Полянский Н.Н. Основы полиграфического производства
Подождите немного. Документ загружается.

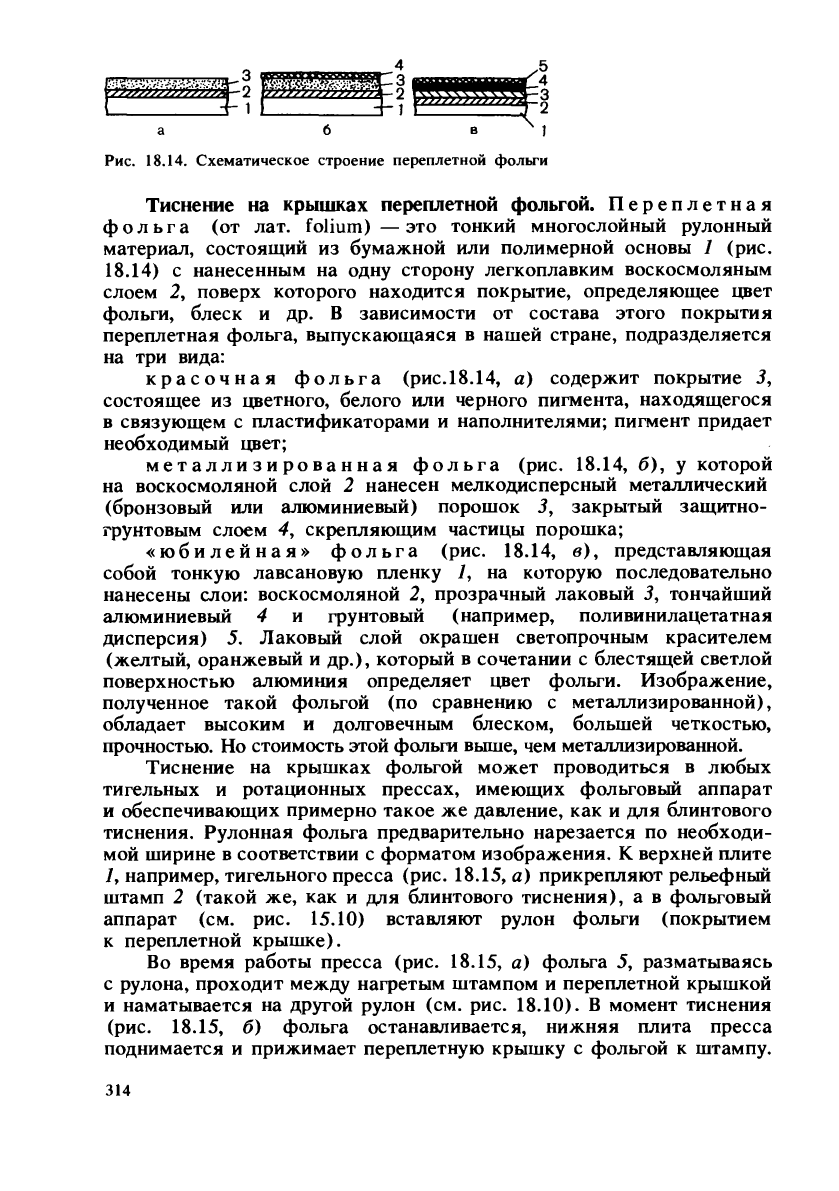
Рис.
18.14.
Схематическое строение переплетной фольги
Тиснение
на
крышках переплетной фольгой. Переплетная
фольга
(от лат.
folium)
—это тонкий многослойный рулонный
материал, состоящий
из
бумажной
или
полимерной основы
7 (рис.
18.14) с
нанесенным
на
одну сторону легкоплавким воскосмоляным
слоем
2,
поверх которого находится покрытие, определяющее цвет
фольги, блеск
и др. В
зависимости
от
состава этого покрытия
переплетная фольга, выпускающаяся
в
нашей стране, подразделяется
на
три
вида:
красочная фольга (рис.18.14,
а)
содержит покрытие
J,
состоящее
из
цветного, белого
или
черного пигмента, находящегося
в связующем
с
пластификаторами
и
наполнителями; пигмент придает
необходимый цвет;
металлизированная фольга
(рис. 18.14, б), у
которой
на воскосмоляной слой
2
нанесен мелкодисперсный металлический
(бронзовый
или
алюминиевый) порошок
J,
закрытый защитно-
грунтовым слоем
4
У
скрепляющим частицы порошка;
«юбилейная» фольга
(рис. 18.14, в),
представляющая
собой тонкую лавсановую пленку
7, на
которую последовательно
нанесены слои: воскосмоляной
2,
прозрачный лаковый
J,
тончайший
алюминиевый
4 и
грунтовый (например, поливинилацетатная
дисперсия)
5.
Лаковый слой окрашен светопрочным красителем
(желтый, оранжевый
и др.),
который
в
сочетании
с
блестящей светлой
поверхностью алюминия определяет цвет фольги. Изображение,
полученное такой фольгой
(по
сравнению
с
металлизированной),
обладает высоким
и
долговечным блеском, большей четкостью,
прочностью.
Но
стоимость этой фольги выше,
чем
металлизированной.
Тиснение
на
крышках фольгой может проводиться
в
любых
тигельных
и
ротационных прессах, имеющих фольговый аппарат
и обеспечивающих примерно такое
же
давление,
как и для
блинтового
тиснения. Рулонная фольга предварительно нарезается
по
необходи-
мой ширине
в
соответствии
с
форматом изображения.
К
верхней плите
7,
например, тигельного пресса
(рис. 18.15, а)
прикрепляют рельефный
штамп
2
(такой
же, как и для
блинтового тиснения),
а в
фольговый
аппарат
(см. рис. 15.10)
вставляют рулон фольги (покрытием
к переплетной крышке).
Во время работы пресса
(рис. 18.15, а)
фольга
5,
разматываясь
с рулона, проходит между нагретым штампом
и
переплетной крышкой
и наматывается
на
другой рулон
(см. рис. 18.10). В
момент тиснения
(рис.
18.15, б)
фольга останавливается, нижняя плита пресса
поднимается
и
прижимает переплетную крышку
с
фольгой
к
штампу.
314
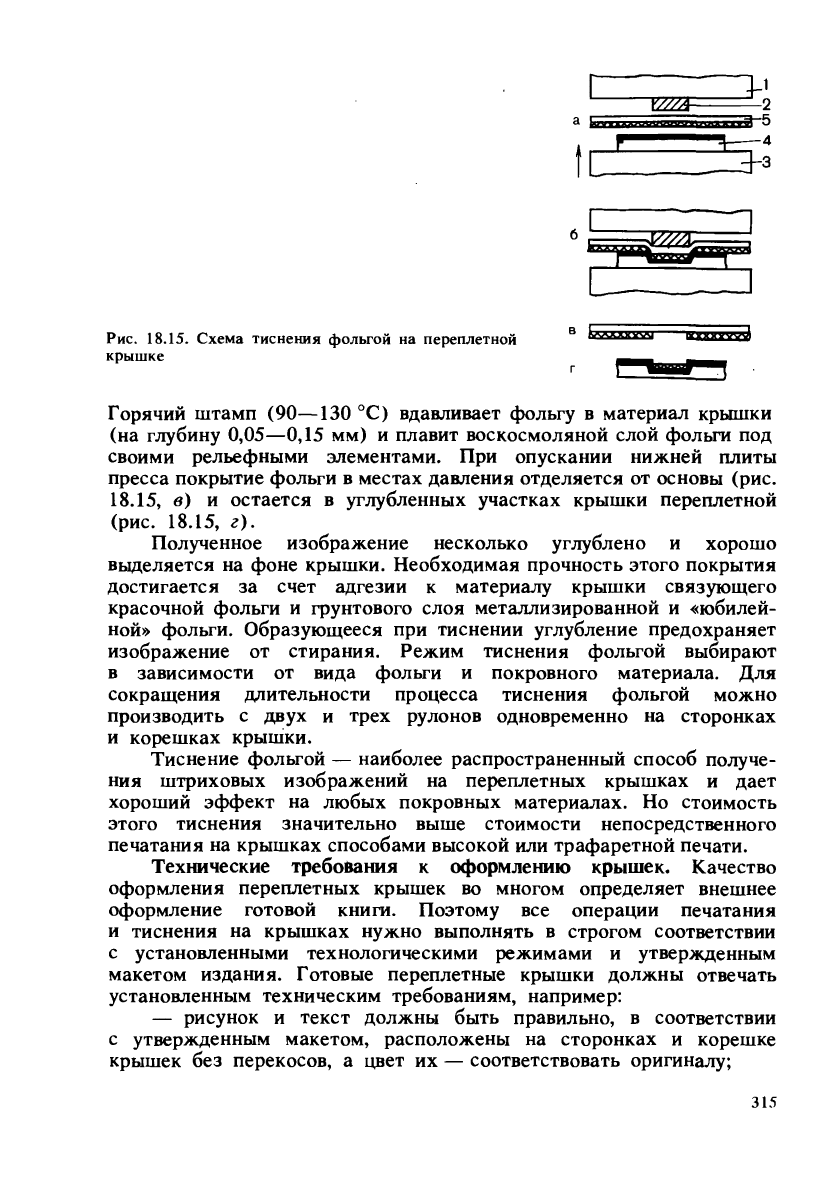
Рис.
18.15.
Схема тиснения фольгой
на
переплетной
крышке
3-5
4
Горячий штамп
(90—130 °С)
вдавливает фольгу
в
материал крышки
(на глубину
0,05—0,15 мм) и
плавит воскосмоляной слой фольги
под
своими рельефными элементами.
При
опускании нижней плиты
пресса покрытие фольги
в
местах давления отделяется
от
основы
(рис.
18.15, в) и
остается
в
углубленных участках крышки переплетной
(рис.
18.15, г).
Полученное изображение несколько углублено
и
хорошо
выделяется
на
фоне крышки. Необходимая прочность этого покрытия
достигается
за
счет адгезии
к
материалу крышки связующего
красочной фольги
и
грунтового слоя металлизированной
и
«юбилей-
ной» фольги. Образующееся
при
тиснении углубление предохраняет
изображение
от
стирания. Режим тиснения фольгой выбирают
в зависимости
от
вида фольги
и
покровного материала.
Для
сокращения длительности процесса тиснения фольгой можно
производить
с
двух
и
трех рулонов одновременно
на
сторонках
и корешках крышки.
Тиснение фольгой
—
наиболее распространенный способ получе-
ния штриховых изображений
на
переплетных крышках
и
дает
хороший эффект
на
любых покровных материалах.
Но
стоимость
этого тиснения значительно выше стоимости непосредственного
печатания
на
крышках способами высокой
или
трафаретной печати.
Технические требования
к
оформлению крышек. Качество
оформления переплетных крышек
во
многом определяет внешнее
оформление готовой книги. Поэтому
все
операции печатания
и тиснения
на
крышках нужно выполнять
в
строгом соответствии
с установленными технологическими режимами
и
утвержденным
макетом издания. Готовые переплетные крышки должны отвечать
установленным техническим требованиям, например:
— рисунок
и
текст должны быть правильно,
в
соответствии
с утвержденным макетом, расположены
на
сторонках
и
корешке
крышек
без
перекосов,
а
цвет
их —
соответствовать оригиналу;
315
— красочные и металлизированные слои должны ровно
и полностью закрывать поверхность покровного материала на всех
участках изображения, не попадая на его пробелы и фон крышки;
— при многокрасочном печатании или тиснении должна
соблюдаться установленная точность приводки;
— глубина изображения должна быть одинаковой на всех его
участках; это относится как к тиснению блинтовому и фольгой, так
и к печатанию способом высокой печати;
— рельефное изображение не должно возвышаться над плос-
костью крышки более чем на 1 мм, а его оборотная сторона должна
быть заполнена пастой или заклеена бумагой.
18.3. Вставка блоков в переплетные крышки
и завершающие операции изготовления книги
18.3.1.
Вставка блоков в переплетные крышки
Общие сведения. Вставка — соединение блока с переплетной
крышкой — ответственная операция процесса изготовления книги. От
качества выполнения этой операции во многом зависит внешний вид
и прочность книги, а также удобство пользования ею. Блок с крышкой
соединяют, обычно приклеивая внешние стороны форзацев и клапанов
корешкового материала блока к внутренним сторонам переплетной
крышки. При этом раствор клея наносят на форзацы и клапаны
корешкового материала, а потом блок вставляют в крышку. Большую
роль при вставке играет правильное совмещение блока с крышкой
и прочное, без перекоса, приклеивание к ней всей поверхности
форзаца. В зависимости от тиража книг, их форматов и объемов
вставка производится вручную или на книговставочных машинах.
Ручная вставка — трудоемкая и утомительная операция. Она
применяется при выпуске книг малыми тиражами (до 3—5 тыс. экз.),
объем или формат которых не позволяет обрабатывать их
механизированным способом. Нанесение клея на форзацы и вставка
блока, выравнивание кантов и приглаживание крышки проводят
вручную. В некоторых случаях используют малые средства
механизации этого процесса, например для нанесения клея на
форзацы. Для ручной вставки блоков с кругленым корешком
необходимо предварительное кругление корешка крышек. Эту
операцию проводят на специальных станках с нагреваемыми
колодками (вогнутыми и выпуклыми).
Механизированная и автоматизированная вставка осуществляется
обычно на книговставочных машинах конвейерного или карусельного
типов, различающихся по технологическим возможностям и степени
автоматизации и механизации. Однако все современные машины,
являющиеся многопозиционными полуавтоматами или автоматами,
в принципе работают одинаково. Они наносят на форзацы
равномерный слой клея, в случае необходимости круглят корешок
316
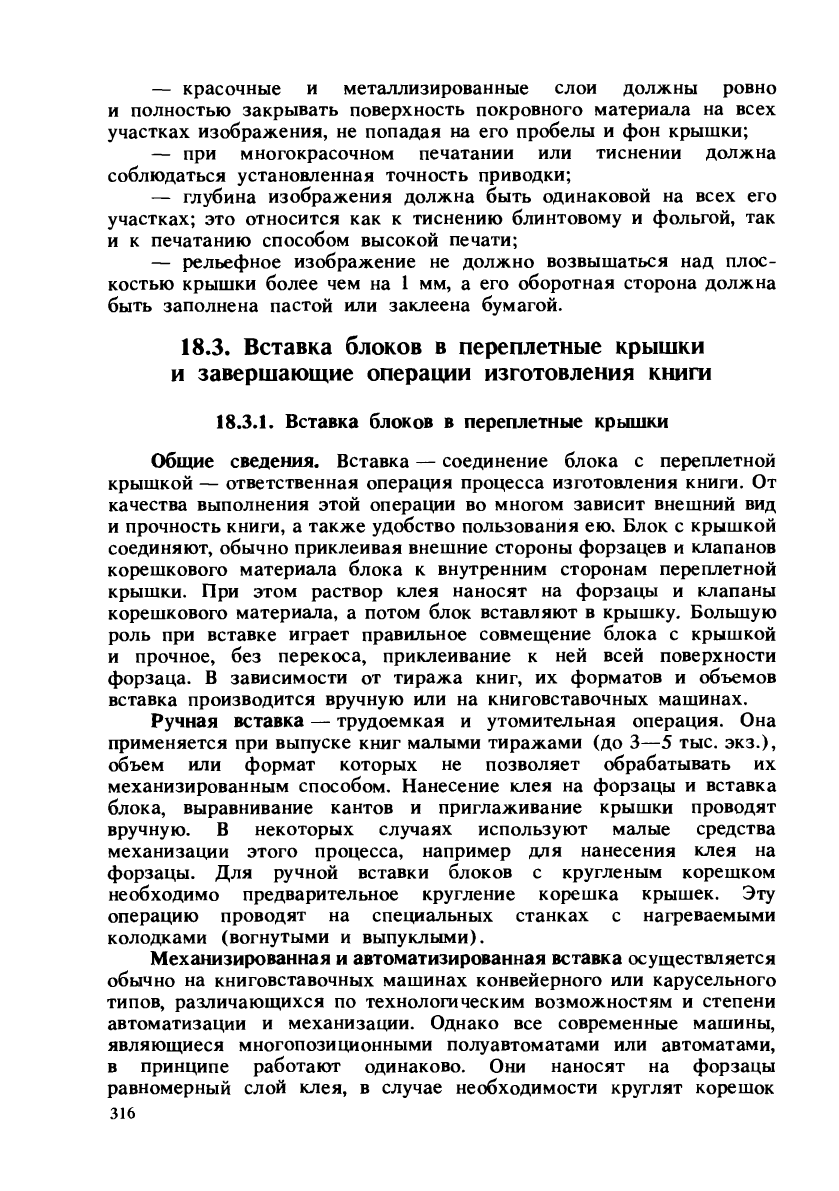
Рис.
18.16.
Принципиальная схема работы книговста-
вочной машины
переплетных крышек
и
обеспечивают
при
вставке точное совмещение
блока
с
крышкой.
Принцип работы машины заключается
в
следующем. Книжный
блок
(рис. 18.16, а) 7,
поданный
по
загрузочному желобу, частично
раскрывается, насаживается своей серединой
на
плоскую тонкую
пластину (крыло)
2 и
поднимается вверх.
При
движении блок
проходит между двумя клеевыми аппаратами
3 (рис. 18.16, б),
вращающиеся валики которых наносят
на
форзацы
и
клапаны раствор
клея. Состав клея выбирают
в
зависимости
от
материала крышки.
Одновременно
с
этим самонаклад подает поштучно переплетные
крышки
в
раскрытом виде
(на
рисунке
не
показано).
После кругления корешка крышка
4 (рис. 18.16, в),
располагается
неподвижно
на
направляющих
5. В
этот момент
к ее
корешку подходит
движущийся блок, снимает
ее с
направляющих,
и
сторонки крышки
опускаются
на
промазанные клеем форзацы.
При
дальнейшем
перемещении крыла
7
вверх
(рис. 18.16, г)
блок
с
крышкой проходит
между двумя подпружиненными валиками
6,
которые обжимают книгу.
Выводным устройством книга снимается
с
крыла
и
выводится
из
машины
на
завершающие операции. Одновременно
в
машине
на
различных стадиях обработки находится несколько блоков.
Отечественное машиностроение выпускает книговставочную
машину карусельного типа (БВ-270), позволяющюю проводить вставку
блоков
с
различными видами корешка
(со
скоростью
до 2,7 тыс.
цикл/ч).
Она
может работать
как
самостоятельно
в
полу автомата
че-
317
ском режиме
(с
ручной подачей блоков),
так и
встроенной
в
поточную
линию
в
автоматическом режиме.
Книги после вставки должны удовлетворять установленным
техническим требованиям, например: иметь плотную
без
перекосов
и морщин приклейку форзацев
ко
всей поверхности сторонок крышки,
плотное облегание крышкой корешка блока, одинаковые размеры
соответствующих кантов
на
обеих сторонках крышки, канты
установленной ширины
в
зависимости
от
формата книги (верхние
и нижние канты
— 2—4 мм,
передние
— 3—5 мм); на
обрезах блока
не
должно быть клея
и др.
Выполнение этих требований возможно только
при соблюдении всех режимов
и
допусков, установленных
на
проведение предыдущих операций процесса.
18.3.2.
Завершающие операции изготовления книги
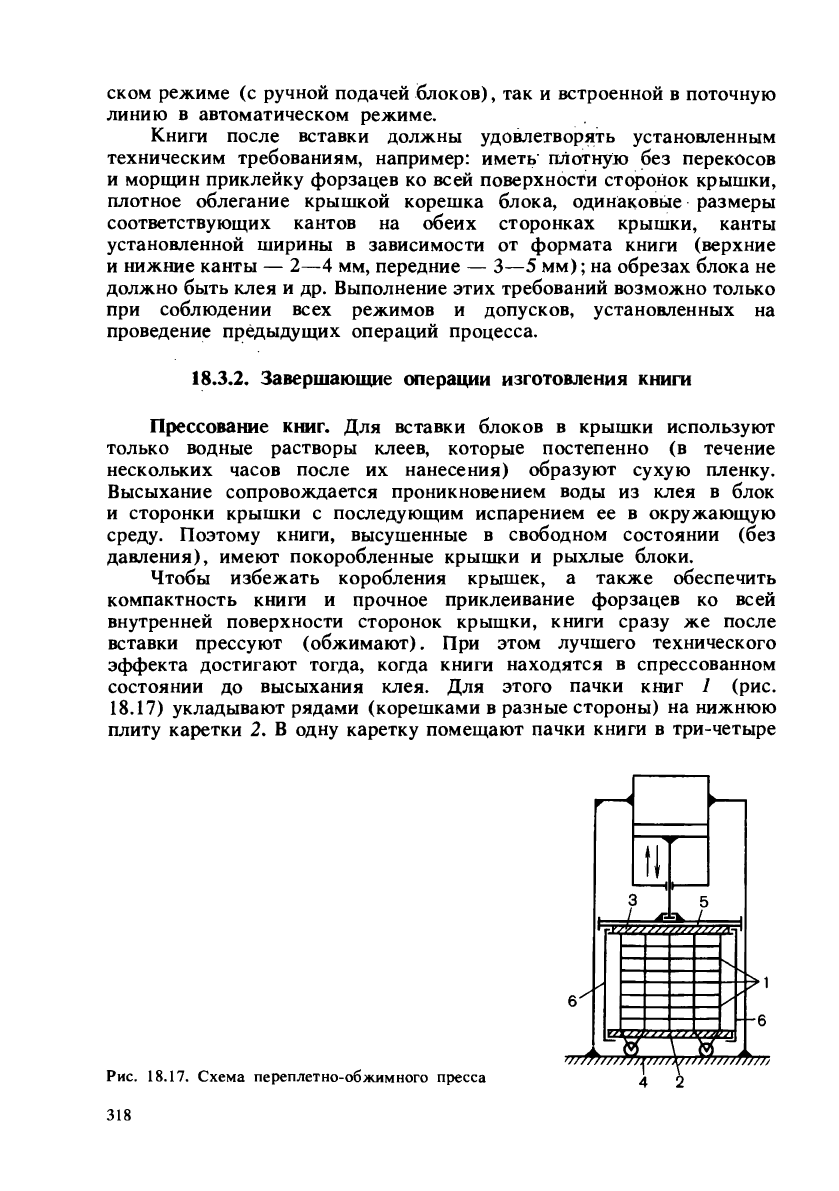
Прессование книг.
Для
вставки блоков
в
крышки используют
только водные растворы клеев, которые постепенно
(в
течение
нескольких часов после
их
нанесения) образуют сухую пленку.
Высыхание сопровождается проникновением воды
из
клея
в
блок
и сторонки крышки
с
последующим испарением
ее в
окружающую
среду. Поэтому книги, высушенные
в
свободном состоянии
(без
давления), имеют покоробленные крышки
и
рыхлые блоки.
Чтобы избежать коробления крышек,
а
также обеспечить
компактность книги
и
прочное приклеивание форзацев
ко
всей
внутренней поверхности сторонок крышки, книги сразу
же
после
вставки прессуют (обжимают).
При
этом лучшего технического
эффекта достигают тогда, когда книги находятся
в
спрессованном
состоянии
до
высыхания клея.
Для
этого пачки книг
1 (рис.
18.17)
укладывают рядами (корешками
в
разные стороны)
на
нижнюю
плиту каретки
2. В
одну каретку помещают пачки книги
в
три-четыре
г—<
•
Рис.
18.17.
Схема переплетно-обжимного пресса
318
ряда, разделяя
их
деревянными щитами.
При
этом между книгами,
имеющими
на
крышках конгревное тиснение, прокладывают картонки
с вырезами
по
формату рельефного изображения. Последний
ряд
книг
закрывают верхней плитой
3 и
вкатывают каретку
в
пневматический
переплетно-обжимной пресс,
у
которого нижняя плита
4
неподвижна
и закреплена
в
полу цеха,
а
верхняя
5 —
опускается
и
поднимается.
После достижения необходимого давления
в
прессе
обе
плиты
каретки соединяют затяжными штангами
6.
Затем верхняя плита
пресса поднимается
и из
него выкатывается каретка
с
запрессованны-
ми
в ней
книгами.
В
таком виде
под
давлением
(0,4—0,5 МПа)
книги
выдерживают несколько часов
(4—8 ч),
после чего
из
кареток книги
поступают
на
операцию штриховки.
Для кратковременного обжима книги используется многопозици-
онный гидравлический пресс карусельного типа.
На его
круглом вращающемся столе расположены
по
окружности прессующие
секции,
в
каждую
из
которых последовательно загружаются пачки
книг.
Они
находятся
в
спрессованном состоянии
в
течение цикла
полного оборота стола
(5—15 мин),
после чего секцию разгружают.
Такое непродолжительное время прессования допускается
для
массовых изданий
—
книг малого
и
среднего объема.
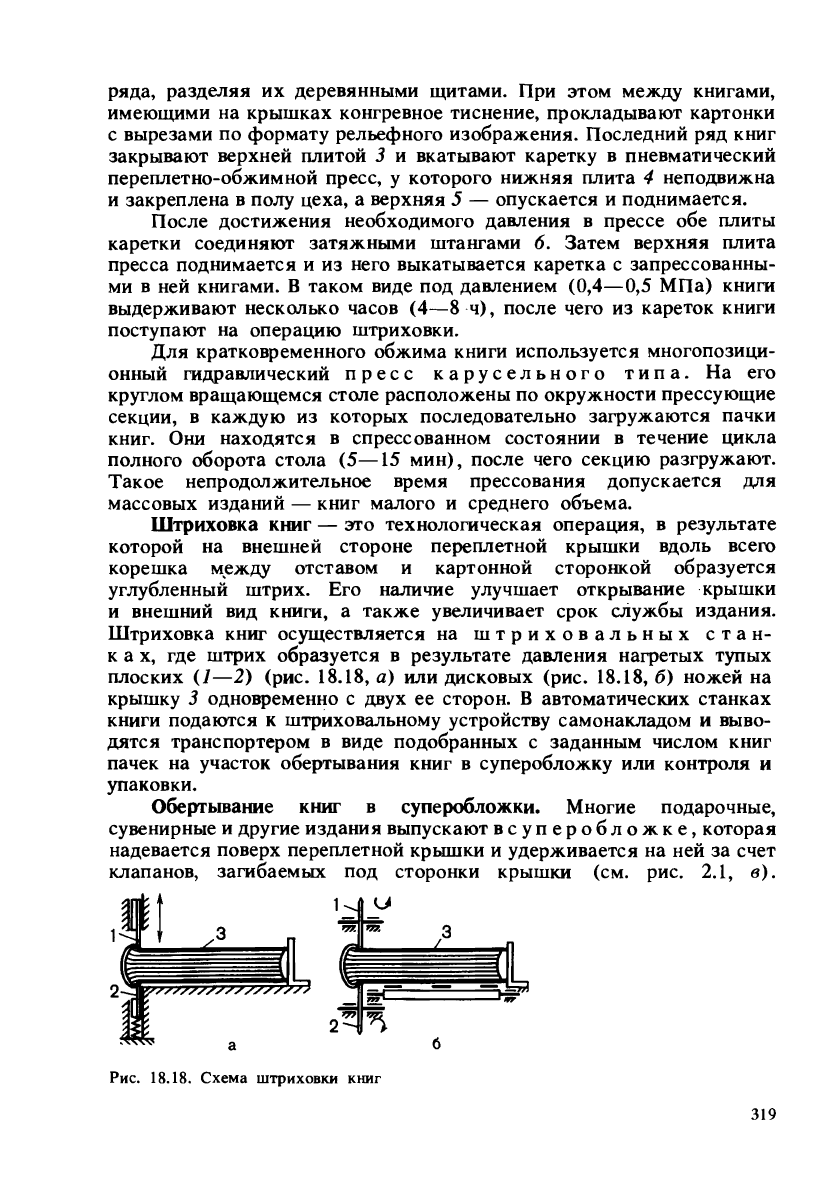
Штриховка книг
— это
технологическая операция,
в
результате
которой
на
внешней стороне переплетной крышки вдоль всего
корешка между отставом
и
картонной сторонкой образуется
углубленный штрих.
Его
наличие улучшает открывание крышки
и внешний
вид
книги,
а
также увеличивает срок службы издания.
Штриховка книг осуществляется
на
штриховальных стан-
ках,
где
штрих образуется
в
результате давления нагретых тупых
плоских
(7—2) (рис. 18.18, а) или
дисковых
(рис. 18.18, б)
ножей
на
крышку
3
одновременно
с
двух
ее
сторон.
В
автоматических станках
книги подаются
к
штриховальному устройству самонакладом
и
выво-
дятся транспортером
в
виде подобранных
с
заданным числом книг
пачек
на
участок обертывания книг
в
суперобложку
или
контроля
и
упаковки.
Обертывание книг
в
суперобложки. Многие подарочные,
сувенирные
и
другие издания выпускают всуперобложке, которая
надевается поверх переплетной крышки
и
удерживается
на ней за
счет
клапанов, загибаемых
под
сторонки крышки
(см. рис. 2.1, в).
Рис.
18.18.
Схема штриховки книг
319
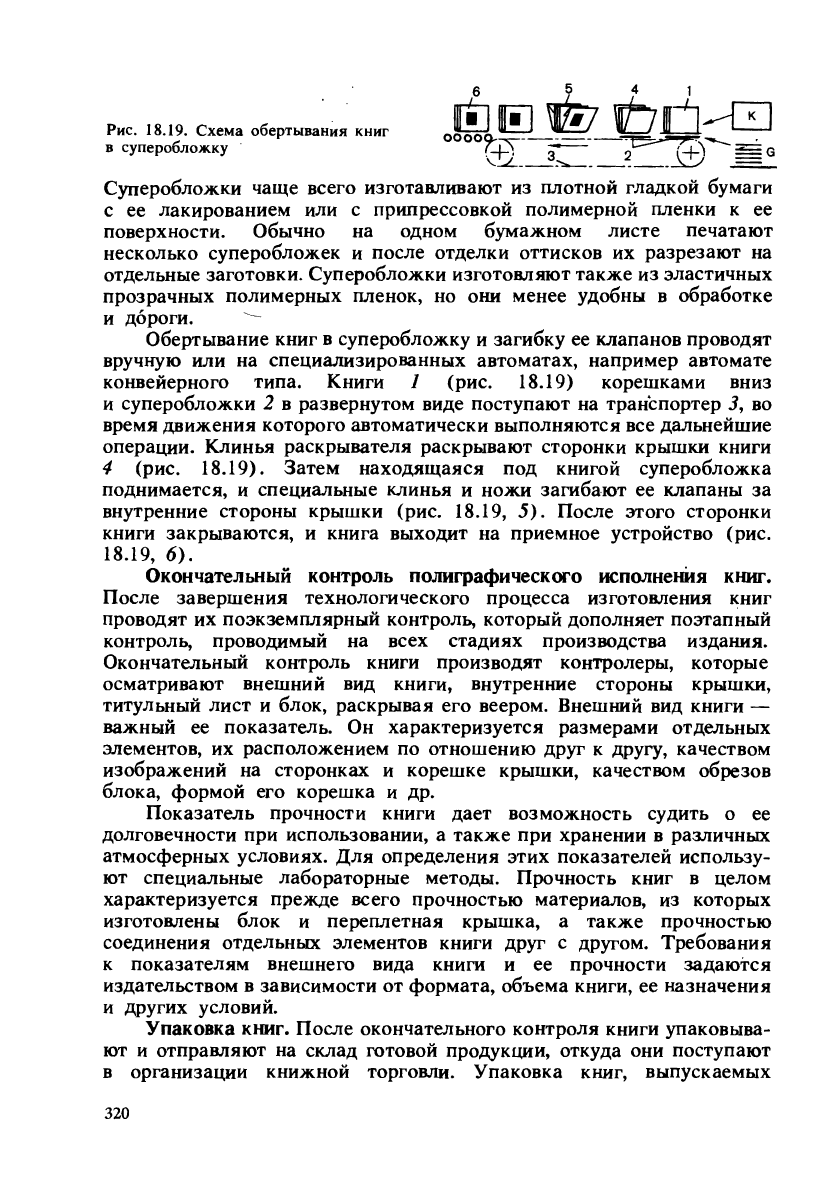
Рис.
18..9.
Схема обертывания книг
J"Q Е 4^7 ^ЙЛИ
в суперобложку
rlf>,
J
1
5
Й
=
G
Суперобложки чаще всего изготавливают
из
плотной гладкой бумаги
с
ее
лакированием
или с
припрессовкой полимерной пленки
к ее
поверхности. Обычно
на
одном бумажном листе печатают
несколько суперобложек
и
после отделки оттисков
их
разрезают
на
отдельные заготовки. Суперобложки изготовляют также
из
эластичных
прозрачных полимерных пленок,
но они
менее удобны
в
обработке
и дороги.
Обертывание книг
в
суперобложку
и
загибку
ее
клапанов проводят
вручную
или на
специализированных автоматах, например автомате
конвейерного типа. Книги
1 (рис. 18.19)
корешками вниз
и суперобложки
2 в
развернутом виде поступают
на
транспортер
J, во
время движения которого автоматически выполняются
все
дальнейшие
операции. Клинья раскрывателя раскрывают сторонки крышки книги
4 (рис. 18.19).
Затем находящаяся
под
книгой суперобложка
поднимается,
и
специальные клинья
и
ножи загибают
ее
клапаны
за
внутренние стороны крышки
(рис. 18.19, 5).
После этого сторонки
книги закрываются,
и
книга выходит
на
приемное устройство
(рис.
18.19, 6).
Окончательный контроль полиграфического исполнения книг.
После завершения технологического процесса изготовления книг
проводят
их
поэкземплярный контроль, который дополняет поэтапный
контроль, проводимый
на
всех стадиях производства издания.
Окончательный контроль книги производят контролеры, которые
осматривают внешний
вид
книги, внутренние стороны крышки,
титульный лист
и
блок, раскрывая
его
веером. Внешний
вид
книги
—
важный
ее
показатель.
Он
характеризуется размерами отдельных
элементов,
их
расположением
по
отношению друг
к
другу, качеством
изображений
на
сторонках
и
корешке крышки, качеством обрезов
блока, формой
его
корешка
и др.
Показатель прочности книги дает возможность судить
о ее
долговечности
при
использовании,
а
также
при
хранении
в
различных
атмосферных условиях.
Для
определения этих показателей использу-
ют специальные лабораторные методы. Прочность книг
в
целом
характеризуется прежде всего прочностью материалов,
из
которых
изготовлены блок
и
переплетная крышка,
а
также прочностью
соединения отдельных элементов книги друг
с
другом. Требования
к показателям внешнего вида книги
и ее
прочности задаются
издательством
в
зависимости
от
формата, объема книги,
ее
назначения
и других условий.
Упаковка книг. После окончательного контроля книги упаковыва-
ют
и
отправляют
на
склад готовой продукции, откуда
они
поступают
в организации книжной торговли. Упаковка книг, выпускаемых
320
в переплетных крышках, как и книжно-журнальных изданий в обложке
(см.
рис. 17.1, 4), должна обеспечить необходимую сохранность
изданий при транспортировке и хранении на складах, а также давать
необходимую информацию о продукции. В соответствии с действую-
щим НТД книги могут быть упакованы в прочную бумагу, коробочный
картон или ящики из гофрированного картона. В первом и втором
случаях пачки книг обертывают в бумагу или тонкой
(0,5—0,6
мм)
картон и скрепляют обвязочным материалом (шпагат, полипропилено-
вая лента и др.). В третьем — стопы книг, обернутые в бумагу или без
обертки, укладывают в картонные ящики, клапаны которых скрепляют
липкой клеевой лентой или обвязыванием полимерной лентой.
Некоторые издания вставляют поштучно в картонные футляры,
а затем упаковывают в картонные ящики. Это самый надежный, но
дорогостоящий вид упаковки. На каждую пачку или ящик наклеивают
установленного образцы ярлык, на котором отпечатана необходимая
информация о заказе. Вид упаковки книг выбирают в зависимости от
характера и назначения издания. Массовые издания упаковывают
в бумагу или картон, высокохудожественные издания на экспорт —
в ящики из картона, а книги юбилейного и подарочного типа —
в картонное футляры и ящики.
Упаковку часто проводят еще вручную. Однако на средних
и крупных предприятиях используют различного рода оборудование,
механизирующее этот физически тяжелый и трудоемкий процесс.
Например, упаковочная машина завертывает пачки книг
в плотную бумагу (разматываемую с рулона) или рулонный
коробочный картон. Обвязочная машина обвязывает пачки шпагатом
или полимерной лентой. Отечественное машиностроение выпускает
для этих целей упаковочные и обвязочные машины (например, ПУА
и МОП).
В последнее время начинают осуществлять упаковку в термоуса-
дочную пленку на специализированном оборудовании. В этом случае
пачку книг, обандероленную или завернутую в бумагу, помещают
в мешок из специальной полимерной пленки (Толщиной 0,3 мм)
и завертывают его края. Затем упакованная пачка проходит через
нагревательное устройство, в результате чего размер пленки
значительно уменьшается, и при последующем обдуве холодным
воздухом она упрочняется и натягивается. Этот способ упаковки
характеризуется простотой процесса, большой производительностью,
хорошим внешним видом пачек, герметичностью упаковки и не требует
обвязки пачек.
11 Зак. 651
321
Глава 19. АВТОМАТИЗИРОВАННОЕ ПОТОЧНОЕ ПРОИЗВОДСТВО
КНИГ В ПЕРЕПЛЕТНЫХ КРЫШКАХ
19Л. Книги с блоками, сшитыми потетрадно нитками
19.1.1.
Общие сведения
Конструкции книг, изготавливаемых на поточных линиях. На
поточных линиях изотавливаются книги тех же конструкций, что и на
операционном оборудовании. Эти конструкции книг в переплетных
крышках можно разделить на четыре основные группы.
Первая группа представляет собой книги, блоки которых имеют
сложную конструкцию: потетрадное шитье нитками с кругленым
корешком и отогнутыми фальцами. На корешок наклеены корешковый
материал и каптал с бумажной полоской (а в некоторых случаях
приклеена ленточка-закладка).
Вторая группа — это упрощенная конструкция книг с блоками,
сшитыми потетрадно нитками с окантовкой, но с плоским корешком
блока и переплетной крышкой.
Третья группа — книги с блоками, скрепленными клеевым или
комбинированным способами, а корешок блоков кругленый с отогнуты-
ми фальцами и окантовкой. На корешок наклеен каптал с бумажной
полоской (а в некоторых случаях и ленточка-закладка).
Четвертая группа включает книги с блоками, скрепленными
клеевым или комбинированным способом с окантованным корешком
плоской формы.
Изготовление книг в переплетных крышках на поточных линиях,
в отличие от применения операционного оборудования характеризу-
ется снижением трудоемкости процесса, уменьшением необходимой
производственной площади, улучшением организации производства,
уменьшением числа основных и вспомогательных рабочих в связи
с более высокой автоматизацией оборудования и сведением до
минимума или отсутствием межоперационных перевозок и перегрузок
продукции.
! Классификация поточных линий для производства книг
в переплетных крышках. В связи с многооперационностью процесса
изготовления книг в переплетных крышках разнообразием их объемов,
конструкций, форматов и тиражей, а также разной мощностью
и технической оснащенностью полиграфических предприятий исполь-
зуют разнообразные поточные линии. Условно их можно классифици-
ровать по следующшим признакам.
1. Степени механизации и автоматизации выпол-
няемых операций:
а) линии механизированные: б) линии автоматизированные (их
часто называют автоматическими);
2. По строению: а) линии, состоящие из отдельных машин;
б) линии, построенные на базе агрегатов;
322
3. Выполняемому комплексу операций:
а) линии, выполняющие некоторую часть брошюровочно-
переплетных операций; б) линии переплетные, где выполняется весь
процесс, начиная с обработки книжного блока (кроме изготовления
переплетных крышек); в) линии брошюровочно-переплетные, на
которых выполняется весь комплекс операций по изготовлению книги,
начиная обычно с комплектовки блоков (кроме изготовления
переплетных крышек); г) печатно-брошюровочно-переплетные линии,
выполняющие все операции, начиная с печатания книги (кроме
изготовления переплетных крышек).
4. Технологическому признаку — в зависимости от
способа скрепления блоков и их дальнейшей обработки:
а) линии, использующие блоки, сшитые потетрадно нитками;
б) линии с применением клеевого или комбинированного способа
скрепления блоков.
Поточные линии различаются также по форматам и толщине
обрабатываемых блоков, а также по производительности и другим
показателям. Однако в состав работающих поточных линий пока еще
не включается оборудование по изготовлению переплетных крышек
и их оформлению. Эти операции выполняются отдельно на
оборудовании, которое можно объединять в самостоятельную
поточную линию.
Каждая поточная линия характеризуется определенными
технологическими возможностями по конструкции книг, их форматам,
объемам и т. д. Но наибольший технико-экономический эффект дает
линия при изготовлении однотипных по конструкции, форматам
и объемам изданий, так как при переходе на другое издание требуется
переналадка всего оборудования, входящего в состав линии, что
вызывает, как правило, простои всей линииЛ]
Резкое сокращение времени переналадок возможно только за счет
автоматизации самого процесса переналадки на базе использования
микроэлектроники, микропроцессорной техники и типовых исполни-
тельных систем. Поэтому некоторые современные автоматические
линии оснащаются подобными системами для настройки и диагности-
ки оборудования. Так, например, переплетная линия «Компакт-
2000» (ФРГ) оснащена электронной системой «Копилот» для
автоматической настройки исполнительных механизмов линии при
переходе на обработку другого вида издания. С этой целью блок,
вводимый в кассету системы, автоматически измеряется по высоте,
ширине и толщине. Полученная информация поступает в микропро-
цессор, который вырабатывает необходимые сигналы на регулировку
исполнительных механизмов линии.
Сведения о произведенных регулировках выводятся на ВТУ
системы. Данные о размерах блока и переплетной крышки могут быть
введены непосредственно в микропроцессор через клавиатуру. Как
правило, линии оснащаются контролирующими системами, которые
сигнализируют о неполадках в отдельных машинах при их работе.
п*
323