Погодаев Л.И. Теория резания и инструменты : Курс лекций
Подождите немного. Документ загружается.

ладать достаточным запасом прочности при сжатии и изгибе, приложении
ударных импульсов и знакопеременных напряжений.
Перечисляемые свойства инструментального материала обычно являются
взаимоисключающими, поэтому создание инструментального материала, обла-
дающего идеальным комплексом упрочненных свойств в объеме однородного
тела, практически не представляется возможным. Большинство инструменталь-
ных материалов обладает только частичным набором указанных свойств, что
делает
область их служебного назначения весьма ограниченной.
Разработка новых марок инструментальных материалов неизменно будет
вестисть по пути повышения рассмотренных выше свойств – температуро- и
износостойкости, определяющих режущую способность инструментов.
3.РЕЖУЩАЯ ЧАСТЬ ИНСТРУМЕНТОВ.
Для выполнения своего назначения режущие инструменты должны иметь
определенную форму, геометрические параметры которой обусловливаются
назначением и условиями процесса обработки деталей.
Токарный проходной резец является наиболее простым и распространен-
ным инструментов, на примере которого изучают конструктивные элементы и
геометрические параметры более сложных инструментов. При обтачивании
заготовок токарным резцом воспроизводятся все основные процессы
, имеющие
место при снятии стружки инструментами других типов.
3.1. Конструктивные элементы инструмента
Токарные резцы (рис. 1), как и металлорежущие инструменты всех других
видов, имеют присоединительную часть (участок В) в виде державки или кор-
пуса, а также режущую часть (участок А), с помощью которой осуществляется
процесс срезания стружки.
Рабочая часть состоит из ряда элементов (ГОСТ 25762-83). Передняя по-
верхность
γ
А - поверхность, примыкающая к режущим кромкам сверху и кон-
тактирующая в процессе резания со срезаемым слоем и стружкой. Задняя по-
верхность
α
А инструмента контактирует в процессе резания с обработанной
поверхностью заготовки. Различают главную и вспомогательную задние по-
верхности. Главная задняя
α
А - поверхность инструмента, примыкающая к
главной режущей кромке. Вспомогательная задняя
γ
А - поверхность инстру-
мента, примыкающая к вспомогательной режущей кромке.
B
K
A
A
αα
AK'
'
A
γ
Рис.1.Конструктивные элементы режущей части резца.
Режущая кромка образуется пересечением передней и задней поверхно-
стей.
Часть режущей кромки, формирующая большую сторону сечения срезае-
мого слоя, называется главной режущей кромкой К.
Часть режущей кромки, формирующая меньшую сторону сечения срезае-
мого слоя, называется вспомогательной режущей кромкой К
’
.
Вершина резца – точка пересечения двух задних и передней поверхности.
Вершина резца может быть острой или закругленной.
3.2. Геометрические параметры режущей части.
Положение передних и задних поверхностей, главных и вспомогательных
режущих кромок, образующих режущие элементы (зубья), координируется
относительно корпуса инструмента системой угловых размеров, называемых
геометрическими параметрами. Конкретные числовые значения геометриче-
ских параметров проставляются на рабочих чертежах инструментов таким
образом, чтобы по ним можно было изготовить режущие элементы (зубья)
заданной формы и проверить точность изготовления всех углов универсальны-
ми или специальными инструментами и приборам.
Геометрические параметры, присущие режущим элементам различных ин-
струментов, могут быть рассмотрены на примере проходного токарного резца.
Для определения углов резца приняты четыре координатные плоскости
(рис. 2).
Р
абочая
плоскость
плоскость P
Г
лавная секущая
τ
П
лоскость резания
P
n
D
S
Г
D
ϕ
ε
ϕ
'
Основная
плоскость P
V
S
P
β
δ
α
γ
Рис.2.Координатные плоскости Рис.3.Углы резца в
главной секущей плоскости.
Основная плоскость Р
v
координатная плоскость, проведенная через рассматри-
ваемую точку режущей кромки перпендикулярно направлению скорости глав-
ного или результирующего движения в этой точке.
Плоскость резания Р
n
– координатная плоскость, касательная к режущей
кромке в рассматриваемой точке и перпендикулярная основной плоскости.
Главная секущая плоскость
τ
Р - координатная плоскость, перпендикуляр-
ная линии пересечения основной плоскости и плоскости резания.
Рабочая плоскость Р
s
– плоскость, в которой рассматривают направление
скорости резания и движения подачи.
Рассмотрим углы токарного резца прямоугольного сечения в статике. На-
правление скорости главного движения принимают перпендикулярным конст-
рукторской установочной базе резца (основной плоскости Р
v
).
В основной плоскости Р
v
измеряют углы в плане (см.рис.2).
Главный угол в плане
ϕ
- угол между плоскостью резания Р
n
и направле-
нием подачи. Главный угол в плане всегда положителен и лежит вне режущего
клина. Он расположен так, что его вершина обращена к вершине резца.
Вспомогательный угол в плане
ϕ
- угол между проекцией вспомогатель-
ной режущей кромки на основную плоскость и направлением, обратным на-
правлению подачи. Вспомогательный угол в плане всегда положителен и лежит
вне режущего клина.
Угол при вершине
Е – угол между проекциями главной и вспомогатель-
ной режущих кромок на основную плоскость Р
v
,
ϕ
+
ϕ
+Е = 180
о
.
В главной секущей плоскости
τ
Р измеряют углы резца
γ
, α, β и δ (рис. 3).
Передний угол
γ
- угол между передней поверхностью резца и основной
плоскостью. Передний угол положителен, если линия пересечения главной
секущей плоскости с основной плоскостью, проведенной через вершину рез-
ца, лежит вне режущего клина.
Задний угол α – угол между задней поверхностью резца и плоскостью ре-
зания. Задний угол положительно, если линия пересечения главной секущей
плоскости с
плоскостью резания лежит вне режущего клина.
Угол заострения
β – угол между передней и задней поверхностями резца.
Угол резания δ – угол между передней поверхностью резца и плоскостью
резца,
δ-90
о
-
γ
.
В плоскости резания измеряют также угол наклона главной режущей
кромки
λ (рис. 4) – угол между режущей кромкой и основной плоскостью.
Этот угол всегда расположен так, что его вершина обращена к вершине резца
и считается положительным, если вершина резца является самой низшей точ-
кой режущей кромки, отрицательным – когда вершина резца является самой
высокой точкой режущей кромки, и равным нулю, когда режущая кромка па-
раллельна основной плоскости Р
ν
.
V
S
V
S S
V
VVV
+λ
−λ
λ=0
Рис.4.Определение угла наклона главной режущей кромки.

3.3. Влияние геометрии инструмента на процесс резания
Углы режущей части резца, как и любого другого инструмента, оказывают
значительное влияние на качество обработанной поверхности и производи-
тельность обработки, интенсивность изнашивания резца, силы резания и мощ-
ности станка.
Задний угол
α уменьшает работу станка и задней поверхности резца. В за-
висимости от условий работы угол α выбирают в пределах 6…12
о
. Меньшие
углы α выбирают при обработке вязких материалов, большие при обработке
твердых и хрупких материалов, а также при большой площади среза.
Передний угол
γ
служит для облегчения процесса стружкообразования. С
увеличением угла
γ
уменьшается работа, затрачиваемая на процесс резания,
улучшаются условия схода стружки и повышается качество обработанной по-
верхности. Однако увеличение угла
γ
приводит к уменьшению прочности ре-
жущего клина и повышению его изнашивания вследствие выкрашивания и ме-
нее интенсивного теплоотвода. Угол
γ
выбирают в зависимости от свойств
материалов обрабатываемой детали и инструмента, условий резания и ряда
других факторов. Для проходных резцов, например, он может изменяться в
пределах от –10 до +20
о
С. При обработке твердых и хрупких материалов выби-
рают резцы с меньшим углом
γ
, для мягких и вязких материалов с большим
углом
γ
. При обработке закаленной стали резцом, оснащенным твердым спла-
вом, а также в условиях прерывистого резания принимают отрицательный угол
γ
.
От величины углов
α и
γ
зависят прочность режущей части резца, силы ре-
зания, температура в зоне резания, потребляемая мощность и др.
Главный угол в плане
ϕ
влияет на стойкость и шероховатость поверхно-
сти. С уменьшением угла
ϕ
уменьшается высота микронеровностей, увеличи-
вается ширина срезаемого слоя и уменьшается его толщина, снижается тепло-
вая и силовая нагрузка на резец и соответственно уменьшается его износ. Од-
нако при уменьшении угла
ϕ
резко возрастает составляющая сила резания Р
у
,
перпендикулярная оси заготовки, что вызывает ее прогиб и возможные вибра-
ции, которые, в свою очередь, увеличивают шероховатость поверхности и из-
нос инструмента. Угол
ϕ
выбирают в пределах 30…90
о
в зависимости от вида
обработки, типа резца, жесткости заготовки и инструмента. При обработке за-
готовок малой жесткости применяют упорные проходные резца с
ϕ
=90
о
.
Вспомогательный угол в плане
ϕ
́ا
служит для уменьшения трения вспомо-
гательной задней поверхности об обработанную поверхность заготовки. С его
уменьшением снижается шероховатость обработанной поверхности и износ
резца. Для проходных резцов, обрабатывающих жесткие заготовки без вреза-
ния,
φ
ا
= 30…45
о
. Врезание – это резание с поперечной подачей на глубину,
равную глубине резания при последующей обработке этим резцом с продоль-
ной подачей.
Значение угла наклона главной режущей кромки
λ оказывает влияние на
направление схода срезаемой стружки с передней поверхности инструмента.
Если угол
λ положительный (см.рис. 4), то срезанная стружка направляется
слева направо, т.е. в зону, где при обычной компоновке станка нет рукояток
управления. При отрицательном
∠
λ срезанная стружка направляется влево –
в сторону, где сосредоточены рукоятки управления станком. Во избежание
травм обслуживающего персонала срезанной стружкой предпочтительнее
первый случай, т.е. резец с +
∠
λ. Существуют и другие мотивировки задания
того или иного знака угла наклона главной режущей кромки.
При чистовой обработке принимать угол
λ положительным не рекоменду-
ется, т.к. стружка может наматываться на заготовку и царапать обработанную
поверхность. Поэтому угол
λ = 0…-5 при чистовой обработке и λ = 0…+5 при
черновой обработке.
Положительный угол
λ служит также для упрочнения режущей кромки,
т.к. в момент врезания резца ударная сила приходится не на вершину лезвия, а
на более прочное место, удаленное от вершины.
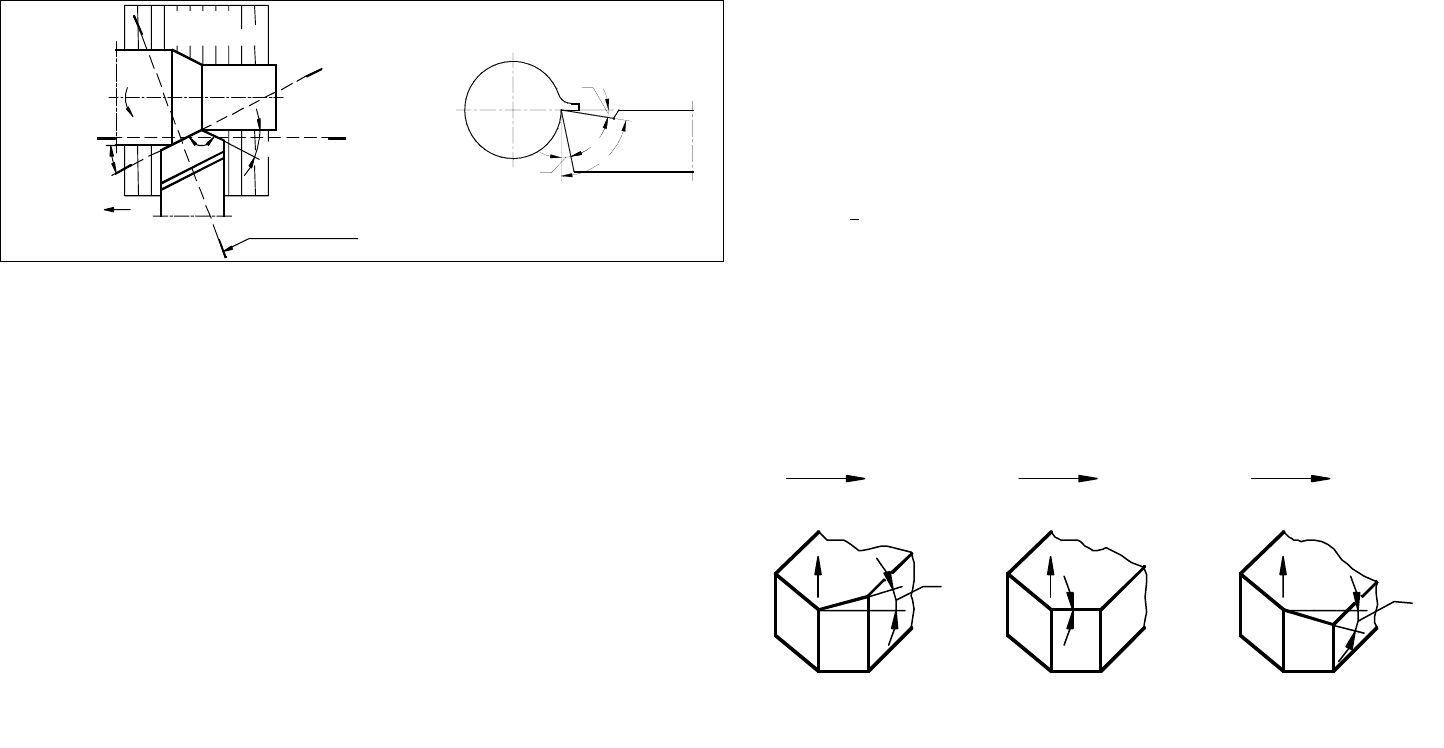
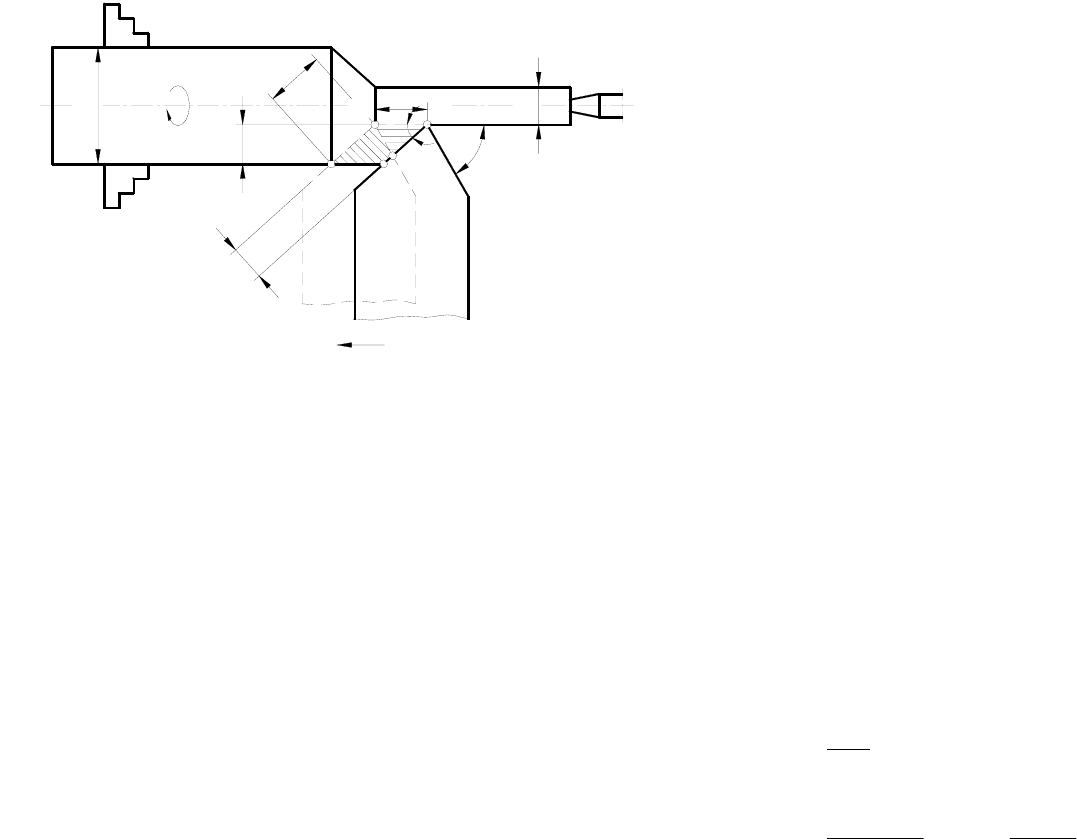
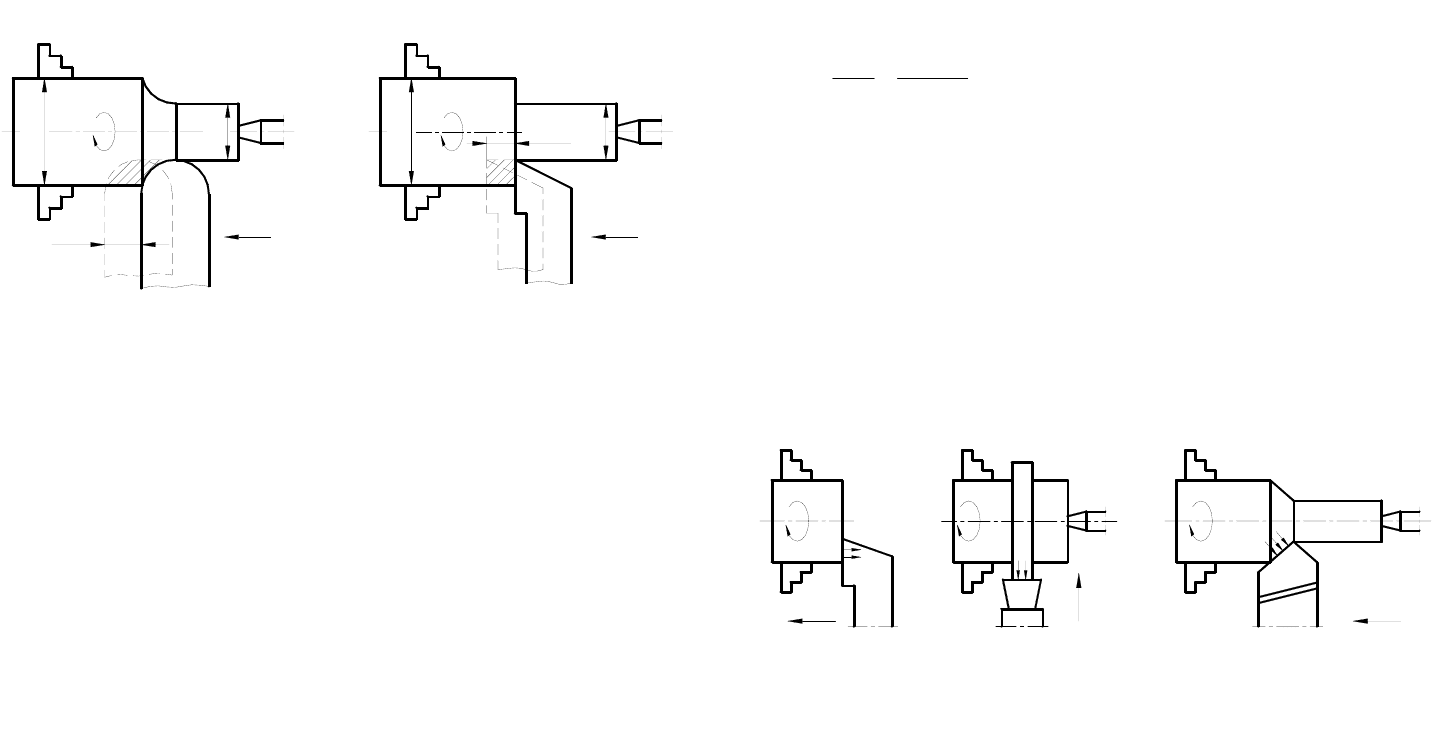
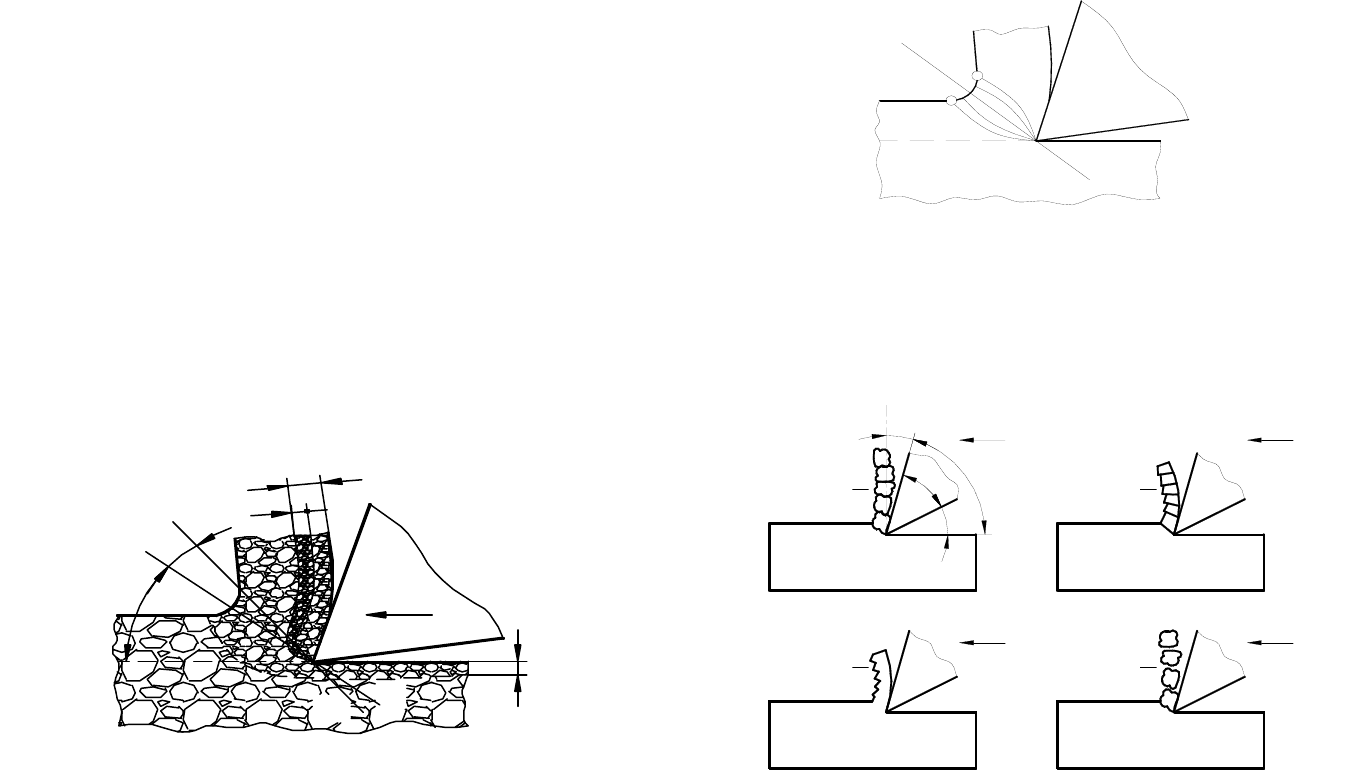
Значения углов
α и γ изменяются при установке вершины резца выше или
ниже оси вращения заготовки (линии центров), а значения углов в плане
φ и φ
ا
изменяются в зависимости от расположения оси резца относительно оси заго-
товки (рис. 5).
Установка резца на станке должна соответствовать расчетным значениям
его углов. Изменения в установке резца учитывают при заточке.
В процессе резания
γ и α изменяются вследствие изменения положения
координатных плоскостей. Углы в этом случае измеряются в кинематической
системе координат, ориентированной относительно направления скорости
результирующего движения резания ν
е
. Вследствие этого задний угол α
уменьшается, а передний угол γ увеличивается. Для проходного резца:
D
к
=
⎟
⎠
⎞
⎜
⎝
⎛
⋅−=−
ϕ
π
αµα
γ
sin
D
S
arctg
⎟
⎠
⎞
⎜
⎝
⎛
⋅+=+=
ϕ
π
λµγγ
γ
sin
D
S
arctg
к
Для обычных условий обработки резцами изменения углов незначительны
и ими можно пренебречь. Но при нарезании резьбы с большим шагом (реза-
ние с большой подачей) с этими изменениями приходится считаться. Поэтому
у резьбового резца угол α (со стороны направления движения подачи) увели-
чивают на 3…5
о
.
уст
α
γ
γ >γ
+h
α <α
уст
-h
α
>
α
уст
γ <γ
уст
а) б) в)
τ=90°
ϕ
ϕ'
ω
ϕ =ϕ+ω
уст
ϕ' =ϕ'−ω
уст
г) д)
Рис.5. Изменение углов при установке токарного проходного резца по вы-
соте оси заготовки (а) , выше (б) , ниже (в) оси заготовки ; под углом τ
= 90° ( г) и τ ≠ 90° (д).
4. КИНЕМАТИЧЕСКИЕ И ГЕОМЕТРИЧЕСКИЕ
ПАРАМЕТРЫ ПРОЦЕССА РЕЗАНИЯ
4.1. Общие понятия и определения
Определения и понятия, касающиеся кинематики и геометрии процесса
резания, регламентируемого нормами ГОСТ 25762-83, в равной степени отно-
сятся ко всем способам обработки со снятием стружки. Поэтому можно при-
менить единый подход к их рассмотрению, который позволит единообразно
описать существующие закономерности.
Обработки резанием – это технологический процесс изготовления дета-
лей, заключающийся в образовании новых
поверхностей путем снятия по-
верхностных слоев материала с образованием стружки. При обработке реза-
нием происходит процесс срезания режущими инструментами с поверхности
заготовки слоя металла для получения требуемой геометрической формы,
точности размеров и шероховатости поверхности детали.
Совокупность относительных движений инструмента и заготовки, необ-
ходимых для получения заданной поверхности, называют кинематической
схемой
обработки.
Все принципиальные схемы обработки резанием основаны на сочетании
двух элементарных движений – вращательного и прямолинейного.
При обработке резанием различают основные движения, обеспечивающие
снятие стружки, и вспомогательные, связанные с подготовкой снятия стружки
(закрепление заготовки, подвод и отвод инструмента и пр.).
Основные движения делятся на главное движение и движение подачи.
Главным движением
резания Д
г
называют прямолинейное поступательное
или вращательное движение инструмента или заготовки, происходящее с наи-
большей скоростью в процессе резания и определяющее скорость снятия ма-
териала срезаемого слоя (ГОСТ 25762-83). Скорость главного движения обо-
значают буквой v
Движением подачи
Д
s
называют прямолинейное поступательное или вра-
щательное движение инструмента или заготовки, скорость которого меньше
скорости главного движения резания, предназначенное для того, чтобы рас-
пространить отделение слоя материала на всю обрабатываемую поверхность.
Скорость движения подачи обозначают буквой v
s
.
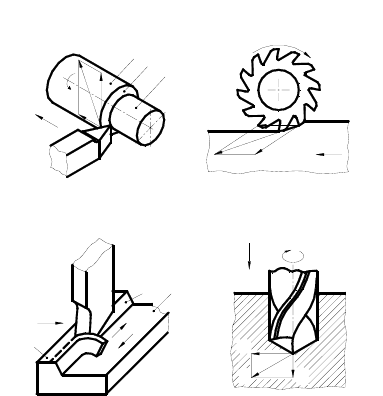
Результирующее движение резания Д
е
является суммой векторов двух
движений: главного движения резания
Д
г
и движения подачи Д
s
(рис. 6).
У токарных станков (рис. 6а) главным движением является вращательное
движение заготовки, движением подачи является поступательное движение
резца; суммарным является движение резания по винтовой спирали.
D
S
Г
D
V
V
S
e
V
1
2
3
а) б)
Г
D
S
D
V
V
e
S
V
1
2
3
BX
V
V
PX
S
D
S
D
Г
D
V
e
V
S
V
г)в)
Рис.6. Схемы обработки заготовок :
а – точение ; б – фрезерование ; в – строгание ; г – сверление
У фрезерных станков
Д
г
– вращательное движение инструмента, Д
s
сообща-
ется заготовке (рис. 6б).
У строгальных станков оба движения являются поступательными (рис. 6в).
У сверлильных станков оба движения (
Д
г
и Д
s
) сообщаются инструменту
(рис. 6г).
На обрабатываемой заготовке различают следующие поверхности (см. рис.
6): обрабатываемую 1, с которой нужно срезать слой металла (припуск); по-
верхность резания 2, образуемую на заготовке режущей кромкой инструмента в
результирующем движении резания; обработанную поверхность 3, образован-
ную на заготовке после снятия стружки.
4.2. Параметры режима резания
Параметрами режима резания являются: скорость резания, подача и глуби-
на резания. Совокупность их значений принято называть режимом резания.
Скорость резания v – это скорость рассматриваемой точки режущей кромки
инструмента или заготовки – главном движении (v измеряют в м/мин при всех
видах обработки, кроме шлифования и полирования – в м/с).
Если главное движение
резания является вращательным, то v = ПДп/1000,
где
Д – наибольший диаметр заготовки (точение) или инструмента (шлифова-
ние, фрезерование, сверление), мм;
п – частота вращения заготовки или ин-
струмента, мин.
-1
.
Если главное движение является возвратно-поступательным, например
при строгании, то v =
L·n·(K+1)/1000, где L – длина рабочего хода резца
или заготовки, мм;
n – число двойных ходов резца или заготовки в мин; К –
коэффициент, характеризующий отношение скоростей рабочего и вспомога-
тельного ходов (
K = v
рх
/ v
вх
).
В процессе резания, в частности при точении, контакт режущей кромки и
поверхности резания происходит по линии АВ (рис.7). Вдоль режущей кром-
ки диаметр обрабатываемой поверхности изменяется от
Д до значения d
(диаметр готовой детали), следовательно, v будет уменьшаться по мере при-
ближения к вершине резца. Однако расчет производится всегда для наиболее
трудных условий работы, т.е. по наибольшему диаметру: при наружном про-
дольном и поперечном точении, при отрезке – по диаметру заготовки, при
внутреннем точении – по диаметру обработанной поверхности.
Подача
S – это отношение расстояния, пройденного рассматриваемой точ-
кой режущей кромки или заготовки в направлении движения подачи, к соот-
ветствующему числу циклов или определенных долей циклов другого движе-
ния. Под циклом движения понимают полный оборот, ход или двойной ход
режущего инструмента или заготовки.
При разных технологических методах обработки подача имеет одну из
следующих единиц измерения: мм/об (подача на оборот S
о
) – при точении,
сверлении, фрезеровании; мм/ход (подача на ход S
х
); мм/дв.ход (подача на
двойной ход S
2х
) – при строгании, долблении; мм/зуб (подача на зуб S
z
) – при
фрезеровании; мм/мин (минутная подача S
м
- при фрезеровании.
Например, при точении подача характеризуется перемещением инстру-
мента за один оборот заготовки (см. рис. 7).
D
D
Г
u
ϕ'
AB
CD
E
b
t
S
ϕ
D
S
d
Рис.7. Кинематические и геометрические параметры
процесса резания при точении.
Движение подачи может быть продольным, направленным вдоль оси заго-
товки (
Д
sпр
); поперечным – поперек этой оси (Д
sпоп
); наклонным под углом к
оси (
Д
sн
); круговым - по окружности обрабатываемой заготовки. Оно может
быть также непрерывным или прерывистым (дискретным), осуществляемым в
перерывах процесса резания.
Скорость движения подачи обозначается v
s
и определяется как произведе-
ние значения подачи S на соответствующее число циклов п. Для точения, в ча-
стности, v
s
= S ·п (мм/мин.).
Глубина резания t определяется как расстояние между обрабатываемой и
обработанной поверхностями заготовки, измеренное перпендикулярно к по-
следней. Глубину резания измеряют в мм.
При точении цилиндрической поверхности глубину резания определяют
как полуразность диаметров до и после обработки: t = (
Д-d)/2, где Д и d –
соответственно диаметры заготовки и детали, мм (см. рис. 7).
При отрезке детали, прорезании канавки глубина резания t равна ширине
прорези.
4.3. Геометрические характеристики срезаемого слоя
Различают сечение срезаемого слоя (среза) и сечение срезанного слоя
(стружки). Сечение срезаемого слоя относится к слою металла, который должен
быть срезан с заготовки. Сечение срезанного слоя представляет собой фактиче-
ское сечение стружки, деформированной в процессе отделения, в силу чего
ширина и толщина стружки превышает ширину и толщину среза.
Форма и
размеры сечения срезаемого слоя зависят от принципиальной
кинематической схемы резания, на основе которой осуществляются движения
резания и определяется расположение режущих элементов инструмента.
При продольном точении резцом размеры поперечного сечения срезаемо-
го слоя измеряют в плоскости, проходящей через ось вращения обрабатывае-
мой заготовки.
На рис. 7 показано произвольное мгновенное рабочее положение режущей
части
резца с главным углов в плане φ и вспомогательным углом в плане
φ′
,
срезающей слой металла глубиной t. Рабочее положение, которое резец займет
через один оборот заготовки, показано пунктирной линией и смещено влево
на величину подачи S.
Рассмотрим элементы срезаемого слоя.
Толщина срезаемого слоя а – это расстояние между двумя последующими
положениями главной режущей кромки, занимаемыми через один цикл глав-
ного движения в направлении, перпендикулярном главной режущей
кромке в
рассматриваемой точке. Если главная режущая кромка прямолинейна, то тол-
щина срезаемого слоя представляет собой высоту параллелограмма.
Ширина срезаемого слоя
в – это длина стороны сечения срезаемого слоя,
образованной поверхностью резания.
Параметры S и t называются технологическими (производственными).
Параметры а и в, влияющими на сопротивление металла срезаемого слоя пла-
стическому деформированию и образованию стружки, называются физиче-
скими.
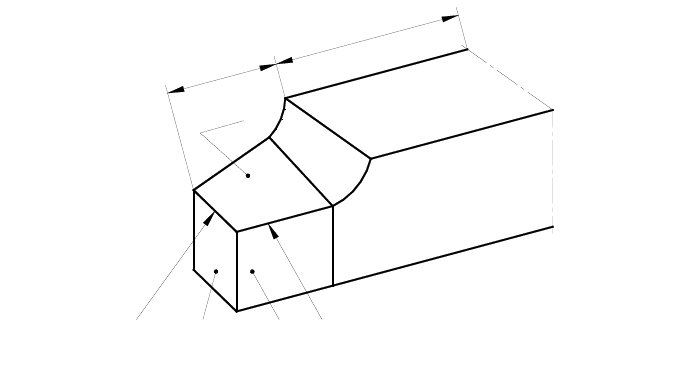
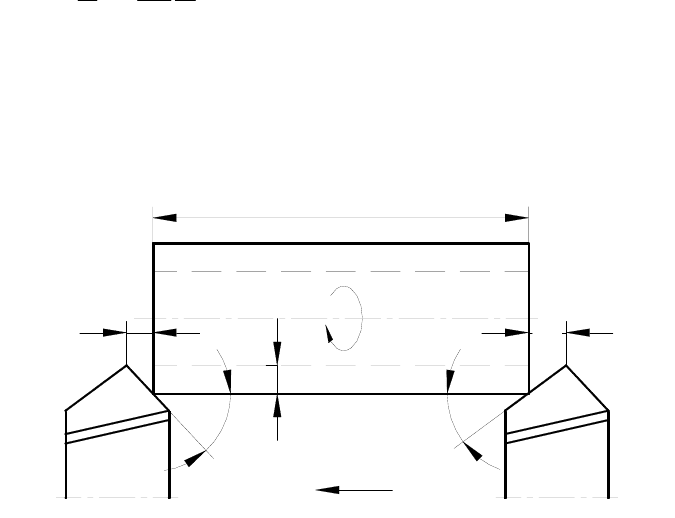
При работе резцом с прямолинейной режущей кромкой при λ = 0 и γ = 0
толщина среза вдоль кромки постоянная, а
с прямолинейной кромкой – пере-
менная и уменьшается с приближением к вершине резца (рис. 8а). Ширина
среза в зависит от глубины резания t и угла φ, толщина среза а – от подачи S и
угла φ. Для резцов с прямолинейной режущей кромкой при λ = 0 и γ = 0 спра-
ведливо (см. рис. 7):
()
;
sin
мм
t
в
ϕ
=
(
)
ммSа
ϕ
sin⋅= .
В общем случае при λ≠0 и γ≠0:
() ()
мм
S
амм
t
в
γ
ϕ
λϕ
cos
sin
;
cossin
⋅
=
⋅
=
Г
D
D
d
S
S
D
a)
D
D
б)
S
D
Г
d
S=a
Рис.8. Формы сечения среза :
а – при криволинейной кромке ; б – при φ = 90º .
При постоянных t и S с увеличением угла
ϕ
ширина среза уменьшается, а
толщина увеличивается. При
ϕ
= 90
о
С в=t и а=S. (рис. 8б). Во всех остальных
случаях, когда
ϕ
< 90
0
, в>t и а<S.Изменяя величины t, S и
ϕ
, можно получить
срезаемый слой (и стружку) различной толщины и ширины.
В зависимости от отношения t/s (или в/а) различают срезы (и стружки):
прямые – при t>s (в> а), обратные – при t<s (в<а)и равнобокие – при t = s (в=а).
Номинальная площадь сечения среза (при λ=0
о
) на рис. 7 ограничена кон-
туром АВСДЛ и определяется по формуле F
н
= t·s=в·а(мм
2
).
Как видно на рис. 7, площадь среза (номинальная) независимо от его фор-
мы постоянна при равных t и s. С изменением угла изменяются только в и а.
Следовательно, и для резца с криволинейной кромкой F
н
= t · s.
Поперечное сечение фактически срезаемого слоя F (действительная пло-
щадь среза) ограничено контуром ВСДЕВ, так как вспомогательная режущая
кромка расположена на линии ВЕ под углом
ϕ
′. Контур АВЕА не может быть
срезан резцом и остается на обработанной поверхности заготовки как попереч-
ное сечение винтового гребня. Этот контур называется остаточным сечением
стружки ∆F. Из построения на рис. 7 видно, что F
v
= F
н
- ∆F.
Площадь ∆F относительно мала и составляет около 1…3% от площади но-
минального сечения F
н
. Поэтому остаточное сечение ∆F в технических расчетах
не учитывается и за расчетное поперечное сечение срезаемого слоя принимает-
ся номинальное сечение F
н
.
Объем стружки, срезаемый за 1 мин.,
V = t · s · v = F
н
· v (cм
3
/мин).
Масса стружки
m =
()
//
10001000
минкг
н
F
V
ρν
ρ
⋅⋅
=
⋅
где
ρ
- плотность материала.
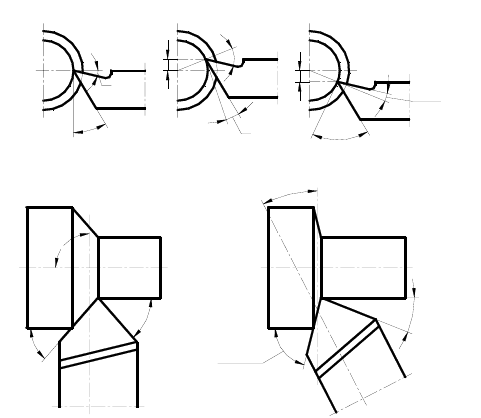
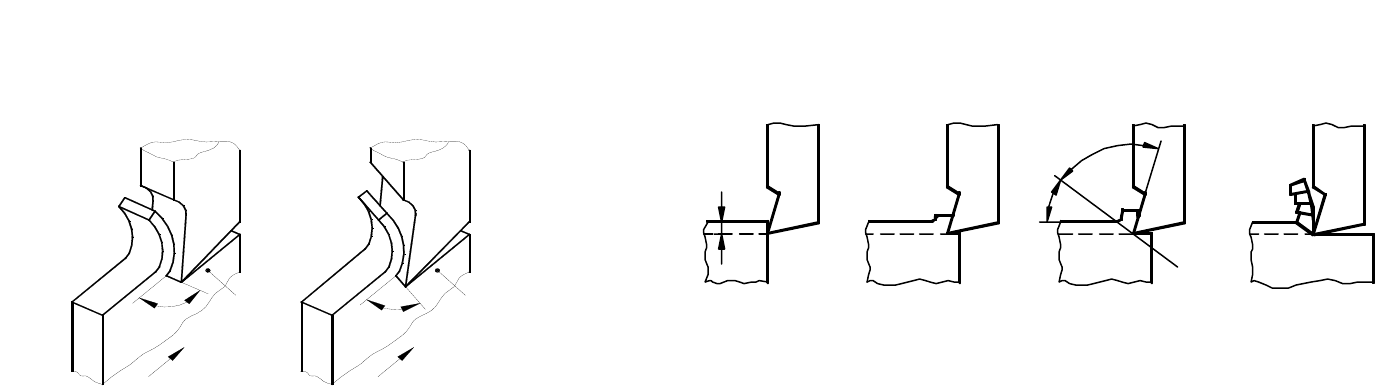
4.4. Свободное и несвободное резание.
При свободном резании стружка срезается только главной режущей кром-
кой (рис. 9 а и б). При этом процесс резания протекает благоприятно, стружка
меньше деформируется, так как по всей ширине она отделяется в одном на-
правлении (показано стрелками). При несвободном резании в работе участву-
ют главная, вспомогательная и переходная кромки режущей части инструмен
-
та (рис. 9в). Это затрудняет процесс резания, сопровождается большим тепло-
выделением и ухудшает качество обработанной поверхности.
D
Г
D
S
a)
D
D
б)
S
Г
в)
Г
D
D
S
.
Рис.9. Виды резания :
а и б - свободное ; в – несвободное
4.5. Основное и штучное время
Основное (технологическое) время t
о
затрачивается непосредственно на
процесс отделения стружки. Оно может быть машинным и машинно-ручным.
При машинном времени все движения детали и инструмента осуществляются
механически. При машинно-ручном времени подача инструмента производится
вручную.
Машинное время
Т
н
= .мин
t
П
sn
L
i
v
L
s
⋅
=⋅
,
Где L – путь резца в направлении подачи, мм; v
s
– скорость подачи, м/мин; i
– число проходов резца в данной операции; П - припуск на сторону, мм; n, s и t
– параметры режима резания (частота вращения шпинделя, мм/мин.; подача,
мм/об и глубина резания, мм, соответственно).
Расчетный путь резца (рис.10).
S
D
l
1
l
2
D
Г
t
l
ϕ'
ϕ
.
Рис.10. Схема для расчета машинного времени
,
21
lll
=
+=L
где
ℓ - длина обрабатываемой поверхности заготовки, мм; ℓ
1
= t ·ctg φ –
величина врезания резца в обрабатываемую поверхность, мм;
ℓ
2
= t ·ctg φ′ -
перебег резца, мм; дается на сход резца с обрабатываемой поверхности и гаран-
тирует обработку по всей ее длине. Обычно
ℓ
2
принимают в пределах 1…3
мм.
Штучное время t
шт
– это интервал времени, равный отношению цикла тех-
нологической операции к числу одновременно изготовляемых или ремонти-
руемых изделий или равный календарному времени сборочной операции
(ГОСТ 3.1109-82):
t
шт
= t
o
+ t
в
+ t
oб
+ t
n
,
где t
в
– вспомогательное время, необходимое на установку и закрепление
заготовки, на управление станком, на отвод и подвод режущих инструментов
и т.п.; t
oб
– время, затрачиваемое на техническое и организационное обслужи-
вание рабочего места; t
п
– время на личные потребности рабочего (время рег-
ламентированных перерывов, отнесенное к одной заготовке).
t
oб
= k·(t
o
+ t
в
), где t
o
+ t
в
= t
оп
– оперативное время;
t
о
и t
в
в сумме составляют свыше 90% от t
шт
, и их снижение влияет на про-
изводительность процесса работы; t
в
, t
об,
t
п
определяют по нормативам.
5.ФИЗИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА РЕЗАНИЯ
5.1.Стружкообразование
Резание является сложным физическим процессом, при котором возника-
ют упругие и пластические деформации, разрушение металла в таких пре-
дельных условиях, которые обычно не встречаются ни при испытаниях мате-
риалов, ни в других технологических процессах. Процесс резания сопровож-
дается трением, тепловыделением, наростообразованием, усадкой стружки,
деформационным упрочнением (наклепом) обработанной поверхности, изна-
шиванием инструмента
и др. Давление стружки на переднюю поверхность
инструмента достигает 1000…2000 МПа, а температура в зоне резания
1000…2000
о
С.
Знание физической сущности резания и закономерности явлений, кото-
рыми оно сопровождается, позволит управлять этим процессом с целью дос-
тижения максимальной производительности и требуемого качества обработки,
позволяет более правильно и полно эксплуатировать станки и инструменты.
В зависимости от физико-механических свойств обрабатываемого мате-
риала в зоне резания могут преобладать либо упругие
, либо пластические де-
формации. Резание вязких материалов сопровождается значительными пла-
стическими деформациями. При обработке твердых сплавов, наоборот, преоб-
ладают упругие деформации.
В срезаемом слое возникают сдвиговые напряжения и деформации, на ко-
торые расходуется большая часть мощности резания. При этом многие стали и
сплавы сильно упрочняются (наклепываются). Такому состоянию соответст-
вует
сильно искаженная микроструктура материалов (деформированные зер-
на, высокая плотность дислокаций и пр.).
Одновременно при резании от внешнего и внутреннего трения выделяется
значительное количество тепла, нагревающего обрабатываемые поверхности,
что может производить своего рода термообработку и приводит к частичному
(отдых) или полному (рекристаллизация) восстановлению исходной структуры
материалов.
Отличительными чертами процесса резания металлов являются следующие:
1.Процесс протекает при весьма высоких значениях относительной дефор-
мации сжатия и сдвига.
2.Деформация локализована в малом объеме пластической зоны. Скорость
деформации высока.
3.Свежеобразованная поверхность срезаемого деформированного металла
является химически активной. Это обстоятельство способствует адгезионному
взаимодействию материала заготовки с режущим инструментом и увеличивает
силы трения.
4.Режущие инструменты срезают припуск слоями, толщина поперечного
сечения которых обычно меньше 1 мм. При обработке заготовок на тяжелых
станках толщина срезаемого слоя достигает 2 мм.
5.Физико-механические свойства обработанной поверхности отличаются от
свойств материала в глубине заготовки.
В настоящее время с
помощью совершенной техники микросъемки доказа-
но, что в основе резания металлов лежит процесс пластического течения. Как
правило, в обычных условиях опережающая режущий клин инструмента тре-
щина не образуется, она может возникнуть лишь при определенных условиях.
Основной механизм процесса резания удобно изучать на модели с одной
режущей кромкой (рис. 11). Простейшей схемой резания
является прямоуголь-
ное (ортогональное) резание, когда режущая кромка располагается перпенди-
кулярно вектору скорости относительно перемещения инструмента и заготовки
(рис. 11а). Если режущая кромка наклонена к вектору скорости под углом, не
равным 90
о
(рис. 11б), то резание называется косоугольным.
Природа стружкообразования для рассмотренных случаев приблизительно
одинакова.
11
V V
2
2
а) б)
ϕ=90°
ϕ
Рис.11. Схемы прямоугольного (а) и косоугольного (б) резания: φ –главный угоп в плане;
1-инструмент; 2- заготовка.
Первые научные исследования резания были проведены профессором
Санкт-Петербургского политехнического института Иваном Августовичем
Тиме в 1869-1870 гг. Он предложил элементарную схему стружкообразова-
ния, основанную на визуальном наблюдении за процессом прямоугольного
резания. Эта схема не претерпела существенных изменений по настоящее
время (рис. 12).
В начальный момент (рис. 12а) когда движущийся резец под действием
силы
Р соприкасается с металлом, в материале возникают упругие деформа-
ции.
При дальнейшем движении (рис. 12б) резец своей кромкой вдавливается в
металл, вызывая его пластическое деформирование.
По мере перемещения резца объем пластически деформированного метал-
ла возврастает и внутренние напряжения достигают значений, превышающих
прочность материала на срез (рис. 12в), происходит скалывание.
ОО –
плоскость скалывания или сдвига; угол β
1
– угол скалывания (сдви-
га); угол β′ - угол действия.
Далее процесс деформирования повторяется, образуются новые элементы
срезаемого слоя (рис. 12 г). В результате происходит образование стружки,
состоящей из достаточно прочно соединенных между собой элементов.
Стружка перемещается, опираясь на переднюю поверхность. При этом на рас-
стоянии двух-трех элементов от вершины резца она
начинает завиваться и
перестает соприкасаться с передней поверхностью.
а) б) в) г)
β
'
1
β
0
0
t
Рис.12. Схема образования элементов стружки.
И.А.Тиме экспериментально установил, что: 1) пластическая деформация
стружкообразования распространяется со скоростью перемещения инстру-
мента вдоль срезаемого слоя и протекает в объеме металла между передней
поверхностью резца и граничной линией, отделяющей визуально видимые сле-
ды деформации на боковой стороне обрабатываемой заготовки от металла, со-
храняющего первоначальное состояние; 2) внутренние напряжения в деформи-
руемом объеме металла периодически возрастают и достигают значений, при
которых очередной сформировавшийся элемент стружки
сдвигается по гранич-
ной плоскости.
Впервые применив к исследованию процесса резания микроструктурный
анализ, учебный мастер Петербургского университета Яков Григорьевич Уса-
чев в 1912-1914 гг. доказал, что наибольшие деформации зерен возникают не в
направлении плоскости ОО, а в направлении плоскости скольжения СД опре-
деляемом углом
θ
(рис. 13). Срезаемый слой подвергается дополнительному
деформированию вследствие трения стружки о переднюю поверхность инст-
румента. Окончательная структура срезаемого слоя формируется в виде вытя-
нутых зерен. Упорядоченную ориентацию деформированных кристаллических
зерен называют текстурой, а угол
θ
- углом текстуры.
Характер деформирования зависит от ФМС обрабатываемого материала,
изометрических параметров инструмента, режимов резания и условий обработ-
ки. Для сталей средней твердости положение плоскости сдвига ОО практически
постоянное (β
1
= 30
о
). Угол
θ
зависит от свойств обрабатываемого материала и
геометрических параметров инструмента. При обработке хрупких материалов
θ
≅ 0, для пластичных материалов
θ
достигает 30
о
.
Θ
β
0
0
D
C
D
Г
3
a
a
a
1
2
Рис.13. Схема пластически деформированной зоны при резании.
Путем измерения Н
м
установлено, что в процессе стружкообразования ме-
талл подвергается деформированию не строго в плоскости скалывания ОО, а в
некотором объеме металла V
NOM
по обе стороны от нее (рис. 14). Степень де-
формации и микротвердость (прочность) в различных точках указанного объе-
ма изменяется несущественно, поэтому затраты мощности на сдвиговые де-
формации срезаемого слоя можно определять по свойствам металла в плоско-
сти скалывания.
0
0
O
M
N
Рис.14. Границы распространения пластических деформаций в зоне резания.
По действующей и поныне классификации проф. И.А.Тиме при обработке
различных материалов могут образовываться следующие виды стружек: эле-
ментная (рис. 15а); ступенчатая или суставчатая (рис. 15б); сливная (риск. 15в)
и надлома (рис. 15г).
Элементную и ступенчатую стружки называют еще стружкой скалывания.
б
Г
D
γ
α
β
δ
D
Г
D
Г
D
Г
а
вг
Рис.15. Виды стружек:
а – элементарная; б – ступенчатая (суставчатая);
в – сливная; г – надлома.
Стружка скалывания и сливная стружка образуются при обработке стали,
стружка надлома характерна для обработки чугуна и бронз.