Огневой В.Я. Машиностроительные материалы
Подождите немного. Документ загружается.


201
армирующего материала в виде отдельных волокон, пучков волокон,
либо матов, состоящих из волокон или нитевидных кристаллов,
уложенных в определенном порядке или произвольно.
Основными преимуществами метода пропитки являются
возможность получения практически беспористого материала,
равномерного распределения армирующих элементов в
композиционом материале, создания при помощи препрегов из
материалов-упрочнителей определенной ориентации армирующих
средств, фиксирования распределения и ориентации упрочнителя,
задаваемых
перед пропиткой, в готовом композиционном материале
или изделии.
Большим преимуществом этого метода является возможность
получения без дополнительной механической обработки изделий
практически любой конфигурации, а также возможность исполь-
зования в ряде случаев существующего литейного оборудования.
Однако чрезвычайно высокая реакционная способность боль-
шинства армирующих материалов в контакте с металлическими
расплавами значительно сужает возможности практического при-
менения метода пропитки. Другим важным моментом, играющим
существенную роль в процессе получения композиционного мате-
риала пропиткой, является необходимость хорошей смачиваемости
упрочняющих волокон жидкой матрицей, поскольку при невыпол-
нении этого условия значительно усложняется технология получения
материала.
Пропитку каркаса (или пучка) волокон осуществляют раз-
личными способами:
пропитка расплавом при нормальном давлении;
вакуумной заливкой матричного расплава в форму, в полости которой
предварительно размещен каркас волокон; вакуумным всасыванием
расплава матрицы; пропиткой под давлением; центробежным литьем
(эти процессы могут проводиться в обычной воздушной атмосфере
или с применением защитных атмосфер). Кроме того, возможен
вариант помещения в полость формы волокон с порошком
матричного материала или фольгой, а также волокон, имеющих
покрытие из материала матрицы, с последующим нагревом до
температуры, превышающей температуру плавления матрицы
композита, и опрессовкой формы.
Пропитка волокон расплавом матрицы при нормальном давле-
нии и разновидность этого метода - пропитка пучка волокон

202
протяжкой их через расплав, или, как иногда его называют, метод
непрерывного литья композиционных материалов, является
оптимальным способом изготовления изделий сложной формы и
полуфабрикатов в виде прутков, труб, профилей и др. Этот метод
применим в тех случаях, когда волокна термодинамически стабильны
в расплавленной матрице или слабо с ней взаимодействуют,
количество волокон в объеме получаемого изделия не превышает
определенных значений, волокна хорошо смачиваются расплавом
матрицы.
В связи с низким сопротивлением разрушению при поперечном
сжатии углеродных волокон, тканей и жгутов основным методом
объединения их с металлическими матрицами является пропитка.
Магниевые расплавы более совместимы с углеродными волокнами,
чем алюминиевые. Углеродные волокна не разупрочняются после
контакта с магниевыми расплавами в течение 5 мин при температурах
660-780°С. Термическая стабильность углемагния, наоборот, ниже,
чем углеалюминия. Карбид MgQ образуется при температурах 450 °С
и выше, а карбид А1
4
Сз — при 500—550 °С. Пропитка углеродных
волокон без покрытия нецелесообразна, так как: во-первых, не
происходит смачивания (при температурах, исключающих
карбидообразование); во-вторых, не достигается полное
проникновение расплава матрицы в промежутки между волокнами, а
особенно — между филаментами (многофиламентных волокон). Это
вызывает неравномерную укладку, непосредственные контакты и
спекание волокон. В результате в композитах указанных систем при
объемных долях волокон (без покрытия) выше 30—35% прочность не
только не растет, но может даже снижаться из-за возрастания
количества и протяженности непропитанных участков.
Диффузионная сварка под давлением
Процесс диффузионной
сварки под давлением является одним из наиболее часто
применяемых методов изготовления металлических композиционных
материалов. Однако этот процесс несколько отличается от процесса
диффузионной сварки как метода соединения двух деталей из
однородных или разнородных материалов по параметрам
технологического процесса и по его аппаратурному оформлению.
В данном случае назначение процесса состоит в том, чтобы из
нескольких разнородных по составу, форме и размерам элементов,
составляющих матрицу и армирующее композиционного материала,

203
получить компактный материал. Иногда конечной целью процесса
является изготовление из указанных элементов готовой детали.
Поскольку в состав композиционного материала обычно входят
пластичная, малопрочная матрица и армирующий материал,
обладающий, как правило, более высокой твердостью по сравнению с
твердостью матрицы, то этот армирующий материал в процессе
диффузионной сварки под давлением может разрушать окисные слои,
покрывающие поверхность металлической матрицы, облегчать тем
самым процесс диффузионной сварки. В связи с этим, если для
процесса соединения двух деталей методом диффузионной сварки
почти всегда необходимым условием является наличие вакуума над
поверхностями соединяемых деталей, то для изготовления этим
методом композиционных материалов или деталей из них наличие
вакуума не всегда является необходимым и процесс может про-
водиться в инертной, а иногда и в воздушной атмосфере. Следует
отметить, что и в случае получения композиционных материалов
методом диффузионной сварки под давлением наличие вакуума
является фактором, интенсифицирующим процесс и улучшающим его
качество.
Другим важным отличительным признаком этого процесса
является то, что процесс получения композиционного материала
обычно связан с пластическим течением матрицы, необходимым для
заполнения пространства между армирующими элементами,
происходящим обычно в замкнутом объеме и имеющем небольшую
величину. При соединении деталей диффузионным методом пла-
стическая деформация отсутствует.
Возможность изготовления методом диффузионной сварки
различных полуфабрикатов и деталей из композиционных материалов
вызывает необходимость создания специального оборудования и
оснастки; применения мощных прессов, автоклавов, изостатов и
другого оборудования.
Необходимость пластической деформации в процессе изго-
товления композиционного материала связана со значительным
повышением технологических параметров процесса: температуры,
давления и времени выдержки при прессовании по сравнению с
аналогичными параметрами процесса соединения диффузионной
сваркой двух деталей.
204
Основными операциями технологического процесса
диффузионной сварки полуфабрикатов и деталей из композиционных
материалов являются: подготовка поверхности контактирующих
материалов; изготовление предварительных заготовок; раскрой и
сборка пакетов для прессования и прессование. Первые два процесса
описаны выше, поэтому следует рассмотреть более подробно
процессы раскроя , сборки пакета и прессование.
Раскрой и сборка пакетов для прессования. Наиболее распро-
страненным видом предварительных заготовок, применяемых для
изготовления композиционных материалов методом диффузионной
сварки, являются плоские элементы, состоящие из одного слоя
армирующего материала, закрепленного тем или иным способом. В
связи с этим в дальнейшем операции раскроя заготовок и сборки их в
пакеты рассмотрим на примере предварительных заготовок,
полученных методом намотки с последующим закреплением волокон
плазменным напылением или проклеиванием. Схематически эти
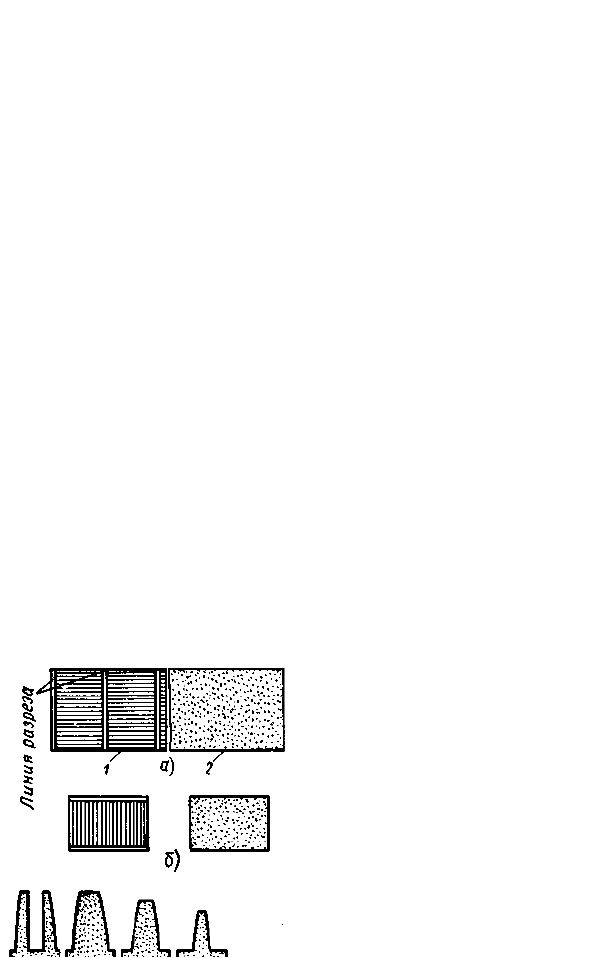
операции представлены на рис. 23 [29]. Из монослойных заготовок
вырезают ножницами, гильотинными ножницами, вырубают в
специальных штампах либо получают другими методами
механической обработки элементы более или менее сложной
конфигурации, являющиеся слоями - сечениями изделия. Число этих
заготовок определяется толщиной готового изделия, количеством
армирующего и матрицы в предварительных заготовках, если
армирующий материал связан матрицей, либо количеством
армирующего и толщиной фольги матрицы, если армирующий
материал связан клеем. На рис. 23 показан типовой раскрой двух
видов изделий; плоского полуфабриката в виде листа и изделия более
сложной формы — лопатки двигателя.
Рис. 23. Схема операций
раскроя заготовок: а - заготовки;
1- заготовка с проклейкой; 2 -
заготовка с напылением; б -
раскрой на карточки; в — раскрой
заготовок для лопаток

205
Поскольку наряду с одноосноармированным композиционным
материалом в технике применяют изделия из материала, в котором
имеется волокно, ориентированное, в соответствии с возникающими в
этом изделии в процессе его работы напряжениями, в различных
направлениях, при раскрое необходимо учитывать и направление
укладки упрочняющих волокон.
Прессование. Основной операцией процесса изготовления ком-
позиционных материалов методом диффузионной сварки под дав-
лением является прессование. Именно в процессе этой операции
происходит соединение отдельных элементов предварительных
заготовок в компактный материал (формирование изделий). В отличие
от прессования как метода обработки давлением металлов и сплавов,
заключающегося в выдавливании металла из замкнутой полости через
отверстие в матрице и связанного с большими степенями деформации
обрабатываемого материала, данный процесс по своему существу
ближе к процессу прессования порошковых материалов,
применяемому в порошковой металлургии. Прессование заготовок
композиционных материалов в большинстве случаев осуществляется
в замкнутом объеме (в пресс-формах, состоящих из матрицы и двух
пуансов типа пресс-форм, применяемых для получения изделий из
металлических порошков) и с незначительной пластической
деформацией материала матрицы, необходимой только для
заполнения пространства между волокнами армирующего материала и
максимального уплотнения самой матрицы. При этом, как и в
процессе горячего прессования порошков, наряду с пластической
деформацией матрицы, на границе раздела между слоями или
частицами матрицы, т. е. границе матрица- матрица, а также на
границе матрица-волокно протекают диффузионные процессы,
обеспечивающие прочную связь на этих границах и, в конечном счете,
необходимую прочность композиционного материала.
Основными технологическими параметрами прессования компо-
зиционных материалов являются давление прессования, температура,
время выдержки и среда.
По технологическому оформлению можно выделить четыре
разновидности процесса прессования: прессование в замкнутых пресс-
формах и между обогреваемыми плитами; ступенчатое прессование;

206
изостатическое, или автоклавное прессование; динамическое горячее
прессование.
Прессование в пресс-формах и между обогреваемыми плитами.
Этот вид прессования композиционных материалов может осу-
ществляться на обычных гидравлических прессах различной
мощности, применяемых для обработки металлов давлением, в
порошковой металлургии, в производстве пластмасс. Необходимым
условием, обеспечивающим пригодность пресса для процесса
диффузионной сварки, является возможность поддерживания
заданного давления на нем в течение длительного времени.
Прессование изделий из композиционных материалов на таких
прессах производится в специальных пресс-формах, нагреваемых тем
или иным способом до нужной температуры. Диффузионная сварка
может осуществляться на воздухе, в вакууме и в защитной атмосфере.
В зависимости от этого пресс, на котором ее проводят, может быть
оснащен камерой для создания вакуума или необходимой атмосферы.
В качестве примера на рис. 24 приведена схема установки,
применяемой для получения методом диффузионной
сварки композиционных материалов на основе нихрома,
упрочненного волокнами молибдена и вольфрама [29]. Установка
представляет собой гидравлический пресс с вакуумной камерой.
Нижняя часть разъемного корпуса камеры через сильфон связана со
штоком пресса, на который устанавливается пакет из заготовок
композиционного материала. В верхнюю часть корпуса вмонтирован
индуктор. В рабочем состоянии, т. е. при сомкнутых верхней и
нижней частях корпуса, пакет располагается внутри индуктора. Для
предотвращения нагрева деталей пресса и корпуса камеры пакет
изолирован от штока пресса и упора верхней части корпуса
изоляционными огнеупорными плитами из хромомагнезита. Для
обеспечения равномерного нагрева пакета, между ним и
огнеупорными плитами устанавливали более массивные, по
сравнению с пакетом, молибденовые пластины, в результате чего
основная часть магнитного потока, создаваемого индуктором, по-
глощалась этими пластинами. Для предотвращения схватывания
композиционного материала с молибденовыми пластинами на их
поверхность предварительно наносили тонкий слой суспензии окиси
алюминия в спирте. Прессование проводили в вакууме 10
-3
– 10
-4
мм
рт. ст.

207
Рис. 24. Схема установки
для горячего прессования: 1 –
корпус камеры; 2 - упор; 3-
индуктор; 4 - плоскость разъема
камеры; 5 - огнеупорные плиты; 6
- пластины; 7 - прессуемый пакет;
8 - уплотнительная резина, 9 -
термопара; 10 - стол; 11 - сильфон;
12 - шток пресса
Ступенчатое прессование является разновидностью процесса
прессования между обогреваемыми плитами пресса. Особенностью
этого процесса является возможность получения полуфабрикатов в
виде листов, полос, лент, профилей и др. большой длины из
композиционных материалов на прессах с небольшими размерами
прессующих плит. При этом процессе прессования пакета из
заготовок композиционного материала большой длины
осуществляется периодически: вначале подпрессовывается участок,
ближайший к одному из концов пакета, затем пакет передвигается
между плитами пресса таким образом, что непосредственно между
плитами оказывается часть ранее пропрессованного участка и еще не
подвергавшаяся прессованию часть. Таким образом постепенно
прорабатывается весь пакет. При ступенчатом прессовании только
ширина изделия определяется шириной прессующих плит, длина же
его практически не ограничена. Очевидна перспективность получения
этим методом листов из композиционного материала алюминий - бор
шириной 1,2 м и длиной до 9 м. Недостатком ступенчатого
прессования является сравнительно невысокая производительность
процесса, связанная с необходимостью выдержки каждого из
прессуемых участков пакета при заданном давлении и температуре в
208
течение промежутка времени, нужного для пластической деформации
и процессов диффузии.
Изостатическое, или автоклавное прессование является про-
цессом, сочетающим в себе воздействие на тело температуры и
давления газа. Обычно тело, на которое оказывается воздействие,
заключают в вакуумированный герметичный контейнер, способный
деформироваться при температуре процесса. Установка для
изостатического горячего прессования чаще всего состоит из трех
основных агрегатов: сосуда высокого давления, или автоклава,
системы для создания давления и системы обеспечения температуры.
Номенклатура изделий, которые можно изготовлять из
композиционных материалов методом диффузионной сварки под
давлением в изостате или автоклаве, весьма разнообразна.
Динамическое горячее прессование - процесс, относящийся к
категории импульсных методов формирования и называемый за
рубежом процессом формования с применением высоких скоростей и
энергий, применялся первоначально для прецизионной ковки
металлических слитков в изделия сложной формы. Изготовление
композиционных материалов этим методом заключается в
диффузионной сварке пакета предварительной заготовки, нагретого
до необходимой температуры, в результате кратковременного
приложения очень больших давлений. Динамическое горячее
прессование предварительных заготовок может осуществляться на
ковочных молотах и подобных им установках в специальных пресс-
формах или в вакуумированных пакетах. Основным преимуществом
метода динамического горячего прессования является
кратковременность пребывания матрицы и армирующего материала
при высокой температуре и высоком давлении, что позволяет
сократить до минимума взаимодействие и разупрочнение
армирующего материала. Кроме того, этот процесс позволяет снизить
температуру диффузионной сварки композиционных материалов.
5.8.2. КМ с полимерной матрицей
Методы получения заготовок, полуфабрикатов и изделий из
композиционных материалов с полимерной матрицей во многом
схожи с методами обработки КМ с металлической матрицей, но

209
имеют свои особенности. К основным методам относятся:
прессование, формование и намотка.
Прессование. Методом прессования получают детали и узлы
разнообразного назначения, формы и размеров, обладающие высокой
механической прочностью и жесткостью, хорошими
диэлектрическими и радиотехническими свойствами. Прессованные
детали из волокнистых термостойких и жаростойких пресс-материа-
лов обладают стойкостью к высоким температурам, тепловому удару
и окислению. Метод прессования позволяет изготавливать в пресс-
формах детали и узлы машин массой от нескольких граммов до 100 кг
и более с толщиной стенки от 0,5 до 100 мм и более.
Существует две разновидности метода прессования: прямое и
литьевое. Прямое горячее прессование предпочитают при
изготовлении деталей различного назначения средней сложности,
больших габаритов и массы. При литьевом прессовании материал
укладывают в загрузочную камеру предварительно замкнутой пресс-
формы и под действием высокого давления и температуры через
литниковые каналы продавливается (перетекает) в оформляющую
полость пресс-формы. Литьевое прессование рационально применять
для изготовления тонкостенных деталей сложной конфигурации с
мелкой и тонкой арматурой при повышенных требованиях к точности
размеров.
Выбор того или иного метода прессования следует осуществлять
исходя прежде всего из конструктивных особенностей деталей,
технических требований, предъявляемых к готовым изделиям, а также
экономической целесообразности.
Основными характеристиками процесса прессования являются
температура, давление и время выдержки.
Температура прессования зависит главным образом от
химической природы связующего; она является важным фактором
процесса прессования, определяющим пластичность материала, т. е.
способность материала к формованию и отверждению.
Температура прессования выбирается в зависимости от типа и
марки материала, условий его подготовки, предварительного
подогрева, исходной текучести, давления прессования, скорости
отверждения, формы и размеров детали.
При переработке полимерных волокнистых композитов методом
прессования различают два вида давления: формования - это

210
давление, при действии которого разогретый материал уплотняется и
ему придается конфигурация детали в оформляющей полости пресс-
формы; отверждения - это давление, которое в процессе отверждения
отформованного материала необходимо для предотвращения
раскрытия формы под действием упругих или обратимых сил
деформации и выделяющихся паров и газов.
Необходимое давление формования выбирается с учетом
следующих факторов: текучести материала, зависящей от типа и
содержания связующего и наполнителя, степени предварительной
поликонденсации связующего (содержания растворимой части смолы)
и содержания влаги. В зависимости от значений текучести материала,
определяемых в лабораторных условиях, выбирается давление
прессования.
Анализ экспериментальной зависимости прочности от давления
прессования показывает, что, начиная с некоторого нижнего значения,
давление прессования в довольно широком интервале почти не влияет
на прочность материала в изделии.
Для стеклонаполненных материалов на основе эпоксидного и
эпоксидно-фенольного связующего минимальное давление
прессования равно 2,5-5,0 МПа. При прессовании слоистых
композитов удовлетворительное качество изделий достигается при
давлении 1,0-5,0 МПа для всех видов связующих.
Время выдержки зависит прежде всего от следующих свойств
материалов: скорости его отверждения, зависящей от природы
связующего; типа отвердителя и ускорителя; содержания влаги и
летучих продуктов в пресс-материале; температуры прессования;
формы и толщины детали, теплофизи-ческих свойств материала;
конструкции пресс-формы.
Технологический процесс прямого прессования волокнистых
полимерных композитов включает следующие стадии: подготовку и
дозирование материала, его предварительный подогрев, загрузку
пресс-формы и смыкание пресс-формы, подпрессовку, выдержку под
давлением, подъем подвижной плиты пресса и разъем пресс-формы,
извлечение детали, очистку пресс-формы и подготовку ее к следую-
щему рабочему циклу.
Для изготовления из стеклонаполненных материалов мелких
деталей сложной конфигурации с элементами толщиной менее 2-3 мм,
а также деталей с большим количеством арматуры рекомендуется