocal base vector to all such vectors in the slip-
plane is:
m
*a
i
¼ m
a
k
F
*1
ki
ð5Þ
The velocity gradi ent in the current state is:
L
ij
¼
_
F
ik
F
1
kj
¼ D
ij
þ W
ij
ð6Þ
where the symmetric rate of stretching D
ij
and the
anti-symmetric spin tensor W
ij
may be decom-
posed into lattice parts (superscript *) and plastic
parts (superscript
p
) as follows:
D
ij
¼ D
*
ij
þ D
P
ij
; W
ij
¼ W
*
ij
þ W
P
ij
ð7Þ
FIGURE 23-4 Schematic diagram of single crystal kinematics.
CHAPTER 23 Micro-Mechanics Modeling for Micro-Forming Processes 369
Satisfying:
D
*
ij
þ W
*
ij
¼
_
F
*
ik
F
*1
kj
; D
P
ij
þ W
P
ij
¼
X
a
_
g
a
s
a
i
m
a
j
ð8Þ
Finally, it is noted that the plastic parts of the
rate of stretching and the rate of spin are given by
the symmetric and skew part of Eqn (8).Ifitis
defined that:
P
a
ij
¼
1
2
s
*a
i
m
*a
j
þ s
*a
j
m
*a
i
; W
a
ij
¼
1
2
s
*a
i
m
*a
j
s
*a
j
m
*a
i
ð:9Þ
then:
D
P
ij
¼
X
a
P
a
ij
_
g
a
; W
P
ij
¼
X
a
W
a
ij
_
g
a
; ð:10Þ
It is worth noting that the plastic pa rt of the rate
of stretching, D
P
ij
,isthatpartoftherateof
stretchi ng arising from slip in the current lattice
direction s
*a
i
, in a plane where the current normal
is m
*a
i
, while the plastic part of the rate of spin,
W
P
ij
, is that part of the rate of plastic spin resulting
from the summation of rotation on each slip-
system.
Crystal Plasticity Constitutive
Equations
The main feature of the crystal plasticity consti-
tutive theory will be briefly introduced here. For
each grain, linear elasticity constitutive relations
are given by the generalized Hooke’s law:
t
r*
ij
¼ L
ijkl
D
*
kl
ð11Þ
where L
ijkl
the fourth-order stiffness tensor and
D
*
ij
the second-order symmetric rate of stretching
of the lattice. t
r*
ij
represent the Jaumann rates of
Kirchhoff stress formed on axes that spin with the
lattice:
t
r*
ij
¼ _t
ij
W
*
ik
t
kj
þ t
ik
W
*
kj
ð12Þ
where _t
ij
is the material rate of Kirchhoff stress.
The Kirchhoff stress t
ij
is defined as (r
0
/r)s
ij
,
where s
ij
is the Cauchy stress and r
0
and r are
the material density in the reference and current
states. On the other hand, t
r
ij
is the Jaumann rate
of Kirchhoff stress formed on axes that rotate
with the material:
t
r
ij
¼ _t
ij
W
ik
t
kj
þ t
ik
W
kj
ð13Þ
The difference between these two rates is:
t
r*
ij
t
r
ij
¼
X
a
W
a
ik
t
kj
t
ik
W
a
kj
_
g
a
ð14Þ
When Eqns (9–11) and Eqn (14) are combined,
the resulting constitutive law becomes:
t
r
ij
¼ L
ijkl
D
kl
X
a
L
ijkl
P
a
kl
þ W
a
ik
t
kj
t
ik
W
a
kj
_
g
a
ð15Þ
In crystal plasticity, plastic deformation is
assumed to be caused solely by crystalline slip and
crystallinesliptobedrivenbySchmidstress(or
resolved shear stress), t
a
[3], which is defined by:
t
a
¼ m
*a
i
t
ij
s
*a
j
ð16Þ
where m
*a
i
and s
*a
j
are slip-plane normals and
directions for the a th slip-system, respectively.
The rate changes of this Schmid stress is given by
[9]:
_t
a
¼ m
*a
i
t
r*
ij
D
*
ik
t
kj
þ t
ik
D
*
kj
s
*a
j
ð17Þ
The slipping strain rate
_
g
a
is assumed to be
governed by the resolved shear-stress t
a
given by
a constitutive equation shown below:
_
g
a
¼
_
a
t
a
g
a
t
a
g
a
n1
ð18Þ
where
_
a is the reference strain rate, n is the stress-
sensitivity parameter and g
a
is the current strain-
hardened state of the crystal. In the limit as n
approaches infinity, this power law approaches
that of a rate-independent mat erial. The current
hardened state g
a
is defined by:
_
g
a
¼
X
b
h
ab
_
g
b
; b ¼ 1; 2; :::::; 12 for FCC crystals ð19Þ
370 CHAPTER 23 Micro-Mechanics Modeling for Micro-Forming Processes