Погодаев Л.И. Теория резания и инструменты : Курс лекций
Подождите немного. Документ загружается.

10 20 40 60
V, м/мин
0,2
0,4
0,6
0,8
1,0
G, мг∆
G=constV∆
2,5
рез
n=2,5
550 C
o
650 C
o
Рис.42.Влияние скорости резания на массовый износ резца из стали Р18 (заготовки из стали 45
0,8 мм/об; t = 2 мм)
0
300
200 400 600
T, C
o
HV,
кг/мм
2
400
600
800
1
2
3
HV =
2-3
const
2,5
T
Рис.43.Влияние температуры нагрева на твердость быстрорежущих сталей марок Р6М5 и
Р8М3К6С
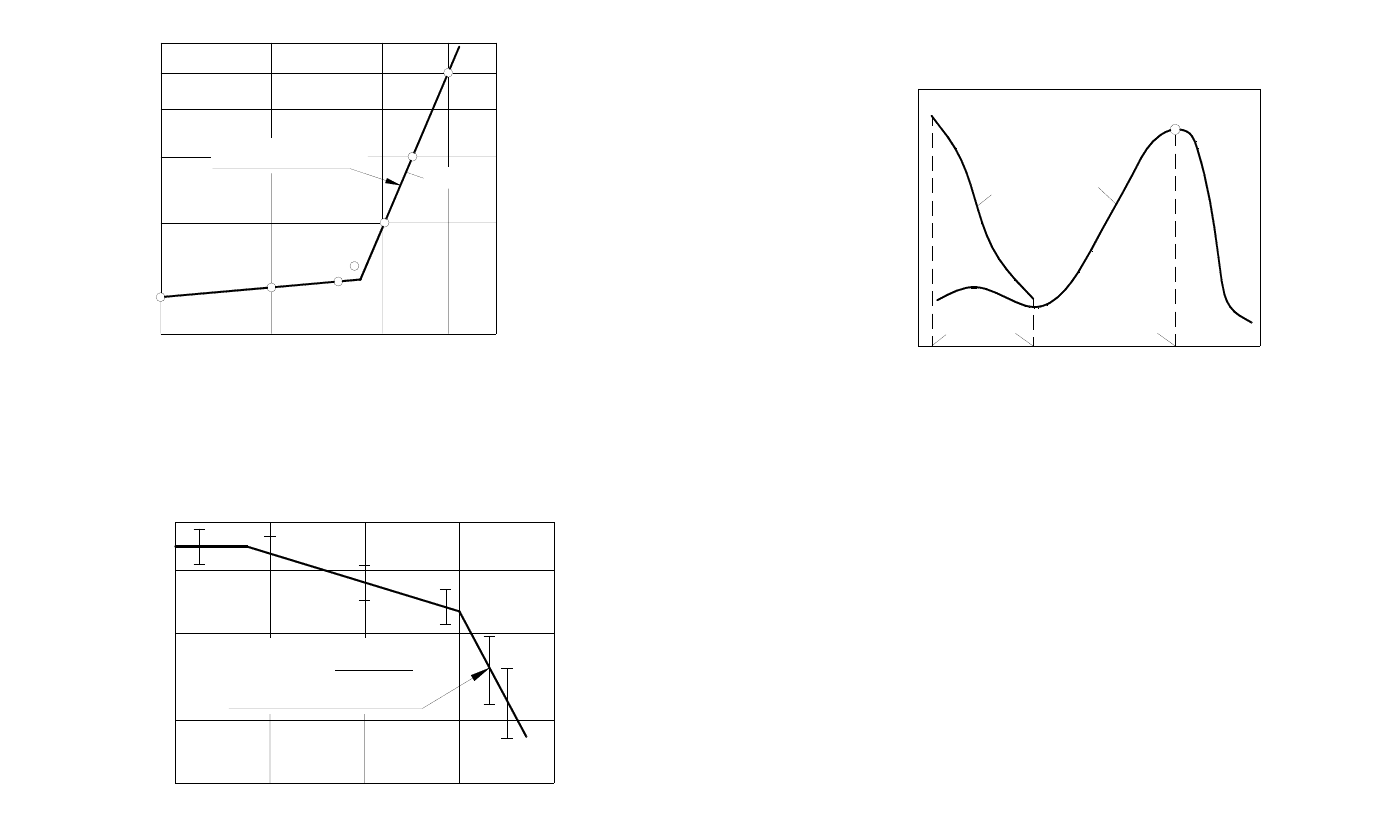
Влияние скорости резания на стойкость инструментов из быстрорежущих
сталей и твердых сплавов показано на рис. 44 кривыми 1 и 2 соответственно.
V , м/мин
рез
T, мин
V
0
V
1 опт
V
а
б
в
г
1
2
Рис.44.Влияние скорости резания на стойкость резцов из быстрорежущей стали (1) и твердо-
го сплава (2) ; υ
ОПТ
–оптимальная скорость резания, если критерий оптимизации – стойкость Т
С увеличением скорости от v
o
до v
1
стойкость инструмента из быстроре-
жущей стали резко падает вследствие теплового разупрочнения.
Для твердосплавного инструмента на участке аб наблюдается образование
нароста и адгезионный износ и соответственно – низкая стойкость. На участке
бв интенсивность адгезионного изнашивания снижается и стойкость растет,
достигая максимума в т.в.
Наибольшей стойкости инструмента соответствует оптимальная скорость
резания v
опт.
На участке вг стойкость инструмента падает вследствие его разу-
прочнения при росте температуры в зоне резания. Участок вг кривой 2 пред-
ставляет наибольший практический интерес, так, при работе с тах производи-
тельностью скорость резания может превышать v
опт
. Практика показывает,
что кривая 1 и участок вг кривой 2 (рис. 44) можно представить степенной
зависимостью
Т = const
1,2
/
п
рез.
ν
(35)
где const
2
для твердого сплава превышает const
1
для быстрорежущей стали, а
показатель степени п = 5…8 (большие значения для стали Р18).
На практике часто используют вытекающую из (35) при т = 1/п пропор-
циональность
V
о
/v
1
= (Т
1
/Т
2
)
т
(36)
при оценке скорости резания для различных значений стойкости инструмен-
тов.
Если требуется увеличение глубины резания или подачи при сохранении
постоянной стойкости, то необходимо уменьшить скорость резания. Глубина
резания и подача неодинаково влияют на скорость резания. С увеличением t и S
повышается температура резания, но в то же время улучшается теплоотвод, т.к.
одновременно с увеличением t увеличивается рабочая длина лезвия и возраста-
ет
площадь контакта стружки с резцом. Для обеспечения более высокой v вы-
годнее работать с большей t и меньшей S. Это объясняется тем, что увеличение
t улучшает теплоотвод из зоны резания и поэтому температура резца практиче-
ски не изменяется.
Скорость резания (при прочих равных условиях) зависит от геометрических
параметров режущей части инструментов.
С увеличением
переднего угла γ уменьшаются деформации, соответственно
уменьшаются силы резания и теплообразование. Стойкость инструмента при
этом увеличивается. Однако при значительных γ, несмотря на меньшее тепло-
образование, значительно ухудшается теплоотвод, поэтому повышение стойко-
сти, а следовательно, и повышение скорости резания ограничено. При этом оп-
тимальное значение угла γ будет соответствовать максимальной стойкости ин
-
струментов.
С уменьшением заданного угла α возрастает трение по задней поверхности,
растет и теплообразование. С другой стороны, при значительном увеличении α
уменьшается угол засстроения β, в связи с чем ухудшается теплоотвод и проч-
ность режущей части инструмента.
С увеличением главного угла в плане φ уменьшается площадь контакта ин-
струмента с
обрабатываемой заготовкой и ухудшается теплоотвод, поэтому
увеличение φ приводит к снижению стойкости, а следовательно, и скорости
резания. При определении скорости резания вводится поправочный коэффици-
ент
ν
ϕ
К , зависящий от значения φ:
φ
о
10 20 30 45 60 75 90
ν
ϕ
К
1,55 1,33 1,15 1 0,98 0,86 0,81
При малых значениях вспомогательного угла в плане φ′ значительное уча-
стие в резании принимает вспомогательная режущая кромка (побочное реза-
ние). В связи с этим появляется дополнительный приток тепла. При увеличении
φ′ масса вершины резца уменьшается, что ухудшает теплоотвод. Установлено,
что увеличение φ′ от 5 до 10
о
повышает стойкость инструментов, а после 10
приводит к ее снижению. Ниже приведены значения поправочного коэффици-
ента
ν
ϕ
'
К на скорость резания в зависимости от угла φ′:
φ′
о
10 15 20 30 45
ν
ϕ
'
К
1 0,97 0,94 0,91 0,87
Радиус закругления в плане r
в
повышает стойкость инструмента, посколь-
ку снижает температуру резания
за счет увеличения длины контакта режущей кромки с заготовкой:
R
в
, мм 1 2 9 5
ν
в
r
К
0,94 1,0 1,03 1,13
При отрицательном значении угла наклона главной режущей кромки λ
вершина резца испытывает большое давление и на ней концентрируется зна-
чительное количество тепла.
Металлоемкость при этом меньше, чем при положительном значении λ,
поэтому и стойкость резца будет ниже. Поэтому при положительном λ ско-
рость резания может быть выбрана более высокой.
С увеличением
площади поперечного сечения стержня резца улучшается
теплоотвод, что положительно сказывается на стойкости. Однако домини-
рующим фактором при выборе размеров стержня резца являются силы реза-
ния: чем больше силы резания, тем больше должно быть сечение стержня рез-
ца, обеспечивающее его виброустойчивость и прочность.
Значительное влияние на скорость резания оказывает материал обрабаты-
ваемой заготовки, качество которого характеризуется химическим составом,
структурой и ФМС. С изменением свойств обрабатываемого материала изме-
няются силы резания, температура резания, интенсивность изнашивания ре-
жущего инструмента, скорость резания и шероховатость обработанной по-
верхности.
Влияние ФМС связано с температурой, возникающей при резании. Чем
выше твердость заготовки, тем больше силы резания и теплообразование
.
Большую роль играет также способность материала заготовки отводить тепло
(его теплопроводность и теплоемкость).
Способность материалов поддаваться резанию принято называть их обра-
батываемостью. Обрабатываемость стали зависит в основном от содержания
углерода, легирующих компонентов и структуры.
С увеличением содержания углерода в стали обрабатываемость ухудшает-
ся, однако шероховатость поверхности снижается. Повышенное содержание
углерода
ухудшает также теплопроводность стали, что увеличивает темпера-
туру резания. Все это приводит к снижению v
рез.
Интенсивность изнашивания инструментов при постоянной v
рез.
Зависит
от микроструктуры материала заготовки. Наилучшей структурой, с точки зре-
ния обрабатываемости, является зернистый перлит. Мелкозернистые структу-
ры обрабатываются легче, чем крупнозернистые.
Большое влияние на v
рез.
Оказывает состояние обрабатываемой поверхно-
сти (горячекатанная или холоднокатання, отожженная или нормализованная;
имеется ли корка и т.п.). Так, наличие твердой корки после штамповки заго-
товки снижает v
рез.
На 10…20%, литейная корка снижает v
рез.
Еще значительнее,
на 30…40%.
Влияние прочности обрабатываемого материала на скорость резания учи-
тывается поправочным коэффициентом
п
ьм
К )/750(
σ
ν
=
,
где
ь
σ
- предел прочности материала заготовки в МПа; м – показатель степени.
Легирующие компоненты в стали (хром, марганец, кремний, вольфрам и
т.п.) ухудшают обрабатываемость, так как снижается теплопроводность, увели-
чивают твердость и прочность заготовки. Наличие карбидов повышают интен-
сивность изнашивания инструментов. Из легированных сталей наихудшей об-
рабатываемостью обладают аустенитные (нержавеющие и жаропрочные).
Их
низкая обрабатываемость объясняется следующим: высокой адгезионной спо-
собностью, в результате чего происходит сваривание стружки с интрументом;
большим тепловыделением вследствие больших сил резания и низкой тепло-
проводность аустенита; интенсивным деформационным упрочнением срезае-
мого слоя; повышенной истирающей способностью вследствие наличия в
структуре твердых частиц карбидов.
Чугун обрабатывается труднее, чем сталь. Это объясняется
низкой тепло-
проводностью чугуна и наличием в нем твердых включений цементита, карби-
дов, а также песка (в литейной корке).
Медные сплавы (бронзы) лучше обрабатываются, чем сталь, т.к. они обла-
дают меньшим пределом прочности и большей теплопроводностью.
Алюминиевые сплавы обладают значительно лучшей обрабатываемостью,
чем сталь. Скорость резания при обработке алюминиевых
сплавов может быть
в 6…8 раз больше, чем при обработке стали.
Значительное влияние на v
рез.
оказывает материал режущей части инстру-
мента. В табл. 9 приведены средние значения, применяемые при точении.
Таблица 9.
Среднее значение v
рез.
при точении
Обрабатываемый материал Материал режущей части резца
Значения
v
рез
., м/мин
.
Сталь Быстрорежущая сталь 15…50
Чугун серый Твердый сплав 50…200
Сталь Твердый сплав 100…300
Алюминиевые сплавы Быстрорежущая сталь 100…200
Алюминиевые сплавы Твердый сплав 200…800
Сталь и чугун серый Минералокерамика 200…700
Бронза Алмаз 100…800
Если принять v
рез.
, допускаемую каким-либо инструментальным материа-
лом, за единицу, то относительную v
рез.
для других материалов можно оценить
с помощью коэффициента
ν
м
К , значения которого приведены в табл. 10.
Скорость резания может быть увеличена на 15…20% (при неизменной из-
носостойкости инструмента) за счет применения смазочно-охлаждающих
жидкостей.
Таблица 10.
Значения коэффициентов
ν
м
К
Обрабатываемый матери-
ал
Инструментальный материал
ν
м
К
Сталь Быстрорежущие стали 0,25
Твердый сплав ТЗ0К4 2,15
-"- Т15К6 1,54
-"- Т14К8 1,23
-"- Т5К10 1,0
Минералокерамика 1,5…2,0
Чугун серый Быстрорежущие стали 0,25
Твердый сплав ВК2 1,20
-"- ВК3 1,15
-"- ВК6 1,0
-"- ВК8 0,83
Минералокерамика 1,5…2,0
При определении допустимой v
рез.
учитывается износ инструмента. Если
износ превышает заранее заданный нормативный, то v
рез
должна быть умень-
шена с учетом коэффициента
ν
м
К .
На скорость резания оказывает влияние тип резца. Закономерности изме-
нения v
рез.
, рассмотренные выше, относятся к токарным проходным резцам.
Расточные резцы работают в более тяжелых условиях, чем проходные.
Это связано с большим вылетом резца при расточке длинных отверстий, худ-
шей теплоотдачей, затруднениями с подводом СОТС, большим контактом
задней поверхности резца с поверхностью резания. Перечисленные условия
учитываются выделением в формулу скорости резания поправочного
коэффи-
циента
ν
нт
К
.
=0,9.
Подрезные резцы при подрезке торца работают в несколько лучших усло-
виях, чем проходные, т.к. v
рез.
уменьшается по мере приближения резца к цен-
тру заготовки. В этом случае
ν
нт
К
.
= 1,04.
Отрезные резцы работают в особо тяжелых условиях. Для них характерны:
пониженная прочность и металлоемкость головки резца, малые значения угла
φ′ (до 3
о
), что приводит к повышенному трению на уголках резца, затруднен-
ный выход стружки, слабый отвод тепла. Поправочный коэффициент для от-
резных резцов
ν
нт
К
.
= 0,5…0,6
Кованные и литые детали имеют поверхностный слой более твердый, чем
основная масса металла, поэтому при первом проходе v
рез
. должна быть мень-
ше, чем при последующих проходах. При обработке горячекатанного прутка
скорость может быть выше, чем при обработке холоднокатанного прутка, т.к.
последний имеет наклепанный поверхностный слой.
На основании вышеизложенного можно записать формулу для определения
скорости резания в общем виде:
v
y
v
x
m
v
StT
C
v
⋅⋅
=
. К
v
, (37)
где К
v
– общий поправочный коэффициент;
К
v
=
ν
м
К ·
ν
γ
К ·
ν
α
К ·
ν
ϕ
К ·
ν
ϕ
К
ν
rв
К ·
ν
λ
К ·
ν
h
К ·
ν
и
К ·
ν
.. рт
К ·
ν
.сотс
К ·
ν
.ас
К ,
где
ν
м
К
- коэффициент, зависящий от свойств обрабатываемого материала;
ν
γ
К ,
ν
α
К ,
ν
ϕ
К ,
ν
ϕ
К ,
ν
rв
К ,
ν
λ
К ,
ν
h
К ,
ν
и
К ,
ν
.. рт
К ,
ν
.сотс
К ,
ν
.ас
К - коэффи-
циенты, соответственно учитывающие влияние переднего, заднего, главного и
вспомогательного углов в плане, радиуса при вершине, угла наклона главной
режущей кромки, износа резца, материала режущей части инструмента, типа
резца, СОТС, характеристики поверхностного слоя заготовки.
Значения показателей степени, постоянной С
v
и поправочных коэффициен-
тов помещены в справочниках и нормативах режимов резания.
5.11.Стойкость инструментов
Оценку обрабатываемого материала и режущей способности инструментов
можно производить по силе резания, форме и размерам стружки, шероховато-
сти обработанной поверхности и периоду стойкости инструмента.
Под стойкостью инструмента Т понимают продолжительность его работы в
минутах между переточками при достижении нормативного (допустимого) из-
носа. Суммарная стойкость инструмента равна произведению стойкости Т на
количество
возможных переточек.
Период работы резца, в течение которого обеспечиваются заданные разре-
зы и шероховатость обрабатываемой детали, называется размерной стойко-
стью. При размерной стойкости норма износа резца ниже, чем при обычной
стойкости. Расчет режима резания с учетом размерной стойкости производит-
ся при чистовой обработке на универсальных станках, а также при любой
об-
работке на станках-автоматах и автоматических линиях.
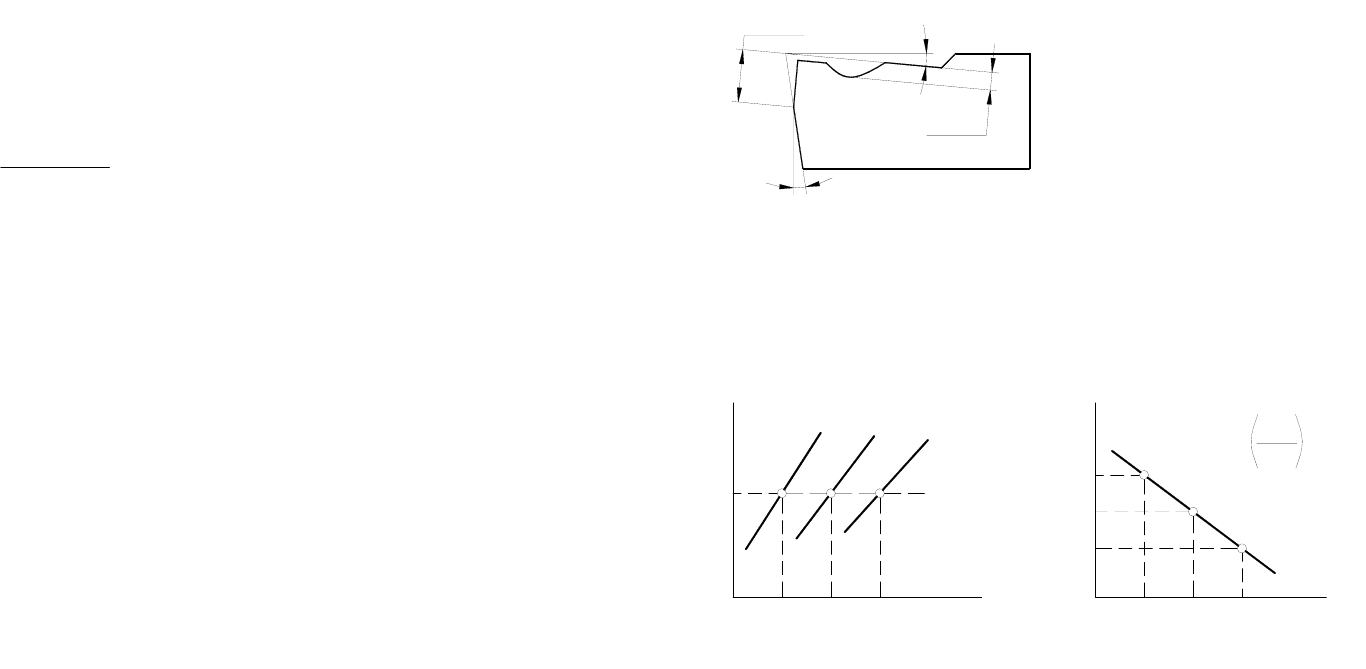
Чаще всего стойкость инструмента оценивается по периоду стойкости Т
(мин), в течение которого режущая кромка получает предельно допустимый
износ по задней (h
з.п.
) или по передней (h
п.п
) поверхности (рис. 45).
γ
α
[h ]
п.п.
[h ]
з.п.
Рис.45. Схема измерения износов
резца: 1 – по задней поверхности ;
2 – по передней поверхности
В ряде случаев в качестве критериев стойкости рассматривают путь ре-
жущей кромки L за период стойкости Т, а также число обработанных загото-
вок, приводящее к износу, равному допускаемому (h).
1
VV
2
V
3
T
12
T
3
T
[h]
lgh
lgt
а)
T =
lgV
lgT
б)
3
T
2
T
T
1
V
32
VV
1
C
V
V
1/m
m = 0,1...0,3
Рис.46. Графики обрабатываемости материала:
а – зависимость износа резца от стойкости при различных скоростях резания ;
б – зависимость стойкости резца от скорости
Для оценки обрабатываемости заготовок экспериментальным путем стро-
ят графики: h = ƒ(t) и Т = ƒ(v). Указанные зависимости строят в осях с лога-
рифмическими шкалами (рис. 46 а, б).
На первом этапе строят серию опытных кривых h(t) (рис.46 а ). При этом в
процессе обработки заготовки с различными скоростями резания измеряют ли-
нейный износ резцов, чаще всего по задней поверхности h
з.п.
. Скорости выби-
рают такие, чтобы стойкость измерялась в диапазоне примерно от 10 до 60 ми-
нут, а износы соответствовали данным табл. 11.
Таблица 11.
Рекомендуемые значения износов резцов при стойкости Т = 10…60 мин
Материал резца h
з.п.
, мм
h
п
.
п
.
, мм
Быстрорежущая сталь 0,35…1,4 0,1…0,3
Твердый сплав 0,5…0,7 0,1…0,2
Минералокерамика 0,15…0,3 0,1
После построения серии кривых h(t) определяют стойкости Т
1
, Т
2
,…,Т
п,
со-
ответствующие скорости резания v
1,
v
2
,…, v
n
при одинаковом, заранее заданном
допускаемом износе [h].
На втором этапе полученные результаты предоставляют в виде графика об-
рабатываемости заготовки Т(v) (рис. 46 б). При этом опытные точки чаще всего
аппроксимируют степенной зависимостью
m
С
7
ν
ν
= , (38)
где С
v
– опытная постоянная, зависящая от подачи, глубины резания и ме-
ханических свойств заготовки; m – показатель степени, изменяющийся в преде-
лах от 0,1 до 0,5. .
Кривые обрабатываемости, соответствующие формуле (38), справедливы
для условий резания с достаточно высокими скоростями, при которых стой-
кость инструментов определяется процессами, зависящими от температуры,
включая пластическую деформацию и диффузию.
Построения на рис. 43
не соответствуют условиям обработки при низких
скоростях резания (сверление, точение фасонными резцами заготовок малого
диаметра, строгание и др).
В зависимости от требуемой точности обработки деталей [h
з.п.
] в общем
случае может изменяться в более широких пределах от 0,3 до 3,0 мм. Для рез-
цов, оснащенных твердым сплавом.
[h
з.п.
] = 0,4…1,0 мм – при обработке стальных заготовок
[h
з.п.
] = 0,8…1,7 мм – при обработке чугуна.
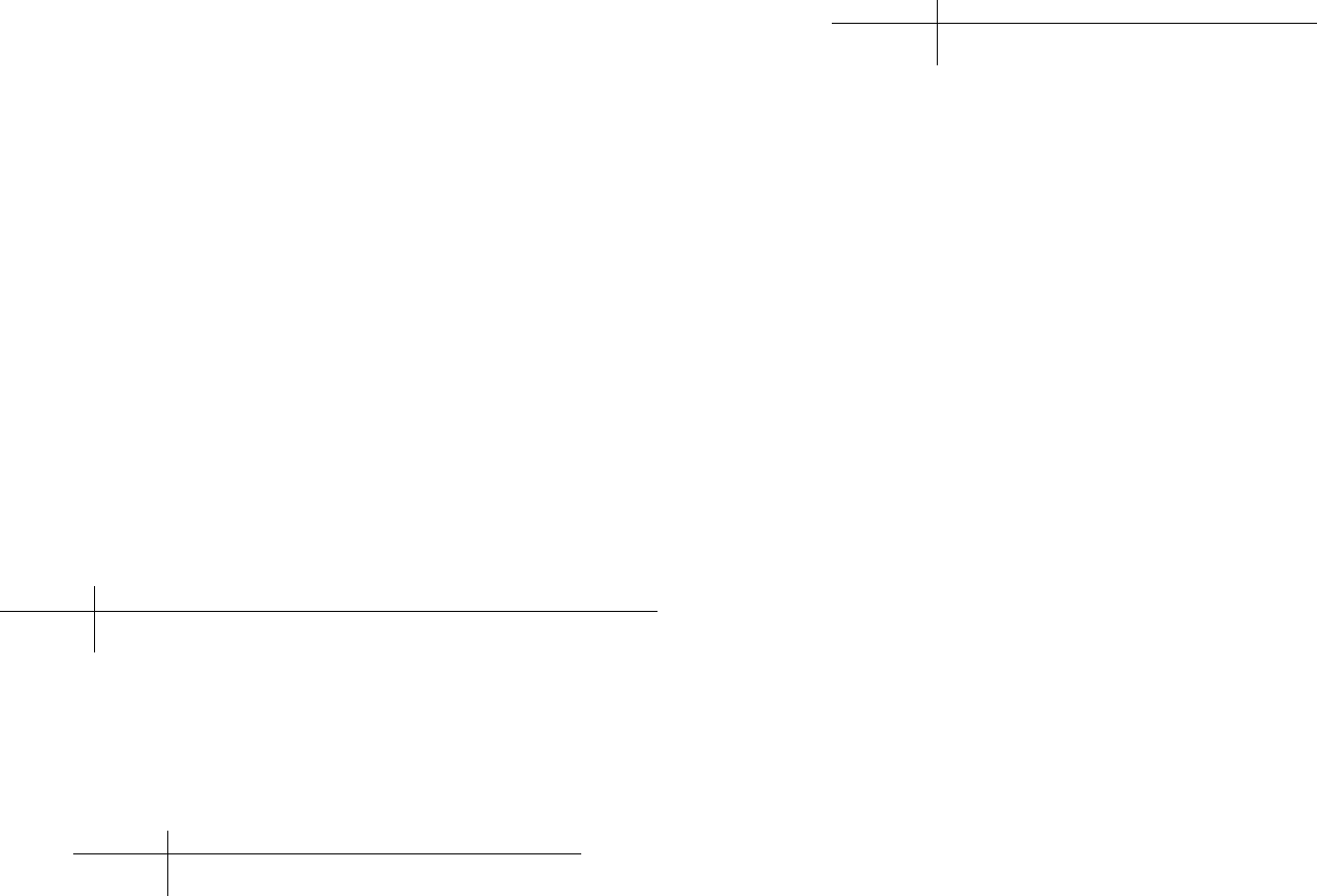
Вытекающая из рис. 46 б сильная зависимость стойкости резца от скорости
резания (Т~v
-3,3…10
) указывает на то, что назначение периода стойкости и уста-
новление режимов обработки во взаимосввязи представляют собой оптимиза-
ционную задачу. Действительно, для высокой производительности обработки
выгодно повышать v
рез.
, однако при этом можно больше потерять на переточ-
ках или замене износившихся резцов, т.к. Т будет непродолжительным. И,
наоборот, при высокой стойкости инструмента, т.е. при достаточно продол-
жительном периоде Т, скорость резания и, соответственно, производитель-
ность обработки, окажутся невысокими.
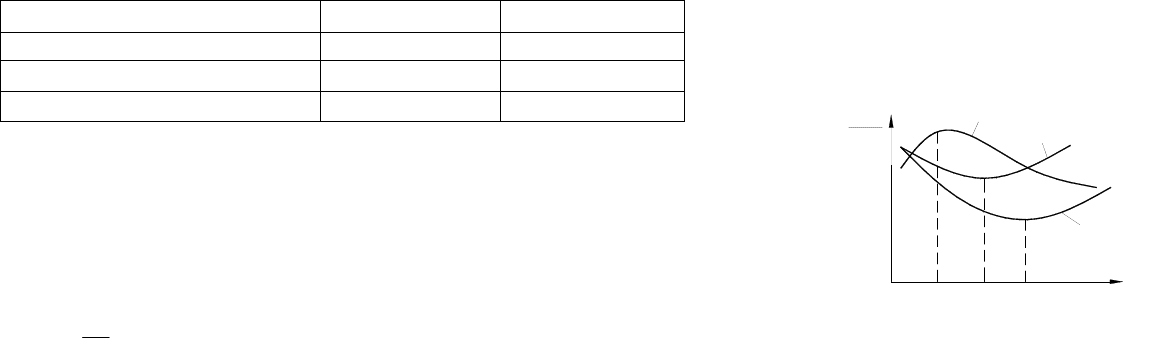
Очевидно, что Т и v
рез
должны назначаться при условии обеспечения дос-
таточно высокой производительности труда П и низкой себестоимости обра-
ботки заготовки С (рис. 47).
П,
T, мин
П
T
С
TT
И
П
С
И
дет
мин
С, руб
И, руб
0
Рис.47. Стойкость инструментов при-
различных критериях оптимальности
обработки: П- производительность; С –
себестоимость обработки; И – затраты
на изготовление и эксплуатацию инст-
рументов
Кривые на рис. 47 показывают, что при работе на универсальных станках
период стойкости Т не должен выходить за пределы неравенства
Т
п
≤ Т ≤ Т
о
При работе станков-автоматов обеспечение безостановочной работы ав-
томатических линий может быть достигнуто при повышенной стойкости Т
инструментов и пониженной скорости обработки.
Рекомендуются следующие периоды стойкости Т инструментов, мин: для
резцов из быстрорежущей стали – 30…60; из твердых сплавов – 45…90; из
минералокерамики – 30…40; для резьбовых и фасонных резцов – 120.
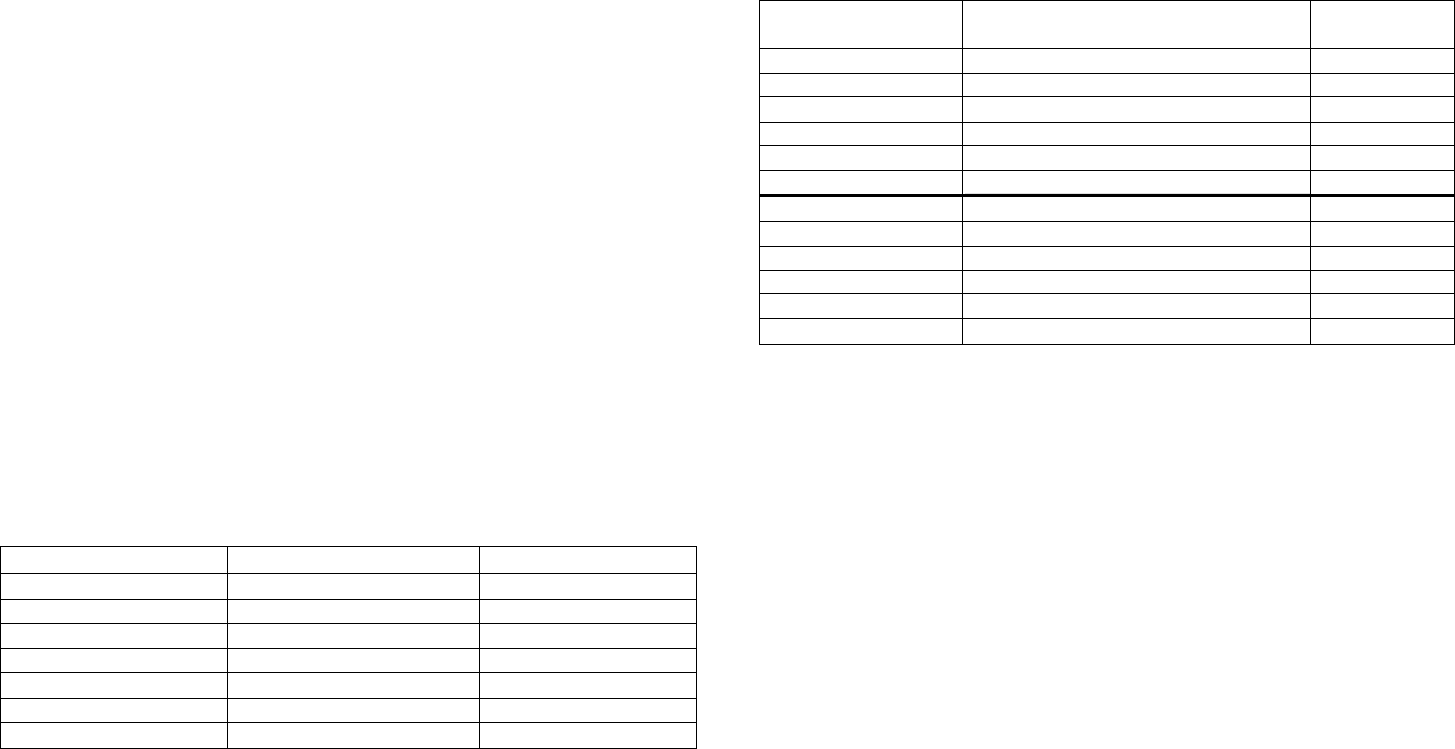
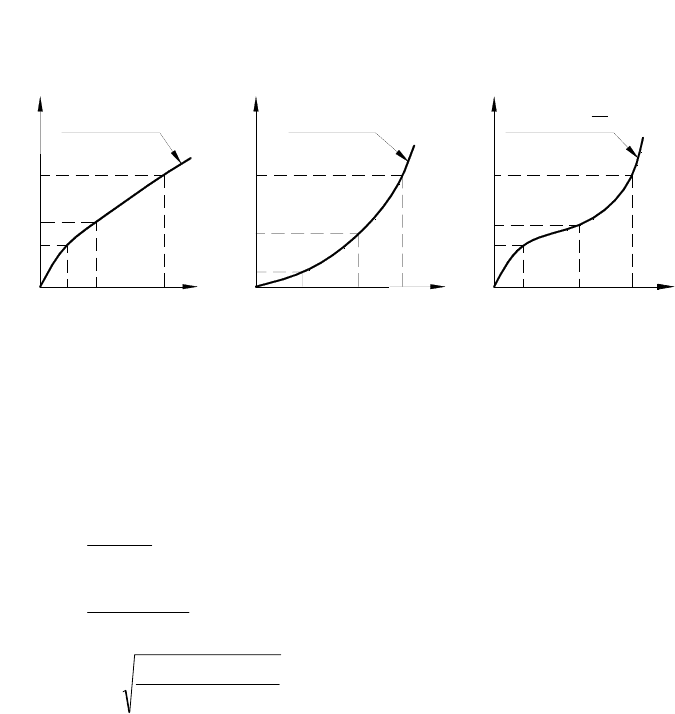
Построение кривых на рис. 46 а производят
обычно в предположении су-
ществования линейной зависимости износа от времени. В действительности
указанная зависимость является нелинейной (рис. 48). Поэтому при определе-
нии периода стойкости Т по [h] в более широком диапазоне изменения ли-
нейного износа резцов во времени следует по возможности учитывать харак-
тер кривой h(t) в конкретных условиях резания.
0
T
h
t
[h]
t
oi
t
cp
h
i
h
o
h=h + I t
oh
а)
h=h e
h
h
0
t
cp
T
tt
io
o
h
[h]
i
I
o
б)
t
h
h
h=h +k
h
i
0
h
o
[h]
t
cp
T
i
t
o
t
o
в)
2
t
2
Рис.48. Основные разновидности зависимостей линейного износа режущих инструментов от вре-
мени
Для разновидностей кривых h(t), приведенных на рис. 48 а, б и в, средние
значения периодов стойкости Т
ср
при [h] могут быть определены соответствен-
но по уравнениям:
[]
h
o
ср
I
hh
Т
−
=
+ t
o
;
[]
o
h
ср
t
I
nhchn
Т +
−
=
ll
;
o
t
io
oср
hhi
thh
tТ
o
−
−
+=
− ))(]([2
где [h] – допускаемый износ по передней или задней поверхности; h
o
– на-
чальный износ за период времени, равный t
o
; I
h
– интенсивность изнашивания,
равная тангенсу угла наклона кривой износа υ в рассматриваемый момент вре-
мени.
5.12. Охлаждение и смазывание при резании
Смазочно-охлаждающие технологические средства (СОТС) при обработке
резанием значительно уменьшают изнашивание режущего инструмента и силы
резания, улучшают качество обработанной поверхности, повышают эксплуата-
ционные характеристики деталей. Резание с использованием СОТС является
одним из основных технологических методов обработки трудонообрабаты-
ваемых материалов. Кроме того, применение СОТС способствует улучшению
обрабатываемости материалов резанием.
СОТС уменьшают
внешнее трение, оказывают смазочное действие, облег-
чают процесс пластической деформации и тем самым уменьшают работу ре-
зания; снижают температуру резания и повышают стойкость инструмента;
оказывают смывающее действие, удаляя стружку из зоны резания; препятст-
вуют образованию нароста на инструменте, что снижает шероховатость обра-
ботанной поверхности.
Основные требования к СОТС следующие:
1.Не
должны вызывать коррозию заготовки, оборудования и инструментов.
2.Не должны оказывать вредного физиологического воздействия на рабочего.
3.Должны быть устойчивыми и не разлагаться при эксплуатации и хранении.
4.Должны обладать высокими критическими давлениями и температурами
плавления и возгорания.
5.Должны обладать высоким смазочным свойством, связанным со способ-
ностью адсорбироваться на поверхность заготовок
и проникать в микротре-
щины, способствуя разрушению (разрыхлению) срезаемого слоя.
6.Должны обладать высокой охлаждающей способностью, зависящей от
таких свойств охлаждающей среды, как скрытая теплота парообразования,
теплопроводность и теплоемкость.
7.Должны обладать смывающей способностью, заключающейся в том, что
их молекулы, обволакивая элементы стружки, препятствуют слипанию, чем
облегчается удаление стружки из зоны резания
. Смывающая способность
СОТС имеет большое значение при обработке хрупких металлов, а также при
шлифовании, хонинговании и т.п., когда образуется мелкая стружка и абра-
зивная пыль.
Применяют следующие группы смазочно-охлаждающих технологических
средств: твердые, жидкие, пластичные и газообразные (табл. 12).
Выбор вида СОТС зависит от условий работы.
При черновой и получистовой
обработке стали применяются жидкости,
обладающие хорошими охлаждающими свойствами (водные растворы элек-
тролитов и поверхностно-активных веществ (ПАВ), масляные эмульсии.
При чистовой обработке стали используются жидкости, обладающие вы-
сокими смазывающими свойствами – чистые и активированные минеральные
масла и сульфофрезол, так как в этом случае обеспечивается более высокое
качество обработанной поверхности. При высокой скорости
резания исполь-
зуют 5…10% раствор эмульсола в воде.
При черновой обработке и обработке хрупких материалов )чугунов и
бронз), когда образуется стружка надлома, и прерывистой обработке твердым
сплавом применяют 3…10% эмульсии, керосин в смеси с соляровым маслом
или скипидаром, а также газы – сжатый воздух, двуокись углерода и др., которые
охлаждают зону резания и удаляют стружку в специальный стружкосборник.
Таблица 12.
Группы и типы СОТС
Группа Тип Примеры
1 2 3
1. Неорганические материа-
лы со сложной структурой
Тальк, слюда, графит, бура,
нитрид бора, дисульфиды мо-
либдена, вольфрама и титана,
сульфат серебра и др.
I. Твердые
2. Твердые органические
соединения.
Мыло, воск, твердые жиры.
3. Полимерные и
ткани
Нейлон, полиамид, полиэтилен и
др.
4. Металлические пле-
ночные покрытия
Медь, латунь, свинец, олово,
барий, цинк
5. Лед и перешедшие при
низких температурах в
твердое состояние жидко-
сти и газы
Лед, углекислота и др.
1. Водные растворы ми-
неральных электролитов,
эмульсии
Эмульсолы
2. Минеральные масла с
добавками фосфата, серы
и хлора
Сульфофрезолы
3. Керосин и растворы
ПАВ в керосине
4.Масла и эмульсии с
добавками твердых сма-
зывающих веществ
II. Жидкие (СОЖ)
5. Расплавы металла
1. Мыльные Получают путем сгущения ми-
неральных
2. Углеводородные и синтетических масел
3. Неорганические
III. Пластичные
(густые мазеобраз-
ные продукты, за-
нимающие по кон-
систенции проме-
жуточное положе-
ние между тверды-
ми и жидкими сма-
зочными вещества-
ми)
4. Органические
IV. Газообразные Воздух, азот, двуокись углерода,
кислород, пары ПАВ, распылен-
ные жидкости
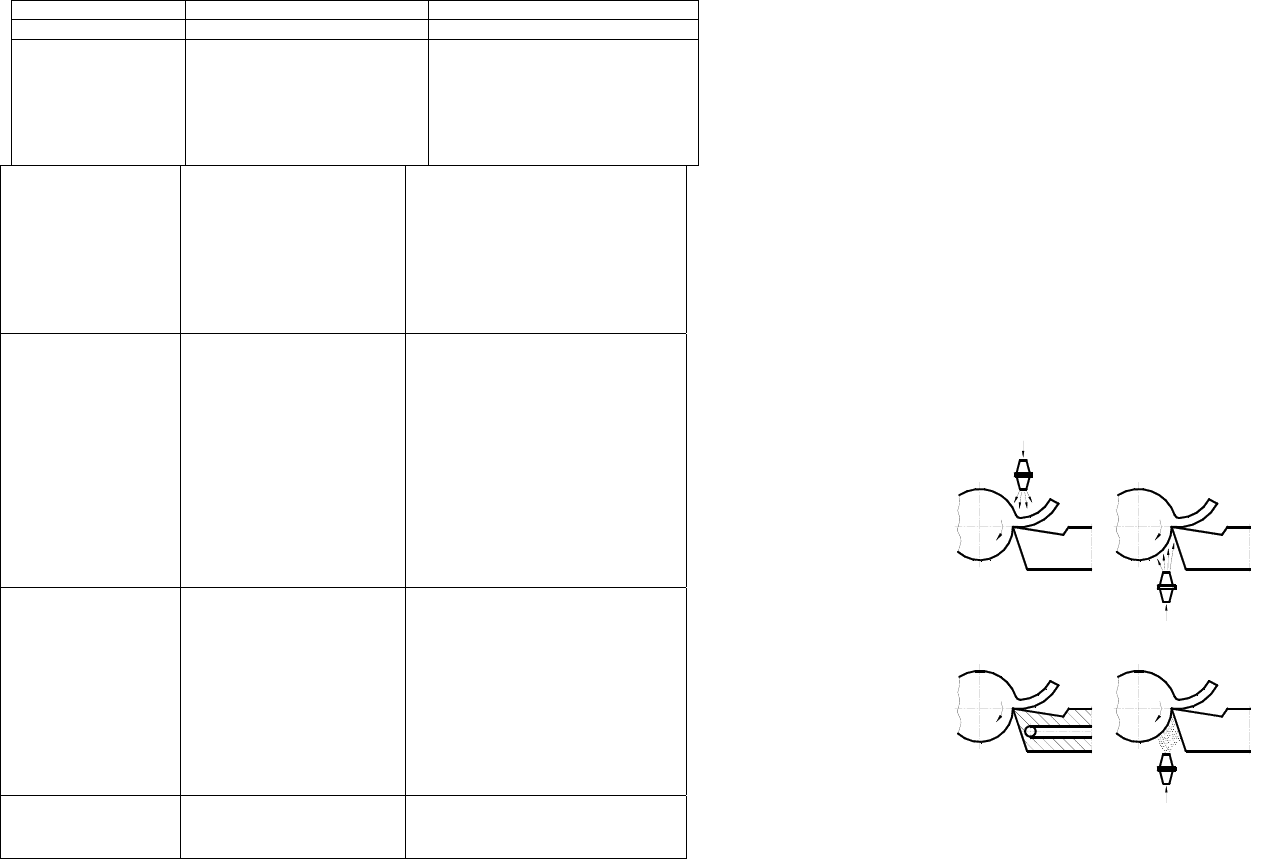
Эффективность применения СОЖ во многом зависит от способа ее подво-
да в зону резания. На практике применяют: полив свободной струей, струйное
охлаждение, внутреннее охлаждение и охлаждение распыленной жидкостью.
Способы подвода жидкости свободной струей является наиболее распро-
страненным (рис. 49 а). Струя жидкости при охлаждении попадает на струж-
ку, инструмент и обрабатываемую деталь
. Существенным недостатком этого
способа является то, что жидкость почти не попадает в зону контакта срезае-
мого слоя с инструментом. Этот способ отличают: большой расход жидкости
(10…18 л/мин) и разбрызгивание, а также слабое смазочное действие.
При использовании струйного охлаждения (рис. 49 б) жидкость под дав-
лением 1,5…2,0 МПа подается в зону резания со
стороны задней поверхности
через сопло диаметром 0,4…0,5 мм. Расход жидкости составляет 0,5 л/мин., а
скорость струи жидкости достигает 40…50 м/с. При струйном охлаждении
частицы жидкости проникают в микротрещины и зазоры в зоне резания, пре-
вращаются в пар и интенсивно отводят тепло. К недостаткам этого способа
охлаждения следует отнести необходимость использования насосов,
сильное
разбрызгивание жидкости и необходимость ее тщательной очистки.
При использовании внутреннего охлаждения жидкость с высокими охла-
ждающими свойствами прокачивается по каналам внутри инструмента или по
трубкам, вмонтированным в инструмент (рис. 49 в). При глубоком сверлении
жидкость под давлением 2,0…2,5 МПа подают в зону резания по каналам,
выполненным внутри сверла в виде заранее впаянных
в тело сверла тонких
латунных трубок. В этом случае охлаждается режущая часть сверла, зона ре-
зания и одновременно вымывается стружка.
а)
D
Г Г
D
б)
от насоса
в)
Г
D
г)
Г
D
Рис.49. Схемы подвода СОЖ в зону резания:
а – полив свободной струей; б – струйное охлаждение; в – внутреннее охлаждение резца; г –
охлаждение распыленной жидкостью
Охлаждение распыленной жидкостью производят с помощью эжекторной
установки. Жидкость и воздух смешивают в специальном устройстве и подают
через сопло в зону резания со стороны задней поверхности (рис. 49 г). При вы-
ходе из сопла смесь растирается, вследствие высокой скорости струи (около
300 м/п) и сильного испарения жидкости происходит интенсивный отвод тепла
из зоны резания. При небольшом расходе жидкости (200…400 г/ч) полно и эф-
фективно используются ее смазывающие и охлаждающие свойства. Примене-
ние охлаждения распыленной жидкость позволяет повысить стойкость быстро-
режущих и твердосплавных инструментов в 1,5…3,0 раза по сравнению с их
стойкостью при охлаждении свободной струей жидкости.
Охлаждение распыленной жидкостью выгодно применять для многлезвий
-
ных инструментов, так как струя сжатого воздуха с распыленной в ней жидко-
стью имеет веерообразную форму. Существенным недостатком рассматривае-
мого способа охлаждения является то, что выход струи из сопла сопровожда-
ется шумом. Кроме того, для защиты работающего от воздействия тумана на
станках требуется устанавливать специальные отсасывающие установки.
5.13.Порядок назначения режимов резания при работе на уни-
версальных станках
Имея чертеж заготовки с указанием необходимой механической обработки,
выбирают станки и приспособления для закрепления заготовки на станках и
для выполнения конкретных операций обработки.
Если требуется произвести черновую и чистовую обработку заготовки, то
сначала назначают общий припуск, который затем разбивают на черновой и
чистовой припуски.
1.Наибольшую возможную глубину резания
max
черн
t при черновой обработке
обычно принимают равной припуску на черновую обработку, которую выпол-
няют за один проход.
Выбирают режущий инструмент, например при обтачивании – токарный
проходной правый резец, оснащенный пластиной из твердого оплава соответ-
ствующей марки.
2.Наиюольшую возможную подачу S
max
при черновой обработке определя-
ют, исходя из условия обеспечения прочности стержня резца.
Сначала находят допускаемую силу резания [P
z
], рассматривая резец, как
консольную балку, нагруженную на свободном конце сосредоточенной силой.
Допускаемая сила резания при точении
[P
z
]
[
]
lв
hв
изг
σ
2
⋅
≤
,
где в и h – ширина и высота поперечного сечения стержня резца; [σ]
изг
–
допускаемое напряжение при изгибе для материала стержня резца; ℓ - вылет
резца.
Затем из эмпирической формулы для силы резания при известных t
черн.
и
[P
z
] находят S
max
:
[
]
рх
pz
x
черн
z
У
мp
z
kkC
Р
S
ϕ
⋅⋅⋅
=
max
,
где С
ря
,
м
k ,
ϕ
k - коэффициенты, учитывающие давление на резец, проч-
ность заготовки и главный угол в плане соответственно, подбирают по спра-
вочникам;
рх
У и Х
рz
– показатели степеней при S и t, обычно Х
рz
= 1;
рх
У =
0,75.
3.Скорость резания определяют по формуле (37), в которой значения всех
параметров, исключая t и S, выбирают по справочникам. Из большого числа
поправочных коэффициентов чаще всего используют К
мv
, K
v
, K
αv
, K
φv
и К
оv
,
учитывающие соответственно: прочность заготовок, состояние их поверхно-
сти, материал инструментов, главный угол в плане и вид обработки.
По скорости резания находят частоту вращения шпинделя h
max
шп
, которую
затем корректируют по паспортным значениям h
max
шп
станки, принимая бли-
жайшее к расчетному меньшее паспортное значение. По выбранному h
max
шп
определяют новое значение v*
рез
.
Таким образом устанавливают основные параметры режимов резания при
черновой обработке:
max
черн
t ,
max
черн
S и v*
рез.
Подсчитывают мощность резания N
o
по [P
z
] и v*
рез,
которую затем срав-
нивают с наибольшим паспортным значением мощности. При этом должно
выполняться условие:
N
e
≤ N
e
пасп
.
В заключение определяют машинное (основное технологическое) время
обработки.
Схема расчета режимов обработки при чистовом резании заготовки отли-
чается от изложенной выше следующим:
1.Материал режущей части инструмента должен соответствовать реко-
мендациям для чистовой обработки.
2.Резец должен иметь скругленную вершину резца по радиусу r
з
.
3.Глубину резания t
чист
назначают из условия снятия чистового припуска
за два прохода.
4.Подачу S
чист.
Определяют по справочникам, исходя из условия обеспе-
чения заданной шероховатости обрабатываемой поверхности заготовки.
Расчет режимов черновой и чистовой обработки заготовок более подробно
изложен в учебном пособии /8/, в методике их оптимизации с использованием
ЭВМ в работе /9/.
5.14.Особенность обработки на автоматизированном оборудо-
вании
Характерной особенностью многих станков, работающих в автоматическом
и полуавтоматическом цикле, является одновременная работа нескольких инст-
рументов, что снижает машинное и вспомогательное время и в результате –
себестоимость обработки. Многоинструментальные работы также способству-
ют повышению точности размеров обработанных поверхностей и, особенно,
точности их взаимного расположения, т.к. обработка происходит при неизмен-
ном
закреплении заготовок».
Установление оптимального режима резания для многоинструментальной
обработке сложнее, чем для одноинструментальной, т.к. при этом значительно
больше неизвестных параметров. Методика назначения режима резания для
многоинструментальной обработки имеет свои особенности. Основные из них
следующие:
1.Производительность и экономичность обработки зависит не только от
режима резания, но и от условий обработки (
типа инструментов, их количество
и расположение).
2.Кинематика станка, а именно: общий суппорт и общий шпиндельь для
ряда инструментов, ограничивает подачу и скорость резания.
3.Паспортная мощность станка очень часто заставляет снимать выбранную
скорость резания, а прочность механизма подачи – выбранную подачу, поэтому
расчет мощности и силы подачи является обязательным во многих случаях
.
4.Требования к точности обработки и шероховатости поверхности, зависи-
мые от силы резания, могут привести к снижению подачи.
5.Скорость резания меньше, чем при одноинструментальной обработке в
основном за счет больших значений периода стойкости инструмента во избе-
жание простоев станка, связанных с ростом затрат времени на смену инстру-
мента. При этом
чем большее число инструментов участвует в работе, тем пе-
риод стойкости должен быть большим.
6.Допустимый износ инструментов определяется главным образом потерей
размеров и увеличением шероховатости обработанной поверхности, поэтому
его значение принимается в среднем в 1,5 раза меньше, чем при одноинстру-
ментальной обработке.
Все эти факторы в той или иной степени снижают
производительность тру-
да при работе на многоинструментальных станках.
Для повышения производительности труда и снижения себестоимости про-
дукции при работе на многоинструментальных станках и автоматических лини-
ях необходимо работать с высокими режимами резания, повышать размерную
стойкость инструмента, улучшать качество заготовляемых деталей и до ми-
нимума снижать простои оборудования. Это достигается применением
инструмента
с высокими режущими свойствами, автоматизацией замены
инструментов и их подналадкой в процессе работы.
В общем случае на примере токарных одно- и многошпиндельных автома-
тов и полуавтоматов может быть принята следующая последовательность ус-
тановления (режима резания:
1.Разрабатывается схема наладки (тип инструментов, их количество, гео-
метрия режущей части, распределение между инструментами припусков
и
длин хода) так, чтобы обеспечить возможно меньшее штучное время при эко-
номической стойкости инструментов.
2.По схеме наладки находится суммарная глубина резания для всех резцов
наиболее нагруженного суппорта. Припуск по возможности должен быть снят
за один проход.
3.Как и при одноинструментальной обработке определяется подача, кото-
рая должна быть взята
максимально большей по технологическим условиям.
Основными факторами, ограничивающими подачу, являются: прочность об-
рабатываемой детали, жесткость детали и точность обработки; шероховатость
обработанной поверхности; прочность и жесткость инструмента, прочность
механизма подачи станка.
Мощность станка не является фактором, ограничивающим подачу; при
недостаточной мощности следует снижать скорость резания.
Подача подсчитывается отдельно для каждого инструмента. Затем
по вы-
бранным для инструментов подачам определяется подача для каждого суп-
порта и инструментального шпинделя. Эти подачи принимаются равными
минимальным подачам: при черновой обработке – для наиболее нагруженного
инструмента(у которого глубина резания наибольшая), при чистовой – обра-
батывающего поверхность с меньшей шероховатостью.
При выборе подачи необходимо учитывать следующее:
при работе с
несколькими суппортами подача для каждого из них должна
быть увязана с продолжительностью работы каждого на них, что позволит
повысить стойкость инструментов, точность обработки и уменьшить шерохо-
ватость обработанных поверхностей;
прочность механизма подачи должна быть проверена по суммарной силе
подачи.
Подача для обычных резцов принимает в 2…3 раза меньше, чем при од-
ноинструментальной
обработке; для фасонных резцов: не более 0,1 мм/об –
для многошпиндельных автоматов и не более 0,08 мм/об – для одношпин-
дельных автоматов. Это объясняется требованиями к шероховатости поверх-
ности и точности обработки. Не рекомендуется работать с подачами менее
0,02 мм/об вследствие усиливающего влияния округления лезвия на процесс
резания.
4.Расчитывают экономическую стойкость инструментов, что более сложно,
чем при инструментальной обработке вследствие различия конструкций, степе-
ни загруженности инструментов и скорости резания.
Можно использовать упрощенный способ определения стойкости, разрабо-
танный НИИАвтопромом:
∑
=
=
п
i
услусл
минTКТ
i
1
.,
где Т
усл
– условная стойкость (время машинной работы станка), являющаяся
стойкость лимитирующих инструментов наладки (имеющих относительно
меньшую стойкость); Т
усл.
– условная стойкость каждого инструмента в пред-
положении, что он работает на станке один; К – коэффициент, учитывающий
вид обработки, количество инструментов в наладке и равномерность их загруз-
ки; К подбирается опытным путем и приводится в справочниках по режимам
резания для многоинструментальных работ.
5.Задавшись периодом стойкости инструментов, подсчитывают скорость
резания и число
оборотов для каждого инструмента, как и при одноинструмен-
тальной обработке. При этом необходимо выразить стойкость Т
усл
во времени
резания Т, т.к. в противном случае скорость резания будет неоправданно зани-
женной:
Т = Т
усл
· λ, мин.
где λ – коэффициент времени резания – отношение времени резания рас-
сматриваемого инструмента к общей продолжительности машинной работы на
данной позиции.
Если λ > -,7, то принимают Т = Т
усл
. Расчет Т
усл
ведется по количеству инст-
рументов в наладке всего станка, а не позиции, т.к. необходимость смены инст-
румента на любой позиции приводит к простою всего станка.
Определение значения стойкости Т производится только для предположи-
тельно лимитирующих инструментов. Для одношпиндельного станка лимити-
рующим инструментом является тот, для которого получено наименьшее число
оборотов. Это число оборотов, скорректированное по станку, будет являться
общим для всех инструментов. Затем для каждого инструмента определяются
действительные скорость резания и период стойкости. Далее устанавливается
порядок смены инструмента. Производят либо групповую смену затупившихся
инструментов (например, закрепленных в одном блоке), либо всего комплекта.
Целесообразное количество переналадок станка в течение смены составляет
2…4.
Желательно, чтобы в комплекте все инструменты имели одинаковую стой-
кость, что достигается, например, за счет применения инструментов из различ-
ных инструментальных материалов.
Скорость резания и число оборотов для каждого шпинделя определяют
так же, как и для одношпиндельного станка, полагая изолированной работу
каждого шпинделя. Общее число оборотов шпинделей устанавливается по
лимитирующему
шпинделю.
Для многошпиндельных станков с различными числами оборотов шпин-
делей должно быть установлено общее машинное время для всех шпинделей,
т.к. преждевременное окончание работы отдельных шпинделей никаких пре-
имуществ не дает. Увеличение машинного времени для нелимитирующих
шпинделей может быть произведено за счет снижения скорости резания и по-
дачи.
6.Находится сила
резания, создающая крутящий момент. Эта сила опреде-
ляется для отдельного инструмента, а затем суммируется по каждому шпин-
делю.
7.Производится расчет суммарной мощности ∑N
e
, потребной на резание
всеми одновременно работающими инструментами, по которой проверяется
загрузка двигателя:
∑N
e
≤ 1,2 N
дв
· η
ст
, кВт,
где 1,2 – коэффициент, учитывающий возможное увеличение кратковре-
менной нагрузки на двигатель, т.к. при многоинструментальной обработке
∑N
e
будет максимальной лишь тогда, когда все инструменты в наладке рабо-
тают одновременно; N
дв
– мощность приводного двигателя в кВт; η
ст
– КПД
станка.
Если ∑N
e
> 1,2 N
дв
· η
ст
, то соответственно уменьшают скорость резания.
8.Определяется производительность по штучному времени.
9.Производится проверка режимов резания на рабочем месте. В условиях
массового и крупносерийного производства экспериментальная доводка ре-
жимов резания обязательна.
В приведенной методике рассмотрены основные этапы установления оп-
тимального режима резания. Кроме этого на практике необходимо произвести
целый ряд вспомогательных
расчетов.