Погодаев Л.И. Теория резания и инструменты : Курс лекций
Подождите немного. Документ загружается.


СПбГУВК (ЛИВТ)
(набор и редакция – ФГОУ ВПО «ВГАВТ»)
Погодаев Леонгард Иванович
Теория резания и инструменты
курс лекций
Ленинград – 1992
Нижний Новгород – 2000
1. ВВЕДЕНИЕ
Предмет «Теория резания и инструменты»
При своем становлении резание металлов как самостоятельная дисципли-
на форматировалась в основном на использовании наследия русских ученых
И.А.Тиме, К.А.Зворыкина, Я.Г.Усачева, чьи научные труды сохраняют свою
теоретическую значимость и в настоящее время. Большое влияние на содер-
жание курса оказали работы Тейлора и ряда немецких ученых. По
мере разви-
тия научных исследований советскими учеными, накопления и обобщения
полученных ими теоретических и экспериментальных результатов, происхо-
дило обогащение науки о резании новыми данными.
Острая потребность в техническом перевооружении промышленных пред-
приятий водного транспорта, автоматизации производства с использованием
дорогостоящего оборудования, в частности, металлобрабатывающих станков с
числовым программным управлением (ЧПУ) и
обрабатывающих центров; ос-
воение новых труднообрабатываемых материалов, например, нержавеющих
сталей для судовых гребных винтов, обработка плазменно-напыленных и на-
плавленных деталей, а также нехватка технологов нового уровня вызвали не-
обходимость введения курса «Теория резания и инструменты» для студентов,
подготавливаемых по специальности 1к4.03.02 «Монтаж судовых энергетиче-
ских установок».
Предмет «Теория резания и
инструменты» включает теоретические и
практические основы науки о резани металлов, его успешное освоение связа-
но со знанием материаловедения, физики, химии, теоретической механики,
сопротивления материалов и других дисциплин, изучаемых студентами в те-
чение 1 и II курсов.
История развития науки о резании материалов
Обработка материалов резанием известна уже более трех тысяч лет. Раз-
витие и совершенствование технологических разработок осуществлялось бла-
годаря способности человека к творчеству.
Первой ступенью развития техники механической обработки следует, по
видимому, считать применение обработанного и приспособленного для опре-
деленной задачи инструмента. Уже тогда существовали различные виды об-
работки. Из ударного движения
клином, зажатым в кулаке, развилось долбле-
ние; придание клину продольного движения под давлением привело к возник-
новению шабрения и пиления. Это были схожие по характеру способы обра-
ботки, поскольку формообразование осуществлялось под воздействием ре-
жущего клина с применением преимущественно прямолинейных движений.
Следующий значительный шаг в развитии техники обработки материалов
приходится
на открытие и применение металлических материалов, особенно
после открытия их способности к плавлению и легированию. Следует отметить,
что промежуток времени, за который технология обработки достигла такого
высокого уровня, чрезвычайно велик.
Развитие новой технологии исходило, прежде всего, от техники производ-
ства оружия. Описание и иллюстрации способов сверления пушечных стволов,
приведенные в книге Ганца Хентца «Книга мастера по вооружению» дают
представление об уровне развития обработки резанием на рубеже XV-XVI вв.
Леонардо да Винчи, далеко опередив свое время, разработал эскизы заме-
чательных устройств и машин, например токарной машины с маховиком, ко-
ленчатым валом и педальным приводом и станка для нарезания ходовых винтов
с двумя ходовыми винтами для параллельного перемещения салазок. В книге
Жака Бессона, вышедшей в 1578 г. приведены рисунки, иллюстрирующие наре-
зание резьбы на токарном станке с ходовым винтом и точение овала по шабло-
ну на токарном станке.
В начале XVIII в. началось производство транспортных средств вооруже-
ния и текстильных машин. Их надежное функционирование зависело от точно-
сти изготовления отдельных деталей. В 1760 г. англичанин
Ричард Рейнольдо
отмечал, что в результате ручного шлифования детали из серого чугуна с ци-
линдрическим отверстием балы достигнута такая степень точности, что раз-
ность между большим и меньшим диаметрами не превышала толщины его ми-
зинца. На обработку цилиндра диаметром около 1200 мм требовалось в то вре-
мя более 7 дней. Разработанные Джоном
Смитом и Джоном Уилкинсоном спо-
собы сверления цилиндрических отверстий, во много раз повышающие качест-
во обрабатываемых деталей, позволили Джеймсу Уатту перейти к промышлен-
ному производству паровых машин.
Высокую точность изготовления деталей обеспечивала лишь обработка ре-
занием. Она позволяла из заготовки получать деталь требуемой геометрии и
точности. Расширение масштабов промышленного производства заставило
од-
новременно заниматься практическими и теоретическими вопросами обработки
резанием.
Русский механик Андрей Нартов создал прообраз токарного станка с само-
ходным суппортом. В связи с увеличивающимися потребностями оружейного
производства Яков Батищев, Леонид Собакин и Павел Захава сконструировали
многошпиндельные сверлильные и хонинговальные станки. В целях обеспече-
ния развивающегося флота такелажными блоками англичанин
Генри Модоли
создал автоматическую линию для их изготовления. Он также создал кресто-
вый суппорт, строгальный и другие станки. Большой вклад в развитие теорети-
ческих вопросов обработки резанием внесли русские ученые Иван Августович
Тиме, Константин Алексеевич Зворыкин и Яков Григорьевич Усачев, которые
предложили модель стружкообразования, обосновали ее расчетами и определи-
ли силу
резания.
Бурное развитие обработка резанием в нашей стране получила в годы ин-
дустриализации, когда практически заново создавалось отечественное станко-
строение. Были не только построены станкостроительные и инструменталь-
ные заводы, но и организованы конструкторские бюро, исследовательские
(ЭНИМС) и учебные (СТАНКИН) институты. В эти годы были созданы Ко-
миссия по обработке резанием
, объединившая под руководством
Б.П.Надеинской ведущих специалистов страны.
Достижения в области обработки резанием позволили наряду с достиже-
ниями в других областях науки и техники в начале Великой Отечественной
войны быстро наладить производство разнообразной военной техники, необ-
ходимой фронту, а также в кратчайшие сроки восстановить разрушенное вой-
ной хозяйство. В
последующие годы прогресс в обработке резанием опреде-
лялся требованием повышения ее производительности и точности.
Роль и тенденции развития технологии обработки
резанием в современном производстве
Основная задача машиностроения - обеспечение всех отраслей народного
хозяйства высокоэффективными машинами и оборудованием. При этом обра-
ботке резанием придается важнейшее значение, т.е. этот способ обработки
обладает почти неограниченной областью применения и обеспечивает высо-
кую точность. Вследствие технических, экономических и организационных
изменений современного производства возникает необходимость в соблюде-
нии все более высоких
требований по производительности, экономичности и
гибкости обрабатывающих систем.
Наряду со способами обработки со снятием стружки большое значение
приобрели способы холодного деформирования. В станкостроении отношени-
ем числа машин для пластического деформирования к числу металлорежущих
станков составляет 1:2. Способы обработки со снятием стружки полностью не
могут быть заменены и в будущем, т.к.
лишь немногие детали могут быть
окончательно обработаны только способами пластического деформирования.
Оптимальное сочетание способов обработки со снятием и без снятия стружки
приобретают все большее значение. Преимущества и недостатки способов
холодного деформирования и обработки со снятием стружки обусловливают
технологические и экономические границы их применения.
Объединение способов пластического деформирования и снятия стружки
должно
приводить к созданию минимальной стоимости окончательного изго-
товления детали.
На обработку резанием влияют изменения структуры производства. При
оценке результатов производства необходимо учитывать производительность
(количество продукции), результат работы (качество) и стоимость изготовле-
ния. Выбор инструментов влияет на скорость резания и, следовательно, на ос-
новное время обработки; применяя предварительно настроенный инструмент,
можно уменьшить вспомогательное время и продолжительность настройки.
В настоящее время можно выделить следующие тенденции развития техни-
ки обработки резанием:
1. Расширение набора способов упрочнения инструментальных материалов,
улучшающих их стойкость.
2. Увеличение относительной доли основного
машинного времени путем
уменьшения вспомогательного времени и времени настройки станка. Это мо-
жет быть достигнуто применением предварительно настраиваемых инструмен-
тальных систем, а также станков с ЧПУ.
3. Достижение требуемой точности обработки на станках за счет примене-
ния соответствующих систем контроля и компенсации статических, динамиче-
ских и технических возмущающих воздействий.
4. Увеличение
степени автоматизации металлорежущего станка, примене-
ние систем управления с использованием вычислительной техники.
5. Применение адаптивных систем регулирования и контроля для предо-
хранения инструментов от разрушения и рационального использования мощно-
сти станка.
1.4.Современное состояние и перспективы развития
инструментального производства
Инструмент – орудие, употребляемое при обработке разного рода материа-
лов. Его роль в народном хозяйстве огромна: ни одна отрасль не может обой-
тись без использования инструментов в широкой номенклатуре.
Инструмент нельзя рассматривать как некоторый придаток к станку; на-
против изобретение новых инструментов позволяет создавать новые техноло-
гические процессы. Так, например, создание
таких инструментов, как червяч-
ная фреза, долбяк, гребенка, зубодолбежная головка, обкаточный резец, шевер
и др., послужило причиной появления целой серии специальных высокопроиз-
водительных зубообрабатывающих станков.
Создание новых инструментальных материалов и повышение эксплуатаци-
онных свойств инструментов произвело настоящую революцию в обрабаты-
вающей промышленности. Такими революционными этапами можно считать
создание быстрорежущей стали, твердых
сплавов, минералокерамики, алмаз-
ных инструментов и инструментов из сверхтвердых материалов.
Следует помнить, что три фактора: станок, инструмент и технический про-
гресс составляют единое целое, и только при правильном их сочетании возмо-
жен успех в обработке резанием.
Инструментальное производство в нашей стране развивается по двум на-
правлениям:
1. Организация специализированных инструментальных заводов
для вы-
пуска нормализованных инструментов.
2. Организация внутризаводского инструментального производства для
выпуска специальных инструментов и приспособлений.
Специализированные инструментальные заводы выпускают более деше-
вые и качественные инструменты. Это заставляет обращать особое внимание
на развитие инструментальной промышленности.
Повышение производительности труда и снижение трудоемкости изго-
товления изделий связаны с разработкой новых инструментальных материа-
лов
, имеющих высокую твердость, обладающих большими тепло- и износо-
стойкостью, прочностью. Необходимо и совершенствование конструкций ре-
жущих инструментов. Благодаря появлению новых конструкций стали воз-
можны новые высокопроизводительные способы обработки металлов резани-
ем.
Большое влияние на достижения в области конструирования инструмен-
тов оказало использование принципа сборности. В качестве сменных частей
применяются: многогранные
неперетачиваемые пластины (МНП); резцовые
вставки, кассеты и головки; удлинители и хвостовые (державочные) части.
Существенное значение имеют вспомогательные инструменты, позволяющие
расширить область применения режущих инструментов и обеспечить их экс-
плуатацию в автоматическом режиме.
Применение сборных инструментов с МНП не только позволяет повысить
эксплуатационные качества инструментов, но и обеспечивает значительную
экономию дефицитных режущих
материалов. Вместе с тем создаются благо-
приятные условия для широкого применени более износо- и теплостойких
режущих материалов.
За рубежом и в отечественной промышленности сборные инструменты с
МНП нашли широкое применение. Удельный вес таких инструментов сегодня
составляет 35…40% общего объема выпуска режущих инструментов.
Поиск путей снижения себестоимости изготовления инструмента и повы-
шения
гибкости инструментального производства привел к унификации кон-
струкций за счет широкого применения резцовых вставок, кассет и головок, в
которых устанавливаются МНП. Взаимосвязь вставок, кассет и головок для
различных типов режущих инструментов позволяет создавать их гаммы по
видам и размерам и объединять больше группы инструментов в так называе-
мые системы. В совокупности
с набором удлинителей, стандартных и специ-
альных хвостовиков такие системы являются удобным средством удовлетво-
рения потребностей в специализированных инструментах и сведения до ми-
нимума доли индивидуальных заказов. При этом на разработку конструкций и
изготовление инструментов требуется меньше затрат.
Для составления различных типов инструментов используется определен-
ное количество сменных элементов, которые
после сборки представляют со-
бой взаимосвязанный механизм, обладающий достаточной жесткостью и точ-
ностью. Такой метод позволяет создавать комбинированные инструменты с
наименьшими затратами.
Режущие инструменты в условиях автоматизации мелкосерийного и серий-
ного производства должны переналаживаться применительно к изменению но-
менклатуры обрабатываемых деталей путем автоматической компоновки уни-
фицированных взаимозаменяемых узлов. Системный подход к решению этой
проблемы показал
необходимость разработки специализированных вспомога-
тельных инструментов, взаимосвязанных с системой режущих инструментов.
Одновременно с обеспечением формообразования путем резания в автоматиче-
ском цикле решается задача повышения надежности инструментов за счет соз-
дания и использования специальных контрольно-измерительных устройств,
являющихся неотъемлемой частью системы инструментов и сигнализирующих
о необходимости своевременной замены отработавших инструментов.
Задача
обеспечения надежности режущих инструментов выдвигается
на первый план и решается не только технологическим путем, но и за счет соз-
дания новых инструментальных материалов, повышения их износо- и тепло-
стойкости, прочности и твердости, а также создания конструкций с автоматиче-
ским обновлением режущих кромок.
1.5.Основные понятия, применяемые при обработке мате-
риалов резанием.
В технологии машиностроения полуфабрикаты, подлежащие обработке, на-
зывают заготовками. Наиболее важным параметром детали является ее геомет-
рическая форма. Форма, с которой заготовка поступает на данную операцию,
называется исходной; заготовка в исходном виде называется черновой. Оконча-
тельно обработанная заготовка называется готовой деталью или просто дета-
лью, она имеет окончательно требуемую форму. Формы
, которые заготовка
принимает в процессе трансформации между двумя рабочими переходами, на-
зываются промежуточными, или межпереходными формами. Рассматриваемое
изменение геометрической формы заготовки происходит путем снятия части
материала механическим путем.
Целенаправленное придание заготовками заданной формы способами и
средствами обработки, предназначенными для снятия стружки, называют тех-
никой резания. С научной точки зрения в
основе учения о резании лежат физи-
ческие зависимости процесса снятия стружки. Понятия, относящиеся к технике
резания, объясняются в соответствующих ГОСТах.
В технике резания, в зависимости от применяемых технологических
средств обработки, различают ручное и машинное производство.
2. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ РЕ-
ЖУЩИХ ИНСТРУМЕНТОВ
2.1. Требования, предъявляемые к инструментальным
материалам.
Значение инструментальных материалов в современном машиностроении
возрастает, так как высокая производительность современных автоматизиро-
ванных станков может быть достигнута только при наличии инструментов
высокого качества. Опыт показывает, что дальнейшее повышение уровня ре-
жимов резания зависит, прежде всего, от совершенствования свойств инстру-
ментальных материалов.
Режущие инструменты работают в условиях воздействия сложного ком-
плекса
факторов, например, высоких контактных температур и напряжений, а
также в условиях протекания физико-химических процессов (адгезии, окисле-
ния, диффузии и пр.). Контактные напряжения, действуюдщие на переднюю и
заднюю поверхность инструментов при обработке низколегированных сталей,
изменяются в пределах 700…1000 МПа для острозаточенных инструментов,
при обработке сложнолегированных сталей и сплавов они могут достигать
4000 МПа и выше. Одновременно в зоне резания и на границах контакта ин-
струмент – обрабатываемая деталь возникают температуры в пределах
200…1100
о
С. При этом контактные площадки инструментов интенсивно из-
нашиваются. В связи с этим инструментальные материалы должны обладать
особыми физико-механическими свойствами (ФМС) и отвечать определенным
требованиям, связанным с условиями протекания обработки, свойствами и
состоянием обрабатываемого материала:
1.Высокими механическими свойствами (HRC, σ
и
, α
и
).
2.Способностью сопротивляться изнашиванию в процессе резания.
3.Высокой теплостойкостью (красностойкостью) – свойством инструмен-
тальных материалов сохранять свою твердость, а следовательно, и режущие
свойства при высокой температуре резания.
4.Технологичностью (обрабатываемость резанием, свариваемость, шли-
фуемость, отсутствие склонности к образованию трещин при напайке, заточке
и доводке, закаливаемость и др.).
5.Применяемые в настоящее время
инструментальные материалы подраз-
деляются на следующие группы: инструментальные стали; твердые сплавы;
керамические материалы; алмазы и синтетические сверхтвердые материалы.
2.2. Инструментальные стали.
В зависимости от химического состава инструментальные стали подразде-
ляются на углеродистые, легированные и быстрорежущие.
В холодном состоянии эти стали различаются по твердости незначительно.
Основное их различие – разная теплостойкость.
Углеродистые стали, содержащие 0,6…1,4% углерода, появились в сере-
дине XIX в. и более 50 лет были единственным материалом для изготовления
режущих инструментов. Термическая обработка инструментальных углероди
-
стых сталей (закалка при температуре 750…820
о
С и последующий низкий от-
пуск при 120…150
о
С) позволяет получить высокую твердость (HRC
э
= 61…63),
снять внутренние напряжения, повысить прочность и вязкость. Инструменты из
углеродистой стали дешевы и обладают хорошей технологичностью. Приме-
няются при обработке материалов с твердостью HRC
э
= 30. Основным недос-
татком является их низкая теплостойкость (200…250
о
С).
Из углеродистых сталей по ГОСТ 1435-74 изготавливают режущие инстру-
менты (ножи) для деревообрабатывающих станков, слесарно-монтажные и
ручные режущие инструменты, работающие при малых скоростях резания v
рез.
(зубила, отвертки, ножницы, пилы, ножовки, развертки, метчики, плашки и
т.п.).
Предусмотрен выпуск двух групп сталей: качественных (У7, У13) и высо-
кокачественных (У7А, У13А) (цифра обозначает содержание в стали углерода в
десятых долях %).
Легированные стали (ГОСТ 5960-73) появились в конце XIX в. Это углеро-
дистые стали, легированные хромом (Х),
вольфрамом (В), ванадием (Ф), крем-
нием (С) и др. элементами. Хром обеспечивает глубокую прокаливаемость и
повышает твердость; вольфрам способствует повышению теплостойкости и
износостойкости; ванадий создает наиболее твердые и стойкие карбиды и бла-
гоприятствует получению мелкозернистой структуры. После термообработки
твердость легированных сталей составляет HRC
э
= 62…65, теплостойкость
250…350
о
С. Это позволяет повысить v
рез
в 1, 2…1,4 раза по сравнению с v
рез
углеродистыми сталями. Наибольшее распространение получили стали ХВГ,
9ХО, ХВСГ, В1 и др. Из них изготовляют плашки, метчики, протяжки, разверт-
ки, фасонные резцы и другие инструменты, работающие при невысоких скоро-
стях резания, в пределах 15…25 м/мин.
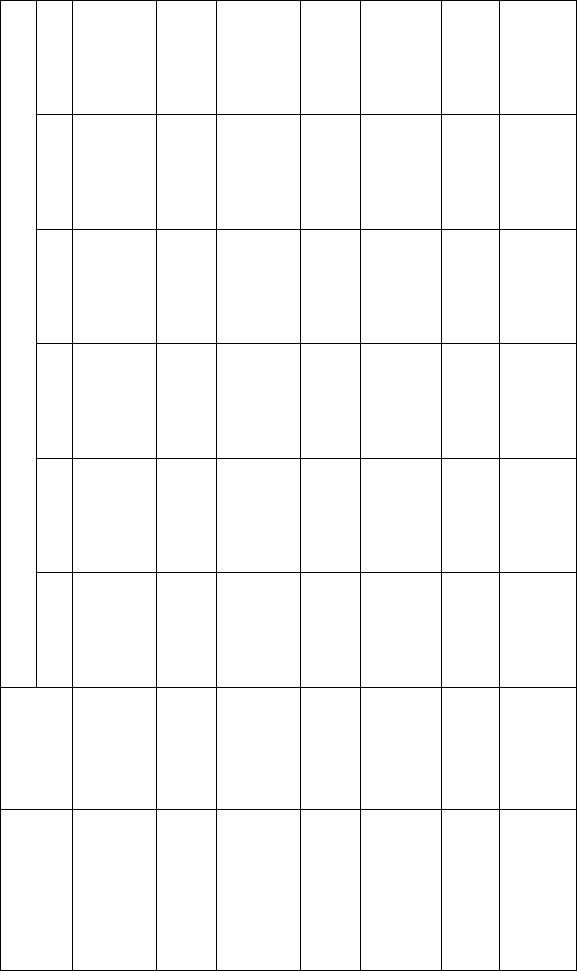
Быстрорежущие стали (ГОСТ 19265-73) появились в начале ХХ в. Основ-
ной легирующий элемент - вольфрам. Кроме вольфрама
быстрорежущие стали
содержат ванадий, хром, кобальт и молибден (табл. 1).
Введение легирующих элементов в сталь приводит к образованию сложных
карбидов, связывающих почти весь углерод, в результате чего быстрорежущая
сталь приобретает высокие твердость (HRC
э
= 63…64), теплостойкость (до
650
о
С), износостойкость, сопротивляемость пластическому деформированию и
хорошую прокаливаемость. Это позволило увеличить v
рез.
В 3…4 раза по срав-
нению с v
рез.
Углеродистых сталей.
Указанные свойства быстрорежущие стали приобретают после термооб-
работки, закалки и трехкратного отпуска для распада остаточного аустенита.
Окончательная структура стали – мартенсит в тонкодисперсные карбиды.
В обозначении быстрорежущих сталей вначале ставится буква Р, следую-
щая за ней цифра указывает содержание вольфрама в процентах. Стали, со-
держащие кобальт, молибден, ванадий, имеют в
маркировке соответственно
буквы К, М, Ф и цифры, показывающие их среднее содержание в процентах.
Хром в количестве 4% и углерод (0,7…1,5%) в марках не указываются.
Согласно классификации ИСО вся номенклатура быстрорежущих сталей
подразделяется на две группы: HSS – обычной производительности (Р9, Р18,
Р6М5 и др.) – идут на изготовление резцов, фрез, зенкеров, разверток, протя-
жек, зуборезных инструментов и т.д.; HSS-Б – повышенной производитель-
ность (Р9К5, Р18Ф2, Р9Ф5, Ф18К5Ф2 и др.) – идут на изготовление аналогич-
ных инструментов для обработки жаропрочных и титановых сплавов, корро-
зионностойких и других труднообрабатываемых материалов.
Разработаны для промышленного применения также стали с уменьшен-
ным содержанием дефицитного вольфрама
, например, сталь Р2М9К8, в кото-
рых удовлетворительные режущие свойства достигаются за счет повышенно-
го содержания углерода и дополнительного легирования молибденом, кобаль-
том, ванадием. Разрабатывают также и безвольфрамовые быстрорежущие ста-
ли.
Для экономии дорогостоящих материалов из быстрорежущей стали изго-
тавливают стандартные пластины, которые приваривают, припаивают или
крепят механически к
корпусной или крепежно-присоединительной части.
2.3. Твердые сплавы.
Появились в конце 20-х годов нашего столетия. Их изготавливают мето-
дом порошковой металлургии. Исходными материалами служат порошки кар-
бидов тугоплавких металлов, связанных металлическим кобальтом. Порошки
смешивают в определенных пропорциях, прессуют в формах и спекают при Т
= 1500…2000
о
С, после чего твердые сплавы имеют твердость HRA = 85…92 и
в дополнительной термообработке не нуждаются. Эта твердость сохраняется
до 1100…1250
о
С, что позволяет довести v
рез
до 800 м/мин. Твердые сплавы
химически пассивны к воздействию кислот и щелочей, а некоторые из них не
окисляются даже при 600…800
о
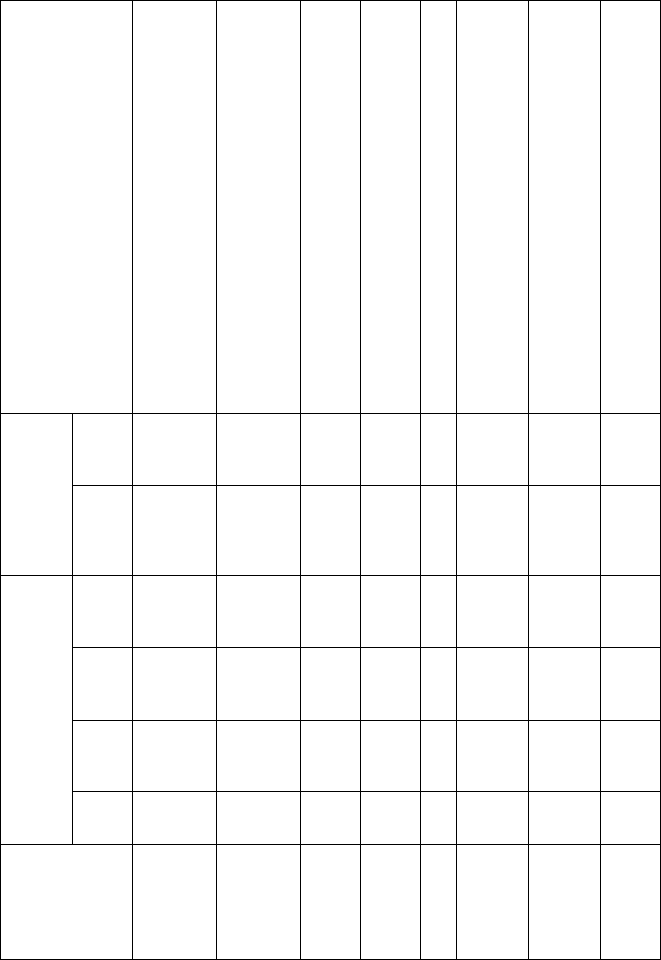
С. Химический состав и свойства ряда твер-
дых сплавов представлены в табл. 2.
Mo
1,0
1,0
1,0
3,0…3,6
5,0…5,5
0,5…1,0
1,0
1,0
1,0
1,0
1,0
4,8…5,3
3,8…4,3
Co
-
-
-
-
-
-
-
-
5,0…6,0
4,5…5,5
5,0…6,0
4,8…5,3
7,5…8,5
V
2,0…2,6
1,5…1,9
1,0…1,4
2,0…2,5
1,0…2,1
1,8…2,4
4,3…5,1
3,4…4,1
2,0…2,6
1,8…2,4
4,3…5,5
1,7…2,2
2,1…2,5
Cr
3,8…4,4
3,1…3,6
3,8…4,4
3,0…3,6
3,8…4,4
3,8…4,4
3,8…4,4
4,0…4,6
3,8…4,4
3,8…4,4
4,0…4,6
3,8…4,3
3,0…3,6
W
8,5…10
12…13
17,5…19
5,5…6,5
5,5…6,5
17,5…19,0
9,0…10,5
13,0…14,5
9,0…10,5
17,5…19,0
10,0…11,5
6,0…7,0
8,5…9,5
Химический состав, %
C
0,85…0,95
0,8…0,9
0,7…0,8
0,85…0,95
0,80…0,88
0,85…0,95
1,4…1,5
1,2…1,3
0,9…1,0
0,85…0,95
1,45…1,55
0,80…0,88
1,0…1,1
Марка
Р9
Р12
Р18
Р6М3
Р6М5
Р18Ф2
Р9Ф5
Р14Ф4
Р9К5
Р18К5Ф2
Р10К5Ф5
Р6М5К5
Р6М4К8Ф
Таблица 1
Химический состав быстрорежущих сталей
Группа сталей
Вольфрамовые
Вольфрамомо-
либденовые
Вольфрамована-
диевые
Вольфрамоко-
бальтовые
Вольфрамокоба-
льтовованадие
вые
Вольфрамомо-
либденокобаль-
Вольфрамомо-
либденокобаль-
тово ванадиевые
Примечание: содержание Mn, Si и Ni ≤ 0,4%; S и P ≤ 0,03%.
Твердые сплавы разделяют на три группы: вольфрамовые (однокарбид-
ные), содержащие карбиды вольфрама WC (ВК2, ВК3, ВК4, ВК6, ВК8 и др.);
титановольфрамовые (двухкарбидные), содержащие карбиды вольфрама WC
и титана TiC (Т5К10, Т14К8, Т15К6 и др.); титанотанталовольфрамовые (трех-
карбидные), состоят из карбидов титана TiC, тантала ТаС и вольфрама WC
(ТТ7К12, ТТ7К15, ТТ8
К6 и др.).
Отечественная промышленность выпускает около 20 марок твердых спла-
вов для изготовления режущих частей инструментов (ГОСТ 3882-74).
В обозначении сплавов вольфрамокобальтовой группы цифра показывает
содержание кобальта в процентах (например, ВК4: 4% Со, остальное WC);
титановольфрамовой группы – число после Т показывает процентное содер-
жание TiC, после К – Со, остальное – WC (например, Т5К10: 5% TiC, 10% Со
и 85% WC); титановольфрамовой
группы – после букв ТТ цифра показывает
суммарное содержание TiC и Tac, после буквы К – Со (например, ТТ7К12: 7%
TiC и Тас, 12% Со, 81% WC).
Главным недостатком твердых сплавов является хрупкость, а также не-
достаточная прочность при изгибе σ
и
и растяжении σ
р
. Поэтому целесообраз-
но так располагать режущие элементы, чтобы они по возможности работали
на сжатие, а не на изгиб и растяжение.
В последние годы большое внимание уделяется разработке новых твердых
сплавов, не содержащих карбидов WC, которые заменяются на TiC с добавка-
ми Мо, Ni и других тугоплавких металлов. Разработанные сплавы ТМ1, ТМ3,
ТН-30, КТН-16
и другие обладают высокой износостойкостью.
Карбидохромные твердые сплавы целесообразно применять при чистовой
и получистовой обработке низколегированных сплавов и цветных металлов
вместо стандартных сплавов Т30К4 и Т15К6.
Для оснащения режущих инструментов твердые сплавы выпускаются в
виде пластин, которые припаивают или крепят механически стальному кор-
пусу. Выпускаются также и монолитные твердосплавные
режущие инстру-
менты (отрезные фрезы, фасонные резцы, спиральные фрезы, развертки не-
больших диаметров и др.).
Применение
Прерывистое резание; чистовая обработка хруп-
ких материалов, жаропрочных и титановых спла-
вов
Прерывистое резание; получистовая обработка
хрупких материалов, жаропрочных и титановых
сплавов
Черновая обработка; обработка сталей аустенит-
ного класса
Строгальные и долбежные резцы
Спокойное резание при тонком точении стали
Чистовая и получистовая обработка стали
Черновая обработка; обработка с переменными
силами резания
Строгальные и долбежные резцы; прерывистое
резание
HRA
90
91
89,5
88,5
90
87,5
86,0
85,0
92
90
89,5
88,5
87
87
88
Физико-
механические
свойства
σ
н
,
МПа
981
1079
1275
1324
1275
1373
1618
1863
883
1079
1128
1275
1472
1520
1570
Co
2
3
4
6
6
8
15
20
4
6
8
10
12
12
15
WC
98
97
96
94
94
92
85
80
66
79
78
85
83
81
78
TaC
-
-
-
-
-
-
-
-
-
-
-
-
-
3
3
Химический состав, %
TiC
-
-
-
-
-
-
-
-
30
15
14
5
5
4
4
Таблица 2
Химический состав, механические свойства и области применения твердых сплавов
Марка
ВК2
ВК3М
ВК4
ВК6
ВК6М
ВК8
ВК15
ВК20
Т30К4
Т15К6
Т14К8
Т5К10
Т5К12В
ТТ7К12
ТТ7К15
2.4. Керамические инструментальные материалы.
Появились в начале 50-х годов. Они не содержат дорогостоящих и дефи-
цитных компонентов. Основой керамики является корунд – минерал кристал-
лического строения оксида алюминия
32
ОlΑ
.
Получают корунд из глинозема в электропечах при 1720…1750
о
С, поэто-
му его называют электрокорундом. Из кристаллов электрокорунда изготовля-
ют стандартные керамические пластины белого цвета. Примеси некоторых
химических элементов придают электрокорундам различные цветовые оттен-
ки.
Оксидная керамика обладает высокой твердостью (90…95 НRA), тепло-
стойкостью (до 1500
о
С) и в ряде случаев значительно превосходит по стойко-
сти и производительности твердые сплавы. Ее малое сродство с металлами
исключает адгезионное взаимодействие с обрабатываемым материалом,
вследствие чего достигается меньшая шероховатость поверхности, чем при
обработке твердыми сплавами.
Существенным недостатком оксидной керамики является высокая хруп-
кость поверхности, чем при обработке твердыми сплавами.
Существенным
недостатком оксидной керамики является высокая хруп-
кость, низкая ударная вязкость и термоусталость.
Инструменты из оксидной керамики используют при чистовой и получис-
товой обработке (обточке) заготовок из высокопрочных и отбеленных чугу-
нов, труднообрабатываемых сталей, некоторых марок цветных сплавов и не-
металлических материалов с высокими v
рез
(до 600 м/мин.) в условиях без-
ударной нагрузки, без охлаждения и при повышенной жесткости системы ста-
нок – приспособление – инструмент - деталь (СПИД). Наибольшее примене-
ние получила минералокерамика ПМ-332 и ВО-13, которая имеет σ
и
=
295…370 МПа.
С целью повышения прочности в оксидную керамику добавляют различ-
ные тугоплавкие соединения: WC, TiC, MoC, CrC
2
и др. Такие материалы по-
лучили название оксидно-крабидной керамики (крметы), имеющей σ
и
=
400..700 МПа, но меньшую тепло- и износостойкость, чем у ЦМ-332. Из новой
керамики изготавливают многогранные и круглые пластины: ВЗ, ВОК-60,
ВОК-63, ВШ-75 и др. Их применяют при обработке ковких и отбеленных чу-
гунов, труднообрабатываемых сталей и сплавов.
Пластины из кермета могут подвергаться отжигу, в результате чего стой-
кость их повышается в
2…4 раза по сравнению с неотоженными.
2.5.Природные алмазы и синтетические сверхтвердые материалы
Алмаз является самым твердым из известных инструментальных материа-
лов. Его применяют для оснащения лезвийных и абразивных инструментов.
По химическому составу алмаз представляет собой одну из аллотропных
модификаций углерода – кристаллический углерод. Он обладает высокой изно-
состойкостью, хорошей теплопроводностью, небольшим коэффициентом тре-
ния f
тр
и малой адгезионной способностью к металлам, за исключением
сплавов Fe-С, большой хрупкостью, а также весьма существенной анизотропи-
ей свойств по кристаллографическим плоскостям. Необходимо, чтобы алмаз
обрабатывался в «мягком» направлении, а изнашивание соответствовало бы
«твердому» направлению.
Алмазные инструменты характеризуются высокой производительностью
при тонком точении и растачивании цветных сплавов, пластмасс и т
.п., при
этом исключается необходимость шлифования. К недостаткам алмазных инст-
рументов относится их дефицитность и высокая стоимость, в 50 и более раз
превосходящая стоимость других инструментов.
Для изготовления режущих инструментов используют как природные (А),
так и синтетические (АС) алмазы. Синтетические алмазы получают путем пе-
ревода углерода в другую модификацию и значительного
уменьшения объема
исходного графита в условиях высоких температур и давлений.
Синтетические алмазы выпускаются следующих марок: АСБ (балласт АСБ-
5, АСБ-6 – применяются при точении цветных металлов и сплавов с повышен-
ным содержанием кремния, стеклопластиков и пластмасс, при этом их тепло-
стойкость 670
о
С, а износостойкость в 70…80 раз выше, чем у твердого сплава
ВК-2 и в 1,5 раза выше по сравнению со стойкостью природных алмазов. При-
меняются для оснащения режущей части сверл, резцов, фрез, а также изготов-
ления шлифовальных кругов, например, алмазных кругов АСПК (карбонада):
АСПК-1, АСПК-2, АСПК-3. Монокристаллические алмазы САМ используют
для обработки полупроводниковых
материалов, радиотехнической керамики и
высококремнистых цветных сплавов.
Разрабатываются и другие новые сверхтвердые материалы. Наиболее пер-
спективным из них является силинит Р – материал на основе нитрида кремния
(SiN), получающийся методом горячего спекания в графитовых прессформах в
виде пластин различной формы. Характерным для него является: отсутствие
склонности к адгезии по отношению к большинству
сталей, сплавов на основе
меди и алюминия, более высокая прочность, ударная вязкость и тплопровод-
ность по сравнению с аналогичными характеристиками инструментов из мине-
ралокерамики. Силинит-Р имеет достаточно высокие эксплуатационные свой-
ства при точении и фрезеровании чугуна, а также при точении закаленных ста-
лей; не содержит дефицитных элементов, что открывает
перспективы для более
широкого применения этого материала.
2.6.Упрочнение режущих инструментов
Формирование износостойких поверхностных слоев на инструментальных
материалах за счет применения методов поверхностного упрочнения позволя-
ет приблизиться к решению задачи создания «идеального» инструментального
материала, обладающего высокой износостойкостью в сочетании с достаточ-
ной прочностью и вязкостью. Режущий инструмент, изготовленный из такого
материала, может удовлетворять самым высоким требованиям, предъявляе-
мым к качеству, производительности, надежности
.
Существующие методы получения износостойких покрытий режущей
части инструментов можно разделить на три основные группы.
К методам первой группы относятся химико-термические методы образо-
вания покрытий (ХТО), основанные на твердофазовом, жидкостном и газофа-
зовом насыщении поверхностей инструментов серой, азотом, углеродом, бо-
ром, хромом и другими элементами, Методы ХТО позволяют получать по
-
крытия толщиной 10…70 мкм и твердостью около HV = 11000…12000 МПа,
что дает возможность увеличить стойкость различных типов инструментов из
быстрорежущих и углеродистых сталей в 1,3-3 раза. Практика металлообра-
ботки показали, что при толщине диффузионного слоя более 25…30 мкм и
твердости более 11000 МПа эффективность использования инструментов из
быстрорежущей стали значительно снижается из-за хрупкого разрушения их
режущей части.
Из электрофизических методов нанесения покрытий, относящихся к пер-
вой группе методов, наиболее эффективно электроискровое легирование,
обеспечивающее повышение стойкости инструментов в 2-4 раза. К преимуще-
ствам этого метода можно отнести возможность варьирования состава и
структуры покрытий, получение сравнительно большой их толщины, универ-
сальность и простоту обслуживания; к недостаткам - повышенную шерохова-
тость
поверхности формирующихся покрытий и невысокую производитель-
ность.
Ко второй группе методов относятся методы химического осаждения по-
крытий из парогазовой фазы (методы ХОП), получившие широкое распро-
странение для нанесения покрытий в виде тонких твердых слоев высокой
плотности на основе карбидов, нитридов, карбонитридов титана, а также
окисла алюминия на многогранные неперетачиваемых твердосплавные
пла-
стинки.
Методы ХОП обычно реализуются при температурах около 1000.1100
о
С,
что исключает их использование для нанесения покрытий на инструменты из
быстрорежущей стали, подвергнутые полной термической обработке. Исполь-
зуя методы второй группы, можно получить покрытие на основе карбидов,
нитридов и карбонитридов титана тантала и других металлов IV-VI групп Пе-
риодической системы элементов, использование которых позволяет повысить
стойкость твердосплавных пластин в 3 – 10 раз в широкой области применения.
Недостатком метода является, как правило, взрывоопасность применяемых га-
зовых смесей, содержащих водород.
К третьей группе методов могут быть отнесены методы физического осаж-
дения покрытия (методы ФОП), среди которых наибольшее распространение
получил метод конденсации покрытий из плазменной фазы в вакууме с ионной
бомбардировкой
поверхностей инструментов (метод КИБ).
Возможность широкого варьирования температурой при нанесении покры-
тий позволяет использовать вакуумно-плазменные методы в качестве универ-
сальных методов для нанесения широкой гаммы моно- и многослойных покры-
тий на инструменты из твердых сплавов и быстрорежущей стали.
Износостойкие покрытия, нанесенные методом КИБ на твердосплавные ин-
струменты, обеспечивают достаточно
надежное повышение стойкости в 3-5
раз. Данные об эффективности быстрорежущих инструментов крайне противо-
речивы: наряду с отрицательными результатами отмечается примерно четырех-
кратное повышение стойкости. Такой разброс объясняется тем, что покрытия
наносятся при температурах, близких к отпуску быстрорежущего инструмента,
и незначительные нарушения режима могут привести к снижению твердости
его поверхностей. Кроме того, перед
нанесением покрытия требуется тщатель-
ная очистка поверхностей инструментов, так как недопустимо наличие остат-
ков окисных пленок от термообработки, загрязнений от масла, эмульсий и т.д.,
что значительно увеличивает трудоемкость нанесения данных покрытий. Оче-
видно, наиболее целесообразно наносить покрытия методом КИБ при центра-
лизованном производстве инструментов.
Недостатками процесса КИБ, реализуемого на
современных установках,
также являются: возможность нанесения покрытия только на поверхности, рас-
положенные перпендикулярно к струе паров распыляемого металла; большая
энергоемкость установок; нерациональный цикл процесса нанесения износо-
стойких покрытий (трудоемкость работ, связанных с непосредственным полу-
чением покрытий, составляет около 10% от общей трудоемкости всего произ-
водственного цикла).
К методам третьей группы относятся также
плазменные и детонационные
методы напыления покрытий, которые лишь ограниченно используются при
производстве режущих инструментов. Особенно неудовлетворительно работа-
ют инструменты с напыленными плазменными и детонационными покрытия-
ми, имеющие криволинейные поверхности ил сложную форму режущей части.
Это связано с сильно выраженным направленным эффектом потока частиц,
формирующих покрытие. Обычно наиболее качественные покрытия образуют-
ся только на поверхностях инструментов, расположенных под прямым углом к
потоку частиц.
Основным недостатков напыленных плазменных покрытий является высо-
кая пористость, слабая адгезия с инструментальным материалом, отсутствие
диффузионных зон, необходимость тщательной подготовки поверхности ин-
струментов и то, что не всегда возможно регулировать свойства покрытия.
Более качественные покрытия формируются при использовании
детона-
ционного метода, когда покрытие образуется с помощью энергии взрыва газо-
вых смесей.
Детонационные покрытия характеризуются высокой плотностью и хоро-
шей адгезией с основой, имеют более высокие физико-химические и эксплуа-
тационные свойства, а также лучшую структуру. Температура основы при
этом методе не превышает 200
о
С, поэтому она практически не деформируется
и не подвергается физическим и структурным изменениям.
Детонационным покрытиям присущи главные недостатки напыляемых
покрытий, к тому же при детонационном напылении создается шум, превы-
шающий 140 дБ. Кроме того, очень высока стоимость оборудования.
Наиболее универсальными методами, применяемыми в условиях мелкосе-
рийного производства (что характерно для предприятий речфлота
) как для
повышения стойкости режущих инструментов, так и деталей машин, являются
химико-термические методы, получившие наибольшее распространение в
промышленности, и в первую очередь газовое сульфанианирование в продук-
тах пиролиза карбамида и тиокарбамида, разработанное на кафедре ТКМиС
ЛИВТа.
2.7.Применение и перспективы развития инструментальных
материалов
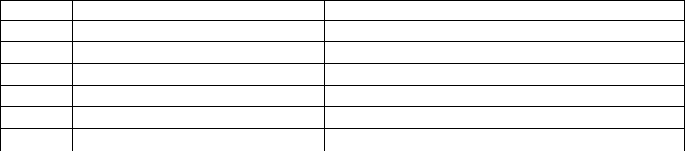
В завершение этой главы необходимо подчеркнуть эволюционный харак-
тер развития инструментальных материалов. На эволюционный процесс ука-
зывают скорости резания, обычно применяемые в промышленности для обра-
ботки стали различными группами инструментальных материалов (табл. 3).
Таблица 3
Скорости резания для различных групп инструментальных материалов
№№ Инструментальный материал Скорость резания, м/мин.
1. Углеродистая сталь 5…20
2. Легированная сталь 15…30
3. Быстрорежущая сталь 30…50
4. Твердый сплав 150…200
5. Минералокерамика 300…600
6. Алмазы и ССМ До 1200
Это сравнение дает возможность предположить в дальнейшем слишком
простое развитие. Можно было бы предположить, что более эффективный ин-
струментальный материал быстро приведет к исключению менее эффективно-
го. Однако вследствие большого разнообразия условий обработки металлов
резанием ряд инструментальных материалов сохраняется, и будет продолжать
применяться.
Удельный вес каждой из групп инструментальных материалов по
приме-
няемости различен (табл. 4 и 5). Структура их соотношений непостоянна и по
мере развития машиностроения удельный вес наиболее производительных ма-
териалов постоянно увеличивается (табл. 5). Однако несмотря на наметившиеся
в последние годы тенденции, быстрорежущие стали являются одним из основ-
ных материалов для изготовления режущих инструментов, особенно имеющих
фасонные или режущие кромки значительной
длины (резьбонарезные, зуборез-
ные инструменты, протяжки, фасонные резцы и т.п.). Универсальные инстру-
менты (сверла, зенкеры, развертки, концевые и дисковые фрезы, пилы), широко
применяемые в производстве, также в основном изготовляются из этих сталей.
Существенно уступая по теплостойкости и износостойкости твердым спла-
вам, быстрорежущие стали имеют наивысшую прочность на изгиб (σ
и
до 400
МПа) и ударную вязкость среди всех инструментальных материалов. Кроме
того, инструменты из быстрорежущей стали могут быть заточены с максималь-
но возможной остротой режущей кромки, что очень важно для чистовых опе-
раций; обладают высокой стабильностью режущих свойств и надежностью в
работе, что имеет большое значение при использовании их на автоматическом
оборудовании с многоинструментальными наладками.
Таблица 4.
Процент использования инструментальных материалов в СССР в 1985 г.
Способ обработки Использование режущих материалов, %
Быстрорежущие
стали
Твердые спла-
вы
Минералокера-
мика
Сверление 96 4 -
Растачивание и зенкерование 77 23 -
Нарезание резьбы 100 - -
Развертывание 60 40 -
Точение 17 81 2
Фрезерование 60 40 -
Разрезка пилами 94 6 -
Протягивание 100 - -
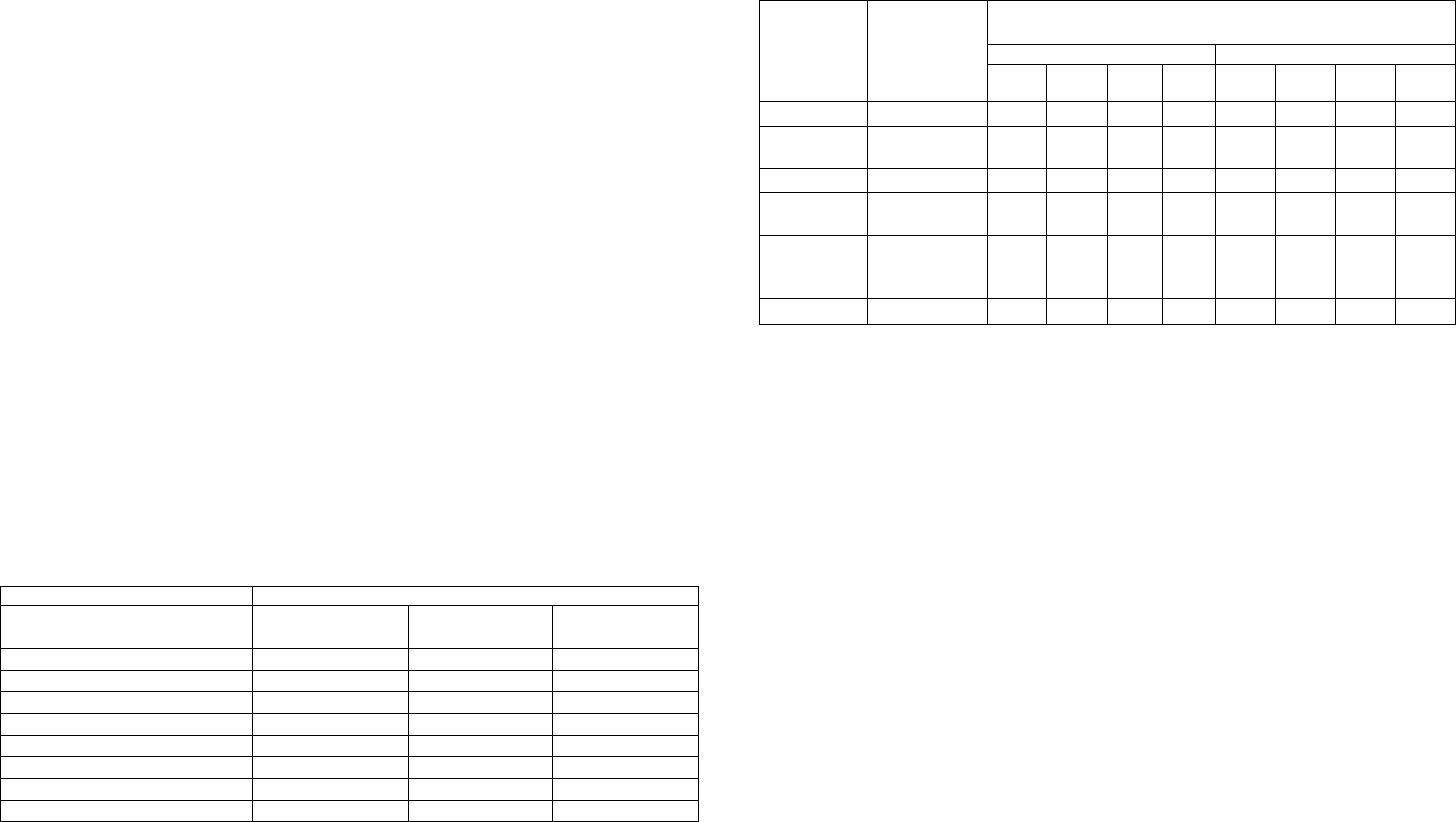
Таблица 5
Прогноз изменения удельного веса инструментальных материалов
при различных способах обработки резанием в зарубежной промышленности
Удельный вес инструментальных материалов различных марок
по годам, %
1980 1990
Вид обра-
ботки
Уд.вес инст-
рументаль-
ных материа-
лов в общем
объеме, %
HSS
HM
SK
SHS
HSS
HM
SK
SHS
Точение 49,2 38,9 60,0 1,0 0,1 4,5 90,0 5,0 0,5
Фрезеро-
вание
19,2 50,0 49,9 - 0,1 27,5 70,0 2,0 0,5
Сверление 23,6 90,0 10,0 - - 69,6 30,0 0,2 0,2
Протяги-
вание
0,7 100,
0
- - - 98,0 2,0 - -
Строгание
и долбле-
ние
3,2 20,0 80,0 - - 10,0 90,0 - -
Отрезка 3,7 99,0 1,0 - - 90,0 10,0 - -
Примечание. HSS – быстрорежущая сталь; HM – твердый сплав;
SK – минералокерамика; SHS – сверхтвердые материалы.
В СССР за последние годы марочная структура быстрорежущих сталей
претерпела серьезные изменения. Взамен вольфрамовой стали Р18 было раз-
работано большое число марок экономно легированных вольфрамо-
молибденовых сталей.
Наибольшее применение из быстрорежущих сталей нормальной произво-
дительности в СССР, а также во
многих зарубежных странах получила сталь
Р6М5, выпуск которой в СССР составляет около 80% всего объема быстроре-
жущих сталей. При правильной технологии изготовления (термообработка,
заточка) инструменты из стали Р6М5 имеют равную, а в некоторых случаях
даже более высокую износостойкость, чем из стали Р16, однако при обработке
высоколегированных сталей и сплавов и
других труднообрабатываемых мате-
риалов их износостойкость в 2-3 раза ниже.
Работоспособность режущих инструментов может быть повышена за счет
такого изменения поверхностных свойств инструментального материала, при
которых контактные площадки инструментов будут наиболее эффективно
сопротивляться изнашиванию как при комнатной, так и при повышенной тем-
пературах. При этом инструментальный материал должен одновременно об-