Parinov I.A. Microstructure and Properties of High-Temperature Superconductors
Подождите немного. Документ загружается.

88 2 Composition Features and HTSC Preparation Techniques
(c)
BPSCCO
BPSCCO
MgO
MgO
MgO
BPSCCO
(a)
(b)
MgO
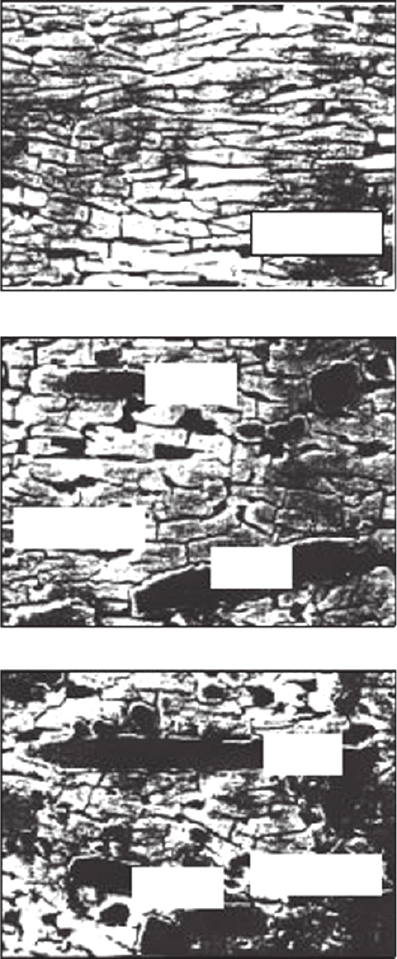
Fig. 2.30. Microstructure of BPSCCO phase in polished and etched cross-sections
parallel to the hot-pressing direction of (a) a monolithic BPSCO, (b)and(c)a
(MgO)
w
/ BPSCCO composite with 10 and 20% concentration of whiskers, respec-
tively (all specimens have undergone a three-cycle hot-pressing and annealing) [1186]
2.5 Y(RE )BCO Bulks 89
2.5 Y(RE)BCO Bulks
Intercrystalline boundaries can diminish considerably the transport properties
of YBCO bulks and increase sensitivity to applied magnetic fields. Therefore,
it is very expedient to create large grain specimens with maximum number of
strongly connected intercrystalline boundaries. As a rule, Y(RE)Ba
2
Cu
3
O
7−x
crystallites (123 phase), prepared by the melt-processing technique, include
Y(RE)
2
BaCuO
5
particle dispersion (211 phase). The elevated critical current
density in these samples can correlate with the concentration of the 211 inclu-
sions [961] and assumes that fine size of these particles causes directly elevated
pinning. At the same time, the sufficiently large particles of 211 normal (non-
superconducting) phase obviously diminish the superconducting properties.
Therefore, in order to optimize the ceramic properties, it is necessary to con-
trol the concentration and the size of 211 particles in precursor powder used
in YBCO processing [643]. After fabrication of the precursor powder, it is
pressed into pellets, which is then calcined and melted. The pellets, subjected
to insignificant pressing, demonstrate a lost density compared with pellets
subjected to cold isostatic pressing. Further sintering causes their densifica-
tion next. However, the hard aggregates of grains, formed during the cold
isostatic pressing, can prevent alignment of some crystallites, and, therefore
limit an effective densification during the following sintering. Then, it could be
assumed that the sintering is the optimum process to create high-dense HTSC
samples. It should be noted that 211 particles grow into precursor bulk during
sintering. It is not desired with the view of preservation of fine granularity of
the 211 phase. Therefore, it is necessary to exclude this effect. Thus, the cold
isostatic pressing in some cases may be more practical to prepare optimum
precursor samples, which are then subjected to melting [642].
All techniques, based on melt processing and used to prepare YBCO large-
grain ceramics, are characterized by the peritectic reaction at T
p
= 1015
◦
C
owing to the formation of 123 phase from 211 phase and liquid component
[642]:
Y
2
BaCuO
5
(211 phase)
+3BaCuO
2
+2CuO
(liquid phase)
→ 2YBa
2
Cu
3
O
6.5
(123 phase)
, (2.4)
or in another form [640]:
Y
2
BaCuO
5
(211 phase)
+Ba
3
Cu
5
O
6.72
(liquid)
+0.42 O
2
(gas)
→ 2YBa
2
Cu
3
O
6.28
(123 phase)
. (2.5)
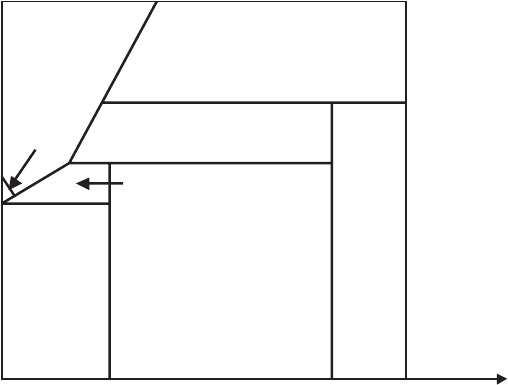
Pseudo-binary diagram, showing two peritectic transformations, is pre-
sented in Fig. 2.31. The 211 phase and liquid could be formed by fast heating
a pre-sintered precursor sample to a temperature that is considerably above
T
p
. Then 123 phase forms very slowly during the cooling of YBCO partial-
melting through point T
p
. In this case, 123 phase are added up to 30 wt%
of the 211 particles before the melting process with the aim to create local
pining centers and to prevent liquid loss during melting [641]. Solidification
processes, depicted by the formulas (2.4) and (2.5), put definite requirements
90 2 Composition Features and HTSC Preparation Techniques
T
Melt
011 + Melt
200 + Melt
211 + Melt
211
+
200
+
210
123 + Melt
123 + 211
3BaCuO
2
+2CuO
YBa
2
Cu
3
O
7–x
Y
2
BaCuO
5
5YO
1.5
+ BaO
1270°C
1015°C
123 + 011
+ 001
Fig. 2.31. Pseudo-binary diagram along the Y
2
BaCuO
5
–YBa
2
Cu
3
O
7−x
line show-
ing two peritectic transformations [29]
on YBCO precursor samples [642], namely (i) 211 particles must be sufficiently
fine in the initial sample precursor in order to form fine-grain dispersion in the
sample fabricated. (ii) The material should be able to retain the liquid phase,
appeared in result of the peritectic reaction into samples at the temperatures,
which are considerably above T
p
. It is necessary in order to form 123 phase
at cooling. Successive process is dependent on the precursor homogeneity and
density and also on the size distribution of the 211 particles. (iii) The precur-
sor sample should not contain foreign compositional and surface admixtures,
which form the heterogeneous nucleation sites of grains, and hence limit the
grain sizes, that may be reached during the grain growth.
Obviously, it is very possible an enlargement of 211 fine-size inclusions dur-
ing melting. As rule, the 211 enlargement occurs above peritectic temperature,
solely. Therefore, the 211 inclusions with diameter up to 50 μmcanforminthe
final ceramic sample. There are other problems, namely a very slow rate of so-
lidification, a necessity to control thermal gradients during high-temperature
treatment, a limited size of domains obtained, that is accompanied by their
misorientation, a microcracking formation and heterogeneous composition.
The progress could be reached by changing processing parameters and using
doping additives.
Oxygen release increases sharply during melting. This forms voids, caus-
ing the corresponding rise of the final specimen volume. At the same time, a
surface tension, connected with the melted state and decreased rate of the oxy-
gen release, leads to specimen densification at increasing temperature. As it
2.5 Y(RE )BCO Bulks 91
is shown in tests, the sample densification, controlled by the surface tension,
is the dominating factor [642].
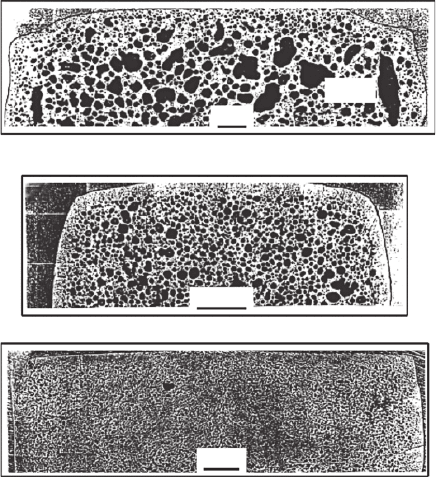
Figure 2.32 demonstrates the YBCO cross-sections obtained at various
heating rates. Even, using the same (in sizes) pellets does not preserve from
considerable differences in geometry, distribution and structure of porosity in
the melt-processed superconductors. Considerable changes of the sample ge-
ometry and homogeneity have been observed at the heating rate of 30
◦
C/h
because of void formation with sizes above 1 mm (Fig. 2.32a). However, the
void sizes diminished together with the heating rate (Fig. 2.32b and c) that
caused their maximum homogeneity in the case of heating rate of 10
◦
C/h
[640]. At the same time, a void diminishing, caused by the following decrease
of the heating rate, can lead to unfavorable consequences, in particular to
elevated loss of liquid phase. This is not desirable to a high degree in view
of stoichiometry and can lead to loss of control for composition and grain
size during superconductor processing. Therefore, improved physical proper-
ties should be reached, using other methods, in particular by changing the
specimen density and processing parameters of the peritectic solidification
[642].
Voids
1 mm
1 mm
(c)
(b)
(a)
1 mm
Fig. 2.32. Optical micrographs of the polished YBCO cross-sections obtained at
various heating rates: (a) 30, (b)20and(c)10
◦
C/h [642]
92 2 Composition Features and HTSC Preparation Techniques
HTSC applications require high-aligned grains and specimens with perfect
texture that is reached more easily in smaller specimens in the presence of
thermal gradients. The use of large thermal gradient, leading to better align-
ment, could cause microcracking of the sample. The latter spreads out as a
consequence of the anisotropic thermal expansion of 123 phase and secondary
phases (BaCuO
2
, CuO), which precipitate at grain boundaries. The microc-
racks perpendicular to the ab-plane are the most detrimental for HTSC and
can develop during cooling or re-oxygenation of the sample. Then, purifica-
tion, associated with the crossing of the hot zone, can lead to chemical hetero-
geneities in long samples (which are always obtained using a melt-zone-type
technique) owing to the different diffusion coefficients of the species. One ob-
serves in such a case a progressive decrease of the barium and copper amount,
correlated with an increase of the amount of 211 phase during the process. Ad-
ditives, such as Y
2
O
3
, which increase the viscosity of the melt, can drastically
limit these phenomena. The more rapid heating rate of 123 phase causes the
finer 211 precipitates. This means that the more rapid is the heating above the
peritectic temperature, the higher is the temperature where the decomposition
of 123 phase begins. The lower the stability of the 123 phase, the more rapid
is the precipitation of the 211 phase, that is, the higher the number of nucle-
ation sites. In rapid heating, defining the fine-sized 211 phase a long plateau
allows the particle coarsening by Ostwald ripening, due to the bigger grains
consuming the smaller ones. In fact, as for the growth of the 123 phase, two
mechanisms can be supposed to limit the growth of the 211 particles dispersed
in a liquid, namely (i) diffusion of a solute in the liquid; and (b) reaction at the
interface between 211 phase and liquid. Finally, the maximum temperature,
reached above the peritectic temperature, controls the amount of liquid and its
viscosity. So one expects a large influence on the growth of the 211 phase. Tak-
ing into account these considerations, different methods of melt crystallization
have been proposed during the development of melting techniques, namely:
– Melt-textured growth (MTG) [491]. The textured growth of 123 supercon-
ducting phase from melting, in which the 123 ceramic is used as initial
precursor.
– Liquid-phase processing (LPP) [913]. The liquid-phase technique based on
decreasing of prolonged treatment of samples at maximum temperatures
with the aim to prevent an undesired growth of the 211 particles, that
occurs intensively above the peritectic temperature.
– Zone melting (ZM) [684]. This technique applies zone melting to obtain
long samples using 123 ceramic as initial precursor.
– Quench-melt-growth (QMG) [745]. The growth of 123 superconducting
phase from melting, based on the super-fast cooling, in which the 211
phase forms in results of rapid interaction Y
2
O
3
phase with melt into high-
temperature region, where the 211 normal phase to be thermodynamically
stable.
– Melt-powder-melt-growth (MPMG) [297]. This process, using the same
thermal schedule as the QMG process, introduces a drastic crushing of
2.5 Y(RE )BCO Bulks 93
the quenched mixture after quenching in order to obtain a fine distribu-
tion of the Y
2
O
3
phase, leading further to a finer 211 phase, which is
uniformly distributed.
– Powder-melt process (PMP) [1199]. The same as QMG process, starting
from a Y
2
BaCuO
5
+3BaCuO
2
+ CuO mixture instead of pre-synthesized
123 phase. The result is equivalent to the QMG process, but without any
overheating of the sample.
– Solid-liquid-melt-growth (SLMG) [976]. Using the same thermal profile as
the PMP process, the SLMG process differs by the starting material: a
mixture of Y
2
O
5
+BaCuO
2
+ 2CuO is used here. These two techniques
differ essentially in the morphology of the 211 phase: needle shape in the
case of SLMG instead of quasi-spheres for PMP process.
– Microwave-melt-texture-growth (MMTG) [146]. This technique was devel-
oped to take into account the high thermal gradient for both increasing
the solidification rate, and directing this process.
– Magnetic-melt-texturing (MMT) [190]. This technique uses a static mag-
netic field in order to modify the microstructure of a material and to obtain
samples with a good texture. This process exploits magnetic anisotropy
of elementary cell that may be elevated by replacing Y ion with ion of
rare-earth element (RE).
–DopingYBCObytheRE ions in order to form local stresses caused by
the deformation mismatch of the YBCO and REBCO crystalline lattices,
that is an important origin of the magnetic flux pinning and corresponding
increase of J
c
[627,628].
The thermal cycle, used in a classical MTG process, is shown in Fig. 2.33.
Here, the partial melting of a pre-sintered 123 sample is induced between 1100
and 1200
◦
C, preserving practically the geometry of the precursor sample. Fi-
nally, the sample is very slowly cooled (1–2
◦
C/h) under an oxygen atmosphere
in a thermal gradient [1126].
Introduction of silver [992], resin impregnation [647,1069,1070] and also us-
ing other additives improve the structure-sensitive properties of Y(RE)BCO.
In general case, these additives are used to decrease the size and morphology
modification of the 211 phase. They act in three ways, namely: (i) changing
the 123/211 surface energy, (ii) changing kinetics of diffusion process, and
(iii) forming nucleation sites for the 211 phase. In particular, an additional
large dispersion of the 211 particles (up to 40 wt%) to the stoichiometric 123
phase is able to diminish the 211 particle size, formed during decomposition of
the 123 precursor sample [745]. To improve superconducting microstructure
and properties, the doping additives used are: Ag (Ag
2
O, Au/Ag) [998,1171],
Pt (PtO
2
) [509,777], Sn (SnO
2
, BaSnO
3
) [186,685,717], Zr (ZrO
2
, BaZrO
3
)
[132,322], Ce (CeO
2
,BaCeO
3
) [185,187,664], Ca [391] and SnO
2
/CeO
2
[664].
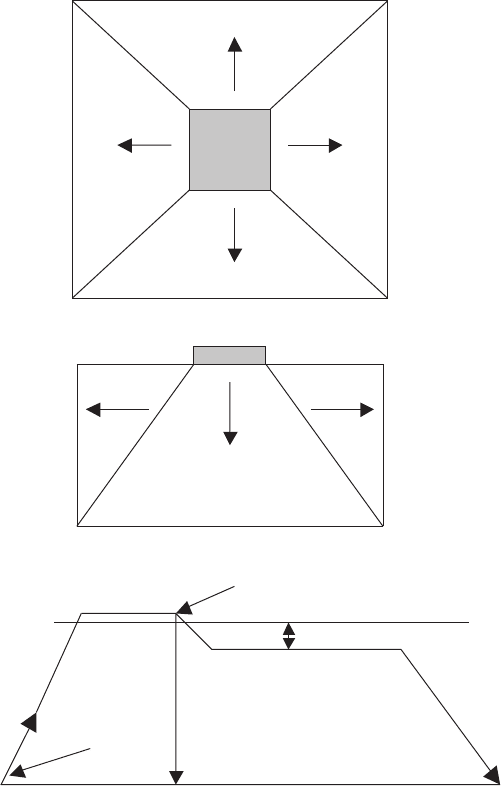
The formation of preferable orientation of grains is necessary for maximum
use of anisotropic properties of HTSC in the specific products. The specimen
texture could be formed and controlled by using the top-seeded-melt-growth
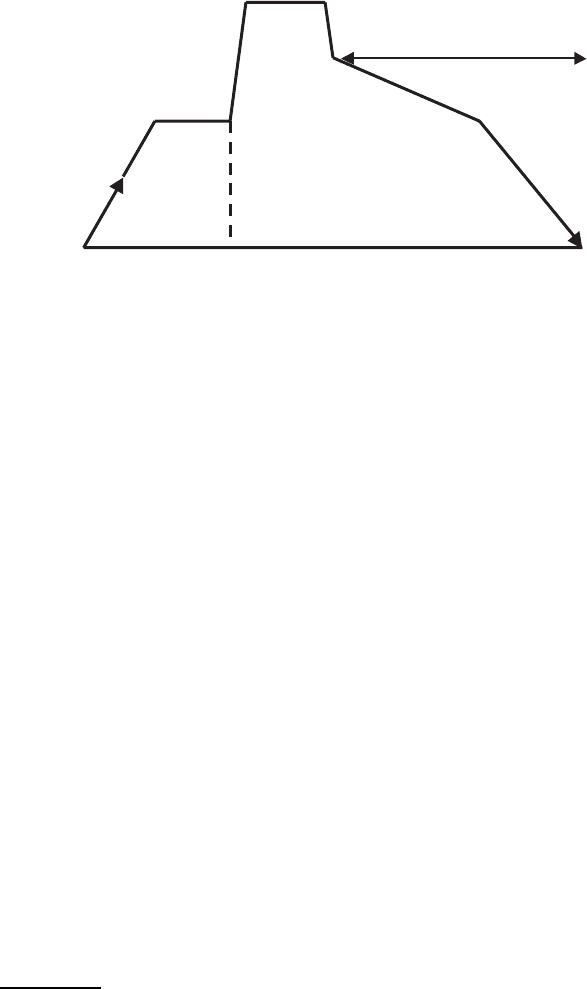
94 2 Composition Features and HTSC Preparation Techniques
T
max
Imposed Thermal Gradient
Slow Cooling
Under OxygenUnder Air
Room Temperature
Hot Zone
900°C
Fig. 2.33. Typical thermal cycle used in the MTG process [1126]
(TSMG) technique [729]. In this process, the crystallites-seeds from RE equiv-
alents of the 123 phase are introduced.
7
They have the higher temperature of
the peritectic decomposition. In this case, the 123 phase nucleates and grows in
the specific direction (Fig. 2.34). Moreover, the weak links decrease consider-
ably accompanied by proper increase of the grains. The peritectic solidification
of YBCO by using seeds leads to growth morphology of faceted grains with
symmetry, depending on nucleus crystallite, for example, SmBCO (Sm-123),
NdBCO (Nd-123) or other RE barium cuprate. However, standard procedure
by using seeding (e.g., SmBCO) proposes high overheating of the sample, that
is necessary to (i) avoid numerous formation of nuclei, (ii) increase liquid in
the sample and (iii) eliminate an effect of precursor microstructure [1126].
In order to get over the numerous nucleation and arbitrary growth of 123
crystals, beginning from substrate material at prolonged process of TSMG,
as observed in test, the increasing of the formation temperatures for different
REBCO phases together with their ionic radiuses could be used [728]. Then,
a selection of corresponding RE composition permits to diminish an under-
cooling area ΔT = T
p
− T
g
(where T
p
is the peritectic temperature and T
g
is the temperature of grain growth in the sample under constant conditions)
at slow cooling to homogeneous temperature (Fig. 2.34c). In this case, is the
grain growth rate decreased and unstable solidification eliminated. The kind
of cooling process, that is, slow continuous cooling or jump-like decreasing of
temperature during one or some stages renders considerable effect on quality
of the final crystallographic structure [479].
Carrying out the TSMG process in an air atmosphere with seeds from
Nd,Sm,EuandGdformsREBCO samples with decreased critical tempera-
ture T
c
accompanied by broad superconducting transition. This is caused by
7
There are hot seeding and cold seeding [480]. In the first case, the seed is placed
on YBCO sample at room temperature, in the second case, the seed is placed at
temperature T
max
above the peritectic temperature (Fig. 2.34c).
2.5 Y(RE )BCO Bulks 95
100/010
100/010100/010
100/010
100/010
100/010
001
Hot Seeding
(c)
(b)
(a)
Cold Seeding
T
max
T
p
T
g
ΔT
Quenched
Sample
Melt Processed
Sample
Room Temperature
Seed
Boundary
Boundary
Boundary
Fig. 2.34. Schematic diagram of the top-seeded melt growth process applied to
form and control specimen texture (a)viewfromabove,(b)viewatthesideand
(c) applied heating schedule of the TSMG processing
the formation of hard precipitation of RE
1−x
Ba
2−x
Cu
3
O
7−x
because of near
cation radius between pointed RE and Ba. Carrying out the TSMG process
in the controlled atmosphere with low partial pressure of oxygen (1 or 0.1%
96 2 Composition Features and HTSC Preparation Techniques
of oxygen in Ar) (oxygen-controlled-melt-growth-process (OCMG)) [749], it is
possible to except formation this precipitation. In order to reduce the dura-
tion of TSMG process, the multi-seeded-melt-growth (MSMG) technique [932]
is used with corresponding thermal treatment. This process consists of some
seeds on the YBCO sample. Now, REBCO samples demonstrate the critical
current density that is above 100 kA/cm
2
(77 K and 0 T) with corresponding
control of composition and microstructure [908]. Considerable magnetic fields
can be trapped in large-grain melt-processed HTSC (e.g., 10 T at 45 K [880]),
that is much more than in conventional magnets, and it is very important for
various applications.

3
Experimental Investigations of HTSC
3.1 Experimental Methods of HTSC Investigations
3.1.1 Special Techniques
The complexity of HTSC structures and properties has resulted in a small
number of directed observations and test dependencies of the type “structure–
property.” Among methods of three-dimensional observation the magnetic
vortex structures in HTSC, the small angle neutron scattering and spin pre-
cession of polarized muons have an important application as the means of
microscopic research of the local magnetic fields, but the Bitter decoration
method is treated as the most often used method of spatial resolution [84].
In particular, the Bitter decoration method utilizes small ferromagnetic par-
ticles for decorating the magnetic domain structure. When these particles are
sprinkled on a material, displaying at its surface an inhomogeneous distribu-
tion of magnetic flux density, the particles are attracted to the regions with
the largest value of the local magnetic field. This method has demonstrated
high effectiveness in visualization of the vortex structures localized at defects
[208, 1116].
The great achievement in the magneto-optical characterization of the vor-
tex structures consists of using the Bi-doped iron garnet thin films [470], which
operate from below 4.2 K to above 500 K, that is, they very well fit the tem-
perature window used in HTSC. These films come in two distinct varieties,
one with magnetization vector perpendicular to the surface of the film (first
investigations) and another with magnetization vector in-plane. As a result,
a magnetic resolution of 10 μT has been reached. The spatial resolution can
reach values less than the garnet film thickness, if the magnetic field gradients
are sufficiently strong. The resolution of 0.4 μm has been reached for imaging
obtained using films with thickness of 2 μm. Some achievements in using the
magnet-optical imaging (MOI) technique for visualization of the vortex struc-
tures in different HTSC systems have been presented in the overviews [559,
858, 1119]. In combination with a digital camera and an image-processing