Nigel S., Chambers S., Johnson R. Operations Management
Подождите немного. Документ загружается.

Part Three Planning and control
424
The bill of materials (BOM)
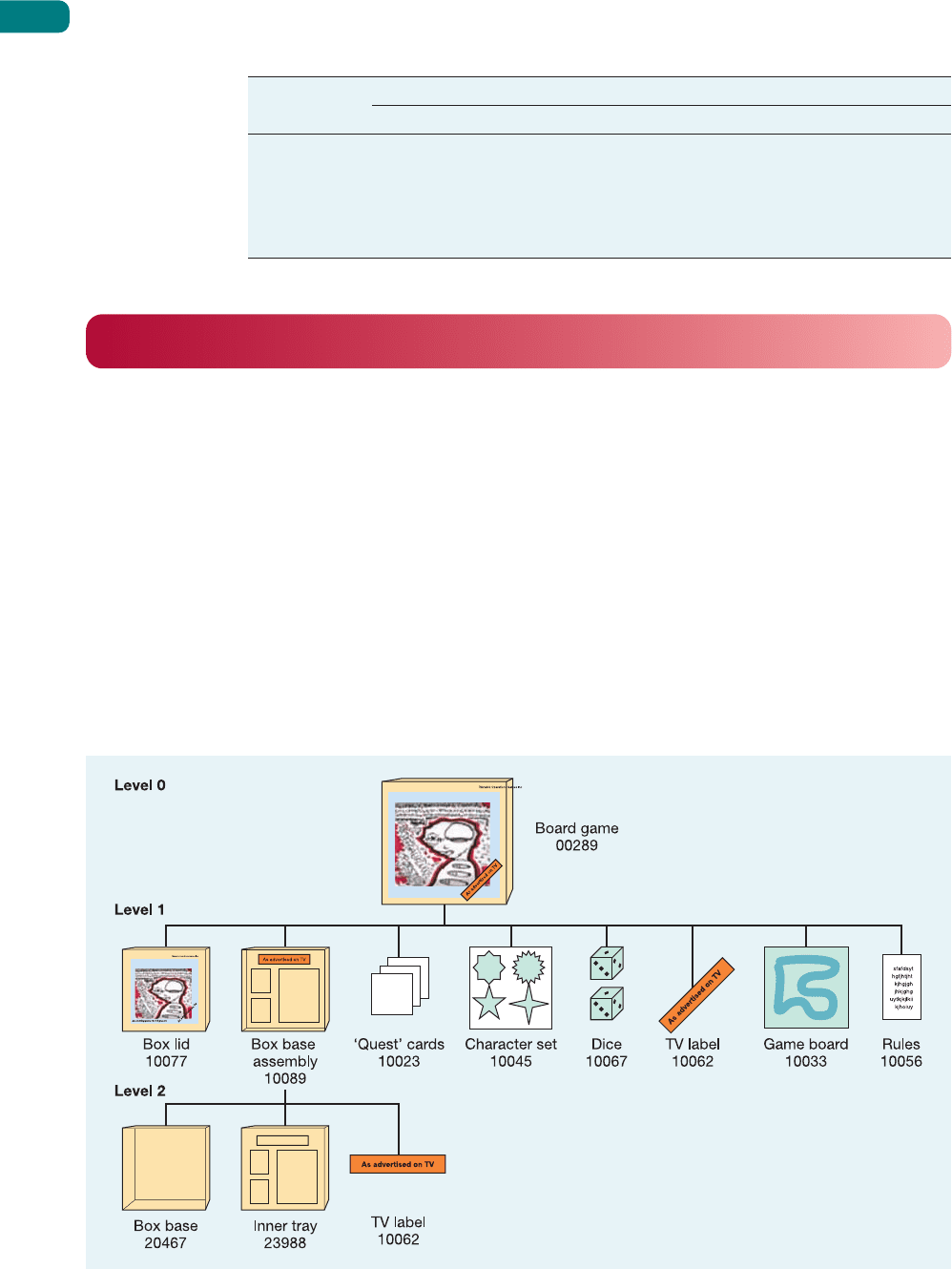
From the master schedule, MRP calculates the required volume and timing of assemblies,
sub-assemblies and materials. To do this it needs information on what parts are required for
each product. This is called the ‘bill of materials’. Initially it is simplest to think about these as
a product structure. The product structure in Figure S14.2 is a simplified structure showing the
parts required to make a simple board game. Different ‘levels of assembly’ are shown with
the finished product (the boxed game) at level 0, the parts and sub-assemblies that go into
the boxed game at level 1, the parts that go into the sub-assemblies at level 2, and so on.
A more convenient form of the product structure is the ‘indented bill of materials’.
Table S14.4 shows the whole indented bill of materials for the board game. The term
‘indented’ refers to the indentation of the level of assembly, shown in the left-hand column.
Multiples of some parts are required; this means that MRP has to know the required number
of each part to be able to multiply up the requirements. Also, the same part (for example, the
TV label, part number 10062) may be used in different parts of the product structure. This
means that MRP has to cope with this commonality of parts and, at some stage, aggregate the
requirements to check how many labels in total are required.
Figure S14.2 Product structure for the Treasure Hunt game
Table S14.3 Example of a level master production schedule including available to promise
Week number
123456789
Demand 10 10 10 10 15 15 15 20 20
Sales orders 10 10 10 8 4
Available 31 32 33 34 30 26 22 13 4
ATP 31 1 1 3 7 11 11 11 11
MPS 11 11 11 11 11 11 11 11 11
On hand 30
M14B_SLAC0460_06_SE_C14B.QXD 10/20/09 9:47 Page 424
Supplement to Chapter 14 Materials requirements planning (MRP)
425
Table S14.4 Indented bill of materials for board game
Part number: 00289
Description: Board game
Level: 0
Level Part number Description Quantity
0 00289 Board game 1
. 1 10077 Box lid 1
. 1 10089 Box base assy 1
. . 2 20467 Box base 1
. . 2 10062 TV label 1
. . 2 23988 Inner tray 1
. 1 10023 Quest cards set 1
. 1 10045 Character set 1
. 1 10067 Die 2
. 1 10062 TV label 2
. 1 10033 Game board 1
. 1 10056 Rules booklet 1
Inventory records
MRP calculations need to recognize that some required items may already be in stock. So, it
is necessary, starting at level 0 of each bill, to check how much inventory is available of each
finished product, sub-assembly and component, and then to calculate what is termed the
‘net’ requirements, that is the extra requirements needed to supplement the inventory so
that demand can be met. This requires that three main inventory records are kept: the item
master file, which contains the unique standard identification code for each part or com-
ponent, the transaction file, which keeps a record of receipts into stock, issues from stock and
a running balance, and the location file, which identifies where inventory is located.
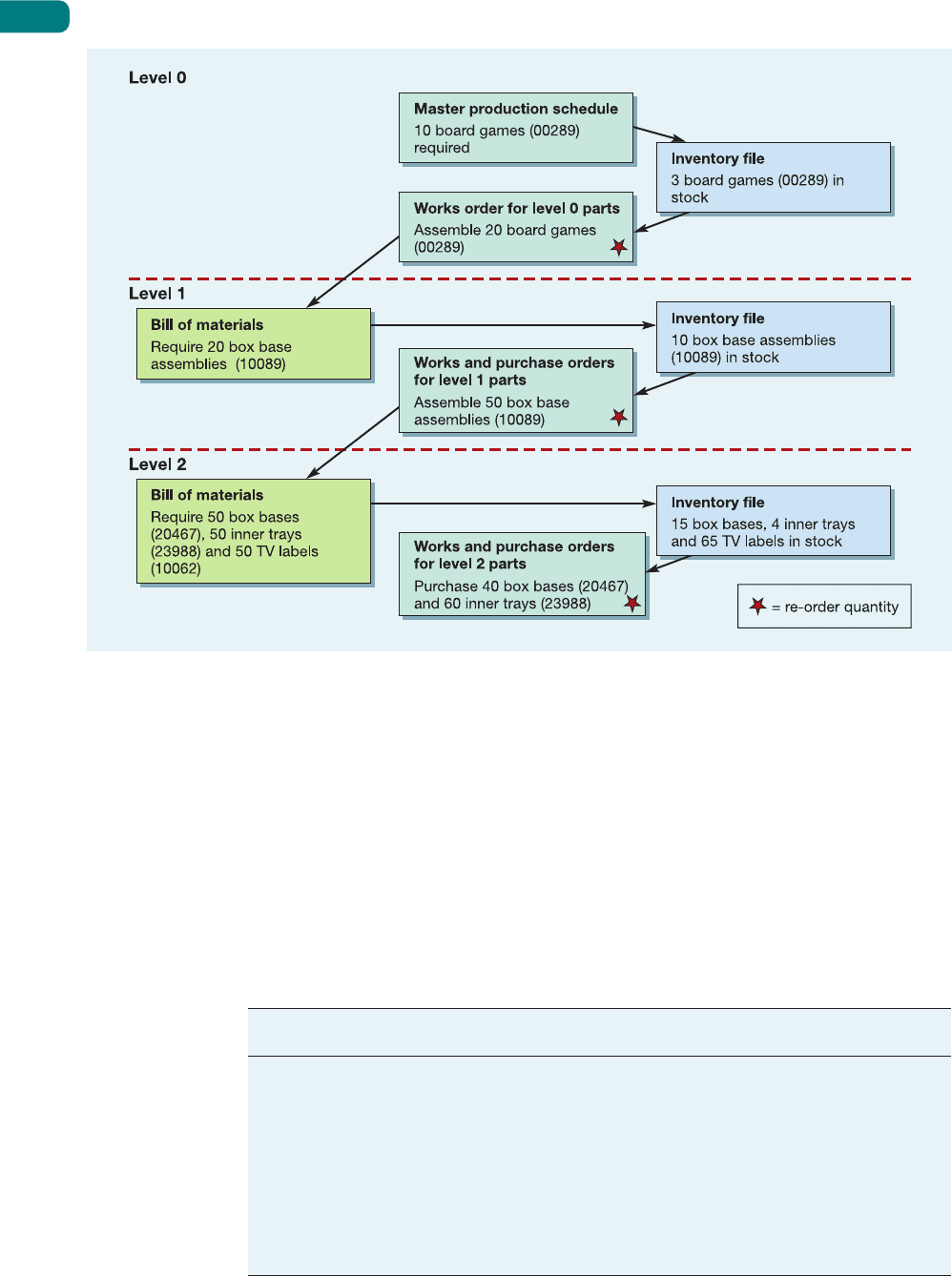
The MRP netting process
The information needs of MRP are important, but it is not the ‘heart’ of the MRP procedure.
At its core, MRP is a systematic process of taking this planning information and calculat-
ing the volume and timing requirements which will satisfy demand. The most important
element of this is the MRP netting process. Figure S14.3 illustrates the process that MRP
performs to calculate the volumes of materials required. The master production schedule is
‘exploded’, examining the implications of the schedule through the bill of materials, checking
how many sub-assemblies and parts are required. Before moving down the bill of materials
to the next level, MRP checks how many of the required parts are already available in stock.
It then generates ‘works orders’, or requests, for the net requirements of items. These form
the schedule which is again exploded through the bill of materials at the next level down. This
process continues until the bottom level of the bill of materials is reached.
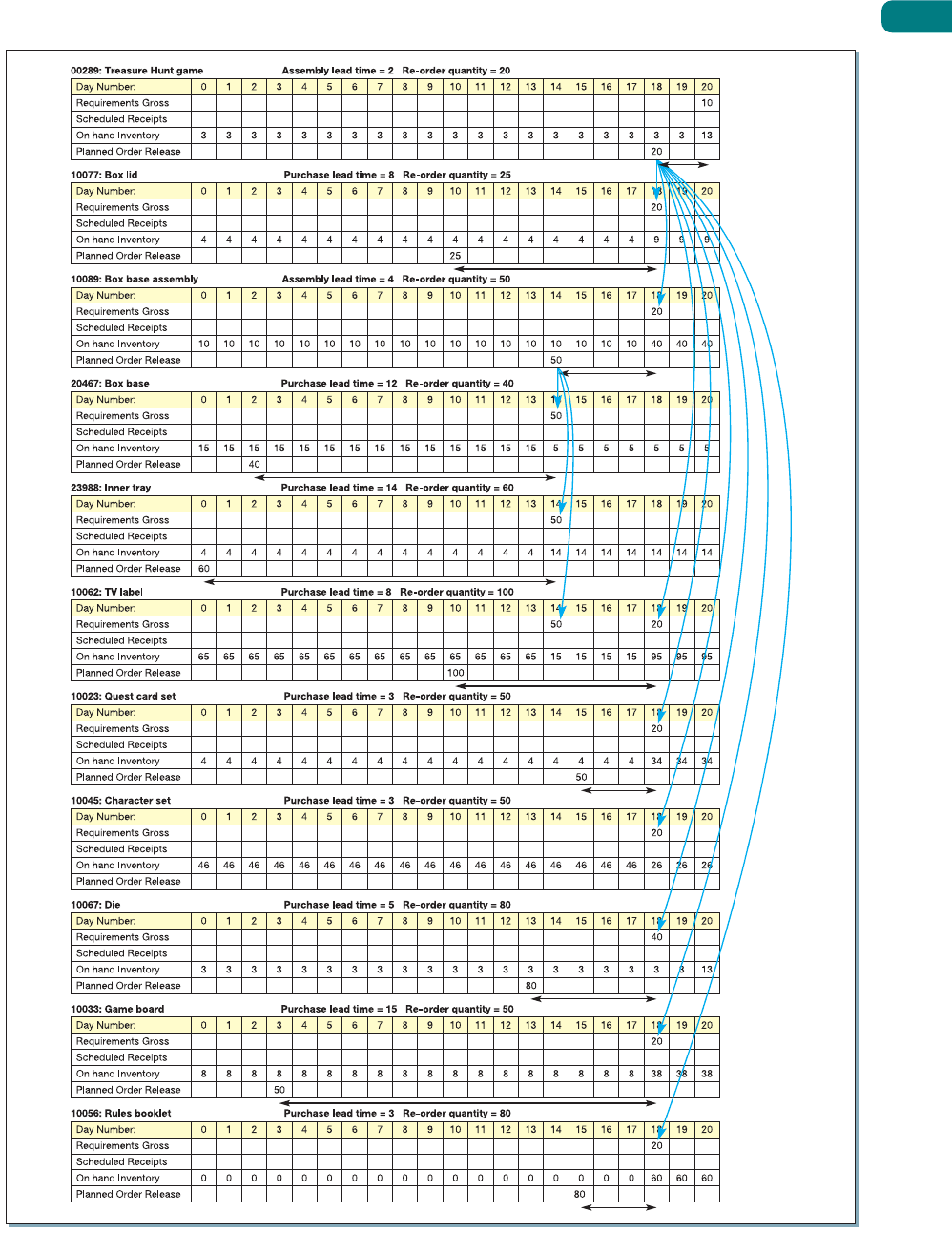
Back-scheduling
In addition to calculating the volume of materials required, MRP also considers when each
of these parts is required, that is, the timing and scheduling of materials. It does this by a
process called back-scheduling which takes into account the lead time (the time allowed for
completion of each stage of the process) at every level of assembly. Again using the example
of the board game, assume that 10 board games are required to be finished by a notional
M14B_SLAC0460_06_SE_C14B.QXD 10/20/09 9:47 Page 425
planning day which we will term day 20. To determine when we need to start work on all the
parts that make up the game, we need to know all the lead times that are stored in MRP files
for each part (see Table S14.5).
Using the lead-time information, the programme is worked backwards to determine
the tasks that have to be performed and the purchase orders that have to be placed. Given the
lead times and inventory levels shown in Table S14.5, the MRP records shown in Figure S14.4
can be derived.
Part Three Planning and control
426
Figure S14.3 Example of the MRP netting process for the board game
Table S14.5 Back-scheduling of requirements in MRP
Part no. Description Inventory Lead time Re-order
on-hand day 0 (days) quantity
00289 Board game 3 2 20
10077 Box lid 4 8 25
10089 Box base assy 10 4 50
20467 Box base 15 12 40
23988 Inner tray 4 14 60
10062 TV label 65 8 100
10023 Quest cards set 4 3 50
10045 Character set 46 3 50
10067 Die 22 5 80
10033 Game board 8 15 50
10056 Rules booklet 0 3 80
M14B_SLAC0460_06_SE_C14B.QXD 10/20/09 9:47 Page 426
Supplement to Chapter 14 Materials requirements planning (MRP)
427
Figure S14.4 Extract of the MRP records for the board game
M14B_SLAC0460_06_SE_C14B.QXD 10/20/09 9:47 Page 427

Part Three Planning and control
428
MRP capacity checks
The MRP process needs a feedback loop to check whether a plan was achievable and whether
it has actually been achieved. Closing this planning loop in MRP systems involves checking
production plans against available capacity and, if the proposed plans are not achievable at
any level, revising them All but the simplest MRP systems are now closed-loop systems. They
use three planning routines to check production plans against the operation’s resources at
three levels.
● Resource requirements plans (RRPs) – involve looking forward in the long term to predict
the requirements for large structural parts of the operation, such as the numbers, locations
and sizes of new plants.
● Rough-cut capacity plans (RCCPs) – are used in the medium-to-short term, to check the
master production schedules against known capacity bottlenecks, in case capacity constraints
are broken. The feedback loop at this level checks the MPS and key resources only.
● Capacity requirements plans (CRPs) – look at the day-to-day effect of the works orders
issued from the MRP on the loading individual process stages.
Summary
■ MRP stands for materials requirements planning which is a dependent demand system that
calculates materials requirements and production plans to satisfy known and forecast sales
orders. It helps to make volume and timing calculations based on an idea of what will be neces-
sary to supply demand in the future.
■ MRP works from a master production schedule which summarizes the volume and timing of
end products or services. Using the logic of the bill of materials (BOM) and inventory records,
the production schedule is ‘exploded’ (called ‘the MRP netting process’) to determine how
many sub-assemblies and parts are required, and when they are required.
■ Closed-loop MRP systems contain feedback loops which ensure that checks are made against
capacity to see if plans are feasible.
■ MRP II systems are a development of MRP. They integrate many processes that are related to
MRP, but which are located outside the operation’s function.
M14B_SLAC0460_06_SE_C14B.QXD 10/20/09 9:47 Page 428
Introduction
This chapter examines an approach that we call ‘lean
synchronization’ or just ‘lean’. It was originally called ‘just-in-time’
(JIT) when it started to be adopted outside its birthplace, Japan.
It is both a philosophy and a method of operations planning
and control. Lean synchronization aims to meet demand
instantaneously, with perfect quality and no waste. This involves
supplying products and services in perfect synchronization with
the demand for them. These principles were once a radical
departure from traditional operations practice, but have now
become orthodox in promoting the synchronization of flow
through processes, operations and supply networks. Although
we will focus on planning and control issues, in practice the ‘lean’
concept has much wider implications for improving operations
performance. Figure 15.1 places lean synchronization in the
overall model of operations management.
Chapter 15
Lean synchronization
Key questions
➤ What is lean synchronization?
➤ How does lean synchronization
eliminate waste?
➤ How does lean synchronization
apply throughout the supply
network?
➤ How does lean synchronization
compare with other approaches?
Figure 15.1 This chapter covers lean synchronization
Check and improve your understanding of this chapter using self assessment
questions and a personalised study plan, audio and video downloads, and an
eBook – all at www.myomlab.com.
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:48 Page 429
Part Three Planning and control
430
Seen as the leading practitioner and the main originator
of the lean approach, the Toyota Motor Company
has progressively synchronized all its processes
simultaneously to give high-quality, fast throughput and
exceptional productivity. It has done this by developing
a set of practices that has largely shaped what we
now call ‘lean’ or ‘just-in-time’ but which Toyota calls
the Toyota Production System (TPS). The TPS has
two themes, ‘just-in-time’ and ‘jidoka’. Just-in-time
is defined as the rapid and coordinated movement of
parts throughout the production system and supply
network to meet customer demand. It is operationalized
by means of heijunka (levelling and smoothing the flow
of items), kanban (signalling to the preceding process
that more parts are needed) and nagare (laying out
processes to achieve smoother flow of parts throughout
the production process). Jidoka is described as
‘humanizing the interface between operator and
machine’. Toyota’s philosophy is that the machine is
there to serve the operator’s purpose. The operator
should be left free to exercise his or her judgement.
Jidoka is operationalized by means of fail-safeing (or
machine jidoka), line-stop authority (or human jidoka)
and visual control (at-a-glance status of production
processes and visibility of process standards).
Toyota believes that both just-in-time and jidoka
should be applied ruthlessly to the elimination of waste,
where waste is defined as ‘anything other than the
minimum amount of equipment, items, parts and
workers that are absolutely essential to production’.
Fujio Cho of Toyota identified seven types of waste
that must be eliminated from all operations processes.
They are: waste from over-production, waste from
waiting time, transportation waste, inventory waste,
processing waste, waste of motion and waste from
product defects. Beyond this, authorities on Toyota claim
that its strength lies in understanding the differences
between the tools and practices used with Toyota
operations and the overall philosophy of their approach
to lean synchronization. This is what some have called
the apparent paradox of the Toyota production system:
‘namely, that activities, connections and production
flows in a Toyota factory are rigidly scripted, yet at the
same time Toyota’s operations are enormously flexible
and adaptable. Activities and processes are constantly
being challenged and pushed to a higher level of
performance, enabling the company to continually
innovate and improve.’
One influential study of Toyota identified four rules that
guide the design, delivery, and development activities
within the company.
1
● Rule one – all work shall be highly specified as to
content, sequence, timing, and outcome.
● Rule two – every customer–supplier connection must
be direct and there must be an unambiguous yes
or no method of sending requests and receiving
responses.
● Rule three – the route for every product and service
must be simple and direct.
● Rule four – any improvement must be made in
accordance with the scientific method, under the
guidance of a teacher, and at the lowest possible
level in the organization.
Operations in practice Toyota
Source: Corbis/Denis Balihouse
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:48 Page 430

Chapter 15 Lean synchronization
431
What is lean synchronization?
Synchronization means that the flow of products and services always delivers exactly what
customers want (perfect quality), in exact quantities (neither too much nor too little), exactly
when needed (not too early or too late), and exactly where required (not to the wrong location).
Lean synchronization is to do all this at the lowest possible cost. It results in items flowing
rapidly and smoothly through processes, operations and supply networks.
The benefits of synchronized flow
When first introduced, the lean synchronization (or ‘lean’ or ‘just-in-time’) approach was
relatively radical, even for large and sophisticated companies. Now the lean, just-in-time
approach is being adopted outside its traditional automotive, high-volume and manufacturing
roots. But wherever it is applied, the principles remain the same. The best way to understand
how lean synchronization differs from more traditional approaches to managing flow is to
contrast the two simple processes in Figure 15.2. The traditional approach assumes that each
stage in the process will place its output in an inventory that ‘buffers’ that stage from the
next one downstream in the process. The next stage down will then (eventually) take outputs
from the inventory, process them, and pass them through to the next buffer inventory. These
buffers are there to insulate each stage from its neighbours, making each stage relatively inde-
pendent so that if, for example, stage A stops operating for some reason, stage B can continue,
at least for a time. The larger the buffer inventory, the greater the degree of insulation between
the stages. This insulation has to be paid for in terms of inventory and slow throughput times
because items will spend time waiting in the buffer inventories.
But, the main argument against this traditional approach lies in the very conditions it seeks
to promote, namely the insulation of the stages from one another. When a problem occurs
at one stage, the problem will not immediately be apparent elsewhere in the system. The
responsibility for solving the problem will be centred largely on the people within that stage,
and the consequences of the problem will be prevented from spreading to the whole system.
However, contrast this with the pure lean synchronized process illustrated in Figure 15.2.
Figure 15.2 (a) Traditional and (b) lean synchronized flow between stages
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:48 Page 431
Here items are processed and then passed directly to the next stage ‘just-in-time’ for them to
be processed further. Problems at any stage have a very different effect in such a system. Now
if stage A stops processing, stage B will notice immediately and stage C very soon after. Stage
A’s problem is now quickly exposed to the whole process, which is immediately affected by
the problem. This means that the responsibility for solving the problem is no longer confined
to the staff at stage A. It is now shared by everyone, considerably improving the chances
of the problem being solved, if only because it is now too important to be ignored. In other
words, by preventing items accumulating between stages, the operation has increased the
chances of the intrinsic efficiency of the plant being improved.
Non-synchronized approaches seek to encourage efficiency by protecting each part of the
process from disruption. The lean synchronized approach takes the opposite view. Exposure
of the system (although not suddenly, as in our simplified example) to problems can both
make them more evident and change the ‘motivation structure’ of the whole system towards
solving the problems. Lean synchronization sees accumulations of inventory as a ‘blanket
of obscurity’ that lies over the production system and prevents problems being noticed.
This same argument can be applied when, instead of queues of material, or information
(inventory), an operation has to deal with queues of customers. Table 15.1 shows how certain
aspects of inventory are analogous to certain aspects of queues.
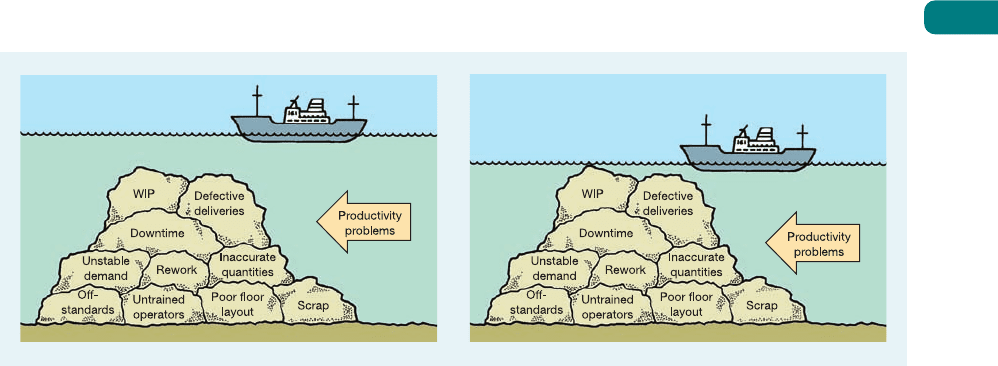
The river and rocks analogy
The idea of obscuring effects of inventory is often illustrated diagrammatically, as in
Figure 15.3. The many problems of the operation are shown as rocks in a river bed that
cannot be seen because of the depth of the water. The water in this analogy represents the
inventory in the operation. Yet, even though the rocks cannot be seen, they slow the pro-
gress of the river’s flow and cause turbulence. Gradually reducing the depth of the water
(inventory) exposes the worst of the problems which can be resolved, after which the water
is lowered further, exposing more problems, and so on. The same argument will also apply
for the flow between whole processes, or whole operations. For example, stages A, B and C
in Figure 15.2 could be a supplier operation, a manufacturer and a customer’s operation,
respectively.
Part Three Planning and control
432
Table 15.1 Inventories of materials, information or customers have similar characteristics
Inventory
Cost
Space
Quality
De-coupling
Utilization
Coordination
Source: Adapted from Fitzsimmons, J.A. (1990) Making continual improvement: a competitive strategy for service
firms, in Bowen, D.E., Chase, R.B., Cummings, T.G. and Associates (eds) Service Management Effectiveness,
Jossey-Bass.
Of customers
(queue of people)
Wastes customers’ time
Needs waiting area
Gives negative
perception
Promotes job
specialization /
fragmentation
Servers kept busy by
waiting customers
Avoids having to match
supply and demand
Of information
(queue of information)
Less current information
and so worth less
Needs memory capacity
Defects hidden, possible
data corruption
Makes stages
independent
Stages kept busy by
work in data queues
Avoids need for
straight-through
processing
Of material
(queue of material)
Ties up working capital
Needs storage space
Defects hidden, possible
damage
Makes stages independent
Stages kept busy by
work-in-progress
Avoids need for
synchronization
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:48 Page 432
Synchronization, ‘lean’ and ‘just-in-time’
Different terms are used to describe what here we call ‘lean synchronization’. Our definition
– ‘lean synchronization aims to meet demand instantaneously, with perfect quality and no waste’ –
could also be used to describe the general concept of ‘lean’, or ‘just-in-time’ (JIT). The concept
of ‘lean’ stresses the elimination of waste, while ‘just-in-time’ emphasizes the idea of pro-
ducing items only when they are needed. But all three concepts overlap to a large degree, and
no definition fully conveys the full implications for operations practice. Here we use the term
‘lean synchronization’ because it best describes the impact of these ideas on flow and delivery.
Lean synchronization and capacity utilization
Lean synchronization has many benefits but these come at the cost of capacity utilization.
Return to the process shown in Figure 15.2. When stoppages occur in the traditional system, the
buffers allow each stage to continue working and thus achieve high-capacity utilization. The
high utilization does not necessarily make the process as a whole produce more. Often extra
‘production’ goes into buffer inventories. In a lean process, any stoppage will affect the whole
process. This will necessarily lead to lower-capacity utilization, at least in the short term.
However, there is no point in producing output just for its own sake. Unless the output is
useful and causes the operation as a whole to produce saleable products, there is no point in
producing it anyway. In fact, producing just to keep utilization high is not only pointless, it
is counter-productive, because the extra inventory produced merely serves to make improve-
ments less likely. Figure 15.4 illustrates the two approaches to capacity utilization.
The lean philosophy
Terminology in this area is sometimes a little confusing and has evolved over time, as men-
tioned previously. To make things more complicated, lean synchronization can be viewed as a
broad philosophy of operations management, a set of useful prescriptions of how to manage
day-to-day operations, and a collection of tools and techniques for improving operations
performance. Some of these tools and techniques are well known outside the lean sphere and
relate to activities covered in other chapters of this book. As a philosophy, lean synchroniza-
tion is founded on smoothing flow through processes by doing all the simple things well, on
gradually doing them better and (above all) on squeezing out waste every step of the way.
Three key issues define the lean philosophy, the involvement of staff in the operation, the drive
for continuous improvement, and the elimination of waste.
2
We will look at the first two issues
briefly, but devote a whole section to the central idea of the elimination of waste.
Chapter 15 Lean synchronization
433
Figure 15.3 Reducing the level of inventory (water) allows operations management (the ship) to see the problems
in the operation (the rocks) and work to reduce them
M15_SLAC0460_06_SE_C15.QXD 10/20/09 9:48 Page 433