Огневой В.Я. Машиностроительные материалы
Подождите немного. Документ загружается.


211
использовать экструдированный материал. Экструдирование
позволяет существенно повысить текучесть (на 20-30%), уменьшить
на 0,5-2,5% содержание влаги и летучих, сократить колебания усадки,
однако вследствие сильного измельчения армирующих волокон разру-
шающие напряжения при растяжении и изгибе, а также удельная
ударная вязкость в зависимости от марки материала и условий
экструдирования уменьшаются на 70-80%. Давление экструдирования
зависит от
марки материала, температуры подогрева и размеров
фильеры.
Материалы с ориентированным армирующим наполнителем,
поступающие с заводов-изготовителей в виде свернутых в рулоны
лент, перед переработкой, как правило, разрезают на ленты
определенной длины. При изготовлении силовых плоских деталей
простой конфигурации длина лент может быть 100-150 мм, для
получения деталей сложной формы наиболее предпочтительна длина
лент от 10 мм и более.
Слоистые материалы с тканым армирующим наполнителем
перед прессованием раскраивают на заготовки, повторяющие формы
и размеры изготавливаемых деталей. Количество слоев заготовок
определяется исходя из толщины детали и толщины слоя
предварительно пропитанной ткани.
Процесс разрезки тканей на заготовки является трудоемким,
требующим достаточно точно изготовленных шаблонов. Поэтому
применяют технологические лазерные установки мощностью до 500
Вт с системами числового программного управления.
Материалы с хаотически расположенными волокнами, которые в
состоянии поставки имеют большой удельный объем, целесообразно
применять в виде таблеток. Стеклонаполненные материалы
таблетируют в подогретых пресс-формах, что несколько снижает
содержание в них влаги, а также усилие, требуемое для образования
таблеток.
Пресс-форма загружается материалом с равномерным его
распределением по всей поверхности пресс-формы. Если объем
загрузочной камеры недостаточен, то загрузку пресс-формы
производят в несколько приемов, последовательно уплотняя материал
каждой порции путем частичного смыкания формы.
Загрузку слоистых материалов производят, как правило,
послойно в виде пакетов, чередуя направление основы и утка тканей,

212
если прочность детали в обоих направлениях должна быть равной, и
наоборот, если требуется анизотропия прочностных характеристик, то
укладка слоев ткани производится только в направлении основы.
Нагрев материала до температуры прессования, при которой он
переходит в вязкотекучее состояние, и выдержка под давлением
(отверждение) составляют наиболее длительные стадии тех-
нологического процесса прессования. Однако при этом облегчаются
условия формования изделия, сокращается время смыкания пресс-
формы, снижаются усилие прессования, время выдержки, износ
пресс-формы и содержание влаги и летучих в материале. Время подо-
грева зависит от геометрических размеров таблеток и плотности
материала в таблетках.
В условиях единичного производства подогрев материала для
крупных деталей осуществляют непосредственно в пресс-форме.
Формование. Известно более двадцати способов изготовления
при низком давлении деталей и изделий из полимерных
композиционных материалов (ПКМ). Наиболее широко применяют
формование ручной укладкой и напыление, формование с эластичной
диафрагмой вакуумное и под давлением, автоклавное формование,
пултрузию.
Правильность выбора способа изготовления изделий является
важной технологической задачей, определяющей, как правило, их
свойства, а также преимущества ПКМ перед другими материалами.
При выборе способа изготовления изделий необходимо учитывать их
назначение.
Формование ручной укладкой и напыление является наиболее
простыми способами получения изделий в условиях единичного и
мелкосерийного производства. Так как обычно к качеству
поверхности предъявляются высокие требования, первой стадией
формования в формах открытого типа является нанесение на их
поверхность слоя специальной полимерной композиции, который
называют наружным смоляным слоем (гелькоатом). После его
отверждения в форму укладывают или напыляют слои стекловолокна
и смолы с добавкой катализатора, а затем уплотняют материал в
форме.
При формовании ручной укладкой применяют стекловолокно в
виде матов из рубленой стеклопряжи, ткани или ровинговой ткани.
Смолу и катализатор или предварительно смешивают в какой-нибудь

213
емкости, после чего наносят кистью или резиновым валиком, или же
напыляют с помощью специального распылителя, причем смешение
компонентов происходит в момент распыления.
При формовании напылением стекловолокно предварительно
измельчается на короткие отрезки и в процессе разбрызгивания
перемешивается одновременно со смолой и катализатором. После
того как эта смесь попадает в форму, ее уплотняют зазубренными
металлическими валиками.
Метод формования ручной укладкой, основанный на исполь-
зовании заранее подготовленных матов или тканей, обеспечивает
высокую однородность продукции по прочности и возможность
контроля показателей.
Все типы армирующих материалов - маты из рубленой
стеклопряжи, ткани и тканый ровинг - поступают в виде больших
рулонов различной ширины. Лист нужной длины вырубается из
рулона, а затем, при необходимости, обрезается по шаблону с по-
мощью универсального бритвенного ножа, больших ножниц или
электрической машины для резки тканей, аналогичной применяемым
в швейной промышленности.
Затем тщательно смешивают заранее отмеренные количества
смолы и катализатора. Композицию можно наносить на стекловолокно
как вне формы, так и внутри нее. Для полного удаления воздуха и
равномерности пропитки смолу наносят сначала на участки
стекловолокна в верхней части формы. Для уплотнения материала по
форме и удаления пузырьков воздуха используют
щетки, резиновые и
зубчатые валики (или в некоторых случаях мохеровые валики). Как
уже отмечалось, смесь катализатора со смолой можно наносить на
стекловолокно распылителем, который автоматически дозирует и
смешивает компоненты. Особое внимание следует уделять нанесению
первого слоя, чтобы не допустить образования воздушных пузырьков
между армирующим стекловолокном и наружным смоляным слоем.
После
этого уже можно наносить необходимое число слоев мата и
(или) тканого ровинга до достижения расчетной суммарной толщины
(и, следовательно, прочности). Слои мата и тканого ровинга следует
чередовать для обеспечения хорошей межслойной прочности
сцепления, предотвращения появления воздушных включений и
получения максимальной прочности.

214
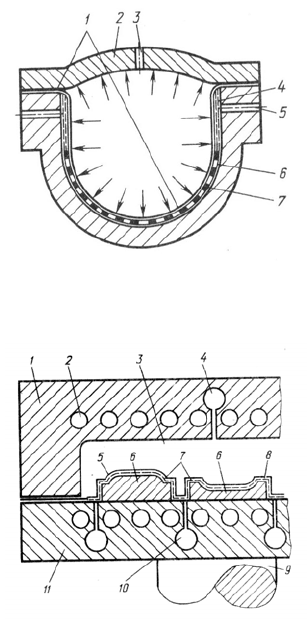
На рис. 26 [31] схематически показано расположение всех эле-
ментов стеклопластика при формовании ручной укладкой.
Рис. 26. Элементы
конструкции формы и
изделия при формо-
вании ручной укладкой:
1 –
форма; 2 -
разделительная пленка; 3 -
наружный смоляной
слой; 4 - стекловолокно; 5
- ручной валик; 6 - смола
в смеси с катализатором
Методы формования с эластичной диафрагмой. К этим методам
относятся вакуумное формование (рис. 27) и формование под
давлением (
рис. 28 и 29).
Рис. 27 . Вакуумное
формование с
эластичной
диафрагмой и
вертикальным
выпускным
отверстием [31]: 1 -
штуцер для
подсоединения
вакуума; 2 - плита
формы; 3 - коллектор для отсоса воздуха; 4 - уплотнение диафрагмы;
5 - боковое выпускное отверстие; 6 - слои с вентиляционными
отверстиями; 7 - диафрагма; 8 - перфорированные слои; 9 - впиты-
вающие слои; 10 - разделительная ткань; 11 - слоистый пластик; 12 -
внешний слой; 13 - промежуточная плита; 14 -
эластичная
перегородка; 15 - выбрасываемый слой; Р
ат
- атмосферное давление
1 2 3
215
Рис. 28. Формование с
эластичной диафрагмой под
давлением (зажимы не по-
казаны) [31]: 1 - эластичная
диафрагма; 2 - крышка формы; 3 -
канал для подачи сжатого газа; 4 -
боковое выпускное отверстие; 5 -
канал для соединения с
атмосферой или вакуумом; 6 -
композиционный материал; 7 -
вертикальное выпускное
отверстие
Рис. 29. Формование с
эластичной диафрагмой под
давлением в прессе [31]:
1 и 11
- верхняя и нижняя плиты
пресса; 2 - нагреватели; 3 -
камера, заполняемая сжатым
газом; 4 -
коллектор для подачи
сжатого газа; 5 - защитный слой
из снлоксанового каучука; 6 –
форма; 7 -
композиционный
материал; 8 - выпускное
отверстие; 9 -
плунжер; 10 -
коллекторы для соединения с
атмосферой или вакуумом
Диафрагмы, т. е. тонкие эластичные мембраны или формы из
силоксанового каучука, отделяют стеклопластик от находящихся под
давлением газов в процессе отверждения материала. Из герметичной
полости, образующейся между стеклопластиком и диафрагмой,
откачивают воздух, чтобы давление там было ниже, чем приложенное
к диафрагме. Благодаря образующемуся перепаду давлений с разных
сторон диафрагмы происходят придание
изделию необходимой
формы и уплотнение материала.
216
Затвердевание наблюдается при соединении вместе отдельных
слоев препрегов и подложек (если они имеются) пластика. Уплотнение
композиции происходит в результате устранения пустот и удаления
избытка смолы. При отверждении изделий, получаемых формованием
с эластичной диафрагмой, необходимо избегать образования пузырей
в композите, а также тщательно контролировать давление,
температуру и массовое соотношение между волокном
и смолой.
Уплотнение материала при вакуумном формовании с эластичной
диафрагмой может быть достигнуто с использованием атмосферного
давления путем вакуумирования слоев композита в процессе его
отверждения. При формовании под давлением сжатие композитов во
время отверждения производится горячими газами. Вентиляционные
отверстия, связанные с атмосферой или вакуумом, предназначены для
вывода летучих побочных продуктов реакции
и захваченного воздуха
из отверждающегося пластика. Из трех перечисленных выше методов
формования с эластичной диафрагмой вакуумный способ менее
других лимитируется размерами получаемого изделия. В некоторых
случаях отверждение композитов при вакуумном формовании с
эластичной диафрагмой происходит при комнатной температуре.
Однако для улучшения свойств изделия отверждение, как правило,
проводится при нагревании. При
этом лучше всего использовать
воздушные сушилки, но применяются также сушильные установки с
инфракрасными нагревателями, а также конвекционные сушилки
пассивного типа. Получили распространение и другие методы
отверждения: индукционный, диэлектрический, токами сверхвысокой
частоты, под действием ксеноновой вспышки, ультрафиолетового
света, пучка электронов и гамма-излучения. Из методов отверждения
под действием света наибольшее промышленное применение
имеют
ультрафиолетовое и ксеноновое излучение. Эти способы отверждения
достаточно успешно используются для тонких несимметрично
уложенных неокрашенных стеклопластиков, которые сильно
деформируются при отверждении нагреванием.
Стоимость оснастки при вакуумном формовании с эластичной
диафрагмой ниже, чем при формовании на матрице. Формы и плиты
при этих методах не деформируются и не разрушаются под действием
нагрузок, возникающих при отверждении материала, а также во время
манипуляций, обусловленных технологическим процессом. Они не
подвергаются и несбалансированным давлениям.

217
Методы формования с эластичной диафрагмой под давлением
эффективны при получении как глубоких, так и мелких (неглубоких)
изделий. К первым относятся обтекатели гидролокаторов (сонаров),
обтекатели и кожухи антенн радиолокаторов. Во вторую группу
входят архитектурные панели, филенки дверей, обтекатели самолетов.
Автоклавное формование применяется в производстве
крупногабаритных конструкций изделий сложной формы с более
высокими и стабильными в процессе эксплуатации физико-механиче-
скими свойствами при достаточно большой серии. Способ позволяет
получать как однослойные изделия, так и многослойные с сотовым
заполнителем или с заполнителем из жесткого пенопласта.
Для автоклавного формования волокнистых композитов могут
быть использованы автоклавы, применяемые для вулканизации резин
и специально созданные для этих целей аппараты. Процесс
автоклавного формования во многом сходен с вакуумным
формованием с эластичной диафрагмой. Отличие состоит в способе
приложения и величине давления формования. Благодаря тому, что
форма в момент опрессовки выложенной заготовки изделия в
автоклаве испытывает всестороннее и равномерное нагружение,
конструкция формы может быть достаточно тонкостенной, легкой, но
должна сохранять герметичность в течение всего периода формова-
ния. Еще одним обязательным требованием, предъявляемым к форме
для автоклавного формования, является высокая теплопроводность
материала формы и сравнительно небольшая толщина ее стенки,
чтобы прогрев формуемой заготовки изделия происходил при
минимальных затратах времени.
При формировании крупногабаритных изделий сложного
профиля особое внимание должно быть обращено на тщательную
приформовку каждого слоя препрега с прикаткой горячим (70-90 °С)
валиком и плотное прилегание эластичного чехла из резины,
прорезиненной ткани и пленки.
Последовательность операций технологического процесса при
автоклавном формовании следующая: выкладка заготовки изделия на
подготовленную форму согласно требованиям чертежа, установка на
расстоянии не менее чем 40 мм от кромки формы (в зоне припуска)
термопары, обеспечивающей режим отверждения; укладка на за-
готовку перфорированной полипропиленовой пленки, по периметру
заготовки — дренажной трубки; укладка поверх пленки одного-двух

218
слоев чистой стеклянной ткани в качестве дренажного слоя;
подготовка и установка эластичного чехла; создание разрежения под
чехлом (0,08- 0,09 МПа) и избыточного давления в автоклаве (0,3
МПа) инертным газом; проверка герметичности системы; формование
по заданному температурному режиму и давлению; охлаждение,
сброс давления в аппарате и вакуума под чехлом, снятие изделия.
Режимы автоклавного формования по температуре и давлению
назначаются исходя из вида применяемого связующего и размеров
формуемого изделия.
Процесс автоклавного формования трудоемок, качество
выкладки зависит только от квалификации работников. С целью
сокращения доли ручного труда на операции выкладки, сохранения
одинаковых условий выкладки на всей поверхности формуемого па-
кета выкладку препрега (однонаправленных предварительно
пропитанных лент) осуществляют на специально созданных
многокоординатных выкла-дочных машинах с ЧПУ. При этом
заданное количество слоев и углы укладки лент в каждом слое обеспе-
чиваются движением раскладывающей головки по программе.
Процесс автоматизированной выкладки позволяет в течение всего
времени формования поддерживать давление прикатки и температуру
прикатного ролика в узком диапазоне, что обеспечивает стабильность
технологического процесса и его высокую производительность.
Процесс формования за один технологический цикл нескольких
заранее полученных элементов, например прессованием, намоткой
или выкладкой отвержденных или частично отвержденных в едином
силовом узле с последующим совместным отверждением в автоклаве,
получил название интегрального. Процесс интегрального формования
позволяет получить новые качественные решения в создании вы-
соконагруженных конструкций из волокнистых композитов,
сократить объем слесарно-подгоночных работ, повысить качество.
Пултрузия - технология производства конструкционных
профильных изделий из одноосно-ориентированных волокнистых пластиков
непрерывным способом, является точной аналогией экструзии алюминия
или термопластов [31]. Во всех трех случаях производятся профильные
изделия с постоянным поперечным сечением из соответствующего
материала.
Вначале пултрузию рассматривали как метод получения простых
сплошных профилей, армированных однонаправленным волокном. По мере

219
усовершенствования процесса пултрузия превратилась в метод
производства практически неограниченного ассортимента сплошных и
полых профильных изделий. Одновременно появилась возможность
получать изделия, свойства которых удовлетворяют широкому диапазону
технологических и конструкционных требований.
Правильный выбор смолы позволяет увеличить химическую
стойкость, теплостойкость, ударную и усталостную прочность материала.
По мере того как осваивается промышленное производство смол и
катализаторов, входящих в композиции, предназначенные специально
для переработки этим методом, его производительность возрастает.
Если раньше скорости пултрузии 0,6 ... 0,9 м/мин были нормой, то
сейчас они увеличиваются до 4,6 ... 6,1 м/мин.
Этот резкий рост производительности обусловлен
синергическим эффектом от модификации смол и усовершенствования
технологии их отверждения. Применение высокочастотного нагрева
наряду с традиционными способами нагрева не только увеличивает
рабочие скорости, но и позволяет выпускать как простые крупные
профильные изделия, так и такие, масса которых в пределах профиля
резко изменяется.
Теперь, когда производство сложных профильных изделий уже не
вызывает проблем, в работах по усовершенствованию процесса основное
внимание уделяется обеспечению точной ориентации армирующего
волокна, что позволит оптимизировать свойства изделий в соответствии
с их конкретным назначением. Для иллюстрации гибкости непрерывной
технологии при современном подходе рассмотрим особенности
получения трубы следующего строения: внутренний слой из
полиэфирной смолы (для придания поверхности необходимой
гладкости), затем слой мата из непрерывного волокна (для создания
ненаправленных свойств), три продольных слоя ровинга (для
обеспечения прочности на изгиб), окружной слой ровинга (для
прочности на разрыв под действием внутреннего давления), слой
ровинга, наложенного под углом +45° и —45° (для сопротивления
скручивающим нагрузкам), еще один слой мата из непрерывного
волокна (для увеличения ударной прочности) и, наконец, наружный
слой из химически стойкого стекловолокна (для обеспечения высокой
коррозионной стойкости). Это превосходный пример возможности
широкого варьирования свойств конструкционных изделий такого
типа.

220
Намотка. Одним из самых распространенных и совершенных
процессов изготовления высокопрочных армированных оболочек
является процесс непрерывной намотки. При этом методе лента,
образованная системой нитей или сформированная из ткани,
пропитывается полимерным связующим, подается на вращающуюся
оправку, имеющую конфигурацию внутренней поверхности изделия, и
укладывается в ней в различных направлениях. После получения
необходимой толщины и структуры материала производится
отверждение и удаление оправки. Метод непрерывной намотки
позволяет получать оболочки вращения сложной формы и реализовать
с высокой точностью большое количество схем армирования изделий
из композитов.
Применение тканых лент из различных волокнистых материалов
при намотке изделий конической формы позволяет располагать слои
армирующего материала не только параллельно образующей, но и
параллельно и под различными углами к оси изделия.
Совершенство процесса изготовления армированных оболочек
методом намотки определяет возможность его автоматизации и
программирования анизотропии свойств в изделии, с одной стороны, с
другой - получения изделий, имеющих форму тел вращения -
цилиндров, замкнутых оболочек со сферическими днищами, конусов,
тороидов и др.
Существует несколько технологических методов получения
изделий намоткой в зависимости от способа нанесения связующего на
волокнистый армирующий материал и обеспечения необходимого
содержания его в материале изделия.
Способ "сухой" намотки заключается в том, что волокнистый
армирующий материал перед формованием предварительно
пропитывают связующим на пропиточных машинах, которые обес-
печивают не только качественную пропитку, но и требуемое
равномерное содержание связующего в препреге на основе стекло-,
органо- и углеволокон за счет применения различных растворителей
для регулирования вязкости связующего в процессе пропитки.
Особенно эффективно применение предварительно пропитанных
ровнингов, полотен стекло-, углетканей и лент.
При использовании "сухого" метода намотки улучшаются
условия и культура производства, повышается производительность
процесса намотки в 1,5—2 раза, появляется возможность