Nigel S., Chambers S., Johnson R. Operations Management
Подождите немного. Документ загружается.

In particular, the principles of statistical process control (SPC) can be used to understand
quality variability. Chapter 17 and its supplement on SPC examine this subject, so in this
section we shall focus on other causes of variability. The first of these is variability in the mix
of products and services moving through processes, operations, or supply networks.
Level schedules as much as possible
Levelled scheduling (or heijunka) means keeping the mix and volume of flow between stages
even over time. For example, instead of producing 500 parts in one batch, which would
cover the needs for the next three months, levelled scheduling would require the process to
make only one piece per hour regularly. Thus, the principle of levelled scheduling is very
straightforward; however, the requirements to put it into practice are quite severe, although
the benefits resulting from it can be substantial. The move from conventional to levelled
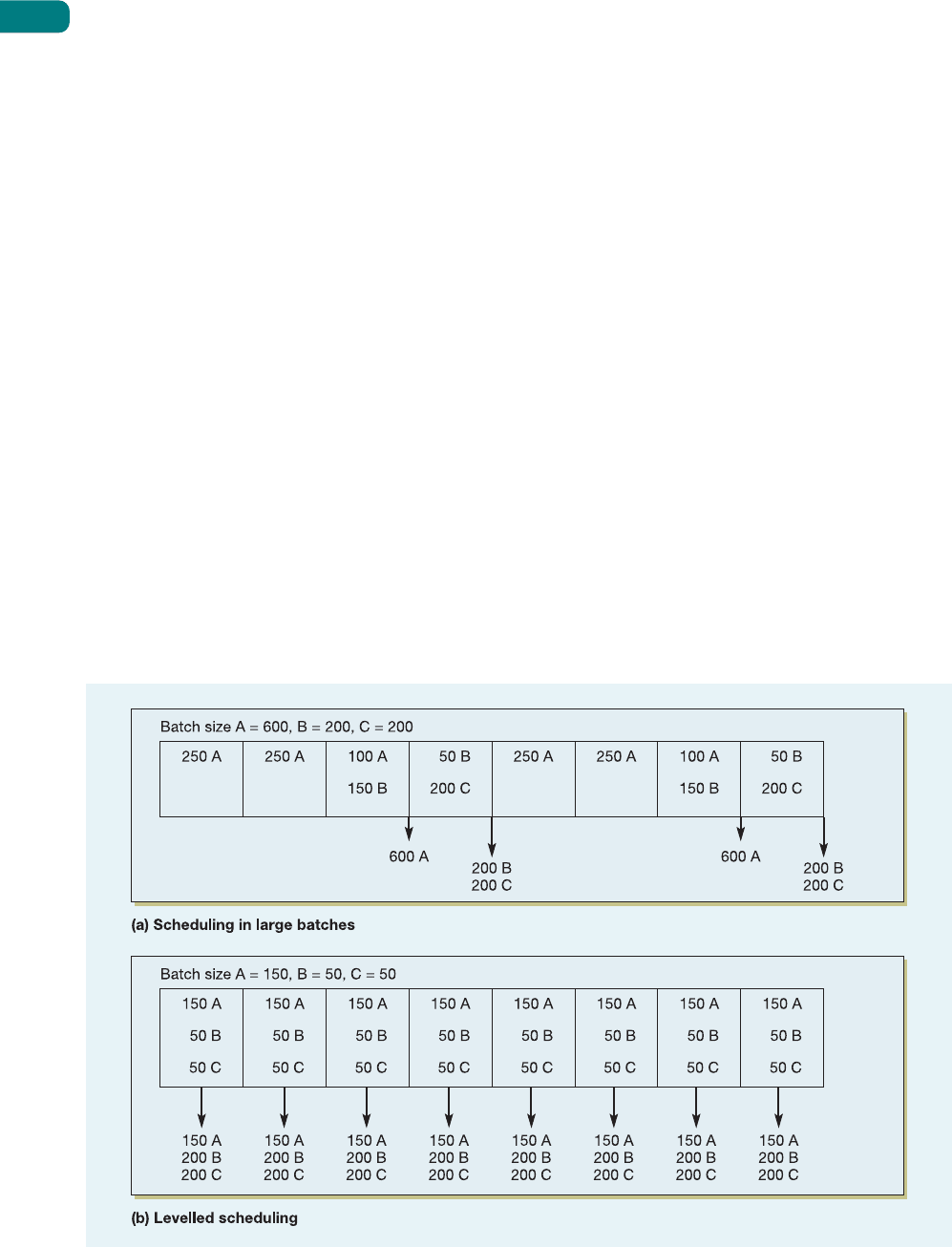
scheduling is illustrated in Figure 15.8. Conventionally, if a mix of products were required
in a time period (usually a month), a batch size would be calculated for each product and the
batches produced in some sequence. Figure 15.8(a) shows three products that are produced
in a 20-day time period in a production unit.
Quantity of product A required = 3,000
Quantity of product B required = 1,000
Quantity of product C required = 1,000
Batch size of product A = 600
Batch size of product B = 200
Batch size of product C = 200
Starting at day 1, the unit commences producing product A. During day 3, the batch of 600
As is finished and dispatched to the next stage. The batch of Bs is started but is not finished
until day 4. The remainder of day 4 is spent making the batch of Cs and both batches are
Part Three Planning and control
444
Figure 15.8 Levelled scheduling equalizes the mix of products made each day
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:48 Page 444
dispatched at the end of that day. The cycle then repeats itself. The consequence of using large
batches is, first, that relatively large amounts of inventory accumulate within and between the
units, and second, that most days are different from one another in terms of what they are
expected to produce (in more complex circumstances, no two days would be the same).
Now suppose that the flexibility of the unit could be increased to the point where the
batch sizes for the products were reduced to a quarter of their previous levels without loss of
capacity (see Fig. 15.8(b)):
Batch size of product A = 150
Batch size of product B = 50
Batch size of product C = 50
A batch of each product can now be completed in a single day, at the end of which the
three batches are dispatched to their next stage. Smaller batches of inventory are moving
between each stage, which will reduce the overall level of work-in-progress in the operation.
Just as significant, however, is the effect on the regularity and rhythm of production at the unit.
Now every day in the month is the same in terms of what needs to be produced. This makes
planning and control of each stage in the operation much easier. For example, if on day 1 of
the month the daily batch of As was finished by 11.00 am, and all the batches were successfully
completed in the day, then the following day the unit will know that, if it again completes all
the As by 11.00 am, it is on schedule. When every day is different, the simple question ‘Are
we on schedule to complete our production today?’ requires some investigation before it can
be answered. However, when every day is the same, everyone in the unit can tell whether
production is on target by looking at the clock. Control becomes visible and transparent to
all, and the advantages of regular, daily schedules can be passed to upstream suppliers.
Level delivery schedules
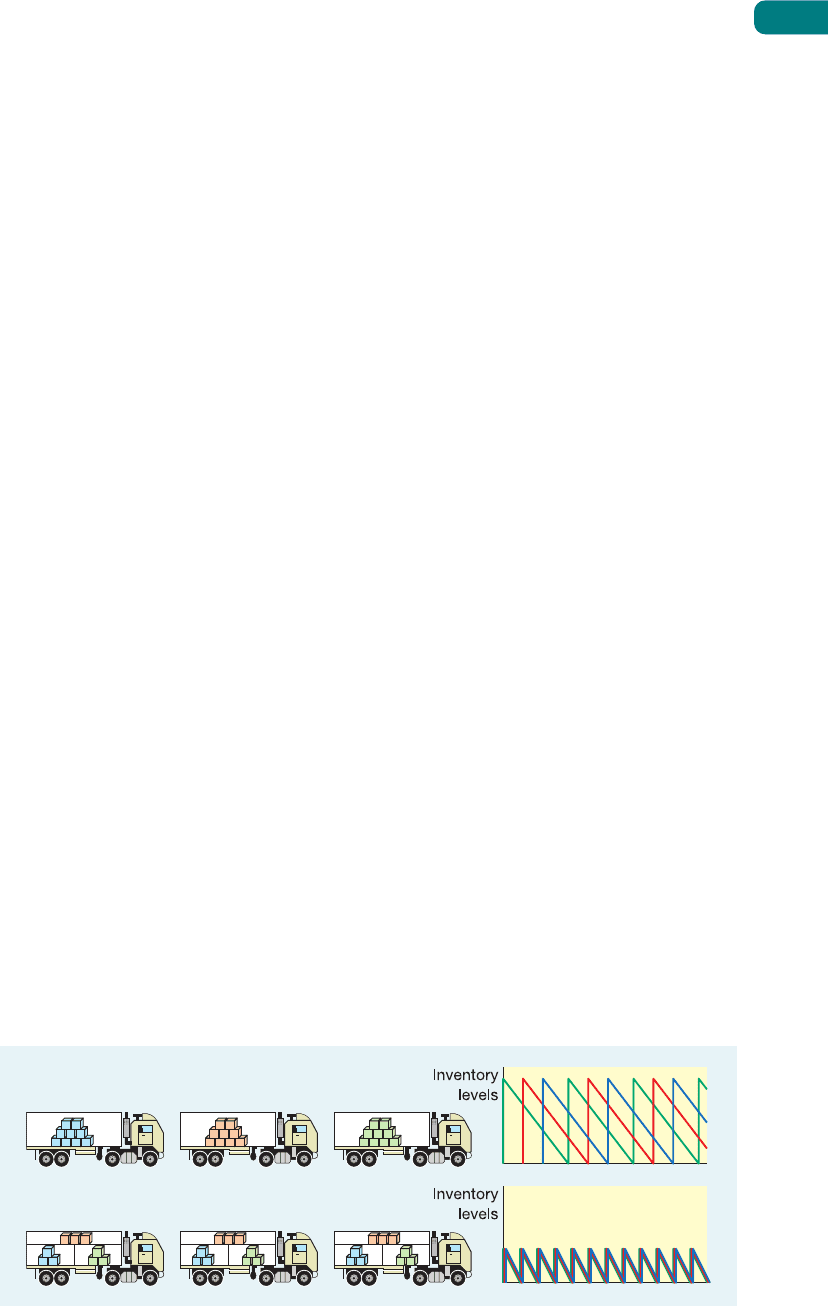
A similar concept to levelled scheduling can be applied to many transportation processes. For
example, a chain of convenience stores may need to make deliveries of all the different types
of products it sells every week. Traditionally it may have dispatched a truck loaded with one
particular product around all its stores so that each store received the appropriate amount of
the product that would last them for one week. This is equivalent to the large batches dis-
cussed in the previous example. An alternative would be to dispatch smaller quantities of all
products in a single truck more frequently. Then, each store would receive smaller deliveries
more frequently, inventory levels would be lower and the system could respond to trends
in demand more readily because more deliveries means more opportunity to change the
quantity delivered to a store. This is illustrated in Figure 15.9.
Adopt mixed modelling where possible
The principle of levelled scheduling can be taken further to give mixed modelling; that
is, a repeated mix of outputs. Suppose that the machines in the production unit can be
made so flexible that they achieve the JIT ideal of a batch size of one. The sequence of
Chapter 15 Lean synchronization
445
Figure 15.9 Delivering smaller quantities more often can reduce inventory levels
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:48 Page 445
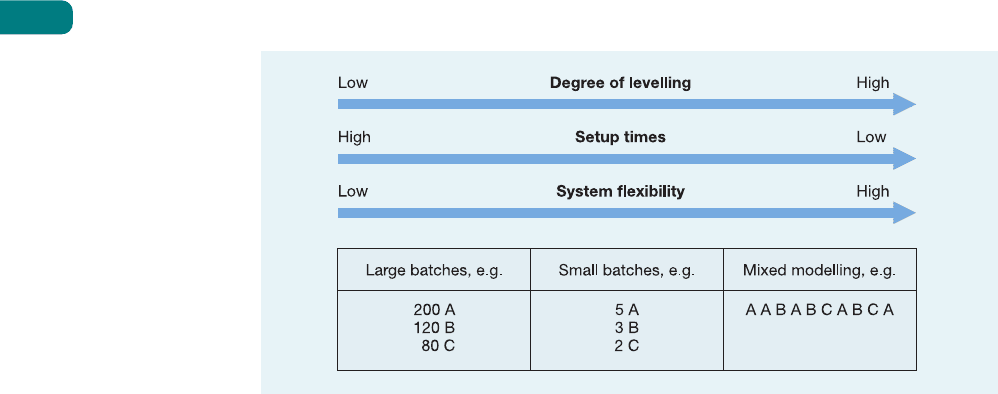
individual products emerging from the unit could be reduced progressively as illustrated
in Figure 15.10. This would produce a steady stream of each product flowing continuously
from the unit. However, the sequence of products does not always fall as conveniently as
in Figure 15.10. The unit production times for each product are not usually identical and
the ratios of required volumes are less convenient. For example, if a process is required to
produce products A, B and C in the ratio 8:5:4, it could produce 800 of A, followed by
500 of B, followed by 400 of A, or 80A, 50B, and 40C. But ideally, sequencing the products
as smoothly as possible, it would produce in the order...BACABACABACABACAB...
repeated...repeated...etc. Doing this achieves relatively smooth flow (but does rely on
significant process flexibility).
Keep things simple – the 5 Ss
The 5-S terminology came originally from Japan, and although the translation into English
is approximate, they are generally taken to represent the following.
1 Sort (Seiri) – eliminate what is not needed and keep what is needed.
2 Straighten (Seiton) – position things in such a way that they can be easily reached when-
ever they are needed.
3 Shine (Seiso) – keep things clean and tidy; no refuse or dirt in the work area.
4 Standardize (Seiketsu) – maintain cleanliness and order – perpetual neatness.
5 Sustain (Shitsuke) – develop a commitment and pride in keeping to standards.
The 5 Ss can be thought of as a simple housekeeping methodology to organize work areas
that focuses on visual order, organization, cleanliness and standardization. It helps to elimin-
ate all types of waste relating to uncertainty, waiting, searching for relevant information,
creating variation, and so on. By eliminating what is unnecessary, and making everything
clear and predictable, clutter is reduced, needed items are always in the same place and work
is made easier and faster.
Adopt total productive maintenance (TPM)
Total productive maintenance aims to eliminate the variability in operations processes caused
by the effect of breakdowns. This is achieved by involving everyone in the search for mainten-
ance improvements. Process owners are encouraged to assume ownership of their machines
and to undertake routine maintenance and simple repair tasks. By so doing, maintenance
specialists can then be freed to develop higher-order skills for improved maintenance systems.
TPM is treated in more detail in Chapter 19.
Part Three Planning and control
446
Figure 15.10 Levelled scheduling and mixed modelling: mixed modelling becomes possible
as the batch size approaches one
The 5 Ss
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:48 Page 446

Chapter 15 Lean synchronization
447
Lean synchronization applied throughout the supply network
Although most of the concepts and techniques discussed in this chapter are devoted to the
management of stages within processes and processes within an operation, the same prin-
ciples can apply to the whole supply chain. In this context, the stages in a process are the whole
businesses, operations or processes between which products flow. And as any business starts
to approach lean synchronization it will eventually come up against the constraints imposed
by the lack of lean synchronization of the other operations in its supply chain. So, achieving
further gains must involve trying to spread lean synchronization practice outward to its
partners in the chain. Ensuring lean synchronization throughout an entire supply network
is clearly a far more demanding task than doing the same within a single process. It is a
complex task. And it becomes more complex as more of the supply chain embraces the lean
philosophy. The nature of the interaction between whole operations is far more complex
than between individual stages within a process. A far more complex mix of products and
services is likely to be being provided and the whole network is likely to be subject to a less
predictable set of potentially disruptive events. To make a supply chain lean means more than
making each operation in the chain lean. A collection of localized lean operations rarely leads
to an overall lean chain. Rather one needs to apply the lean synchronization philosophy to
the supply chain as a whole. Yet the advantages from truly lean chains can be significant.
And essentially the principles of lean synchronization are the same for a supply chain as
they are for a process. Fast throughput throughout the whole supply network is still valuable
and will save cost throughout the supply network. Lower levels of inventory will still make it
easier to achieve lean synchronization. Waste is just as evident (and even larger) at the level
of the supply network and reducing waste is still a worthwhile task. Streamline flow, exact
matching of supply and demand, enhanced flexibility, and minimizing variability are all still
tasks that will benefit the whole network. The principles of pull control can work between
whole operations in the same way as they can between stages within a single process. In fact,
the principles and the techniques of lean synchronization are essentially the same no matter
what level of analysis is being used. And because lean synchronization is being implemented
on a larger scale, the benefits will also be proportionally greater.
One of the weaknesses of lean synchronization principles is that it is difficult to achieve when
conditions are subject to unexpected disturbance. This is especially a problem with applying lean
synchronization principles in the context of the whole supply network. Whereas unexpected
fluctuations and disturbances do occur within operations, local management has a reasonable
degree of control that it can exert in order to reduce them. Outside the operation, within the
supply network, it is far more difficult. Nevertheless, it is generally held that, although the task
is more difficult and although it may take longer to achieve, the aim of lean synchronization
is just as valuable for the supply network as a whole as it is for an individual operation.
Lean supply chains are like air traffic control systems
8
The concept of the lean supply chain has been likened to an air traffic control system, in that
it attempts to provide continuous, ‘real-time visibility and control’ to all elements in the chain.
This is the secret of how the world’s busiest airports handle thousands of departures and
arrivals daily. All aircraft are given an identification number that shows up on a radar map.
Aircraft approaching an airport are detected by the radar and contacted using radio. The
control tower precisely positions the aircraft in an approach pattern which it coordinates.
The radar detects any small adjustments that are necessary, which are communicated to the
aircraft. This real-time visibility and control can optimize airport throughput while main-
taining extremely high safety and reliability.
Contrast this to how most supply chains are coordinated. Information is captured only
periodically, probably once a day, and any adjustments to logistics, output levels at the
various operations in the supply chain are adjusted, and plans rearranged. But imagine what
would happen if this was how the airport operated, with only a ‘radar snapshot’ once a day
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:48 Page 447

Coordinating aircraft with sufficient tolerance to arrange take-offs and landings every two
minutes would be out of the question. Aircraft would be jeopardized, or alternatively, if air-
craft were spaced further apart to maintain safety, throughput would be drastically reduced.
Yet this is how most supply chains have traditionally operated. They use a daily ‘snapshot’
from their ERP systems (see Chapter 14 for an explanation of ERP). This limited visibility
means operations must either space their work out to avoid ‘collisions’ (i.e. missed customer
orders) thereby reducing output, or they must ‘fly blind’ thereby jeopardizing reliability.
Lean service
Any attempt to consider how lean ideas apply throughout a whole supply chain must also
confront the fact that these chains include service operations, often dealing in intangibles.
So how can lean principles be applied in these parts of the chain? The idea of lean factory
operations is relatively easy to understand. Waste is evident in over-stocked inventories, excess
scrap, badly sited machines and so on. In services it is less obvious, inefficiencies are more
difficult to see. Yet most of the principles and techniques of lean synchronization, although
often described in the context of manufacturing operations, are also applicable to service
settings. In fact, some of the philosophical underpinning to lean synchronization can also be
seen as having its equivalent in the service sector. Take, for example, the role of inventory.
The comparison between manufacturing systems that hold large stocks of inventory between
stages and those that did not centred on the effect which inventory had on improvement
and problem-solving. Exactly the same argument can be applied when, instead of queues of
material (inventory), an operation has to deal with queues of information, or even customers.
With its customer focus, standardization, continuous quality improvement, smooth flow
and efficiency, lean thinking have direct application in all operations, manufacturing or
service. Bradley Staats and David Upton of Harvard Business School
9
have studied how lean
ideas can be applied in service operations. They make three main points:
1 In terms of operations and improvements, the service industries in general are a long way
behind manufacturing.
2 Not all lean manufacturing ideas translate from factory floor to office cubicle. For example,
tools such as empowering manufacturing workers to ‘stop the line’ when they encounter
a problem is not directly replicable when there is no line to stop.
3 Adopting lean operations principles alters the way a company learns through changes in
problem solving, coordination through connections, and pathways and standardization.
Examples of lean service (a summary)
Many of the examples of lean philosophy and lean techniques in service industries are
directly analogous to those found in manufacturing industries because physical items are
being moved or processed in some way. Consider the following examples.
● Supermarkets usually replenish their shelves only when customers have taken sufficient
products off the shelf. The movement of goods from the ‘back-office’ store to the shelf is
triggered only by the ‘empty-shelf’ demand signal. Principle: pull control.
● An Australian tax office used to receive applications by mail, open the mail and send it
through to the relevant department which, after processing it, sent it to the next depart-
ment. Now they only open mail when the stages in front can process it. Each department
requests more work only when they have processed previous work. Principle: don’t let
inventories build up, use pull control.
● One construction company makes a rule of only calling for material deliveries to its
sites the day before materials are needed. This reduces clutter and the chances of theft.
Principle: pull control reduces confusion.
● Many fast-food restaurants cook and assemble food and place it in the warm area only
when the customer-facing server has sold an item. Principle: pull control reduces through-
put time.
Part Three Planning and control
448
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:48 Page 448

Chapter 15 Lean synchronization
449
Other examples of lean concepts and methods apply even when most of the service elements
are intangible.
● Some web sites allow customers to register for a reminder service that automatically
e-mails reminders for action to be taken, for example, the day before a partner’s birthday,
in time to prepare for a meeting, etc. Principle: the value of delivered information, like
delivered items, can be time-dependent; too early and it deteriorates (you forget it), too late
and it’s useless (because it’s too late).
● A firm of lawyers used to take ten days to prepare its bills for customers. This meant that
customers were not asked to pay until ten days after the work had been done. Now they
use a system that, every day, updates each customer’s account. So, when a bill is sent it
includes all work up to the day before the billing date. Principle: process delays also delay
cash flow, fast throughput improves cash flow.
● New publishing technologies allow professors to assemble printed and e-learning course
material customized to the needs of individual courses or even individual students. Principle:
flexibility allows customization and small batch sizes delivered ‘to order’.
Lean synchronization and other approaches
Either as a broad philosophy or a practical method of operations planning and control, lean
synchronization is not the only approach that is used in practice. There are other approaches
that can be used to underpin operations improvement and operations planning and control.
We will describe how lean compares with other improvement approaches in Chapter 18.
In this chapter we look briefly at two alternatives to lean synchronization as a planning and
control method: the theory of constraints (TOC), and material requirements planning (MRP)
which we examined in the supplement to Chapter 14.
Lean synchronization and the theory of constraints
A central idea of lean synchronization is the smooth flow of items through processes, operations
and supply networks. Any bottleneck will disrupt this smooth progress. Therefore, it is import-
ant to recognize the significance of capacity constraints to the planning and control process.
This is the idea behind the theory of constraints (TOC) which has been developed to focus
attention on the capacity constraints or bottleneck parts of the operation. By identifying
the location of constraints, working to remove them, then looking for the next constraint,
an operation is always focusing on the part that critically determines the pace of output. The
approach which uses this idea is called optimized production technology (OPT). Its develop-
ment and the marketing of it as a proprietary software product were originated by Eliyahu
Goldratt.
10
OPT is a computer-based technique and tool which helps to schedule production
systems to the pace dictated by the most heavily loaded resources, that is, bottlenecks. If the
rate of activity in any part of the system exceeds that of the bottleneck, then items are being
produced that cannot be used. If the rate of working falls below the pace at the bottleneck,
then the entire system is under-utilized. There are principles underlying OPT which demon-
strate this focus on bottlenecks:
1 Balance flow, not capacity. It is more important to reduce throughput time rather than
achieving a notional capacity balance between stages or processes.
2 The level of utilization of a non-bottleneck is determined by some other constraint in
the system, not by its own capacity. This applies to stages in a process, processes in an
operation, and operations in a supply network.
3 Utilization and activation of a resource are not the same. According to the TOC a resource
is being utilized only if it contributes to the entire process or operation creating more
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:48 Page 449

output. A process or stage can be activated in the sense that it is working, but it may only
be creating stock or performing other non-value-added activity.
4 An hour lost (not used) at a bottleneck is an hour lost for ever out of the entire system.
The bottleneck limits the output from the entire process or operation, therefore the
under-utilization of a bottleneck affects the entire process or operation.
5 An hour saved at a non-bottleneck is a mirage. Non-bottlenecks have spare capacity
anyway. Why bother making them even less utilized?
6 Bottlenecks govern both throughput and inventory in the system. If bottlenecks govern
flow, then they govern throughput time, which in turn governs inventory.
7 You do not have to transfer batches in the same quantities as you produce them. Flow
will probably be improved by dividing large production batches into smaller ones for
moving through a process.
8 The size of the process batch should be variable, not fixed. Again, from the EBQ model,
the circumstances that control batch size may vary between different products.
9 Fluctuations in connected and sequence-dependent processes add to each other rather
than averaging out. So, if two parallel processes or stages are capable of a particular
average output rate, in parallel, they will never be able to achieve the same average out-
put rate.
10 Schedules should be established by looking at all constraints simultaneously. Because of
bottlenecks and constraints within complex systems, it is difficult to work out schedules
according to a simple system of rules. Rather, all constraints need to be considered together.
OPT uses the terminology of ‘drum, buffer, rope’ to explain its planning and control
approach. We explained this idea in Chapter 10. The bottleneck work centre becomes a ‘drum’,
beating the pace for the rest of the factory. This ‘drum beat’ determines the schedules in
non-bottleneck areas, pulling through work (the rope) in line with the bottleneck capacity,
not the capacity of the work centre. A bottleneck should never be allowed to be working at
less than full capacity; therefore, inventory buffers should be placed before it to ensure that
it never runs out of work.
The five steps of the theory of constraints
As a practical method of synchronizing flow, TOC emphasizes the following five steps.
11
1 Identify the system constraint – the part of a system that constitutes its weakest link; it
could be a physical constraint or even a decision-making or policy constraint.
2 Decide how to exploit the constraint – obtain as much capability as possible from the
constraint, preferably without expensive changes. For example, reduce or eliminate any
non-productive time at the bottleneck.
3 Subordinate everything to the constraint – the non-constraint elements of the process are
adjusted to a level so that the constraint can operate at maximum effectiveness. After this,
the overall process is evaluated to determine if the constraint has shifted elsewhere in the
process. If the constraint has been eliminated, go to step 5.
4 Elevate the constraint – ‘elevating’ the constraint means eliminating it. This step is only
considered if steps 2 and 3 have not been successful. Major changes to the existing system
are considered at this step.
5 Start again from step 1.
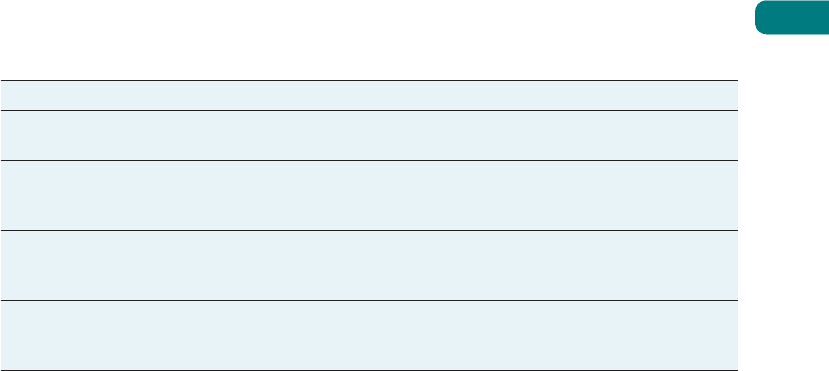
Table 15.2 shows some of the differences between the theory of constraints and lean
synchronization. Arguably, the main contribution of TOC to smooth, synchronized flow is
its inclusion of the idea that the effects of bottleneck constraints (a) must be prioritized,
and (b) can ‘excuse’ inventory, if it means maximizing the utilization of the bottleneck. Nor
(unlike ERP / MRP, for example) does it necessarily require large investment in new informa-
tion technology. Further, because it attempts to improve the flow of items through a process,
it can release inventory that in turn releases invested capital. Claims of the financial payback
from OPT are often based on this release of capital and fast throughput.
Part Three Planning and control
450
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:48 Page 450
Lean synchronization and MRP
The operating philosophies of lean synchronization and MRP do seem to be fundamentally
opposed. Lean synchronization encourages a ‘pull’ system of planning and control, whereas
MRP is a ‘push’ system. Lean synchronization has aims which are wider than the operations
planning and control activity, whereas MRP is essentially a planning and control ‘calculation
mechanism’. Yet the two approaches can reinforce each other in the same operation, pro-
vided their respective advantages are preserved. The irony is that lean synchronization and
MRP have similar objectives. JIT scheduling aims to connect the new network of internal and
external supply processes by means of invisible conveyors so that parts only move in response
to coordinated and synchronized signals derived from end-customer demand. MRP seeks
to meet projected customer demand by directing that items are only produced as needed to
meet that demand. However, there are differences. MRP is driven by the master production
schedule, which identifies future end-item demand. It models a fixed lead-time environ-
ment, using the power of the computer to calculate how many of, and when, each part should
be made. Its output is in the form of time-phased requirements plans that are centrally
calculated and coordinated. Parts are made in response to central instructions. Day-to-day
disturbances, such as inaccurate stock records, undermine MRP authority and can make
the plans unworkable. While MRP is excellent at planning, it is weak at control. On the other
hand, lean synchronization scheduling aims to meet demand instantaneously through simple
control systems based on kanban. If the total throughput time (P) is less than the demand
lead time (D), then lean synchronization systems should be capable of meeting that demand.
But if the P:D ratio is greater than 1, some speculative production will be needed. And if
demand is suddenly far greater than expected for certain products, the JIT system may be
unable to cope. Pull scheduling is a reactive concept that works best when independent
demand has been levelled and dependent demand synchronized. While lean synchronization
may be good at control, it is weak on planning.
MRP is also better at dealing with complexity, as measured by numbers of items being
processed. It can handle detailed requirements even for ‘strangers’. Lean synchronization pull
scheduling is less capable of responding instantaneously to changes in demand as the part count,
options and colours increase. Therefore, lean synchronization production systems favour
designs based on simpler product structures with high parts commonality. Such disciplines
challenge needless complexity, so that more parts may be brought under pull-scheduling control.
When to use lean synchronization, MRP and combined systems
Figure 15.11 distinguishes between the complexity of product structures and the complex-
ity of the flow-path routeings through which they must pass.
13
Simple product structures
which have routeings with high repeatability are prime candidates for pull control. Lean
Chapter 15 Lean synchronization
451
Table 15.2 Theory of constraints compared with lean synchronization
12
Overall objectives
Measures of
effectiveness
Achieve
improvement
by...
How to implement
Lean synchronization
To increase profit by adding value
from the customers’ perspective
• Cost
• Throughput time
• Value-added efficiency
Eliminating waste and adding value
by considering the entire process,
operation or supply network
Continuous improvement
emphasizing the whole supply
network
Theory of constraints
To increase profit by increasing the
throughput of a process or operation
• Throughput
• Inventory
• Operating expense
Focusing on the constraints (the
‘weakest links’) in the process
A five-step, continuous process (see
above) emphasizing acting locally
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:48 Page 451
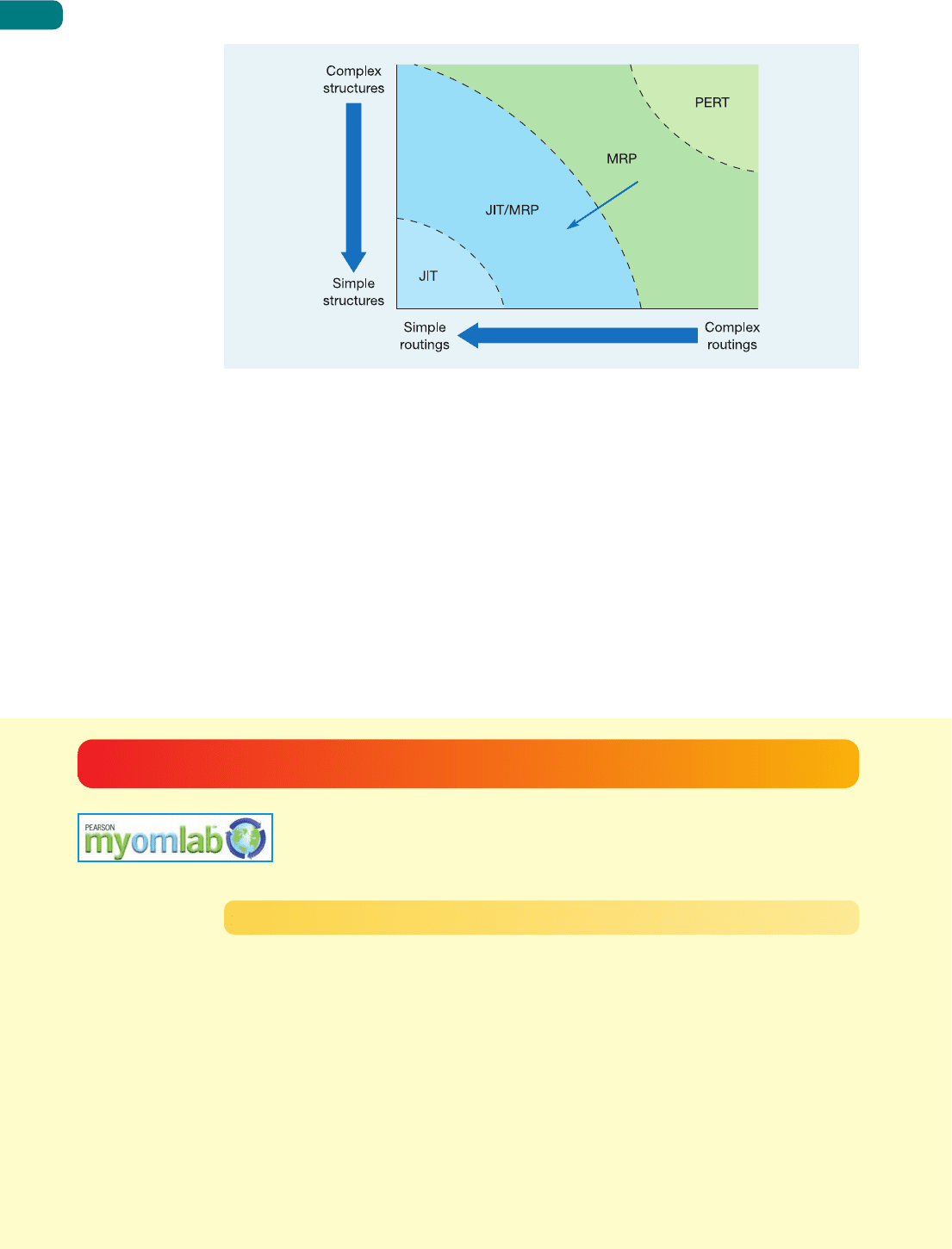
synchronization can easily cope with their relatively straightforward requirements. As struc-
tures and routeings become more complex, so the power of the computer is needed in order
to break down product structures and so assign orders to suppliers. In many environments,
it is possible to use pull scheduling for the control of most internal materials. Again, prime
candidates for pull control are materials which are used regularly each week or each month.
Their number can be increased by design standardization, as indicated by the direction of
the arrow in Figure 15.11. As structures and routings become even more complex, and parts
usages become more irregular, so the opportunities for using pull scheduling decrease. Very
complex structures require networking methods like PERT (program evaluation and review
technique – see Chapter 16) for planning and control.
Part Three Planning and control
452
Figure 15.11 Complexity as a determinant of an appropriate planning and control system
Source: From Voss, C.A. and Harrison, A. (1987) ‘Strategies for implementing JIT’ in Voss, C.A. (ed.) Just-in-Time
Manufacture, IFS/Springer-Verlag. Copyright © 1987 Springer, reproduced with permission.
Summary answers to key questions
Check and improve your understanding of this chapter using self assessment questions
and a personalised study plan, audio and video downloads, and an eBook – all at
www.myomlab.com.
➤ What is lean synchronization?
■ Lean synchronization is an approach to operations which tries to meet demand instantaneously
with perfect quality and no waste. It is an approach which differs from traditional operations
practices insomuch as it stresses waste elimination and fast throughput, both of which con-
tribute to low inventories.
■ The ability to deliver just-in-time not only saves working capital (through reducing inventory
levels) but also has a significant impact on the ability of an operation to improve its intrinsic
efficiency.
■ The lean synchronization philosophy can be summarized as concerning three overlapping ele-
ments, (a) the elimination of waste in all its forms, (b) the inclusion of all staff of the operation
in its improvement, and (c) the idea that all improvement should be on a continuous basis.
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:48 Page 452
Chapter 15 Lean synchronization
453
➤ How does lean synchronization eliminate waste?
■ The most significant part of the lean philosophy is its focus on the elimination of all forms of
waste, defined as any activity that does not add value.
■ Lean synchronization identifies seven types of waste that, together, form four barriers to
achieving lean synchronization. They are: waste from irregular (non-streamlined) flow, waste
from inexact supply, waste from inflexible response, and waste from variability.
➤ How does lean synchronization apply throughout the supply network?
■ Most of the concepts and techniques of lean synchronization, although usually described as
applying to individual processes and operations, also apply to the whole supply networks.
■ The concept of the lean supply chain has been likened to an air traffic control system, in that
it attempts to provide continuous, ‘real-time visibility and control’ to all elements in the chain.
■ Most of the ideas of lean synchronization are directly applicable to all the service operations in
the supply network.
➤ How does lean synchronization compare with other approaches?
■ There are other approaches that attempt to perform the same function as lean synchronization.
Two alternatives to lean synchronization as a planning and control method are the theory of
constraints (TOC), and material requirements planning (MRP).
■ Although both TOC and MRP may seem to be different approaches, they can be combined.
■ The way in which they can be combined depends on the complexity of product structures, the
complexity of product routeing, the volume–variety characteristics of the operation and the
level of control required.
‘There must be a better way of running this place!’, said
Dean Hammond, recently recruited General Manager of
B&B, as he finished a somewhat stressful conversation
with a complaining customer, a large and loyal local build-
ing contractor. ‘We had six weeks to make their special
staircase, and we are still late. I’ll have to persuade one of
the joiners to work overtime this weekend to get everything
ready for Monday. We never seem to get complaints about
quality . . . our men always do an excellent job, but there is
usually a big backlog of work, so how can we set priorities?
We could do the most profitable work first, or the work for
our biggest customers, or the jobs which are most behind.
In practice, we try to satisfy everyone as best we can, but
inevitably someone’s order will be late. On paper, each job
should be quite profitable, since we build in a big allow-
ance for waste, and for timber defects. And we know the
work content of almost any task we would have to do,
Case study
Boys and Boden (B&B)
and this is the basis of our estimating system. But, overall,
the department isn’t very profitable in comparison to our
other operations, and most problems seem to end up with
higher-than-anticipated costs and late deliveries!’
Boys and Boden was a small, successful, privately owned
timber and building materials merchant based in a small
town. Over the years it had established its large Joinery
Department, which made doors, windows, staircases and
other timber products, all to the exact special requirements
of the customers, comprising numerous local and regional
builders. In addition, the joiners would cut and prepare spe-
cial orders of timber, such as non-standard sections, and
special profiles including old designs of skirting board,
sometimes at very short notice while the customers waited.
Typically, for joinery items, the customer provided simple
dimensioned sketches of the required products. These
were then passed to the central Estimating/Quotations
➔
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:48 Page 453