Обработка материалов давлением: сборник научных трудов. Вып. №20
Подождите немного. Документ загружается.

Обработка материалов давлением № 1 (20), 2009
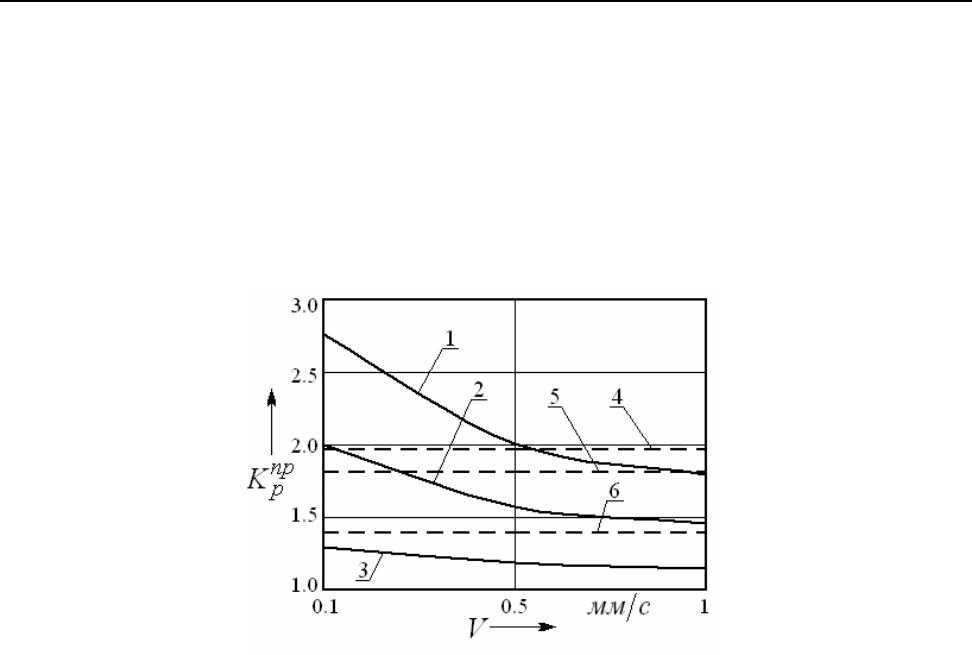
При раздаче трубных заготовок из алюминиевого сплава АМг6 с увеличением скоро-
сти перемещения инструмента
V предельные значения коэффициента раздачи
пр
р
K , полу-
ченные по первому критерию уменьшаются в 1,9 раза (рис. 5). На результаты, полученные
по второму и третьему критериям, скорость движения инструмента влияния не оказывает.
Полученные результаты теоретических исследований могут быть использованы при
проектировании технологических процессов раздачи трубных заготовок из высокопрочных
анизотропных материалов в режиме кратковременной ползучести.
Рис. 5. Графические зависимости изменения
пр
р
K от V при раздаче трубных заготовок
из сплава АМг6 (
o
40=α ;1,0=μ )
ВЫВОДЫ
Установлено влияние технологических параметров раздачи тонкостенных цилиндри-
ческих оболочек из анизотропного материала жестким инструментом в режиме ползучести
на силовых режимы и предельных возможности формоизменения.
ЛИТЕРАТУРА
1. Яковлев С. П. Обжим и раздача тонкостенных цилиндрических оболочек из анизотропного мате-
риала жестким инструментом в режиме ползучести / С. П. Яковлев, А. В. Черняв, Д. В. Крылов // Известия
ТулГУ. Серия. Технические науки. – Тула: Изд-во ТулГУ. – 2007. – Вып. 2. – С. 133–137.
2. Изотермическое деформирование высокопрочных анизотропных металлов / С. П. Яковлев [и др.]. – М.:
Машиностроение
-1, изд-во ТулГУ, 2004. – 427 с.
3. Малинин Н. Н. Ползучесть в обработке металлов / Н. Н. Малинин. – М.: Машиностроение, 1986. – 221 с.
4. Колмогоров В. Л. Механика обработки металлов давлением / В. Л. Колмогоров. – Екатеринбург :
Уральский государственный технический университет (УПИ), 2001. – 836 с.
5. Богатов А. А. Механические свойства и модели разрушения металлов / А. А. Богатов. – Екатерин-
бург: ГОУ
ВПО УГТУ-УПИ, 2002. – 329 с.
Черняев А. В. – канд. техн. наук, доц., докторант ТГУ;
Крылов Д. В. – аспирант ТГУ.
ТГУ – Тульский государственный университет, г. Тула, Россия.
E-mail: mpf-tula@rambler.ru
180

Обработка материалов давлением № 1 (20), 2009
УДК 621.73
Диамантопуло К. К.
Кухарь В. В.
ИССЛЕДОВАНИЕ ФОРМОИЗМЕНЕНИЯ ОТНОСИТЕЛЬНО ВЫСОКИХ ПОЛОС
ПРИ ПРОФИЛИРОВАНИИ ОСАДКОЙ С ПРОДОЛЬНЫМ ИЗГИБОМ
Проблемы повышения качества и конкурентоспособности продукции машинострое-
ния за счет внедрения прогрессивных энерго- и ресурсосберегающих технологий необходи-
мо начинать решать ещё на начальных этапах изготовления деталей в заготовительном про-
изводстве. Одной из важнейших задач является приближение формы заготовки к форме по-
ковки, что позволяет улучшать свойства изделия, экономить металл, снижать величину по-
требной силы деформирования, экономить энергоресурсы при нагреве меньшего объёма ме-
талла, повышать стойкость штамповой оснастки и т. д., а в конечном итоге снижать себе-
стоимость поковок при обеспечении необходимого уровня качества. Учитывая, что выпуск
штампованных поковок в странах СНГ составляет около 65 % [1] от количества всех поковок
(в ведущих зарубежных станах эта цифра отличается не на много и составляет 67 % [1]), во-
просы профилирования заготовок под последующую объемную штамповку следует отнести
к особо актуальным. При этом структура технологического процесса должна быть гибкой,
а задействованное оборудование соответствовать серийности выпуска поковок с учетом их
материала, массы и эксплуатационных требований к деталям. В производственных условиях
стремятся использовать имеющееся оборудование.
Наиболее целесообразным является поиск операции, позволяющей проводить профи-
лирование в универсальном штамповом инструменте, исключая повышение его металлоём-
кости. Такая операция, основанная на осадке заготовок с диапазоном отношения высоты Н к
диаметру D в пределах 3,5-6,0 с сопровождающимся продольным изгибом, предложена для
получения профилированных полуфабрикатов под поковки с изогнутой осью [2-4]. Ранее ис-
следования большинства авторов в области потери устойчивости относительно высоких за-
готовок на переходах штамповки были направлены в основном на разработку мероприятий,
исключающих продольный изгиб; здесь в качестве примера можно указать на работы [5-7].
Среди известных технологических процессов штамповки поковок пластин с изогну-
той осью отсутствуют единые принципы приближения формы заготовки к конфигурации по-
ковок. К указанному типу поковок можно отнести вставки триангеля, пластины, клиновые
поковки, суппорты, лопатки и др. Выбор переходов их штамповки должен осуществляться
индивидуально, основываясь на принципах экономической целесообразности, причем в не-
которых случаях рациональным будет введение профилирующей операции, основанной на
осадке относительно высоких пластин с продольным изгибом. К исследованию данного про-
цесса не применимы теоретические подходы, используемые при изучении формоизменения
заготовок, сохраняющих при осадке форму параллелепипеда [8]. Близкими, по сути, являют-
ся эмпирические наблюдения в области деформирования оболочек различной формы, изло-
женные в источнике [9], с описанием качественных особенностей формоизменения концен-
трических слоёв определённых размеров. В нашем случае также целесообразным становится
проведение экспериментального изучения показателей неравномерности деформации при
осадке относительно высоких пластин с продольным изгибом.
Целью настоящей работы является экспериментальное исследование основных зако-
номерностей формоизменения при осадке заготовок – пластин с продольным
изгибом в диа-
пазоне отношений начальной высоты Н
0
к начальной ширине В
0
в пределах 3,5 – 8,0. Для ис-
ключения влияния продольного размера (длины) L
0
заготовок на показатели неравномерно-
сти деформации исходные образцы изготавливали с отношением L
0
/В
0
> 3,0.
Для достижения поставленной цели необходимо решить следующие задачи: разрабо-
тать методику проведения эксперимента с выбором вида основных показателей неравномер-
ности деформации при осадке пластин с продольным изгибом, провести обработку
181
Обработка материалов давлением № 1 (20), 2009
полученных данных и дать общие рекомендации по усовершенствованию технологий штам-
повки типовых поковок на основе изучаемой операции.
Опытные образцы изготавливали прессованием из слитков свинцово-сурьмянистого
сплава ССу ГОСТ 1292-81Е с коэффициентом вытяжки > 3 для разрушения внутренней ли-
той структуры и проводили их дальнейшую разрезку по размеру. Изготавливали по пять об-
разцов на каждый типоразмер, усредненные данные о начальных размерах образцов приве-
дены в табл. 1, причем, для ориентации в эксперименте, каждому типоразмеру присвоен ин-
декс в соответствии с номером по порядку табл. 1.
Таблица 1
Исходные размеры опытных образцов
№ пп
H
0
× B
0
× L
0
m
0
= H
0
/ B
0
L
0
/ B
0
1
80 × 23 × 69
3,5 3
2
45 × 9,8 × 35
4,5 3,57
3
55 × 9,8 × 45
5,5 4,6
4
60 × 9,8 × 50
6,0 5,1
5
110 × 16 × 94
7,0 5,9
6
80 × 9,8 × 64
8,0 6,53
Осадку проводили на универсальной испытательной машине УММ-10. Дефор-
мирующим инструментом служили плоско-параллельные осадочные плиты из стали
5ХНВ ГОСТ 5960-74, термообработанные до HRC 40…44 с шероховатостью опорной
поверхности Ra = 0,63 мкм. В качестве критерия степени осадки выбран показатель ε
у
= [(Н
0
– Н
к
)/Н
0
] × 100 %, где Н
к
– высота изогнутого образца после деформирования
(см. рис. 1).
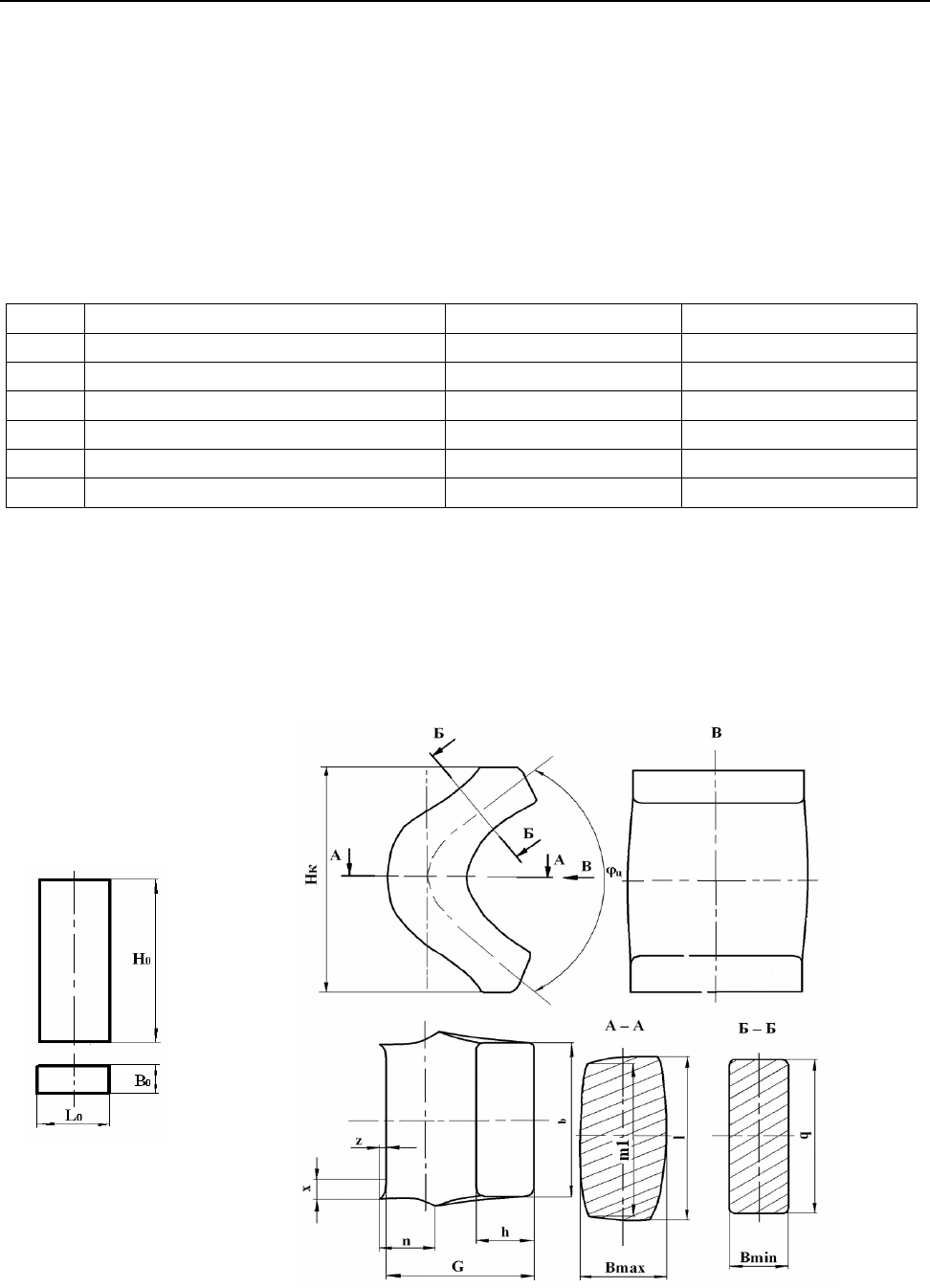
Рис. 1. Размеры экспериментальных образцов до (а) и после (б) осадки:
ϕ
ц
– центральный угол изогнутого образца; Н
к
, х, z, n, h, G, b, m1, q, B
max
, B
min
–
линейные размеры, снимаемые с деформированных образцов
а б
182
Обработка материалов давлением № 1 (20), 2009
Диапазон исследований разбили на четыре ступени: каждый из образцов осаживали
до ε
у
= 13 %, 27 %, 40 %, и 53 %. Замеры конечных размеров после каждой стадии осадки
проводили угломером и штангенциркулем в соответствии со схемой рис. 1,а, длину изогну-
той оси L
Hk
заготовки измеряли гибкой измерительной лентой. Полученные данные замеров
подвергали статистической обработке.
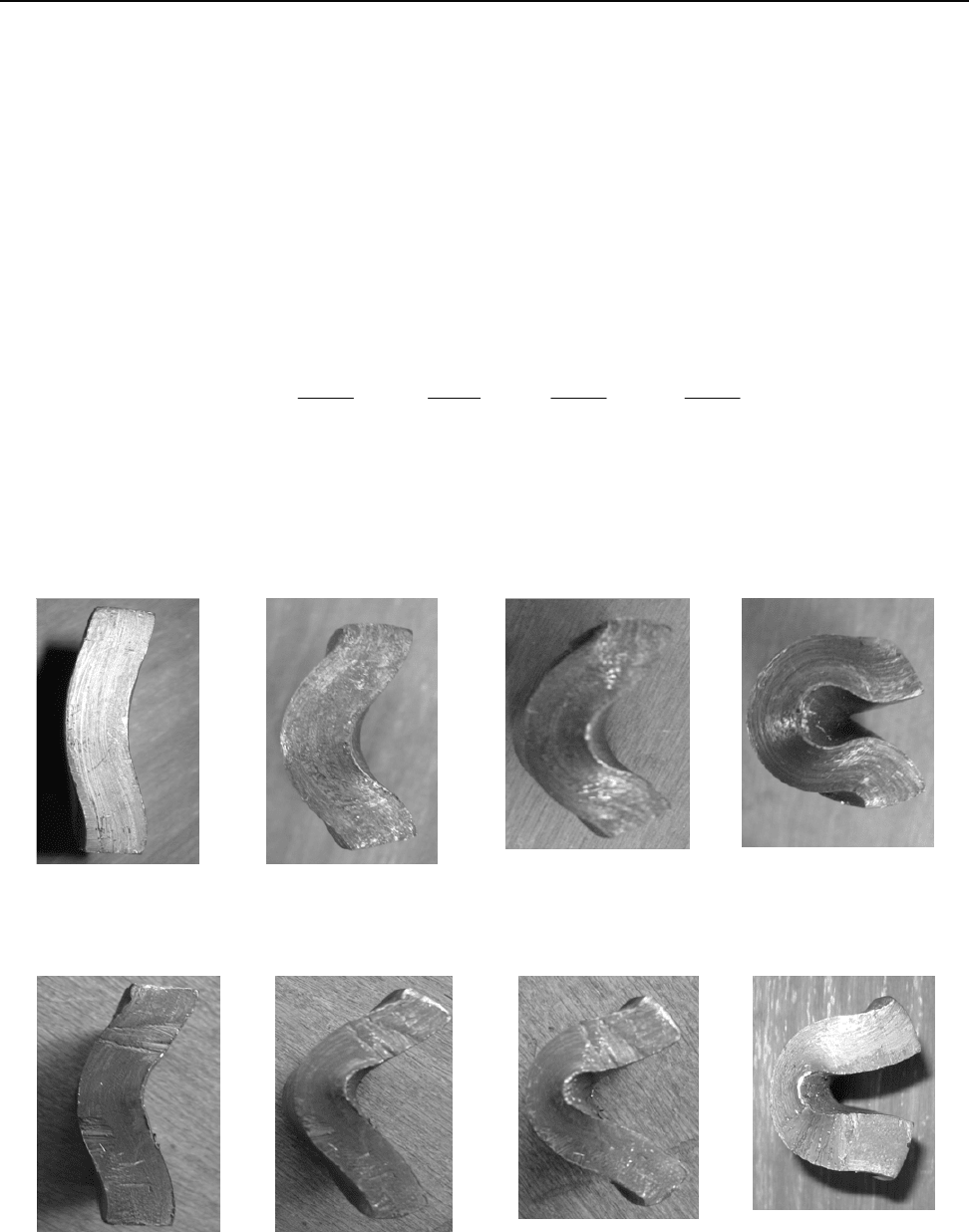
Осаженные образцы, примеры фотографий которых приведены на рис. 2 и рис. 3, име-
ют выраженный набор металла по биссектрисе угла изгиба, увеличивающийся с ростом па-
раметра ε
у
, и некоторое искажение приторцевых участков. Учитывая пренебрежимо малое
приращение размера в направлении длины L
0
, целесообразно ввести показатели, подобные
предложенным в работах [2-4], характеризующие технологическую неравномерность дефор-
мации и рассчитываемые из соотношения максимальных (B
max
) и минимальных (B
min
) линей-
ных размеров по ширине образцов после осадки с их размерами до деформирования (B
0
):
,
B
B
k;
В
В
k;
В
В
k;
В
В
К
ид
по
min
max
3
0
max
1
0
min
2
max
==== (1)
где )1/(
0
δ
−= BB
ид
- идеализированная ширина осаженной заготовки, вычисляемая для
случая равномерной деформации, причем значение относительного укорочения оси δ опре-
деляют как:
%])/HL[(Hδ
Hk
100
00
×
−
=
. (2)
а б в г
Рис. 2. Образцы с m
0
= 5,5, осаженные до различных условных степеней деформации:
а - ε
у
= 13 %; б - ε
у
= 27 %; в - ε
у
= 40 %; г - ε
у
= 53 %
а б в г
Рис. 3. Образцы с m
0
= 7,0, осаженные до различных условных степеней деформации:
а - ε
у
= 13 %; б - ε
у
= 27 %; в - ε
у
= 40 %; г - ε
у
= 53 %
После обработки первичных экспериментальных данных по проведенным замерам
линейных и угловых размеров и вычисления безразмерных показателей формоизменения
по выражениям (1) были построены графические зависимости, приведенные на рис. 4.
Данные графики позволяют прогнозировать формоизменение заготовок – пластин при их
183
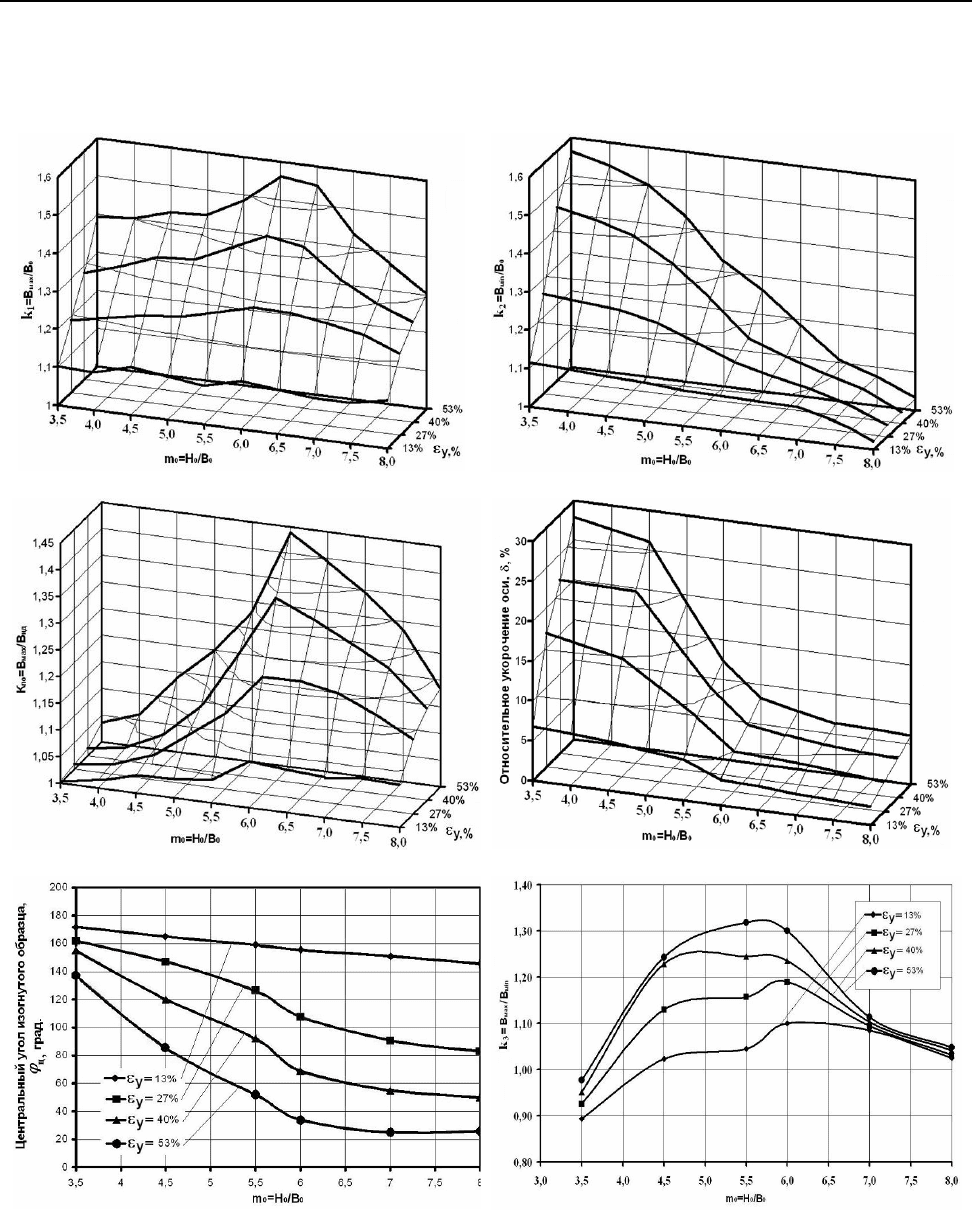
Обработка материалов давлением № 1 (20), 2009
профилировании осадкой с продольным изгибом для выбора размеров исходной заготов-
ки и параметра ε
у
в технологических расчетах, направленных на приближение формы за-
готовки к конфигурации поковки.
а
б
в
г
д
е
Рис. 4. Графические зависимости показателей неравномерности деформации от
степени условной деформации ε
у
и относительной высоты m
0
:
а – k
1
= f(ε
у
; m
0
); б – k
2
= f(ε
у
; m
0
); в - К
по
= f(ε
у
; m
0
); г - δ = f(ε
у
; m
0
); д - ϕ
ц
= f(ε
у
; m
0
);
е - k
3
= f(ε
у
; m
0
)
Анализ построенных зависимостей (см. рис. 4) свидетельствует о повсеместном
наборе металла с увеличением степени осадки ε
у
для образцов с любыми значениями
m
0
. При возрастании величины относительной высоты заготовок m
0
регистрируется
184

Обработка материалов давлением № 1 (20), 2009
практически линейное падение значений k
2
(см. рис. 4, б), а динамика изменения пока-
зателей k
1
(см. рис. 4, а) и К
по
(см. рис. 4, в) свидетельствует о наличии их максимумов
в области m
0
= 6,0. Подобные изменения наблюдаются и для коэффициента k
3
(см. рис. 4, е),
максимум значений которого для степеней осадки ε
у
= 13 % и 27 % соответствует вели-
чинам m
0
= 5,5-5,7, а с увеличением ε
у
до 40 % и 53 % смещается в сторону m
0
= 6,0-6,1.
С увеличением степени осадки ε
у
возрастает величина относительного укорочения оси δ
(см. рис. 4, г), однако использование более высоких заготовок вызывает падение значе-
ний δ, что связано с уменьшением доли деформации сжатия и увеличением доли дефор-
мации изгиба при профилировании. Осадка заготовок с продольным изгибом сопровож-
дается уменьшением величины центрального угла ϕ
ц
при возрастании степени осадки ε
у
для всех значений m
0
(см. рис. 4, д), причем увеличение относительной высоты m
0
ска-
зывается на более интенсивном падении значений ϕ
ц
по ходу осадки, что связано
с бóльшими значениями абсолютных обжатий заготовок.
ВЫВОДЫ
На основе экспериментальных исследований процесса осадки заготовок-пластин
с продольным изгибом за счет потери устойчивости получены графические зависимости ос-
новных параметров формоизменения от таких технологических факторов как относительная
высота m
0
и степени осадки ε
у
. Данные зависимости позволяют прогнозировать форму про-
филированной заготовки, приближая её к конфигурации поковки, причем целесообразным
является определение подходящей номенклатуры поковок и области использования иссле-
дуемой операции профилирования. Перспективы исследований в данном направлении также
могут заключаться в изучении энергосиловых характеристик процесса профилирования и в
разработке обобщенной методики расчета заготовки и переходов штамповки с использова-
нием профилирующей осадки заготовок-пластин с продольным изгибом.
ЛИТЕРАТУРА
1. Семенов Е. И. Концепция восстановления и развития кузнечно-штамповочного производства в маши-
ностроении России / Е. И. Семенов, Г. П. Трегубов // Вестник машиностроения. – 2000. – №2. – С. 50–61.
2. Диамантопуло К. К. Новая методика расчета заготовки для штамповки поковок типа «фланец кардана» /
К. К. Диамантопуло, В.В. Кухарь // Защита металлургических машин от поломок: сб
.науч. тр. – Мариуполь :
ПГТУ, 1998. – Вып. 3. – С. 257–265.
3. Диамантопуло К. К. Исследование осадки с потерей устойчивости заготовки для приближения её
формы к форме поковки / К. К. Диамантопуло, В. В. Кухарь // Удосконалення процесів та обладнання обробки
тиском у машинобудуванні та металургії: зб. наук. праць. – Краматорськ : ДДМА, 1999. – С. 71–74.
4. Кухар В. В. Нерівномірність
деформації при одержанні профільованої заготовки осаджуванням із
утратою стійкості / В. В. Кухар, К. К. Діамантопуло // Вісник Технологічного університету Поділля. – Хмель-
ницький, 2002. – № 1(37). – С. 109–114.
5. Хван Д. В. Осадка длинномерных заготовок как нетрадиционный способ обработки металлов давлением /
Д. В. Хван, А. А. Воропаев // Удосконалення процесів і обладнання обробки тиском в металургії і
машинобуду-
ванні : зб. наук. пр. – Краматорськ-Хмельницький, 2002. – С. 143–147.
6. Грайфер А. Х. Об устойчивости заготовок при осадке и высадке/ А. Х. Грайфер // Кузнечно-
штамповочное производство. – 1970. – № 11. – С. 11–13.
7. Зиновьев И. С. Многопереходная высадка в конических пуансонах при штамповке на горизонтально-
ковочных машинах / И. С. Зиновьев // Кузнечно-штамповочное производство. – 1985. – №4. – С. 8–11.
8. Вайсбурд Р. А. Развитие исследований формоизменения в процессах, близких к осадке параллелепипеда /
Р. А. Вайсбурд, А. Г. Залазинский // Кузнечно-штамповочное производство. – 1988. – № 8. – С. 16–22.
9. Могучий Л. Н. Обработка давлением труднодеформируемых материалов / Л. Н. Могучий. – М.: Ма-
шиностроение, 1976. – 272 с.
Диамантопуло К. К. – канд. техн. наук, ст. науч.сотрудник, доц. ПГТУ;
Кухарь В. В. – канд. техн. наук, доц., докторант НМетАУ.
ПГТУ – Приазовский государственный технический университет, г. Мариуполь;
НМетАУ – Национальная металлургическая академия Украины, г. Днепропетровск.
E-mail: kvv_mariupol@mail.ru
185

Обработка материалов давлением № 1 (20), 2009
УДК 621.7.01
Бейгельзимер Я. Е.
Сынков А. С.
ИССЛЕДОВАНИЕ ПРОЦЕССА ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ РАСХОДУЕМЫХ
ЭЛЕКТРОДОВ ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ИЗ ТИТАНОВОЙ
ГУБКИ МЕТОДОМ ПОЛУНЕПРЕРЫВНОЙ ВИНТОВОЙ ЭКСТРУЗИИ
В настоящее время единственным промышленным методом производства компактно-
го титана и его сплавов из промежуточного продукта – губки является электродуговая плавка
расходуемых электродов в вакууме или инертной среде [1, 2]. Эффективность применения
электродугового переплава во многом определяется способом и трудоемкостью изготовле-
ния расходуемых электродов. В большинстве опытных работ по выплавке слитков из титана
и его сплавов указанным методом в качестве расходуемых электродов используются элек-
троды, прессованные из губки.
Известен способ получения длинномерных электродов методом прямой экструзии [3].
Способ позволяет получать длинномерные электроды, минуя сварку отдельных брикетов.
Однако данному методу присущи следующие недостатки:
- отсутствие равномерного распределения прочности и плотности по длине и сече-
нию, что отрицательно влияет на процесс плавки;
- в процессе экструзии имеют место растягивающие напряжения в очаге деформации,
которые приводят к образованию пор, трещин и в конце концов приводят к поперечным рас-
слоениям брикета и его разрушению;
- загружаемые порции губки между собой не сцепляются, и для того чтобы добиться
прочного сцепления необходимо дополнительно усложнять технологическое оборудование.
В работах [4, 5] был исследован процесс получения длинномерных электродов из ти-
тановой губки методом непрерывной винтовой экструзии. Метод позволяет создать в очаге
деформации интенсивный сдвиг, который в комплексе с высоким давлением приводит к уп-
лотнению материала, а также к равномерному распределению свойств по сечению и длине
заготовки.
В работе [5] показано, что имеется начальный пороговый уровень противодавления,
создание которого является обязательным условием стабильного протекания процесса. Была
предложена модель непрерывной экструзии, которая позволяет качественно условия ста-
бильной деформации порошковых материалов.
Целью данной работы являлось на основе теоретической модели экспериментально
исследовать процесс компактирования длинномерных расходуемых электров из титановой
губки для электрошлакового переплава методом винтовой экструзии.
Для того чтобы подтвердить гипотезу о том, что кривая зависимости давления прямой
экструзии от противодавления при, котором получены образцы, имеет S-образный характер,
необходимо провести соответствующие эксперименты. А именно необходимо продеформи-
ровать заготовки, полученные винтовой экструзией порошкового материала при различных
противодавлениях через коническую матрицу.
Деформацию осуществляли на установке для прямой экструзии при следующих параметрах:
- исходное сечение образцов – 25 × 40 мм
2
;
- конечное сечение – ∅22,5 мм;
- вытяжка – 2,5;
- угол конуса матрицы 2α – 450.
186
Обработка материалов давлением № 1 (20), 2009
Контейнер имел профильный канал с размерами сечения 25 × 40 мм
2
. Деформацию
проводили при комнатной температуре.
При обработке образцов, полученных ВЭ с противодавлением 20–60 МПа процесс про-
текал неустойчиво. Губчатый титан либо просыпался через канал матрицы (Р
пд
= 20 МПа),
либо выходил из канала частично скомпактированными порциями разного размера
(Р
пд
= 60 МПа) при этом давление экструзии не превышало 50 МПа. При деформации загото-
вок, которые были получены при противодавлении 100 МПа, наблюдался рост давления до
500 МПа, однако процесс экструзии проходил скачкообразно. Материал из канала кониче-
ской матрицы выпадал порциями с трещинами и расслоениями. Заготовки, деформирован-
ные ВЭ с противодавлением 200–300 МПа экструдировались устойчиво. Давление экструзии
этих заготовок было в диапазоне 630–650 МПа. Титановые прутки, полученные в результате
такой деформации, были без расслоений и трещин.
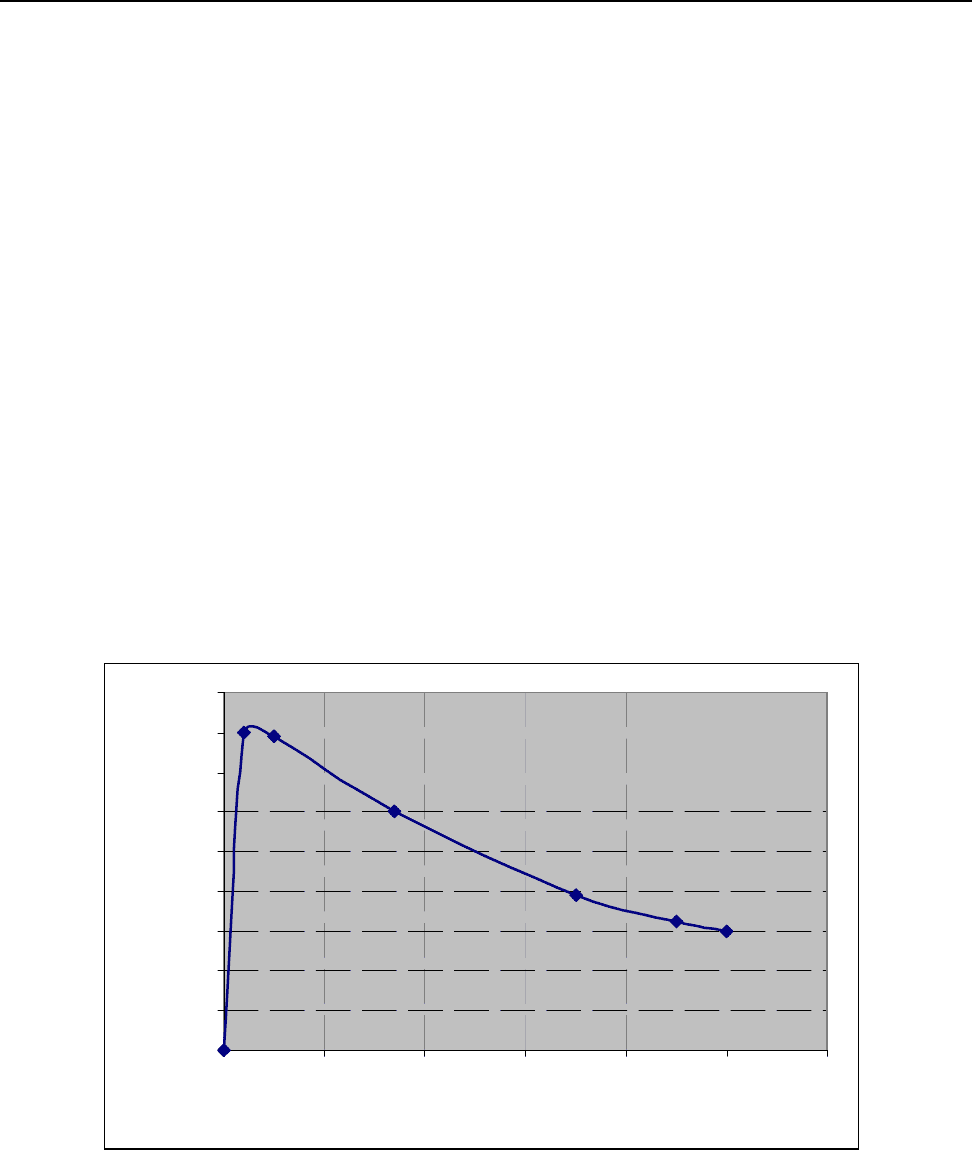
При экструзии губки значение давления деформации было максимальным в начале
процесса и монотонно убывало к окончанию деформации рис. 1. Это обусловлено тем, что
в начале деформации имеет место трение материала о стенки контейнера, которое вносит
большую долю, составляющую давление деформации. Мы же при выборе значения давления
при непрерывном процессе руководствовались тем, что имеет место только трение в очаге
деформации, т. е. трение в калибрующем пояске и конической части матрицы. Поэтому при
оценке давления во время прямой экструзии титановой губки выбиралось его минимальное
значение.
0
200
400
600
800
1000
1200
1400
1600
1800
150 160 170 180 190 200 210
Перемещение пуансона, мм
P, МПа
Рис. 1. Изменение давления прямой экструзии в процессе деформации
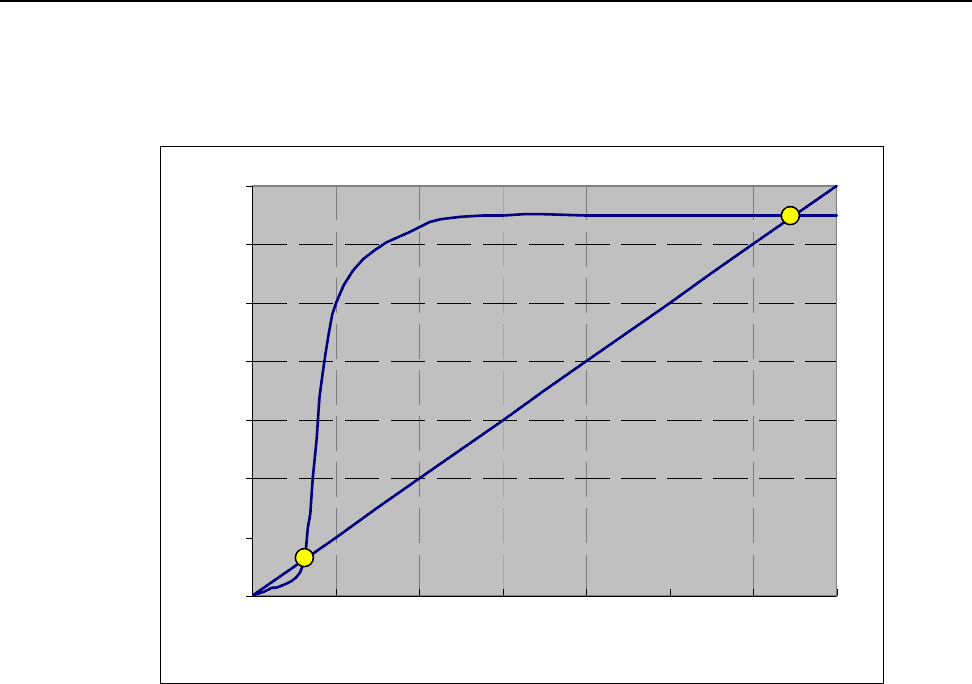
На рис. 2 построена зависимость давления прямой экструзии порошковых заготовок
от противодавления, при котором они были скомпактированы в процессе винтовой экстру-
зии. Здесь видно, что с ростом плотности и прочности характер роста давления прямой экс-
трузии имеет S-образный вид.
Показано, что область ограниченная точками А и Б является областью стабильности
процесса непрерывной винтовой экструзии. Это означает, что уровень противодавления соз-
данный в пределах этой области обязательно приведет процесс к точке А (точка стабильности).
187
Обработка материалов давлением № 1 (20), 2009
Отсюда следует, что для того чтобы процесс непрерывного компактирования титановой губ-
ки протекал стабильно, достаточно, для данных параметров инструмента, создать начальный
уровень противодавления выше 60 МПа.
0
100
200
300
400
500
600
700
0 100 200 300 400 500 600 700
P пд, МПа
P пэ, МПа
Рис. 2. Экспериментальная реализация процесса непрерывной ВЭ
ВЫВОДЫ
Проведенные исследования в рамках данной работы позволили не только качествен-
но, но и количественно определить значение начального противодавления для стабильного
протекания процесса уплотнения титановой губки методом полунепрерывной винтовой экс-
трузии. Показано, что для данных параметров инструмента вначале процесса необходимо
создать противодавление выше
60 МПа.
ЛИТЕРАТУРА
1. Рябцев А. Д. Производство слитков титана, хрома и сплавов на их основе в камерных электрошла-
ковых печах под «активными» металлсодержащими флюсами. / А. Д. Рябцев, А. А. Троянский // Современная
электрометаллургия. «Проблемы специальной электрометаллургии». – 2001. – № 4. – С. 6–11.
2. Гурьевич С. М. Электрошлаковая выплавка слитков титановых сплавов / С. М. Гуревич, В. П. Дид-
ковский,
Ю. К. Новиков // Автоматическая сварка. – 1963. – № 10. – С. 37–42.
3. Патон Б. Е, Переплав губчатых титановых расходуемых электродов методами ЭШП и ДШП /
Б .Е. Патон, Б. И. Медовар, В. Я. Саенко // Проблемы СЭМ. – 1994. – № 3–4. – С. 7–11.
4. Сынков А. С. Анализ параметров полунепрерывной винтовой экструзии прутков из титановой губки /
А. С. Сынков // Вестник двигателестроения. – 2007. – №
2. – С. 142–145.
5. Бейгельзимер Я. Е. Анализ устойчивости полунепрерывной винтовой экструзии порошковых мате-
риалов. / Я. Е. Бейгельзимер, А. С. Сынков // Удосконалення процесів і обладнання обробки тиском в металургії
і машинобудуванні : зб. наук. пр. – Краматорськ, 2007. – С. 276–278.
Бейгельзимер Я. Е. – гл. науч. сотрудник, д-р техн. наук, проф. ДФТИ;
Сынков А. С. – мл. науч. сотрудник ДФТИ.
ДФТИ – Донецкий физико-технический институт.
E-mail: asynkov@mail.ru
А
Б
188

Обработка материалов давлением № 1 (20), 2009
УДК 539.434:621.791
Підгурський М. І.
ВПЛИВ ПЛАСТИЧНОЇ ДЕФОРМАЦІЇ ФОРМОУТВОРЕННЯ НА МАЛОЦИКЛОВУ
МІЦНІСТЬ ХОЛОДНОГНУТИХ ПРОФІЛІВ ТА ЇХ ЗВАРНИХ З’ЄДНАНЬ
У процесі виготовлення елементи металоконструкцій піддаються пластичній деформації
(до 20 %), що обумовлена технологічними операціями гнуття, правки, вальцювання та ін. [1].
Додаткова поверхнева пластична деформація виникає в зонах конструктивних і технологічних
концентраторів напружень елементів конструкцій при високих рівнях статичного і циклічного
навантаження, при застосуванні технологій зміцнення поверхневих шарів [2–4].
Пластичне деформування матеріалів, що реалізується в результаті технологічних
операцій формоутворення гнутих і гнутозварних профілів, суттєво впливає на характеристики їх
міцності та довговічності. Так, за результатами випробувань зразків, вирізаних зі стінки
гнутозварного профілю вздовж його осі, границя текучості σ
т
металу (сталь 09Г2С, t = 8 мм)
збільшилась в 1,35 рази при збереженні загальної пластичності [5].
Аналіз досліджень в області багатоциклової втоми матеріалів показує, що пластична
деформація (до 40–45 %) має, як правило позитивний ефект [3, 6]. Для одного і того ж рівня
циклічного навантаження зі збільшенням попередньої пластичної деформації при розтягу
спостерігається збільшення числа циклів до зародження тріщин. Підвищення втомної
довговічності пояснюється деформаційним зміцненням матеріалу. Проте відзначається, що на
ранній стадії пластичного деформування (до 1,5–2 %) можливе деяке зниження втомної
довговічності (до 20 %), що пов’язується з неоднорідністю деформаційного стану в
поверхневому шарі, що й спричинює зародження тріщин. При більшій попередній пластичній
деформації зміцнення матеріалу перешкоджає цьому процесу.
В області малоциклової міцності, як показує аналіз літературних даних та результати
досліджень, вплив попередньої пластичної деформації в залежності від її величини і матеріалу
має неоднозначний характер [7–9].
Метою роботи є дослідження впливу пластичної деформації при холодному
формоутворенні гнутих і гнутозварних профілів на малоциклову міцність (N <5·10
4
– 10
5
циклів
навантаження) при мۥякому (σ
a
= const) і жорсткому (ε
a
= const) навантаженні.
Відзначимо, що руйнування від малоциклової втоми – це руйнування в умовах
повторного пружнопластичного деформування з числом циклів (до моменту утворення
макротріщини чи остаточного руйнування) до 5·10
4
– 10
5
, яке є умовною границею мало– і
багатоциклової втоми для пластичних сталей і визначає середнє число циклів для зони переходу
від пружнопластичного до пружного циклічного деформування [3].
При дослідженнях опору деформуванню і руйнуванню при малому числі циклів
навантаження випробування проводять при мۥякому (постійні значення циклічних напружень
σ
a
= const) і жорсткому (постійні значення циклічних деформацій ε
а
= const) навантаженнях. Ці
випробування представляють достатньо контрастні навантаження, які охоплюють загальний
випадок роботи за границею пружності будь-якого елемента конструкції, оскільки характер
зміни напружень і деформацій в зонах концентраторів при повторному навантаженні
знаходиться, як правило, в області між мۥяким і жорстким навантаженнями.
Методика випробувань. Вплив попереднього обۥємного пластичного деформування, що
моделює розвиток пластичних деформацій при формоутворенні гнутих і гнутозварних профілів
досліджувався на зразках, вирізаних з прокату низьколегованих сталей 09Г2С
і 16Г2АФ. Хімічний склад нітридно зміцненої сталі 16Г2АФ (t = 8 мм): С = 0,18 %; Mn = 1,3 %;
Si = 0,48 %; Р = 0,024 %; S = 0,020 %; Cr = 0,09 %; Cu = 0,09 %; Ni = 0,08 %; V = 0,125 %.
Механічні властивості сталі 16Г2АФ, визначені вздовж (σ
т
= 545 МПа; σ
в
= 648 МПа; δ = 28,2 %;
ψ = 71,8 %) і поперек прокату (σ
т
= 575 МПа; σ
в
= 702 МПа; δ = 22,3 %; ψ = 52,9 %), свідчать, що
вплив напряму прокату суттєвіше впливає на зміну характеристик пластичності (δ, ψ) у бік їх
зменшення в середньому на 25 %. У подальшому вплив попереднього обۥємного пластичного
189