Огневой В.Я. Машиностроительные материалы
Подождите немного. Документ загружается.

191
получить, наполнив композиции водорастворимыми веществами.
После прессования и отверждения изделия его погружают в нагретую
воду, в которой вымываются растворимые вещества.
Поропласты применяют для изготовления амортизаторов, мягких
сидений, губок, фильтров, в качестве вибродемпфирую-щих и
звукоизоляционных прокладок в вентиляционных установках,
глушителях, прокладок в касках и шлемах и т.д. Плотность их
составляет 25...500 кг/м
3
.
5.6. Материалы, наполненные полыми частицами
сферической формы
Эти материалы отличаются от пенопластов, описанных выше,
тем, что вместо газовых включений они содержат микросферы
диаметром 20...70 мкм, имеющие толщину стенок 1,5...3,0% от
диаметра. Полые сферические наполнители могут быть полимерными,
стеклянными, керамическими и металлическими. Чаще применяются
сферы из феноло-формальдегидной смолы и стекла.
В качестве связующих для получения пластмасс такого типа
могут
использоваться любые полимеры, но в большинстве случаев
применяют эпоксидные и полиэфирные смолы. В зависимости от
соотношения полого наполнителя и связующего получают литьевые
композиции и прессовочные пасты (табл. 60).
Изделия из литьевых композиций изготавливают путем заливки
их в формы или нанесения на поверхность оснастки с последующим
отверждением. Из прессовочных паст можно получать изделия
в
пресс-формах под давлением 0,5...1,5 МПа или без давления, уплотняя
шпателем.
Приведенные в табл. 60 материалы атмосферостойки, ус-
тойчивы к маслам, топливам и другим нефтепродуктам, не пора-
жаются микроорганизмами, устойчивы к морскому туману, обладают
хорошей адгезией к металлам и стеклопластикам. Пластмассы с
полыми наполнителями используются при изготовлении различных
плавучих средств, сэндвич-
конструкций, тепло- и звукоизоляции и др.
192
Таблица 60
Механические свойства пластмасс, наполненных полыми
сферами
Эпоксидные связующие Полиэфирные связующие
литьевые п
р
ессовочные литьевые п
р
ессов.
Свойства
ЭДМ ЭДС ЭДМ ЭДС СПБ СПС СПБ
ρ
, г/см
3
σ
В,
МПа
σ
В
, Мпа,
при:
сжатии,
изгибе
KCU,
кДж/м
2
0,6-
0,75
12-14
29-55
15-25
1-3
0,6-
0,75
18-25
55-100
25-42
3-7
0,24-
0,45
-
6-3
4-0
0,6-1,0
0,28-
0,50
-
7-27
4-15
1,5-2,5
0,6-
0,75
5-8
18-25
10-12
1-2
0,6-
0,75
10-13
40-55
20-25
1-2
0,4-
0,48
2-3
8-16
3-5
0,3-0,4
Примечание: Композиции ЭДМ и СПБ наполнены феноло-
формальдегидными, а ЭДС и СПС — стеклянными сферами.
5.7. Металлополимерные каркасные материалы
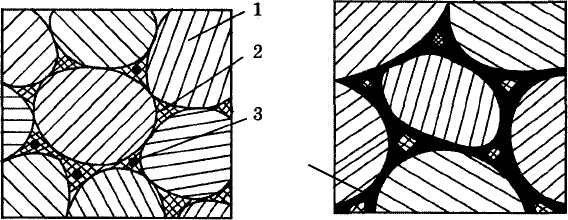
Металлополимерные каркасные материалы представляют собой
композиционные материалы, в которых несущей основой является
трехмерная металлическая сетка, а межкаркасная полость заполнена
полимерной композицией, содержащей различные функциональные
компоненты (рис. 18).
В машиностроении нашли применение металлополимерные
самосмазывающиеся материалы на основе металлокерамического
каркаса и полимерных связующих, содержащих различные сухие
смазки (графит, дисульфид молибдена, йодистый кадмий и
др.). Такие
материалы используются для изготовления подшипников скольжения,
сепараторов подшипников качения, поршневых колец и т.п.
193
4
а б
Рис. 18. Структура металлополимерного каркасного материала
(а) и материала МПК (б): 1 - частицы металла; 2 – полимер;
3 - твердая смазка; 4 - пиролитический графит"
Для получения металлокерамического каркаса используют
порошки оловянистой бронзы, нержавеющей стали, стеклокерамику.
Межкаркасные полости заполняют фторопластом-4Д путем пропитки
50%-ной водной суспензией фторопласта или смесью
фторопласта-4Д
со свинцом. Металлокерамический антифрикционный материал МПК,
изготовленный на основе порошков нержавеющих сталей, содержит
пирографит и фторопласт-4.
Технология его получения заключается в следующем: из
металлических порошков прессуют и спекают каркас с пористостью
20-70%, затем в специальной камере через поры пропускают
углеродсодержащий газ при температуре, обеспечивающей пиролиз
газа и осаждение графита
на стенки каркаса до заполнения около 3/4
объема пор, после чего осуществляют многократную вакуумную
пропитку изделия суспензией фторопласта-4 с одновременной
термообработкой.
Самосмазывающиеся материалы приведенного типа работо-
способны при температурах до 250°С, фрикционные свойства их
приведены в табл. 61.
Весьма перспективно применение ленточных каркасных са-
мосмазывающихся материалов, представляющих собой металличе-
скую
194
Таблица 61
Фрикционные свойства некоторых металлополимерных
материалов
Допускаемые режимы
эксплуатации
Материал
Давление,
р,
МПа
Скорость
скольж.,
V, м/с
pV,
МПа⋅м/с
Коэфф.
трения,
f
Металлокерамика на основе
бронзы, пропитанная фто-
ропластом-4Д
10-13
5
0.7-1.0
0,05-
0,06
Стеклокерамика на основе
ситалла и меди, пропитанная
фторопластом-4Д
4-5
10
1,5-2,0
0,15
Материал МПК 25-30 5 2,0-2,б 0,12
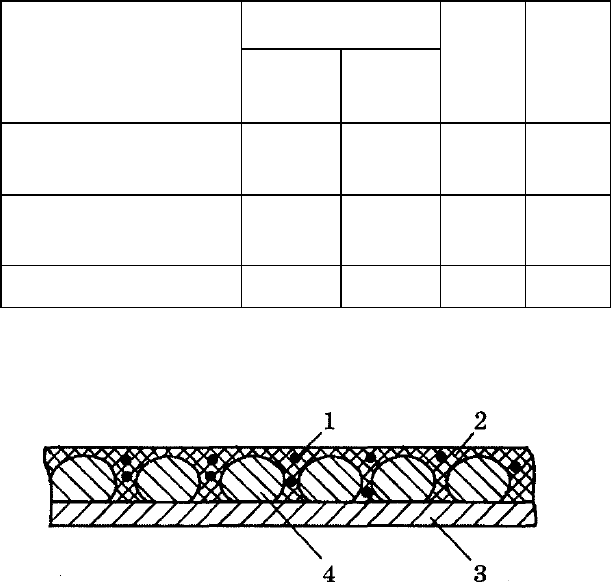
основу (ленту), на которую припекается слой пористого ме-
таллокерамического каркаса. Поры каркаса заполняют
композициями на основе фторопласта-4 и твердых смазок (рис. 19).
Рис.19. Ленточный материал: 1 - частицы твердой смазки;
2 - фторопласт-4; 3 - стальная лента; 4 - сферические частицы
Ленточные материалы весьма технологичны, позволяют
изготавливать подшипники скольжения (свертные) и вкладыши
любого размера) допускают эксплуатацию без
смазки при темпе-
ратурах до 280°С при больших давлениях (до 200-300 МПа) и
скоростях скольжения. Использование металлической ленты-основы и
бронзового пористого каркаса обеспечивает хороший теплоотвод из

195
зоны трения, а находящийся в порах и на поверхности фторопласт-4 с
твердыми смазками - низкий коэффициент трения и высокую
износостойкость пар трения. За рубежом широко используются
ленточные материалы типа DU, DP, DQ.
Одним из недостатков каркасных ленточных материалов
является малая толщина поверхностного приработочного слоя (10-20
мкм), что исключает возможность механической обработки
подшипников после их монтажа
в корпусе.
Эффективно применение каркасных самосмазывающихся
материалов, каркас которых спечен из металлических волокон или
сеток, а в качестве матрицы использованы различные полимерные
композиции, а также материалов на основе углеграфитовых и
металлизированных углеграфитовых тканей, пропитанных по-
лимерными связующими с твердыми смазками.
5.8. Методы получения изделий из КМ
В промышленности применяется большое разнообразие методов
получения заготовок, полуфабрикатов и изделий из композиционных
материалов, причем эти методы совершенствуются и изобретаются
новые. В настоящем разделе приводятся методы, опубликованные в
ряде изданий [28-33], широко используемые для получения
композиционных материалов с металлической и полимерной
матрицей.
5.8.1. КМ с металлической матрицей
В производстве и обработке рассматриваемых композиционных
материалов необходимо различать получаемые на предварительной
стадии полуфабрикаты композита (препреги), к которым относятся
волокна с покрытиями, предварительно пропитываемые жгуты
волокон, плетеные «ремни», сетки, пористые ленты с одним слоем
волокон [33]. Впоследствии их используют в качестве элементов
сборных многослойных заготовок. В результате компактирования
этих заготовок могут быть получены полуфабрикаты (ленты, листы,
полосы, плиты, трубы, проволока), которые затем подвергаются
процессам формообразования, раскроя, сварки, механической
обработки. В отдельных случаях процессы формообразования и
196
компактирования удается совместить, т. е. изготовление изделий из
сборных заготовок может быть одно- либо двухстадийным.
Заготовки получают различными способами, наиболее
распространенными являются описанные ниже.
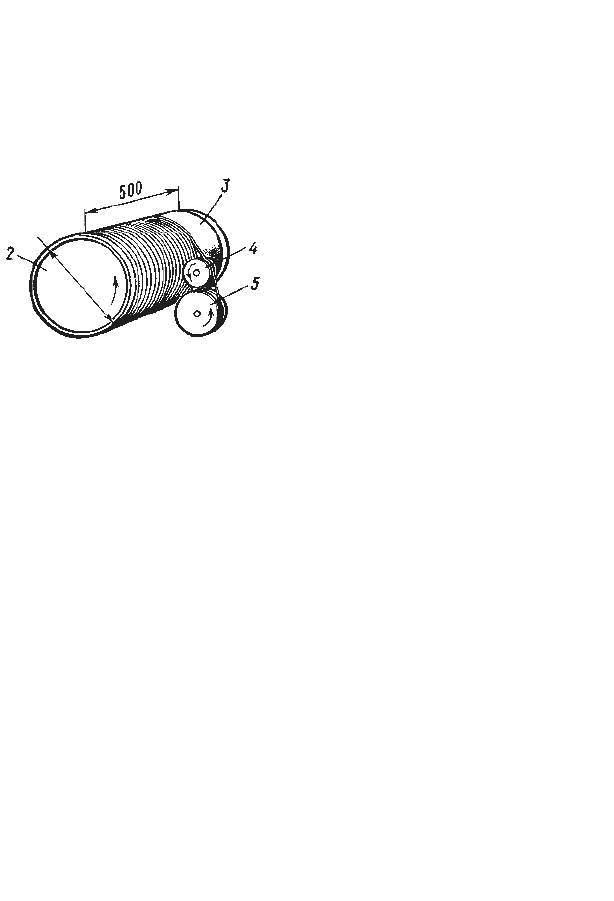
При получении сборных заготовок укладкой или намоткой
волокон на оправку последние располагают с определенным шагом
между слоями матричных элементов (рис. 20), при этом
Рис. 20. Схема процесса намотки
волокна на оправку: 1 – заготовка;
2 – барабан; 3 – фольга; 4 –
ролик направляющий; 5 – бобина с
волокном
положение волокон не фиксируется, поэтому, при последующем
компактировании взаимное расположение соседних волокон может
оказаться непостоянным. Неравномерное распределение волокон в
матрице обусловливает различия в распределении напряжений по
участкам при нагружении изделия, концентрацию напряжений в
отдельных участках и, как следствие, снижение эксплуатационных
характеристик. Кроме того, в заготовках этого вида волокна не
защищены от окисления при нагреве и в начальный период
компактирования, в результате чего происходит снижение прочности
(и химическая деградация) армирующего, затрудняется и
формирование прочного соединения по границам раздела матрицы и
волокон. На участки межкомпонентной поверхности в заготовках,
получаемых укладкой или намоткой, могут попадать загрязнения (из
атмосферы цеха и др.), что снижает качество соединения матриц и
волокон и нарушает воспроизводимость основных характеристик
изделий. Качество изделий из композитов повышается при
обеспечении условий равномерной (или другой регулярной) укладки
волокон в матрице, отсутствии окисления поверхности волокон и
загрязнений на контактных поверхностях составляющих материала
путем предварительного получения полуфабрикатов композитов.
Получение ленточных монослойных полуфабрикатов
плазменным напылением. Оптимальным вариантом применения
плазменного метода для изготовления полуфабрикатов композитов

197
является процесс импульсного плазменного напыления металлической
матрицы. Стационарная плазменная струя при нанесении металли-
ческих покрытий путем распыления материала расходуемого
проволочного электрода оказывает мощное тепловое и силовое
воздействие, которое может привести к разупрочнению и даже
разрушению некоторых видов волокон. Для изготовления ленточных
монослойных (с одним слоем волокон) полуфабрикатов применяется
импульсный процесс. Частицы материала матрицы композита при
напылении оказывают термическое и механическое воздействие на
волокна, однако оптимизация условий процесса обеспечивает
возможность сохранения исходной прочности многих видов волокон,
имеющих защитные покрытия, снижение исходной прочности
волокон без покрытий составляет несколько процентов. Например,
при напылении алюминия на волокна бора последние сохраняют
90—92% исходной прочности.
Ленты - полуфабрикаты получают плазменным напылением
двумя способами:
- непрерывное волокно с заданным шагом наматывают на
барабан, поверхность обода которого имеет нарезанные или
накатанные по винтовой линии канавки, после закрепления концевых
участков волокон производят напыление матричной составляющей
композита;
- на поверхности барабана фиксируют слой фольги из
матричного материала, наматывают волокно, фиксируют концевые
участки и производят напыление.
В первом случае можно получать ленты с более высокими
объемными долями волокон и более равномерным их распределением
в матричной составляющей. Ленты с одним рядом волокон обычно
имеют толщину 150-250 мкм, их габаритные размеры в плоскости
определяются шириной и диаметром барабана. Можно получать
ленты шириной от нескольких десятков миллиметров до нескольких
метров при длине не более 10 м.
Наиболее широко плазменное напыление применяют для
изготовления лент - полуфабрикатов из композитов системы
алюминий-бор. Напыленная матричная составляющая (в зависимости
от режимов напыления) имеет пористость 5-40%. Напыляемые
частицы перемещаются в плазменной струе с возрастающей
скоростью 50—150 м/с, поэтому в результате движения волн сжатия

198
развивается ударное давление, достигающее 1000 МПа (и более),
время действия которого весьма мало (10
-1
-10
-2
с). Время действия
напорного давления на два-три порядка больше, но его величина не
превышает 20 МПа. Вследствие высокоскоростного перемещения
напыляемых частиц и соударения с волокнами и поверхностью обода
барабана они расплющиваются в тончайшие пластинчатые
образования с практически мгновенным затвердеванием пограничного
(с поверхностью волокна) слоя матричной частицы. Максимальная
температура поверхности волокна в контакте с напыленной
матричной частицей может достигать 0,8—0,9 от температуры
плавления напыляемого материала. Так как матричная составляющая
ленты формируется в результате последовательного переноса
множества расплавленных и быстро деформирующихся (от
соударения) частиц, она имеет слоистую тонкопластинчатую
структуру. Между пластинами обычно располагаются дискретные
цепочки дисперсных оксидов матричного материала; размер частиц
матрицы, покрытых не сплошным слоем оксидов, обычно равен 2—10
мкм.
Природа напыляемого металла (в числе других факторов)
воздействует на волокна при плазменном напылении. Прочность
волокон снижается последовательно в ряду напыляемых металлов Zn,
Al, Cu, Ni, Ti. Титан, являющийся одним из основных матричных
материалов для конструкционных композитов, практически
полностью разупрочняет волокна бора, и в большинстве случаев
разрушение волокон происходит непосредственно в процессе
напыления, однако и в этом случае ведущим ослабляющим фактором
является окисление поверхности волокон.
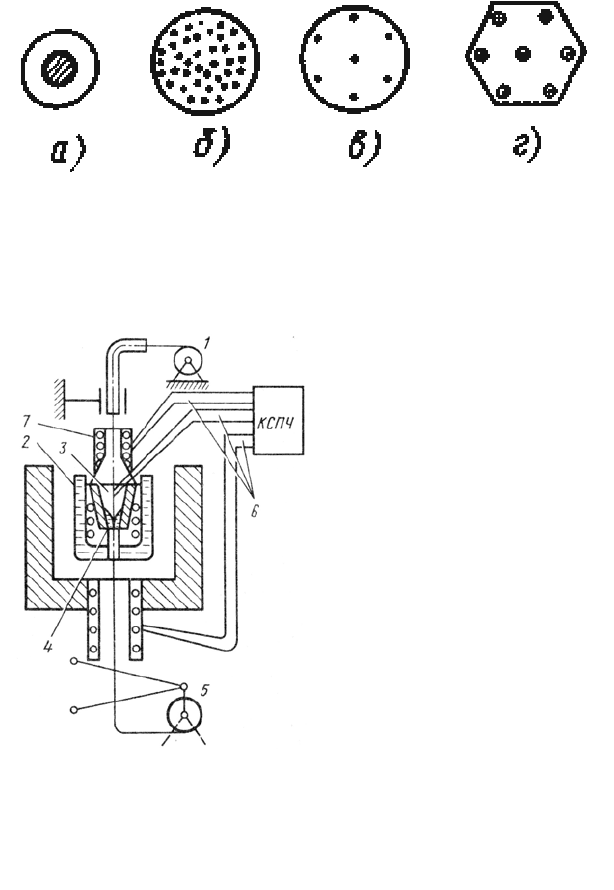
Получение композитных полуфабрикатов типа жгутов.
Сечение основных полуфабрикатов этого типа представлены на рис.
21 [33]. Для их изготовления используют методы непрерывного литья,
а также пропитки в вакууме и под давлением. Схема установки для
получения композитных полуфабрикатов методом непрерывного
литья (матричного материала) представлена на рис. 22 [33].
199
Рис. 21. Сечение жгутов: а – моноволокно с металлическим
матричным покрытием; б – многоэлементный жгут, пропитанный
металлом; в, г – металлические пруток или профиль, армированные
моноволокнами или тонкими жгутами
Рис. 22. Схема установки
для непрерывного литья:
1 -
шпуля (шпули) с волокнами,
снабженная тормозным
устройством для натяжения
волокна (волокон); 2 -
плавильная печь; 3 -
тигель с
расплавом; 4 - фильера; 5 -
устройство для протягивания
волокна и свертывания
полуфабриката в бунт; 6 -
термопары и контрольно-
измерительная аппаратура для
регистрации температурного
режима; 7 - печи для
дополнительного подогрева
волокна (волокон) и
полуфабриката
При получении полуфабрикатов методом непрерывного литья
волокна разматываются с катушек 1, оснащенных тормозными
устройствами (для разматывания с небольшим натяжением),
подогреваются в печи 7, проходят тигель 3 с расплавом матричной
составляющей композита; формируемый полуфабрикат проходит

200
через полость фильеры 4, сечение которой (с учетом термической
усадки) и определяет сечение полуфабриката. Скорость прохождения
волокнами расплава находится в соответствии с кинетикой вза-
имодействия матрицы и волокон, а также с параметрами,
определяющими полное заполнение промежутков между волокнами и
затвердевание металла расплава. В частности, при изготовлении
бороалюминиевых жгутов скорости перемещения волокон не пре-
вышают 0,125 м/с. Процесс непрерывного литья может быть
двухэтапным: на первом этапе получают тонкие прутки или узкие
ленты с малым количеством волокон, на втором — полуфабрикаты с
поперечными сечениями в виде уголков, тавров, двутавров и т. д.
Другим видом полуфабриката, весьма удобным для
последующего изготовления изделия, являются семиволоконные
пропитанные жгуты, по гибкости мало уступающие исходным нитям.
Жгуты используют при изготовлении различных деталей из сборных
заготовок. Эти жгуты могут вводить в заготовки намоткой или
укладкой в зависимости от формы изделия и требуемого характера
армирования. Получают жгуты из волокон бороалюминия,
сталеалюми-ния, а также с двумя этими видами волокон. Объемная
доля волокон в жгутах Vf может достигать 65%. В результате
получения жгутов обеспечивается наличие удобных для хранения,
транспортировки, выполнения операций сборки заготовок и
изготовления изделий полуфабрикатов с временным сопротивлением
разрыву до 2100 МПа. Сталеалюминиевые жгуты (Vf = 60%) имеют
высокие характеристики; например, литые жгуты, армированные
проволочными волокнами из высокопрочной стали, характеризуются
сопротивлением разрыву 1060— 1120 МПа [33].
Метод непрерывного литья применяется и для изготовления
бормаг-ниевых полуфабрикатов.
При наличии на волокнах барьерных покрытий легче сохранить
большую долю исходной прочности волокон, при этом время
контакта волокон с расплавом может возрастать, что необходимо для
образования прочного соединения, но не сопровождается снижением
характеристик композита.
Методы пропитки применяются для изготовления
полуфабрикатов ограниченных размеров и изделий различных
конфигураций. Этот метод получения композиционных материалов
заключается в пропитке расплавленным материалом матрицы