Nigel S., Chambers S., Johnson R. Operations Management
Подождите немного. Документ загружается.


Department which, in conjunction with the Joinery Manager,
calculated costs and prepared a written quotation which
was faxed to the customer. This first stage was normally
completed within two or three days, but on occasions could
take a week or more. On receipt of an order, the original
sketches and estimating details were passed back to the
Joinery Manager across the yard, who roughly scheduled
them into his plan, allocating them to individual craftsmen
as they became available. Most of the joiners were capable
of making any product, and enjoyed the wide variety of
challenging work.
The Joinery Department appeared congested and
somewhat untidy, but everyone believed that this was
acceptable and normal for job shops, since there was no
single flow route for materials. Whatever the design of the
item being made, or the quantity, it was normal for the
joiner to select the required timber from the storage build-
ing across the yard. The timber was then prepared using
a planer/thicknesser. After that, the joiner would use a
variety of processes, depending on the product. The
timber could be machined into different cross-sectional
shapes, cut into component lengths using a radial arm
saw, joints formed by hand tools, or using a mortise/tenon
machine, and so on. Finally the products would be glued
and assembled, sanded smooth by hand or machine, and
treated with preservatives, stains or varnishes if required.
All the large and more expensive machines were grouped
together by type (for example, saws) or were single pieces
of equipment shared by all 10 or so joiners.
Dean described what one might observe on a random
visit to the Joinery Department: ‘One or two long staircases
partly assembled, and crossing several work areas; large
door frames on trestles being assembled; stacks of window
components for a large contract being prepared and jointed,
and so on. Off-cuts and wood shavings are scattered around
the work area, but are cleared periodically when they get in
the way or form a hazard. The joiners try to fit in with each
other over the use of machinery, so are often working on
several, part-finished items at once. Varnishing or staining
has to be done when it’s quiet – for example, evenings or
weekends – or outside, to avoid dust contamination. Long
off-cuts are stacked around the workshop, to be used up
on any future occasion when these lengths or sections are
required. However, it is often easier to take a new length of
timber for each job, so the off-cuts do tend to build up over
time. Unfortunately, everything I have described is getting
worse as we get busier . . . our sales are increasing so the
system is getting more congested. The joiners are almost
climbing over each other to do their work. Unfortunately,
despite having more orders, the department has remained
stubbornly unprofitable!
Whilst analysing in detail the lack of profit, we were
horrified to find that, for the majority of orders, the actual
times booked by the joiners exceeded the estimated times
by up to 50 per cent. Sometimes this was attributable
to new, inexperienced joiners. Although fully trained and
qualified, they might lack the experience needed to com-
plete a complex job in the time an estimator would expect,
but there had been no feedback of this to the individual.
We put one of these men on doors only; having overcome
his initial reluctance, he has become our enthusiastic “door
expert”, and gets closely involved in quotations too, so he
always does his work within the time estimates! However,
the main time losses were found to be the result of general
delays caused by congestion, interference, double handling
and rework to rectify in-process damage. Moreover, we
found that a joiner walked an average of nearly 5 km a day,
usually carrying around bits of wood.
When I did my operations management course on my
MBA, the professor described the application of cellular
manufacturing and JIT. From what I can remember, the idea
seemed to be to get better flow, reducing the times and
distances in the process, and thus achieving quicker through-
put times. That is just what we need, but these concepts
were explained in the context of high-volume, repetitive
production of bicycles, whereas everything we make is
“one-offs”. However, although we do make a lot of different
staircases, they all use roughly the same process steps:
1 Cutting timber to width and length
2 Sanding
3 Machining
4 Tenoning
5 Manual assembly (glue and wedges).
We have a lot of unused factory floor-space, so it would be
relatively easy to set up a self-contained staircase cell. There
Part Three Planning and control
454
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:49 Page 454
is huge demand for special stairs in this region, but also a
lot of competing small joinery businesses which can beat us
on price and lead time. So we go to a lot of trouble quoting
for stairs, but only win about 20 per cent of the business. If
we got the cell idea to work, we could be more com-
petitive on price and delivery, hence winning more orders.
I know we will need a lot more volume to justify establish-
ing the cell, so it’s really a case of “chicken and egg”!’
Questions
1 To what extent could (or should) Dean expect to apply
the philosophies and techniques of JIT described in
this chapter to the running of a staircase cell?
2 What are likely to be the main categories of costs
and benefits in establishing the cell? Are there any
non-financial benefits which should be taken into
account?
3 At what stage, and how, should Dean sell his idea to
the Joinery Manager and the workers?
4 How different would the cell work be to that in the
main Joinery Department?
5 Should Dean differentiate the working environment by
providing distinctive work-wear such as T-shirts and
distinctively painted machines, in order to reinforce a
cultural change?
6 What risks are associated with Dean’s proposal?
Chapter 15 Lean synchronization
455
These problems and applications will help to improve your analysis of operations. You
can find more practice problems as well as worked examples and guided solutions on
MyOMLab at
www.myomlab.com.
Revisit the worked example earlier in the chapter that analysed a journey in terms of value-added time (actually
going somewhere) and non-value-added time (the time spent queuing etc.). Calculate the value-added time for a
recent journey that you have taken.
A simple process has four stages: A, B, C and D. The average amount of work needed to process items passing
through these stages is as follows: Stage A = 68 minutes, Stage B = 55 minutes, Stage C = 72 minutes and
Stage D = 60 minutes. A spot check on the work-in-progress between each stage reveals the following: between
Stages A and B there are 82 items, between Stages B and C there are 190 items, and between Stages C and D
there are 89 items.
(a) Using Little’s law (see Chapter 4) calculate the throughput time of the process.
(b) What is the throughput efficiency of the process?
In the example above, the operations manager in charge of the process reallocates the work at each stage
to improve the ‘balance’ of the process. Now each stage has an average of 64 minutes of work. Also, the
work-in-progress in front of Stages B, C and D is 75, 80 and 82 units respectively. How has this changed
the throughput efficiency of the process?
A production process is required to produce 1,400 of product X, 840 of product Y and 420 of product Z in a
4-week period. If the process works 7 hours per day and 5 days per week, devise a mixed model schedule in
terms of the number of each products required to be produced every hour, that would satisfy demand.
Revisit the ‘Operations in action’ at the beginning of this chapter, and (a) list all the different techniques and
practices which Toyota adopts. (b) How are operations objectives (quality, speed, dependability, flexibility, cost)
influenced by the practices which Toyota adopts?
Consider how set-up reduction principles can be used on the following.
(a) changing a tyre at the side of the road (following a puncture);
(b) cleaning out an aircraft and preparing it for the next flight between an aircraft on its inbound flight landing
and disembarking its passengers, and the same aircraft being ready to take-off on its outbound flight;
(c) the time between the finish of one surgical procedure in a hospital’s operating theatre, and the start of the
next one;
(d) the ‘pitstop’ activities during a Formula One race (how does this compare to (a) above?).
6
5
4
3
2
1
Problems and applications
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:49 Page 455

Part Three Planning and control
456
Ahlsrom, P. (2004) Lean service operations: translating lean
production principles to service operations, International
Journal of Services, Technology and Management, vol. 5,
nos 5/6. Explains how lean can be used in services.
Bicheno, J. and Holweg, M. (2009) The Lean Toolbox: The
Essential Guide to Lean Transformation, 4th edn, Piscie Press,
Buckingham. A manual of lean techniques, very much a
‘how to do it’ book, and none the worse for it.
Holweg, M. (2007) The genealogy of lean production, Journal
of Operations Management, vol. 25, 420–37. An excellent
overview of how lean ideas developed.
Liker, J. (2004) The Toyota Way: 14 Management Principles
from the World’s Greatest Manufacturer, McGraw-Hill
Education.
Schonberger, R.J. (1996) World Class Manufacturing: The
Next Decade, The Free Press. As above (and above that) but
more speculative.
Spear, S. and Bowen, H.K. (1999) Decoding the DNA of
the Toyota Production System, Harvard Business Review,
September–October. Revisits the leading company as
regards JIT practice and re-evaluates the underlying
philosophy behind the way it manages its operations.
Recommended.
Womack, J.P. and Jones, D.T. (1996) Lean Thinking: Banish
Waste and Create Wealth in Your Corporation, Simon
and Schuster, New York. Some of the lessons from The
Machine that Changed the World but applied in a broader
context.
Womack, J.P., Jones, D.T. and Roos, D. (1990) The Machine
that Changed the World, Rawson Associates, New York.
Arguably the most influential book on operations manage-
ment practice of the last fifty years. Firmly rooted in the
automotive sector but did much to establish lean.
Selected further reading
www.lean.org/ Site of the lean enterprise unit, set up by one
of the founders of the lean thinking movement.
www.iee.org/index.cfm The site of the Institution Electrical
Engineers (which includes manufacturing engineers
surprisingly) has material on this and related topics as well
as other issues covered in this book.
www.mfgeng.com The manufacturing engineering site.
www.opsman.org Lots of useful stuff.
Useful web sites
Now that you have finished reading this chapter, why not visit MyOMLab at
www.myomlab.com where you’ll find more learning resources to help you
make the most of your studies and get a better grade?
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:49 Page 456
Introduction
This chapter is concerned with the planning and control of
operations that occupy the low-volume–high-variety end of the
continuum which we introduced in Chapter 4. These ‘project’
operations are engaged in complex, often large-scale, activities
with a defined beginning and end. The pioneers of planning and
controlling project operations were the engineers and planners
who worked on complex defence and construction projects. Now
their methods are used on projects as diverse as new product
launches, education projects and movie making. Project planning
and control is important because all managers will, at some point,
get involved with managing projects. (See Figure 16.1.)
Chapter 16
Project planning
and control
Key questions
➤ What is a project?
➤ What makes project management
successful?
➤ How are projects planned and
controlled?
➤ What is project planning and why is
it important?
➤ How can the techniques of network
planning help project management?
Figure 16.1 This chapter covers project planning and control
Check and improve your understanding of this chapter using self assessment
questions and a personalised study plan, audio and video downloads, and an
eBook – all at www.myomlab.com.
M16_SLAC0460_06_SE_C16.QXD 10/20/09 15:22 Page 457
Part Three Planning and control
458
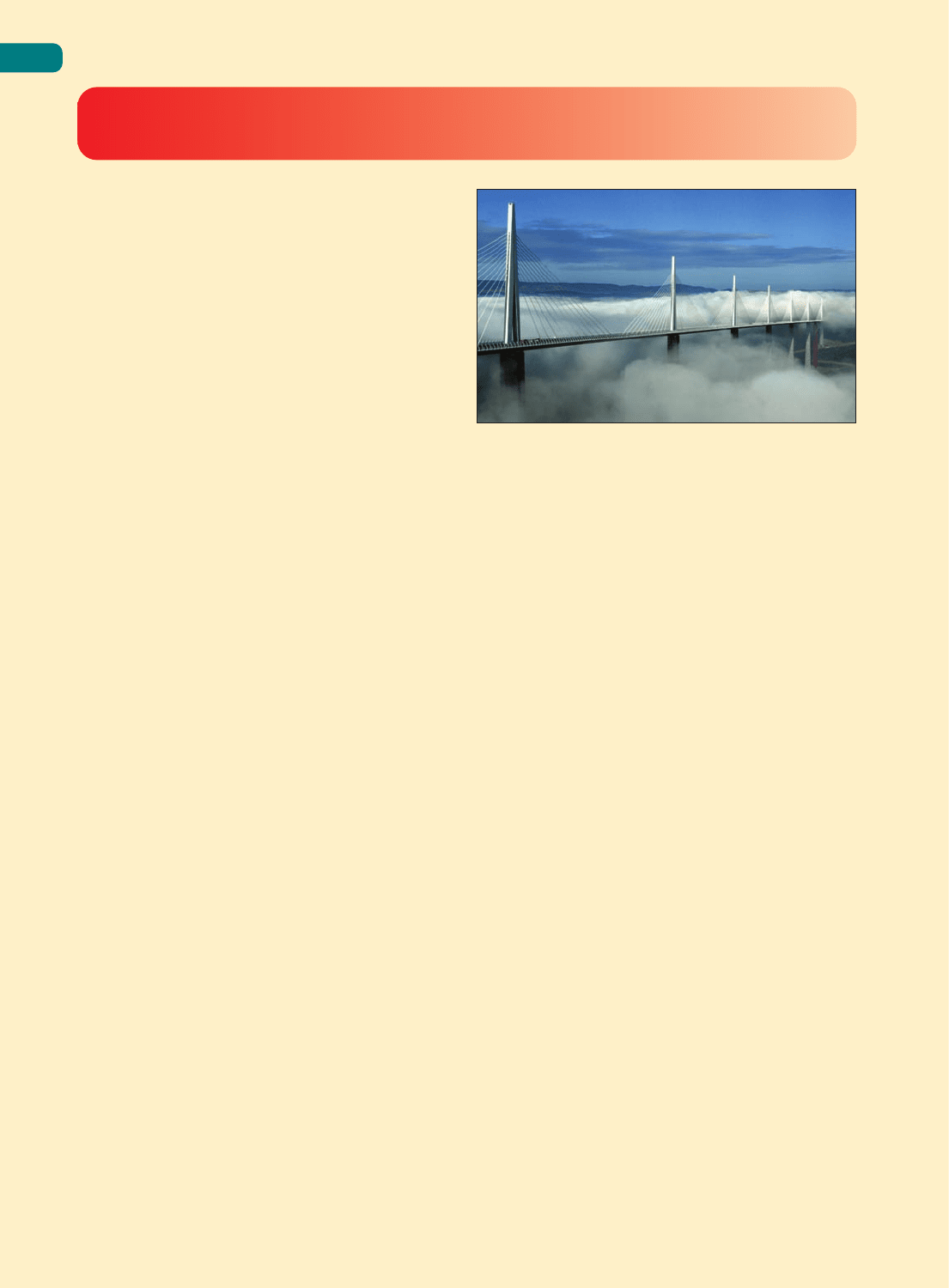
For decades French motorists called the little bridge at
Millau ‘the Millau cork’. It held up all the traffic on what
should have been one of the busiest north–south routes
through France. No longer. In place of the little bridge is
one of the most impressive and beautiful civil engineering
successes of the last century. Lord Foster, the bridge’s
architect, described it as having the ‘delicacy of a
butterfly’, with the environment dominating the scene
rather than the bridge. And although the bridge appears
to float on the clouds, it is also a remarkable technical
achievement. At 300 metres it is the highest road bridge
in the world, weighing 36,000 tonnes. The central pillar is
higher than the Eiffel Tower, and took only three years
to complete, notwithstanding the new engineering
techniques that were needed.
Outline plans for the bridge were produced back in
1987, but construction did not begin until December
2001. It was completed in December 2004, on time
and budget, having proved the effectiveness of its
new construction technique. The traditional method of
building this type of bridge (called a ‘cable stay bridge’)
involves building sections of the roadway on the ground
and using cranes to put them in position. Because of
its height, 300 metres above the valley floor, a new
technique had to be developed. First, the towers were
built in the usual way, with steel-reinforced concrete.
The roadway was built on the high ground at either side
of the valley and then pushed forward into space as
further sections were added, until it met with precision
(to the nearest centimetre) in the centre. This technique
had never been tried before and it carried engineering
risks, which added to the complexity of the project
management task.
It all began with a massive recruitment drive. ‘People
came from all over France for employment. We knew it
would be a long job. We housed them in apartments and
houses in and around Millau. Guarantees were given to
all the tenants and a unit was set up to help everyone
with the paperwork involved in this. It was not unusual
for a worker to be recruited in the morning and have
his apartment available the same evening with electricity
and a telephone available’ (Jean-Pierre Martin, Chief
Engineer of Groupe Eiffage and director of building).
Over 3,000 workers contributed to the project, with 500
of them on the project site, working in all weathers to
complete the project on time. ‘Every day I would ask
myself what was the intense force that united these men’,
said Jean-Pierre Martin. ‘They had a very strong sense of
pride and they belonged to a community that was to build
the most beautiful construction in the world. It was never
necessary to shout at them to get them to work. Life on a
construction site has many ups and downs. Some days
we were frozen. Other days we were subjected to a heat
wave. But even on days of bad weather, one had to force
them to stay indoors. Yet often they would leave their
lodgings to return to work.’
Many different businesses were involved in building
the bridge. All of them needed coordinating in such a
way that they would cooperate towards the common
goal, but yet avoid any loss of overall responsibility.
Jean-Pierre Martin came up with the idea of
9 autonomous work groups. One group was placed at
the foot of each of the 7 piles that would support the
bridge and two others at either end. The motto adopted
by the teams was ‘rigueur et convivialité’, rigorous quality
and friendly cooperation. ‘The difficulty with this type of
project is keeping everyone enthusiastic throughout its
duration. To make this easier we created these small
groups. Each of the 9 teams’ shifts were organized in
relays between 7 and 14 hours, and 14 and 21 hours.’
So, to maintain the good atmosphere, no expense was
spared to celebrate important events in the construction
of the viaduct, for example, a pile or another piece of
road completed. Sometimes, to boost the morale of
the teams, and to celebrate these important events
Jean-Pierre would organize a ‘méchouis’ – a spit roast
of lamb, especially popular with the many workers who
were of North African origin.
Operations in practice The Millau bridge
1
Source: Jean-Philippe Arles/Reuters/Corbis
M16_SLAC0460_06_SE_C16.QXD 10/20/09 15:22 Page 458

Chapter 16 Project planning and control
459
What is a project?
A project is a set of activities with a defined start point and a defined end state, which
pursues a defined goal and uses a defined set of resources. Technically many small-scale
operations management endeavours, taking minutes or hours, conform to this definition
of a project. However, in this chapter we will be examining the management of larger-scale
projects taking days, months or years. Large-scale (and therefore complex) undertakings
consume a relatively large amount of resources, take a long time to complete and typically
involve interactions between different parts of an organization. Projects come in many and
various forms, including the following:
● organizing emergency aid to earthquake victims
● producing a television programme
● constructing the Channel Tunnel
● designing an aircraft
● running a one-week course in project management
● relocating a factory
● refurbishing an hotel
● installing a new information system.
What do projects have in common?
To a greater or lesser extent, all the projects listed above have some elements in common. They
all have an objective, a definable end result or output that is typically defined in terms of cost,
quality and timing. They are all unique. A project is usually a ‘one-off’, not a repetitive under-
taking. Even ‘repeat’ projects, such as the construction of another chemical plant to the same
specification, will have distinctive differences in terms of resources used and the actual environ-
ment in which the project takes place. They are all of a temporary nature. Projects have a
defined beginning and end, so a temporary concentration of resources is needed to carry out
the undertaking. Once their contribution to the project objectives has been completed, the
resources are usually redeployed. They will all have some degree of complexity. Many different
tasks are required to be undertaken to achieve a project’s objectives. The relationship between
all these tasks can be complex, especially when the number of separate tasks in the project is large.
Finally, all projects have to cope with some uncertainty. All projects are planned before they are
executed and therefore carry an element of risk. A ‘blue sky’ research project carries the risk
that expensive, high-technology resources will be committed with no worthwhile outcome.
At this point it is worth pointing out the distinction between ‘projects’ and ‘programmes’.
A programme, such as a continuous improvement programme, has no defined end point.
Rather it is an ongoing process of change. Individual projects, such as the development of train-
ing processes, may be individual sub-sections of an overall programme, such as an integrated
skills development programme. Programme management will overlay and integrate the
individual projects. Generally, it is a more difficult task in the sense that it requires resource
coordination, particularly when multiple projects share common resources, as emphasized
in the following quotation.
‘Managing projects is, it is said, like juggling three balls – cost, quality, and time. Programme
management...is like organizing a troupe of jugglers all juggling three balls and swapping
balls from time to time.’
2
A typology of projects
Figure 16.2 illustrates a typology for projects according to their complexity – in terms of size,
value and the number of people involved in the project – and their uncertainty of achieving
the project objectives of cost, time and quality.
A project is a set of
activities with a defined
start point and a defined
end state
Programme has no
defined end point
Projects can be defined
in terms of their
complexity and their
uncertainty
M16_SLAC0460_06_SE_C16.QXD 10/20/09 15:22 Page 459
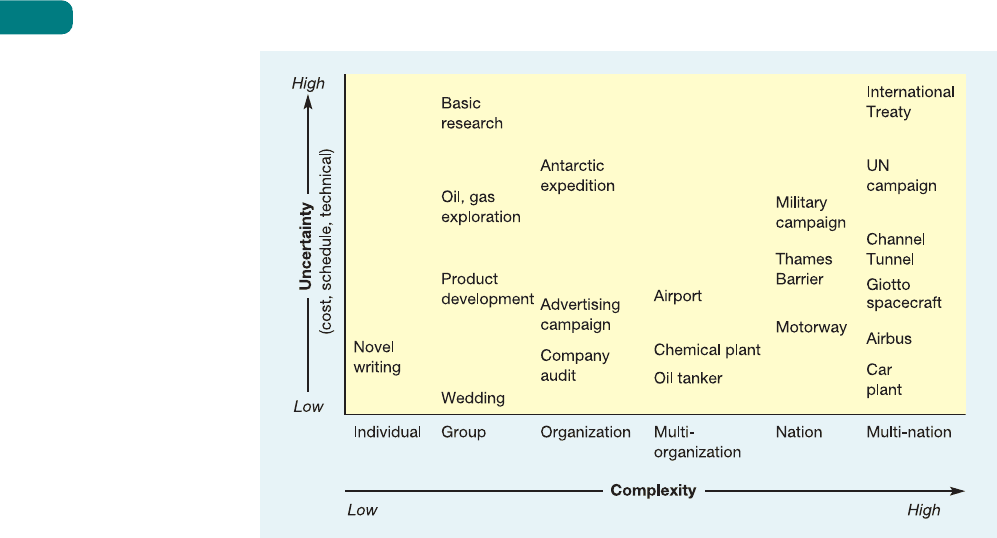
The typology helps to give a rational presentation of the vast range of undertakings where
project management principles can be applied. It also gives a clue to the nature of the pro-
jects and the difficulties of managing them. Uncertainty particularly affects project planning,
and complexity particularly affects project control.
Projects with high uncertainty are likely to be especially difficult to define and set realistic
objectives for. If the exact details of a project are subject to change during the course of its
execution, the planning process is particularly difficult. Resources may be committed, times
may be agreed, but if the objectives of the project change or the environmental conditions
change, or if some activity is delayed, then all the plans which were made prior to the changes
will need to be redrawn. When uncertainty is high, the whole project planning process needs
to be sufficiently flexible to cope with the consequences of change. For example, the imple-
mentation of a political treaty in the European Union is subject to the ratification of all
the member governments. Politics being an uncertain business, any of the member countries
might either fail to ratify the treaty or attempt to renegotiate it. The central planners at EU
headquarters must therefore have contingency plans in place which indicate how they might
have to change the ‘project’ to cope with any political changes.
Projects with high levels of complexity need not necessarily be difficult to plan, although
they might involve considerable effort; controlling them can be problematic, however. As
projects become more detailed with many separate activities, resources and groups of people
involved, the scope for things to go wrong increases. Furthermore, as the number of separate
activities in a project increases, the ways in which they can impact on each other increases
exponentially. This increases the effort involved in monitoring each activity. It also increases
the chances of overlooking some part of the project which is deviating from the plan. Most
significantly, it increases the ‘knock-on’ effect of any problem.
The (only partly joking) ‘laws of project management’ which were issued by the American
Production and Inventory Control Society give a flavour of uncertain and complex projects:
1 No major project is ever installed on time, within budget, or with the same staff that
started it. Yours will not be the first.
Part Three Planning and control
460
Figure 16.2 A typology of projects
Source: Adapted from Nicholas, J.M. (1990) Managing Business and Engineering Projects: Concepts and
Implementations, Prentice Hall.
M16_SLAC0460_06_SE_C16.QXD 10/20/09 15:22 Page 460

Chapter 16 Project planning and control
461
2 Projects progress quickly until they become 90 per cent complete, then they remain at
90 per cent complete for ever.
3 One advantage of fuzzy project objectives is that they let you avoid the embarrassment of
estimating the corresponding costs.
4 When things are going well, something will go wrong. When things just cannot get any
worse, they will. When things appear to be going better, you have overlooked something.
5 If the project content is allowed to change freely, the rate of change will exceed the rate of
progress.
6 No system is ever completely debugged. Attempts to debug a system inevitably introduce
new bugs that are even harder to find.
7 A carelessly planned project will take three times longer to complete than expected; a care-
fully planned project will take only twice as long.
8 Project teams detest progress reporting because it vividly manifests their lack of progress.
Successful project management
There are some points of commonality in project success and failure, which allow us to
identify some general points which seem to minimize the chances of a project failing to meet
its objectives. The following factors are particularly important:
3
● Clearly defined goals: including the general project philosophy or general mission of the
project, and a commitment to those goals on the part of the project team members.
● Competent project manager: a skilled project leader who has the necessary interpersonal,
technical and administrative skills.
● Top-management support: top-management commitment for the project that has been
communicated to all concerned parties.
● Competent project team members: the selection and training of project team members, who
between them have the skills necessary to support the project.
● Sufficient resource allocation: resources, in the form of money, personnel, logistics, etc.,
which are available for the project in the required quantity.
● Adequate communications channels: sufficient information is available on project objec-
tives, status, changes, organizational conditions and client’s needs.
● Control mechanisms: the mechanisms which are in place to monitor actual events and
recognize deviations from plan.
● Feedback capabilities: all parties concerned with the project are able to review the project’s
status and make suggestions and corrections.
● Responsiveness to clients: all potential users of the project are concerned with and are kept
up to date on the project’s status.
● Troubleshooting mechanisms: a system or set of procedures which can tackle problems
when they arise, trace them back to their root cause and resolve them.
● Project staff continuity: the continued involvement of key project personnel through its
life. Frequent turnover of staff can dissipate the team’s acquired learning.
Project managers
In order to coordinate the efforts of many people in different parts of the organization (and
often outside it as well), all projects need a project manager. Many of a project manager’s
activities are concerned with managing human resources. The people working in the pro-
ject team need a clear understanding of their roles in the (usually temporary) organization.
Controlling an uncertain project environment requires the rapid exchange of relevant
information with the project stakeholders, both within and outside the organization. People,
Competent project
managers are vital for
project success
M16_SLAC0460_06_SE_C16.QXD 10/20/09 15:22 Page 461
Part Three Planning and control
462
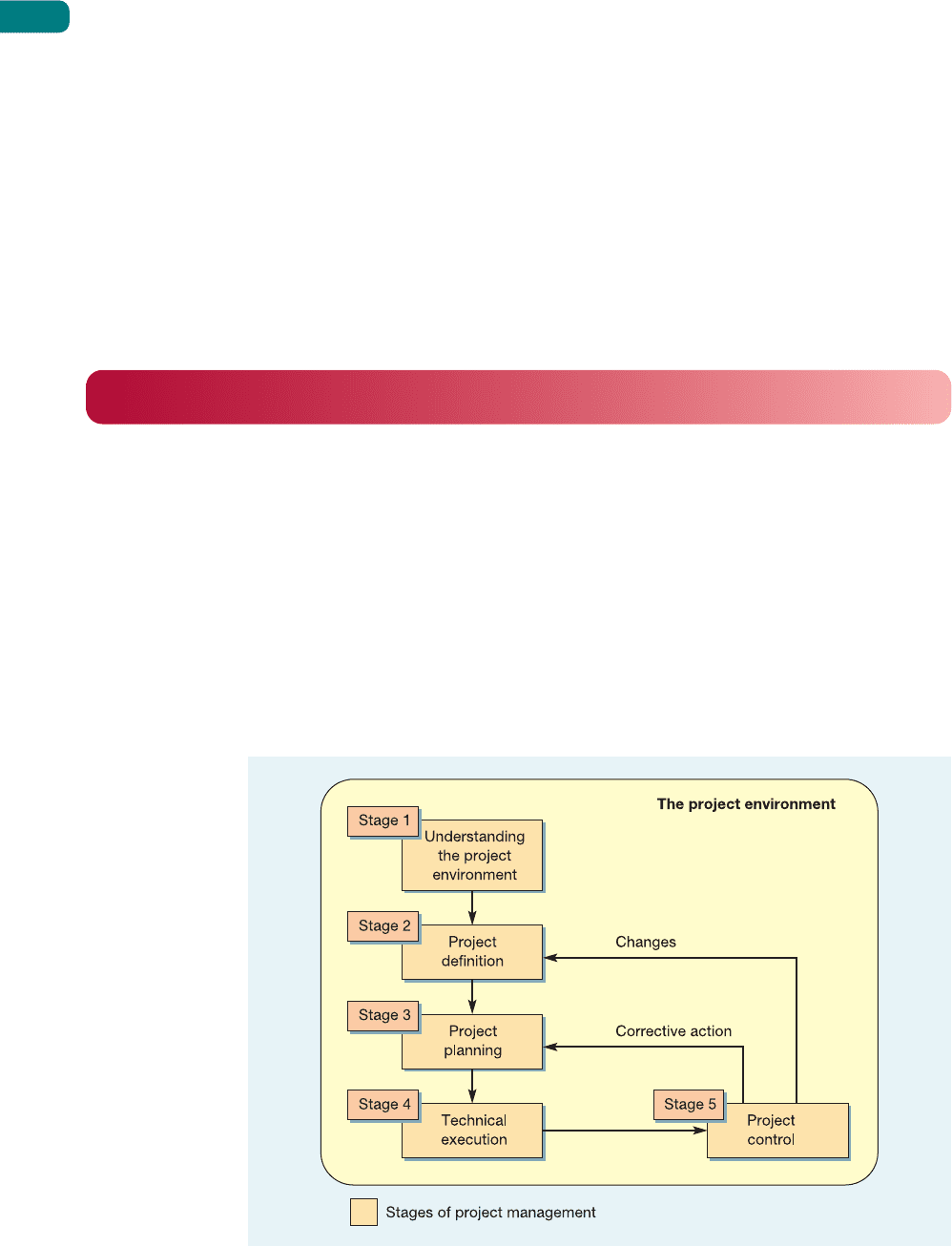
Figure 16.3 The project management model
equipment and other resources must be identified and allocated to the various tasks. Under-
taking these tasks successfully makes the management of a project a particularly challenging
operations activity. Five characteristics in particular are seen as important in an effective
project manager:
4
● background and experience which are consistent with the needs of the project;
● leadership and strategic expertise, in order to maintain an understanding of the overall
project and its environment, while at the same time working on the details of the project;
● technical expertise in the area of the project in order to make sound technical decisions;
● interpersonal competence and the people skills to take on such roles as project champion,
motivator, communicator, facilitator and politician;
● proven managerial ability in terms of a track record of getting things done.
The project planning and control process
Figure 16.3 shows the stages in project management, four of which are relevant to project
planning and control:
Stage 1 Understanding the project environment – internal and external factors which may
influence the project.
Stage 2 Defining the project – setting the objectives, scope and strategy for the project.
Stage 3 Project planning – deciding how the project will be executed.
Stage 4 Technical execution – performing the technical aspects of the project.
Stage 5 Project control – ensuring that the project is carried out according to plan.
We shall examine project planning and control under the headings of stages 1, 2, 3 and 5
(stage 4, the technical execution of the project, is determined by the specific technicalities of
individual projects). However, it is important to understand that the stages are not a simple
M16_SLAC0460_06_SE_C16.QXD 10/20/09 15:22 Page 462

sequential chain of steps. Project management is essentially an iterative process. Problems or
changes which become evident in the control stage may require replanning and may even
cause modifications to the original project definition.
Stage 1 – Understanding the project environment
The project environment comprises all the factors which may affect the project during its
life. It is the context and circumstances in which the project takes place. Understanding the
project environment is important because the environment affects the way in which a pro-
ject will need to be managed and (just as important) the possible dangers that may cause the
project to fail. Environmental factors can be considered under the following four headings.
● Geo-social environment – geographical, climatic and cultural factors that may affect the
project.
● Econo-political environment – the economic, governmental and regulatory factors in which
the project takes place.
● Business environment – industrial, competitive, supply network and customer expectation
factors that shape the likely objectives of the project.
● Internal environment – the individual company’s strategy and culture, the resources avail-
able and the interaction with other projects that will influence the project.
Stakeholders
One way of operationalizing the importance of understanding a project’s environment is
to consider the various ‘stakeholders’ who have some kind of interest in the project. The
stakeholders in any project are the individuals and groups who have an interest in the pro-
ject process or outcome. All projects will have stakeholders, complex projects will have many.
They are likely to have different views on a project’s objectives that may conflict with other
stakeholders’. At the very least, different stakeholders are likely to stress different aspects of
a project. So, as well as an ethical imperative to include as many people as possible in a pro-
ject from an early stage, it is often useful in preventing objections and problems later in the
project. Moreover, there can be significant direct benefits from using a stakeholder-based
approach. Project managers can use the opinions of powerful stakeholders to shape the pro-
ject at an early stage. This makes it more likely that they will support the project, and also can
improve its quality. Communicating with stakeholders early and frequently can ensure that
they fully understand the project and understand potential benefits. Stakeholder support
may even help to win more resources, making it more likely that projects will be successful.
Perhaps most important, one can anticipate stakeholder reaction to various aspects of the
project, and plan the actions that could prevent opposition, or build support.
Some (even relatively experienced) project managers are reluctant to include stakeholders
in the project management process, preferring to ‘manage them at a distance’ rather than
allow them to interfere with the project. Others argue that the benefits of stakeholder man-
agement are too great to ignore and many of the risks can be moderated by emphasizing
the responsibilities as well as the rights of project stakeholders. For example, one information
technology company formally identifies the rights and responsibilities of project stakeholders
as shown in Table 16.1.
Managing stakeholders
Managing stakeholders can be a subtle and delicate task, requiring significant social and,
sometimes, political skills. But it is based on three basic activities, identifying, prioritizing
and understanding the stakeholder group.
Identify stakeholders – Think of all the people who are affected by your work, who have
influence or power over it, or have an interest in its successful or unsuccessful conclusion.
Chapter 16 Project planning and control
463
Project environment
Stakeholders
M16_SLAC0460_06_SE_C16.QXD 10/20/09 15:22 Page 463