Моргунов В.Н. Основы конструирования отливок. Параметры точности и припуски на механическую обработку
Подождите немного. Документ загружается.

получение четких граней и высокой точности. Формообразование
выдавливанием осуществляется одновременно с кристаллизацией
металла под давлением и в зависимости от приложенного давления и
конфигурации детали сопровождается также пластическим деформи-
рованием; это позволяет получать детали более сложной формы, чем
при обработке давлением. Причем чем шире интервал кристаллиза-
ции у применяемого сплава, тем более
высокое давление необходимо
применять при жидкой штамповке.
Способом выдавливания жидкого металла можно получать слож-
ные отливки с различными фасонными приливами, которые могут
значительно выступать от основной ее поверхности. Этот способ по-
зволяет получать отверстия не только в направлении движения пуан-
сона, но и в перпендикулярном направлении (в данном случае значи-
тельно усложняется оснастка).
Основные преимущества и недостатки
Штамповка из жидкого металла занимает промежуточное поло-
жение между литьем и обработкой давлением. Поэтому при выборе
этого способа формообразования отливки необходимо учитывать его
преимущества по сравнению с литьем и горячей объемной штампов-
кой.
Преимущества перед литьем под давлением:
– более высокое давление, действующее
на металл отливки во
время ее кристаллизации, уплотняет металл, устраняет литейные по-
роки (газовые и усадочные раковины), присущие литью под давлени-
ем;
– отпадает необходимость в литниковой системе, так как ме-
талл вводят непосредственно в рабочую полость формы;
– увеличивается скорость кристаллизации, в результате чего
структура металла получается более равномерной, мелкозернистой
;
значительно повышаются механические свойства заготовок, проч-
ность увеличивается в 1,2–1,5 раза; относительное удлинение и
ударная вязкость в 2–4 раза; отливки по своим свойствам приближа-
ются к поковкам;
– более высокая стойкость форм, чем при литье под давлением;
– способ более универсален: позволяет получать заготовки как
тонкостенные, так и толстостенные из всех стандартных литейных
сплавов;
– питание отливок за счет уплотнения металла полностью лик-
видирует необходимость установки прибылей.
Преимущества перед горячей объемной штамповкой:
– возможность изготовления отливок как из деформируемых,
так и из литейных малопластинчатых и хрупких сплавов;
– незначительные затраты на формообразование (примерно в
шесть–восемь раз меньше, чем при горячей объемной штамповке);
– возможность выполнения глубоких полостей, тонких сече-
ний, сложных приливов с большими линейными размерами и малой
толщиной;
– возможность получения ответственных деталей при незначи-
тельной или же полностью исключенной механической обработке;
– более высокая
точность отливки, обусловленная меньшим
износом инструмента;
– значительное сокращение цикла изготовления заготовки (так
как отсутствует необходимость получения исходных заготовок в ви-
де слитка или прутка);
– снижение расхода материалов и трудоемкости изготовления
деталей из заготовок (КИМ достигает 0,9–0,93; выход годного – 0,9 и
выше);
– возможность запрессовки в металл различной металлической
и неметаллической арматуры
(расширяющей область применения
штамповки жидкого металла).
К главным недостаткам можно отнести:
– низкий срок службы литейных форм (матриц и пуансонов);
– сложность дозировки жидкого металла в матрицу литейной
формы;
– ограничение по типам сплавов, применяемых для изготовле-
ния отливки;
– органические по сложности и габаритным размерам конфи-
гурации отливки;
– ограничение по серийности производства.
Целесообразность и область применения
Штамповку из жидкого металла применяют при серийном и крупно-
серийном производствах; в некоторых случаях процесс рентабелен при
сериях в 50–100 деталей. Этот способ позволяет получать весьма слож-
ные тонкостенные детали, имеющие фасонную
образующую снаружи и
внутри, детали с центральной полостью глубиной 0,4–1,0 диаметра де-
тали, сплошные и толстостенные заготовки типа фланцев, тройников,
корпусов и т. п. Отливки из цветных сплавов могут быть получены
массой до 300 кг, из черных металлов – несколько меньше. Высокая
плотность металла отливок дает основание изготавливать из них де-
тали, работающие под
гидравлическим давлением до 29,4 МПа. Точ-
ность отливок по 11–14-му квалитетам, параметр шероховатости по-
верхности Rа
2,5 – Rа
1,25, что не уступает по точности литью под
давлением.
В настоящее время это один из перспективных методов литья от-
ливок из цветных сплавов, который вытесняет литье под давлением
при изготовлении ответственных литых деталей.
3.2.9. Центробежное литье
При центробежном литье заполнение формы жидким металлом,
его затвердевание и последующее частичное остывание происходят в
поле действия центробежных сил. Такое поле возникает при враще-
нии литейной формы вокруг горизонтальной, вертикальной или на-
клонной оси. Центр массы отливки может находиться на оси враще-
ния формы или в стороне от нее. Внутренняя
поверхность отливки
при центробежном литье в отдельных случаях формируется без не-
посредственного контакта с литейной формой и без стержней. Такую
поверхность называют свободной.
При центробежном литье применяют разнообразные литейные
формы как разовые, так и постоянные. Это дает возможность комби-
нировать центробежное литье с другими видами литья, в том числе и
с литьем по выплавляемым моделям. Но наиболее часто используют
металлические изложницы. Их предварительно подогревают (охлаж-
дают) до 300
о
С, затем на рабочую поверхность наносят огнеупорное
покрытие. Это повышает стойкость изложницы, снижает скорость
охлаждения отливки, предупреждает образование спаев и трещин.
Покрытие может содержать модифицирующие и легирующие добав-
ки, в этом случае оно служит также для регулирования структуры и
состава поверхностных слоев отливки. Покрытие наносят на излож-
ницу в виде красок
, облицовок, в том числе и из сыпучих материа-
лов. Облицовки из сыпучих материалов применяют при изготовле-
нии цилиндрических отливок (труб, втулок, гильз и т. д.) в изложни-
цах, вращающихся вокруг горизонтальной оси.
При центробежном литье массу и габаритные размеры отливок
устанавливают в зависимости от конструкции машин. Качество по-
верхности отливок
и точность их изготовления определяют видом
применяемой формы: постоянной металлической или разовой. Мате-
риал металлических форм – чугун или сталь. Разовые формы бывают
песчано-глинистые (сырые или сухие), керамические, собранные из
стержней, графитовые и т. п.
Особенности литья
Условия затвердевания центробежных отливок во многом отли-
чаются от условий затвердевания в стационарных формах. Поэтому
необходимо знать особенности формирования отливок при центро-
бежном литье и учитывать эти особенности при выборе данного спо-
соба литья.
В процессе затвердевания при центробежном литье происходит
утяжеление частиц сплава (за счет центробежных сил), что является
самой
характерной особенностью данного способа. При этом значи-
тельно улучшаются условия питания отливок, обеспечивающие по-
лучение плотных беспористых изделий. Однако химическая неодно-
родность (ликвация) у центробежных отливок выражена значительно
более резко, чем у стационарно полученных отливок.
Основные преимущества и недостатки
К основным преимуществам этого способа литья можно отнести:
– высокую плотность отливок вследствие малого количества
межкристаллических пустот усадочного и газового происхождения; в
ряде случаев центробежные отливки по своим свойствам оказывают-
ся на уровне поковок, а по экономии металла и трудозатратам пре-
восходят их;
– повышенный выход годного (90–100 %);
– исключение затрат на изготовление стержней для получения
полостей в цилиндрических отливках
;
– улучшение заполняемости формы металлом; получение отли-
вок из сплавов, обладающих низкой жидкотекучестью;
– возможность получения дву- и многослойных, а также арми-
рованных изделий.
Основные недостатки центробежного литья:
– трудность получения качественных отливок из ликвирующих
сплавов;
– неточность диаметра внутренней полости отливок;
– загрязнение свободной поверхности отливок неметалличе-
скими включениями;
у толстостенных отливок эта поверхность мо-
жет иметь пористость, что вынуждает увеличивать припуск на меха-
ническую обработку свободных поверхностей на 25 %;
– наличие специальных машин; дорогостоящих литейных
форм, которые должны иметь высокие прочность и герметичность
ввиду повышенного давления металла;
– ограничение по конфигурации и серийности производства.
Технологичность литых деталей, получаемых способом центро
-
бежного литья, зависит от типа формы. Если это постоянная метал-
лическая форма, то необходимо соблюдать все требования, предъяв-
ляемые к отливкам, получаемым литьем в кокиль. Если это разовая
форма, то требования к конструкции детали определяются возмож-
ностями литья в песчано-глинистые или керамические формы.
Целесообразность и область применения
Наибольший технико-экономический эффект дает применение
центробежного литья при крупносерийном и массовом производст-
вах отливок типа тел вращения. К числу таких изделий относятся
трубы (различного назначения) из чугуна, стали, цветных металлов,
жаростойких, коррозионно-стойких и твердых сплавов, втулки, ци-
линдрические гильзы, тракторные и автомобильные детали, кольца
подшипников скольжения, железнодорожные и трамвайные бандажи
и т. п. Большое распространение получил способ центробежного ли-
тья биметаллических изделий. Наибольших масштабов достигло
применение центробежного литья в производстве чугунных труб
.
Центробежное литье фасонных деталей следует применять
только в тех случаях, когда обычным литьем в неподвижные
формы эти изделия либо невозможно получить, либо полу-
чают с низкими технико-экономическими показателями.
Особенно это эффективно при изготовлении отливок:
– тонкостенных с извилистыми очертаниями, с тонким и ост-
рым рельефом, малыми радиусами закруглений;
– требующих улучшенного питания из прибыльной части,
больших плотности и чистоты металла;
– из сплавов с пониженной жидкотекучестью.
Для литья из титановых сплавов это пока единственный способ
получения качественных отливок.
Этим способом литья получают отливки тел вращения
массой до
40 т и габаритами до 6 м.
В сантехнической и энергетической промышленности центробеж-
ным литьем получают водопроводные, канализационные и другого
назначения трубы различных диаметра и длины. В дизелестроении,
компрессоростроении, энергетическом машиностроении этим спосо-
бом изготавливают гильзы цилиндров из чугуна, облицовки судовых
валов, втулки, венцы червячных и других колес, роторы электродви
-
гателей, камеры сгорания реактивных двигателей (в том числе и кос-
мических аппаратов), маслоты для поршневых колец и прочие.
3.2.10. Непрерывное и полунепрерывное литье
Непрерывное литье – это способ изготовления протяженных от-
ливок постоянного поперечного сечения путем непрерывной подачи
расплава в литейную форму – кристаллизатор и непрерывного вытя-
гивания из него затвердевшей отливки. Кристаллизаторы очень часто
изготавливают из меди и графитовых материалов. Они должны по-
стоянно охлаждаться водой. Протяженность кристаллизаторов очень
сильно зависит от теплопроводности заливаемого
в него литейного
сплава и размеров отливки по ее сечению. В зависимости от направ-
ления вытягивания отливки различают вертикальное и горизонталь-
ное непрерывное и полунепрерывное литье.
Отличительная особенность состоит в том, что литейная
форма – кристаллизатор – имеет длину намного меньшую, чем дли-
на изготавливаемой отливки.
К особенностям непрерывного литья можно также
отнести:
– своеобразие формирования отливки в кристаллизаторе (кри-
сталлизация и охлаждение отливки происходят в разных зонах кри-
сталлизатора, но все части отливки проходят эти зоны); такое свое-
образие формирования отливки обеспечивает однородность ее
свойств по длине;
– высокий и постоянный градиент температур в различных зо-
нах кристаллизатора, что позволяет получать отливки
с достаточно
однородной и плотной структурой;
– особенности заливки, кристаллизации и удаления отливки (в
одном месте) резко сокращают производственные площади, грузопо-
токи и транспортное оборудование;
– отсутствует литниковая система (100 % выход годного);
– низкие удельные расходы на изготовление литейных форм-
кристаллизаторов;
– исключение операций выбивки форм и очистки литья.
Главным недостатком
способа является узость номенклатуры
отливок, которые можно изготовить данным способом литья (трубы,
длинномерные профили).
Область и целесообразность применения непрерывного горизон-
тального литья:
– получение сплошных заготовок (круглой, квадратной и дру-
гих конфигураций) из алюминиевых, магниевых и медных сплавов, а
также из углеродистых и низколегированных сталей;
– получение заготовок различной конфигурации по сечению из
медных сплавов и чугуна, которые применяются в станко-, судо-,
автомобиле- и тракторостроении
, химической, авиационной и сте-
кольной промышленности.
В дизелестроении непрерывным литьем изготавливают гильзы и
втулки для дизелей. В станкостроении в основном изготавливают
направляющие станины металлорежущих станков, заготовки для га-
ек, шестерен, прокатных валков и др.
Область и целесообразность применения вертикального полуне-
прерывного литья – это изготовление чугунных труб диаметром до
800 мм с
толщиной стенки до 50 мм и сплошных заготовок сложного
или круглого профиля из чугуна и медных сплавов.
3.2.11. Литье в графитовые формы
Графитовые формы многоразового использования (кокили) при-
меняют при литье отливок из цветных и черных металлов. Особенно
важно их использование при литье отливок из титановых и других
тугоплавких сплавов. В ряде случаев при изготовлении отливок из
тугоплавких сплавов графитовые формы являются единственно при-
емлемыми. В графитовых формах получают отливки для атомной,
авиакосмической техники и высокотемпературного оборудования.
К особенностям данного способа литья можно отнести:
– легкость обработки графитовых изделий для изготовления
литейной формы (стоимость и время обработки в 2 раза меньше чем
металлических);
– возможность восстановления литейной формы после много-
кратного использования снятием слоя графитового материала при
механической обработке;

– высокую теплопроводность форм, низкий коэффициент их
расширения (позволяет получать отливки высокой точности);
– углеродистые материалы имеют аномальную зависимость
прочности от температуры (так, при температурах 2400–2600
о
С
прочность графита на растяжение повышается в 2 раза при этом зна-
чения пределов прочности при сжатии, изгибе, растяжении соотно-
сятся между собой, как 4:2:1);
– несмачиваемость литейной формы из графита расплавами ис-
ключает применение противопригарных красок.
Целесообразно и эффективно применение графитовых форм при
отработке конструкции металлических пресс-форм литья под давле-
нием
. Сначала все отработать на графитовых формах, а затем уже
изготовить металлические пресс-формы.
В современном литье тугоплавких сплавов с температурой залив-
ки 2500–3500
о
С в основном применяются графитовые формы (для
примера, температура плавления вольфрама – 3400
о
С; молибдена –
2890
о
С; необия – 2450
о
С; ванадия – 1920
о
С; хрома – 1900
о
С; цирко-
ния – 1860
о
С; титана – 1670
о
С).
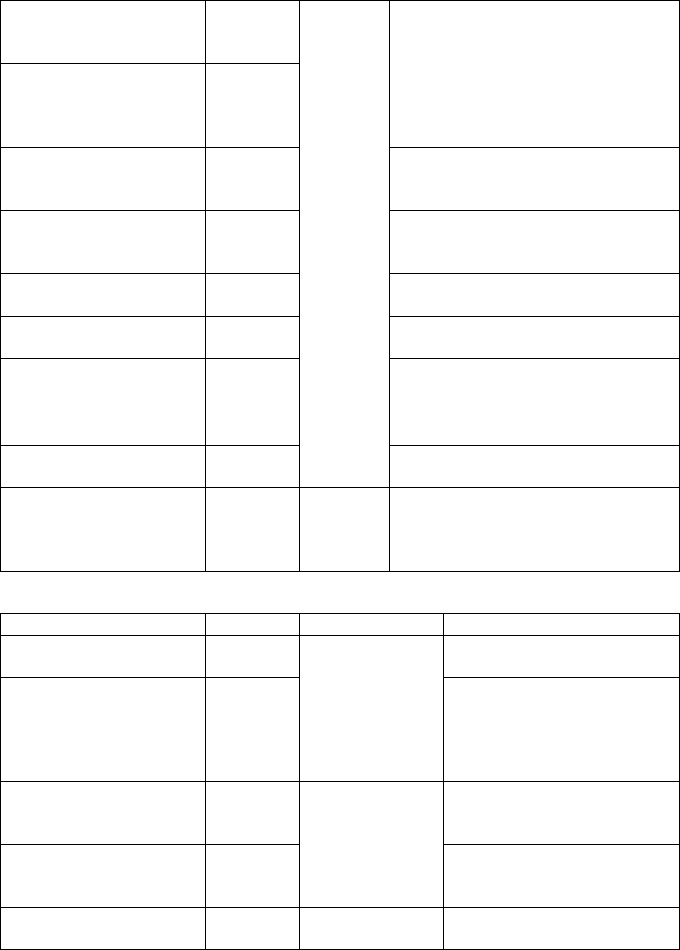
Сводные характеристики и целесообразность применения основ-
ных способов литья представлены в табл. 19.
Таблица 19
Основные способы изготовления отливок
Способ изготовления
Масса
отливки, т
Сплав Область применения
1 2 3 4
Разовые формы
(Литье в песчаные и песчано-глинистые формы)
Ручная формовка:
в почве с верхом
До 200
Станины, корпуса машин, рамы,
цилиндры, шаблоны молотов,
траверсы
по шаблону
Отливки в виде тел вращения
(зубчатые колеса, кольца, диски,
трубы, шкивы, маховики, котлы,
цилиндры)
в крупных опоках
До 100
Сталь,
чугун
серый,
ковкий и
высоко-
прочный
чугун,
цветные
Станины, бабки, коробки скоро-
в съемных опоках со
стержнями из быстро-
твердеющей смеси
До 35
в почве с верхней оп-
кой с облицовочным
слоем из быстро-
твердеющих смесей
До 25
стей, блоки цилиндров
в стержнях До 2
Отливки со сложной ребристой
поверхностью (головки и блоки
цилиндров, направляющие)
в почве открытия До 0,15
Отливки, не требующие механи-
ческой обработки (плиты, под-
кладки)
в мелких и средних
опоках
До 0,1
Рукоятки, шестерни, шайбы, втул-
ки, рычаги, муфты, крышки
Машинная формовка:
в крупных опоках
До 2
Бабки, суппорты, корпуса не-
больших станин
в мелких и средних
опоках
До 0,1
Шестерни, подшипники, муфты, ма-
ховики; позволяют получать отлив-
ки повышенной прочности с низкой
шероховатостью поверхности
безопочная формовка До 0,02
металлы
и спла-
вы
Мелкие отливки несложной фор-
мы
Литье в отверждае-
мые формы.
Литье в формы из ЖСС
До 70
Отливки для станкостроения, ди-
зельного, химического, строи-
тельно-дорожного машинострое-
ния; турбостроения и пр.
Продолжение табл. 19
1 2 3 4
Вакуумно-пленочное
литье
До 25
Станины, корпуса редукто-
ров, маховики и т. д.
Литье в оболочковые
формы:
песчано-смоляные
До 0,15
Сталь, чугун
серый,
ковкий и высо-
ко-прочный
чугун, цветные
металлы и
сплавы
Ответственные фасонные
отливки в крупносерийном
и массовом производстве
химически твердею-
щие тонкостенные
( 10–20 мм )
До 0,2
Ответственные фасонные
мелкие и средние отливки
химически твердею-
щие толстостенные
( толщиной 50–150 мм)
До 40
Большие отливки (станины
штамповочных молотов,
подушки прокатного стана)
жидкостекольные
оболочковые
Углеродистые
и корро-
Точные отливки с низкой
шероховатостью поверхно-