Назаров Х.Н. Робототехнические системы и комплексы
Подождите немного. Документ загружается.


41
Технологический процесс основан на принципе последовательно-
параллельной сборки, согласно которому изделия (в данном случае контурная
катушка) собираются одновременно на всех позициях с последовательной передачей
собираемого узла от одной позиции к другой. К основным технологическим
операциям можно отнести следующие действия: извлечения каркасов катушек из
кассеты; флюсование и пайку; промывку выводов; установку каркасов
катушек в
гнезда поворотного стола; надевание кольца; навинчивание буксы; закручивание
сердечника; приклейку экрана; маркировку; установку в кассеты готовой
продукции.
За один рабочий цикл выполняются все технологические операции. После
этого координатный стол подает очередную ячейку кассеты в позицию захвата
первого робота, а приемную кассету – в позицию загрузки готовыми изделиями,
которую выполняет
десятый робот. Автоматическая сборка катушек происходит на
специальных ложементах поворотного стола, который через равные промежутки
времени поворачивается на один шаг.
В этом РТК ПР выполняет следующие операции:
- выборку каркасов катушек и кассеты,
- флюсование выводов обмоток,
- пайку выводов,
- промывку выводов после мойки в спец. растворе,
- установку каркасов на повторном
столе,
- надевание кольца,
- навинчивание буксы,
- закручивание сердечника,
- надевание экрана,
- маркировка катушки,
- установка в кассеты готовой катушки.
В качестве устройства механической адаптации в РТК служат вибромодули,
осуществляющие автопоиск деталей. Для автоматической ориентации накопления и
штучной выдачи деталей используется вибробункерное загрузочное устройство.
Адаптивное групповое управление осуществляется управляющей микро-
ЭВМ, которая
выполняет следующие функции:
• она контролирует работу сборочного оборудования;
• оперативно корректирует программы движения исполнительных
механизмов;
• обрабатывает информацию от тактильных датчиков;
• контролирует наличие деталей на позициях сборки и качество сборки.
Для увеличения гибкости и производительности целесообразно использование
нескольких РТК. На базе 3-х РТК создан ГАУ для намотки, сборки
и складирования
катушек радиоприемников. Производительность – 2,5 млн. катушек в год.
Используются в РТК оптические и тактильные датчики, которые
обеспечивают необходимой информацией систему управления РТК [10].

42
Глава 5. Робототехнические комплексы механической
обработки
5.1. Анализ деталей, подлежащих обработке на РТК
Проведем анализ деталей для механической обработки на металлорежущих
станках. Механическую обработку проходят все виды заготовок: прокат, поковки-
штамповки, литье, сварные детали. Номенклатура деталей, обработка которых
технически возможна и целесообразна на автоматизированных РТК, определяется
следующими факторами:
• конструктивными параметрами деталей (геометрической формой,
взаиморасположением элементов
деталей);
• видом и состоянием заготовки, поступающей на обработку;
• техническими требованиями, предъявляемыми к детали;
• габаритом и массой детали.
При выборе номенклатуры деталей поверхности для базирования и захвата
должны быть однородные по форме и расположению, чтобы их без дополнительной
выверки можно было устанавливать на станок;
они должны иметь ясно выраженные
базовые поверхности и признаки
ориентации, позволяющие организовать их транспортирование и складирование
около станков в ориентированном виде;
детали должны быть подобраны так, чтобы было возможно унифицировать
процесс обработки и применяемое оборудование с целью использования группового
метода.
На основании перечисленных требований, а также технических параметров и
уровня автоматизации современных конструкций промышленных роботов
и станков
для обработки в системе РТК рекомендуется следующая первоочередная номен-
клатура деталей:
гладкие и ступенчатые прямоосные и эксцентриковые валы с диаметром до
160 и длиной до 2000 мм, диски, фланцы, кольца, гильзы и втулки с диаметром до
500 и длиной до 300 мм;
плоские и объемные детали простейшей формы (планки, крышки, угольники,
коробчатые
детали и т.д.) размеров до 1000х1000х1000 мм.
При выборе в РТК промышленного робота определяющим фактором является
грузоподъемность, а также масса деталей.
Промышленные роботы целесообразно применять в условиях РТК для
деталей массой от 1 до 500 кг. Для деталей большей массы должны быть найдены
новые конструктивные решения промышленных роботов. Автоматизация загрузки
мелких деталей может осуществляться стандартными, более дешевыми, чем
промышленные роботы, средствами (вибробункерами, лотками и пр.). Создание
робототехнических комплексов в механообработке в условиях серийного
производства целесообразно на основе групповой обработки деталей, типизации
технологических процессов и подбора номенклатуры технологического оборудова-
43
ния, обеспечивающего механическую обработку основных поверхностей деталей и
пригодного для эксплуатации в РТК.
Установив критерии отбора и номенклатуру деталей-представителей, следует
определить состав операций и станков для их выполнения.
На станках, где главное движение — вращение заготовки, важно установить
ее без биения, соосно шпинделю. При этом точность позиционирования деталей
современным роботом обычно
недостаточна. Поэтому нередко создают
специальные захваты, дающие возможность самоустановки детали на станке при
фиксации ее на технологические базы, например, при установке в центрах. Нередко
такие захваты обеспечивают и прижим торца заготовки к поверхности патрона; для
этого же используют в отдельных случаях узлы и приспособления станка.
Однако в ряде случаев поверхности
базирования заготовки столь
неопределенны, что ее приходится фиксировать в приспособлении-спутнике. Такой
метод базирования удобен при передаче заготовки с позиции на позицию. В этом
случае робот должен манипулировать заготовкой совместно с приспособлением-
спутником.
Дополнительные трудности возникают при межоперационном
манипулировании такими заготовками, при обработке которых на станке образуется
сливная стружка. Для преодоления
этих трудностей стальные заготовки
обрабатывают резцами с накладными твердосплавными пластинами; используют
также ступенчатую заточку на передней поверхности режущего инструмента и
другие меры. Чаще промышленные роботы применяют на таких технологических
операциях, где образуется легко удаляемая стружка скалывания (при обработке
чугуна или бронзы).
В РТК механической обработки промышленный робот должен выполнять
смену
режущего инструмента при его износе и при переходе на обработку другой
детали, особенно на станках с ЧПУ, где используются специализированные
промышленные роботы.
Еще одна технологическая трудность при автоматизации механической
обработки с помощью робота заключается в необходимости очистки заготовок от
стружки и эмульсии и в удалении заусенцев. Для очистки создано немало
пневматических
приспособлений, в рабочую камеру которых промышленный робот
вносит заготовку, поворачивая ее под струями сжатого воздуха. Для снятия
заусенцев существует ряд приспособлений, успешно взаимодействующих с
промышленным роботом.
Нередко конфигурация заготовки при переходе к следующей операции
меняется столь радикально, что фиксировать ее прежним схватом не удается; то же
самое наблюдается и при
смене базовых поверхностей для зажима. Чаще всего это
преодолевают применением двуруких манипуляторов или так называемых "узких"
двойных захватов, которые поворачиваются к заготовке (или различным заготовкам)
то одной, то другой стороной. В случае, когда набор необходимых захватов должен
быть увеличен, а универсальные захваты неприменимы, используют устройства для
автоматической смены захватов, выполняемых самим
роботом.
Комплект захватов можно устанавливать в гнездах специального стеллажа.
Захват промышленного робота вводится в специальное гнездо, после чего следует
44
команда на освобождение манипулятора от захвата. Затем по программе
манипулятор выходит на стыковку со следующим захватом, замок которого
фиксируется на посадочной поверхности манипулятора.
Робототехнические комплексы механической обработки состоят из
металлорежущих станков и другого технологического оборудования, в функции
которого входит комплексная обработка деталей, а также промышленных роботов,
транспортных устройств (конвейеров, стационарных позиций
и т.д.). В РТК
механической обработки следует выделить три вида станочных систем: станки,
обслуживаемые одним или несколькими роботами, робототехнические линии,
робототехнические участки.
5.2. Роботизированные комплексы
При обслуживании металлорежущих станков ПР выполняют следующие
вспомогательные операции: установку заготовок в рабочей зоне станка и снятие
обработанной детали с укладкой ее на конвейер
, в ориентирующий магазин и т. п.;
контроль размеров заготовок и обработанных деталей; очистку базовых по-
верхностей деталей, заготовок и фиксирующих приспособлений станка от грязи и
стружки; проверку правильности базирования и фиксации заготовок в зажимных
приспособлениях станка; смену захватов, а также режущего и вспомогательного
инструмента. ПР может осуществлять поиск, опознавание детали
и перебазирование
ее в процессе обработки. При обслуживании группы станков ПР обеспечивает
межстаночное транспортирование деталей.
Одностаночные РТК. Эти комплексы комплектуются встроенными
(закрепленными непосредственно на станке) или автономными ПР.
Типовым примером одностаночного РТК с встроенным ПР являются
комплексы на базе ПР мод. М10П.62.01 и его модификаций. Достоинством таких
РТК является
их компактность, так как робот закрепляется непосредственно на
станке, не занимая дополнительной площади. ПР может быть закреплен в различных
положениях в зависимости от схемы загрузки станка и оснащен двухместным
захватом.
Как правило, указанные РТК содержат тактовые накопители,
предназначенные для транспортирования деталей в зону работы ПР. Заготовки
могут располагаться либо непосредственно на
накопителе, либо на спутниках,
закрепленных на накопителе. Возможна также работа ПР и со стационарной
многопозиционной тарой.
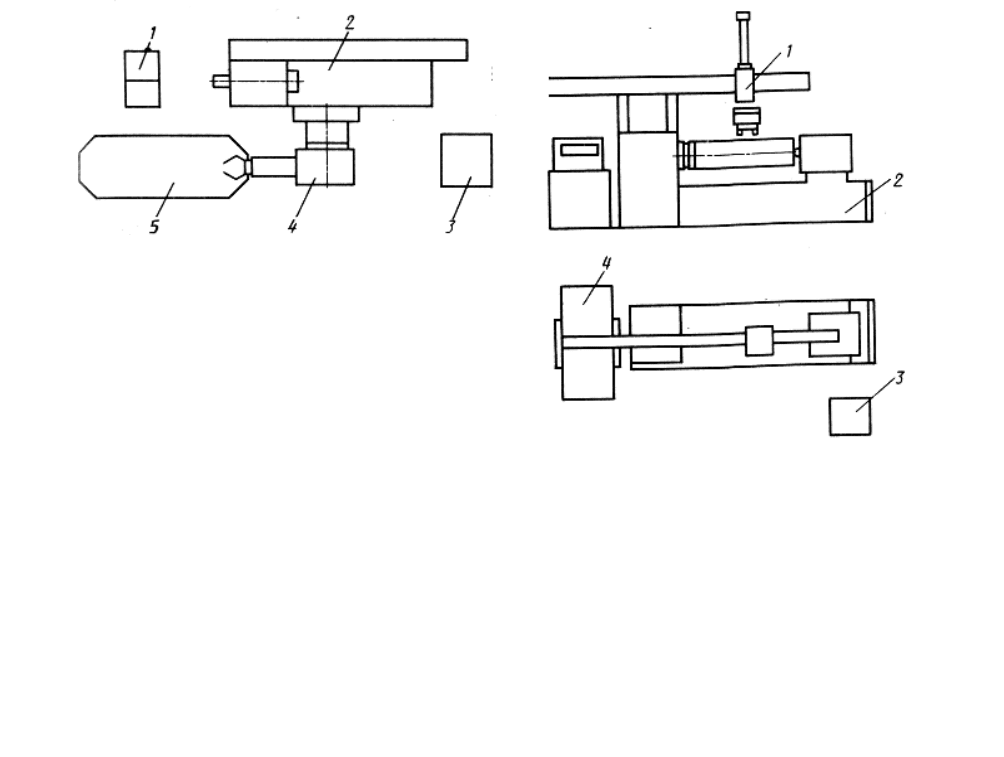
Планировка РТК с ПР мод. М10П.62.01, закрепляемым на передней стенке
станины станка 16К20ФЗ, показана на рис.5.1. РТК укомплектован тактовым столом
5, на котором устанавливается запас заготовок, достаточный для двух-
восьмичасовой работы комплекса. В
состав РТК входит также система управления
станком 3.
Тактовый стол подает заготовку на фиксированную позицию, с которой ее
снимает рука ПР 4 и устанавливает в рабочую зону станка 2. После обработки
готовая деталь снимается и устанавливается роботом в ту же позицию тактового
стола.
45
Затем система управления роботом формирует сигнал для перемещения такто-
вого стола на один шаг: готовая деталь перемещается на другую позицию, а на ее
место поступает новая заготовка. Планировки, подобные показанны на рис.5.1,
имеют РТК, оснащенные роботами типа «Электроника 26» (Россия), «Фанук мод.
О» (Япония).
Одностаночный РТК со встроенным ПР портального типа показан на рис.5.2,
в состав которого входит станок 16К20ФЗ (или 16К20Т1) и робот СМ40Ц. Рука
робота установлена на каретке, перемещающейся по монорельсу, закрепленному на
станине параллельно оси центров станка.
Одностаночные РТК на базе портальных ПР обеспечивают разделение зон
работы ПР и оператора, что позволяет создать наилучшие условия оператору РТК
для наблюдения за работой оборудования и его обслуживания. В таких РТК робот
загружает станок сверху. Одностаночные РТК, оснащенные встроенными или
автономными портальными ПР, объединяются в автоматизированные
участки или
автоматические линии, где межстаночное транспортирование деталей осуществ-
ляется конвейерной системой или с помощью автоматизированного склада [11].
5.3. РТК для обслуживания группы станков
Типовая схема роботизированной рабочей позиции – гибкого
производственного модуля, состоящего из станка (2), подающего (1) и отводящего
(4) устройств, ПР(3), системы управления (5) ПР и шкафа (6) управления работой
оборудования. При выборе
компоновки РТК необходимо учитывать требования
охраны труда для оператора при обучении ПР, смене инструмента и оснастки,
техническому обслуживанию и планировать свободный доступ для подхода к
оборудованию [11].
Схема роботизированной рабочей позиции приведена на рис.5.3.
Рис. 5.1. Планировка РТК со встроенным
в станок ПР.
Рис. 5.2. Одностаночный РТК со
встроенным ПР портального типа: 1 - ПР;
2 - станок; 3 - система управления станком
и ПР; 4 - накопитель.
46
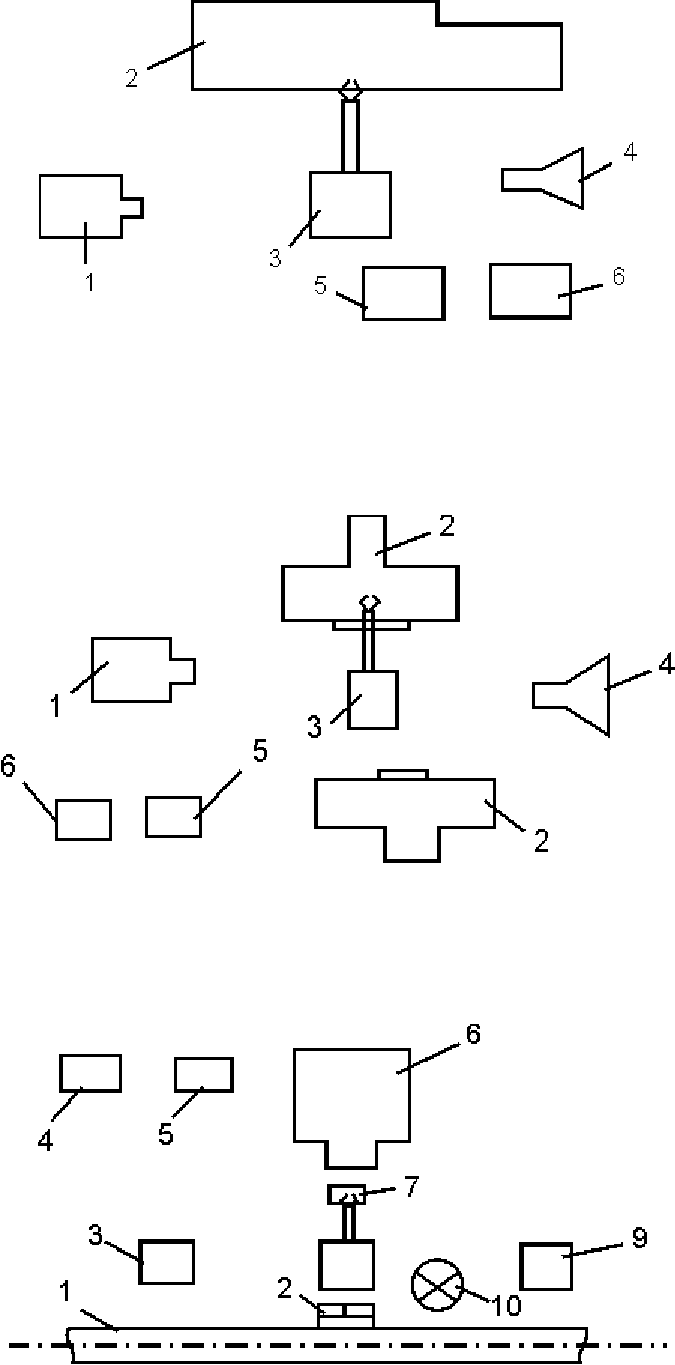
Рис. 5.3. Схема роботизированной рабочей позиции: 1 - подающее устройство,
2 - станок, 3 - промышленный робот, 4 - отводящее устройство, 5 - система
управления ПР, 6 - система управления станком.
Типовые компоновки РТУ имеют следующий вид (рис.5.4).
Рис. 5.4. Типовые компоновки РТУ.
Типовые структурные схемы участков с ЧПУ и ПР.
Структурная схема участка с ЧПУ и ПР, управляемых от ЭВМ приведена на
рис.5.5.
Рис. 5.5. Структурная схема РТУ с ЧПУ: 1 - транспортно-складская система,
47
2 - приемный стол, 3 - система управления ПР, 4 - устройство управления
вспомогательным оборудованием, 5 - устройство управления ПУ, 6 - основное
технологическое оборудование, 7 - кантователь-ориентатор, 8 - промышленный
робот, 9 - моющая машина , 10 - магазин.
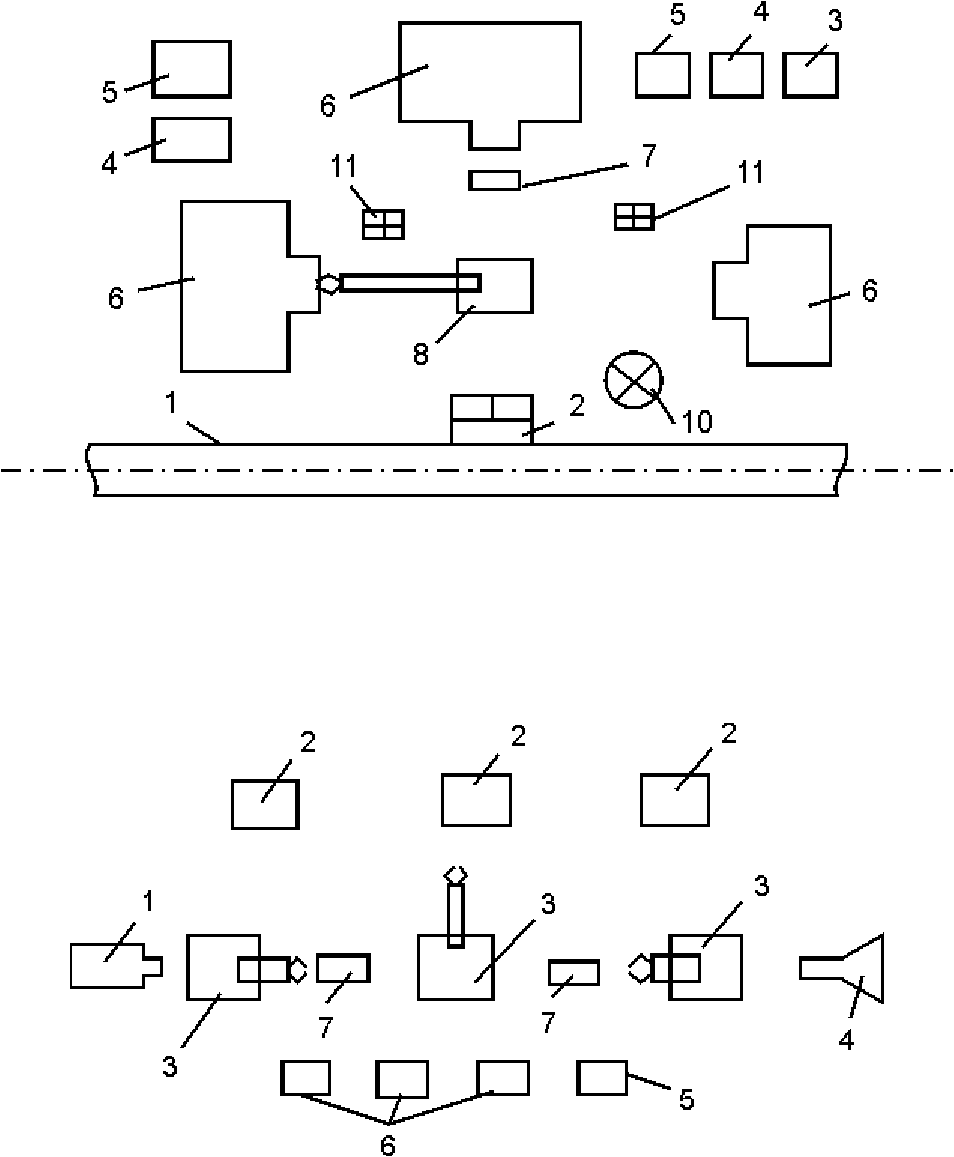
Схема участка с использованием напольного ПР стационарного типа (рис. 5.6).
Рис. 5.6. Схема участка с напольным ПР: 1 - транспортно-складская
система, 2 - приемный стол, 3 - система управления, 4 - устройство управления
вспомогательного оборудования, 5 - устройство управления ПУ, 6 - станки, 7 -
ориентатор, 8 - промышленный робот, 9 - магазин, 10 - магазин, 11 - накопитель.
Типовая структурная схема автоматизированной линии с ПР (рис. 5.7).
Рис. 5.7. Структурная схема автоматизированной линии с ПР: 1 - первичный
накопитель, 2 - станки, 3 - ПР, 4 - конечный накопитель, 5 - система управления,
48
осуществляющая взаимосвязь ПР с автоматизированной линией, 6 - система
управления промышленного робота.
Глава 6. РТК кузнечно-прессовых операций
6.1. РТК холодной штамповки
Примером РТК холодной штамповки является роботизированная линия с
двумя промышленными роботами.
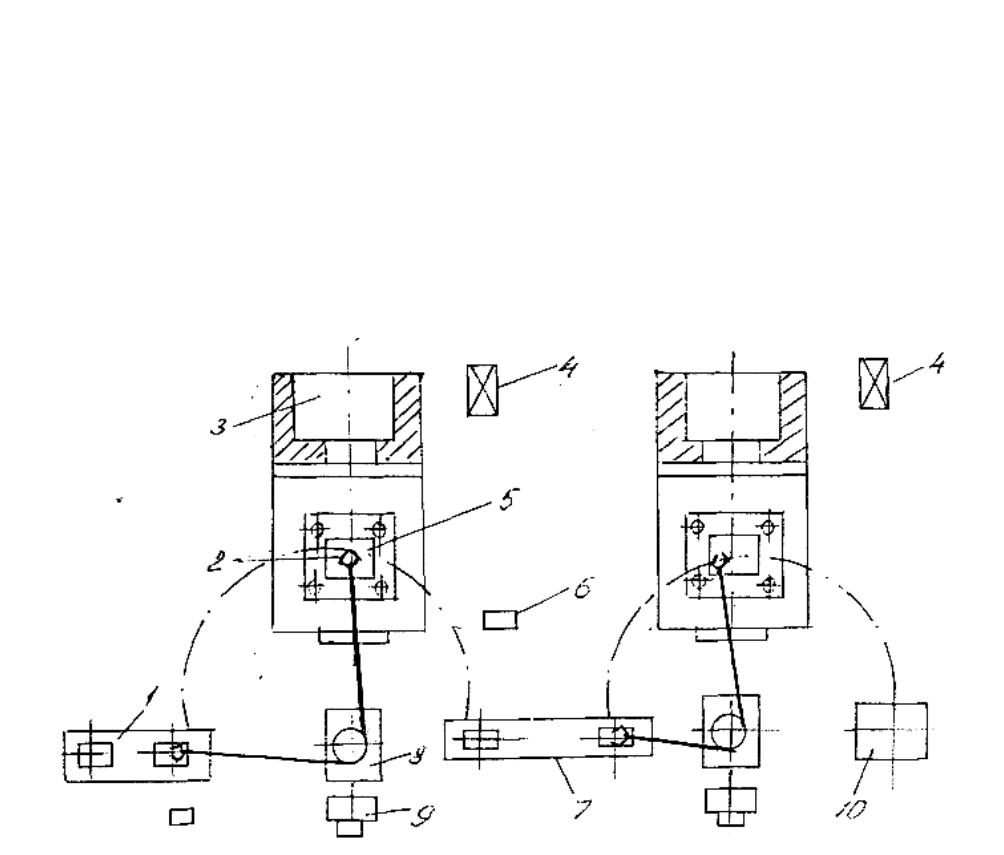
Структура роботизированной линии с двумя ПР-“ЦИКЛОН-3Б” приведена на
рис.6.1.
Рис.6.1. Схема роботизированной линии холодной штамповки: 1 -
подающее устройство, 2 - захват, 3 - пресс, 4 - пульт управления прессом, 5 - штамп,
6 - датчик контроля, 7 - передающее устройство, 8 - промышленный робот, 9 -
система управления, 10 - тара.
Роботизированная линия двухоперационной штамповки с применением
роботов сверхлегкого типа. При необходимости эта линия может быть дополнена до
трех и более роботизированных позиций.
При построении роботизированных позиций
необходимо учитывать
размерную взаимосвязь пресса и робота (наибольшее расстояние между центром
стола пресса и центром вращения рук робота, которое определяется максимально
возможным радиусом зоны обслуживания). Следует отметить, что габаритные
размеры столов прессов увеличиваются с ростом усилий прессов. Это приводит к
уменьшению расстояния между столом пресса открытого типа и основанием
манипулятора.
Для
обслуживания технологического оборудования и штамповой оснастки,
замены штампов необходим свободный доступ наладчиков к прессу, что достигается
49
откатом робота на новую, дополнительную позицию с помощью специального
откатного устройства, на которое устанавливается робот. При построении
робототизированной линии основным размерным параметром является расстояние
между осями прессов. Этот размер, устанавливаемый соответствующими
нормативами, определяется как сумма расстояний между боковыми сторонами
прессов и габаритного размера пресса. Для прессов различных моделей нормативное
расстояние между
их осями различно, что приводит к необходимости применять
ориентирующие устройства, имеющие горизонтальное перемещение. Для открытых
прессов достаточным является смещение ориентирующего устройства на 300 мм.
ПР в холодной штамповке.
Погрешность позиционирования:
- высокоточные ПР до + 0,01 мм.
- повышенной точности + 0,1
- нормальной + 1,00
- низкой свыше + 1,00
В холодной штамповке применяется ПР повышенной и нормальной точности.
Погрешность 0,25-0,5
мм является вполне приемлемой, т.к. используются ловители,
фиксаторы, трафареты, которые окончательно фиксируют заготовку в заданных
пределах [11].
6.2. Промышленные роботы для операций горячей штамповки
Различия в протекании технологических процессов обработки давлением, в
конструктивно-технологических параметрах оборудования и в степени его
подготовленности к стыковке с ПР обусловливают необходимость разработки
разнообразных средств
механизации и автоматизации кузнечно-прессовых машин и
создания РТК.
Холодная объемная штамповка характеризуется кратковременностью рабочей
операции, стабильностью формообразования, сравнительно малыми изменениями
формы изделия от перехода к переходу, повышенным уровнем вибрации и ударных
нагрузок. Основные требования к ПР: быстродействие, легкая переналаживаемость,
возможность смены захватных устройств, точность перемещений подвижных
органов. В наибольшей степени
этим требованиям отвечают
жесткопрограммируемые пневматические ПР.
Горячая объемная штамповка и ковка в штампах характеризуются
следующим: необходимостью нагрева заготовок и поддержания ковочных
температур в процессе обработки, что требует минимального времени для переноса
заготовки из нагревательного устройства в зону обработки; выполнением
многопереходной обработки на одной машине; значительным изменением формы
изделия в процессе
обработки на одной машине; наличием ударов, вибраций,
загазованности и теплового воздействия на окружающие объекты. ПР должны быть
защищены от негативных воздействий, связанных с особенностями процесса
обработки, и должны обеспечивать высокую скорость перемещений подвижных
органов, контроль температуры и фиксацию детали на всех этапах обработки. Рас-

50
стояния от нагревательных устройств до кузнечно-прессовых машин должны быть
минимальными для сохранения температурных режимов штамповки.
При свободной ковке (в связи с нестабильностью параметров обработки)
трудоемкость вспомогательных операций можно уменьшить путем применения
манипуляторов с ручным управлением (в том числе шарнирно-сбалансированных) и
ковочных манипуляторов. В последнее время для автоматизации свободной ковки
широко применяют манипуляторы с интерактивным управлением, попеременно
управляемые оператором и действующие автоматически. Такие манипуляторы
оснащены системами программного управления с устройствами памяти для
автоматического выполнения отдельных действий (подпрограмм). Переход от одной
подпрограммы к другой осуществляется оператором, который также берет на себя
управление манипулятором (вручную) при необходимости выполнения сложных
действий [8].
Глава 7.
РТК литейного производства и гальванопокрытий
7.1. РТК литейного производства
В мировой практике автоматизация литейных производств с применением
робототехники, кроме процессов литья под давлением, находится в начальной
стадии развития.
Основное направление в области робототехники для литейного производства -
это создание ПР модульной конструкции, имеющих достаточное число степеней
подвижности, невысокую стоимость, надежных при эксплуатации, снабженных
развитой контрольно-измерительной
системой, устройствами восприятия и
переработки информации на базе микропроцессоров и ЭВМ, а также создание
гибких предметно-специализированных робототехнических литейных комплексов
из оборудования с ЧПУ и промышленных роботов.
В настоящее время целесообразно роботизировать в литейном производстве
различных отраслей промышленности следующие производственные операции:
плавку (разделка и загрузка шихты; футеровка печей и ковшей) ;
заливку
форм (установка грузов и съем их с форм, заливка форм с различным
расположением литниковых чаш, передача залитых форм на охлаждающий
конвейер) ;
приготовление формовочных и стержневых смесей; изготовление форм
(установка стержней в формы, опрыскивание подмодельных плит и обдувка форм,
окрашивание форм) ;
изготовление стержней (установка каркасов в ящики, обдувка стержней и
стержневых
ящиков, окрашивание стержней, подача стержней из машины на
транспортные устройства, обслуживание машин для изготовления стержней
методом холодного отверждения);.
выбивку форм (съем отливок с решетки и навешивание на транспортное
устройство) ;
очистку отливок;