Моргунов В.Н. Основы конструирования отливок. Параметры точности и припуски на механическую обработку
Подождите немного. Документ загружается.

Продолжение табл. 14
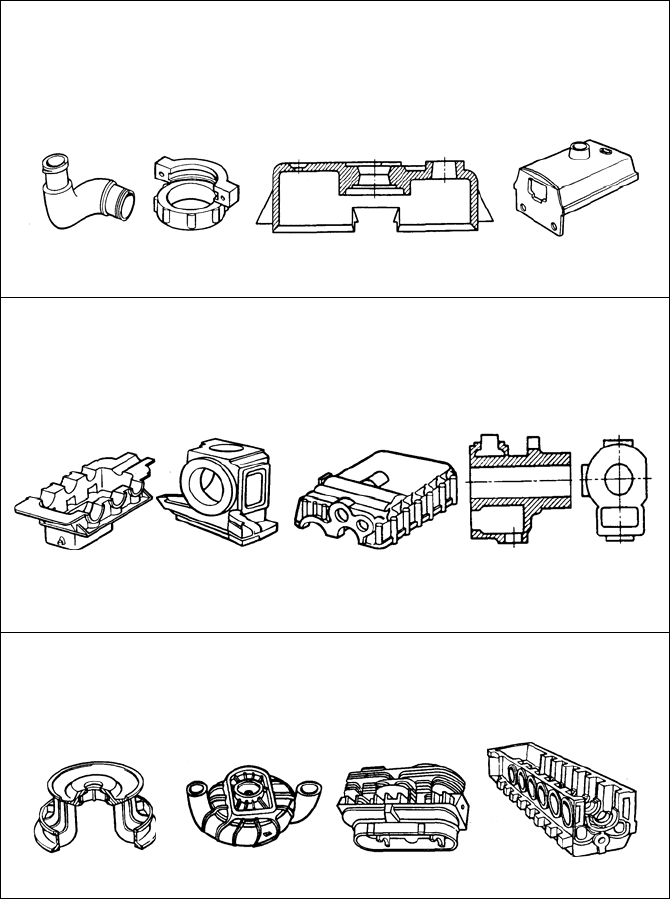
Отливки 3-й группы сложности – отливки ответственного назначения откры-
той коробчатой, сферической или иной формы сравнительно сложной конструк-
ции; обрабатываются с 3-х сторон; для изготовления требуется до 12 стержней
(в ПГФ).
Патрубок Гайка Корпус Корпус
подводящий
Отливки 4-й группы сложности – это отливки ответственного назначения
сложной геометрической формы с частично закрытыми полостями; обработка с
4-х сторон с высокой точностью поверхности; при изготовлении используется до
20 стержней.
Корпус редуктора Картер Корпус масляного Цилиндр компрессо
р
а
теплообменника
Отливки 5-й группы сложности – отливки особо ответственного назначения,
работающие при давлении от 0, 6 до 3,0 МПа, сложной закрытой геометрической
формы; при изготовлении используется до 30 стержней; обрабатываются с 5 сто-
рон.
Рабочее колесо Корпус воздуходувки Головка цилиндра Фундаментная рама
Окончание табл. 14
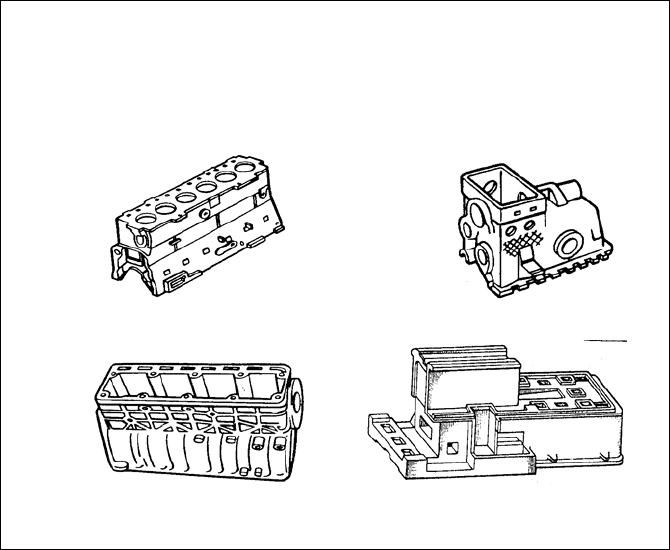
Отливки 6-й группы сложности – отливки особо ответственного назначения,
работающие при давлении свыше 3,0 МПа; сложной закрытой геометрической
формы; при изготовлении используется до 30 стержней и выше; обрабатываются
не менее чем с 6 сторон.
Блок-картер Картер
Блок цилиндров Станина
3. Целесообразность применения
основных способов литья
3.1. Основные факторы,
определяющие выбор способа литья
Выбор способа литья и оформление технологического процесса
изготовления отливки определяются следующими факторами (рис. 6):
- типом сплава, его температурой плавления, литейными свойст-
вами; зависимостью его обрабатываемости от способа литья;
- серийностью производства литой детали;
- конструкцией литой детали, ее сложностью, габаритными раз-
мерами, массой, толщиной стенок и т. п.;
- особыми
требованиями к механическим, химическим и специ-
альным свойствам литой детали (прочность, термостойкость, герме-
тичность и т. п.);
- требованиями к параметрам точности литой детали и соответ-
ственно к параметрам точности отливки;
- производственными возможностями литейного цеха (наличие
определенного литейного оборудования, формовочных машин, пла-
вильных агрегатов и т. д.) – этот фактор очень
часто определяет вы-
бор технологического процесса.
Значительное влияние на выбор способа литья оказывает серий-
ность производства отливок. Очень многие способы литья ограни-
чены значением минимального выпуска отливок. Например, литье
под давлением применяется только при серийном, крупносерийном и
массовом производстве.
Для оценки выпуска отливок по их серийности в табл. 15 и 16
приведены
группы серийности отливок в зависимости от массы от-
ливок и годового выпуска.
При выборе способа литья с учетом серийности их производства
необходимо произвести дополнительный анализ выпуска других от-
ливок, однотипных по массе, габаритам и сплаву.
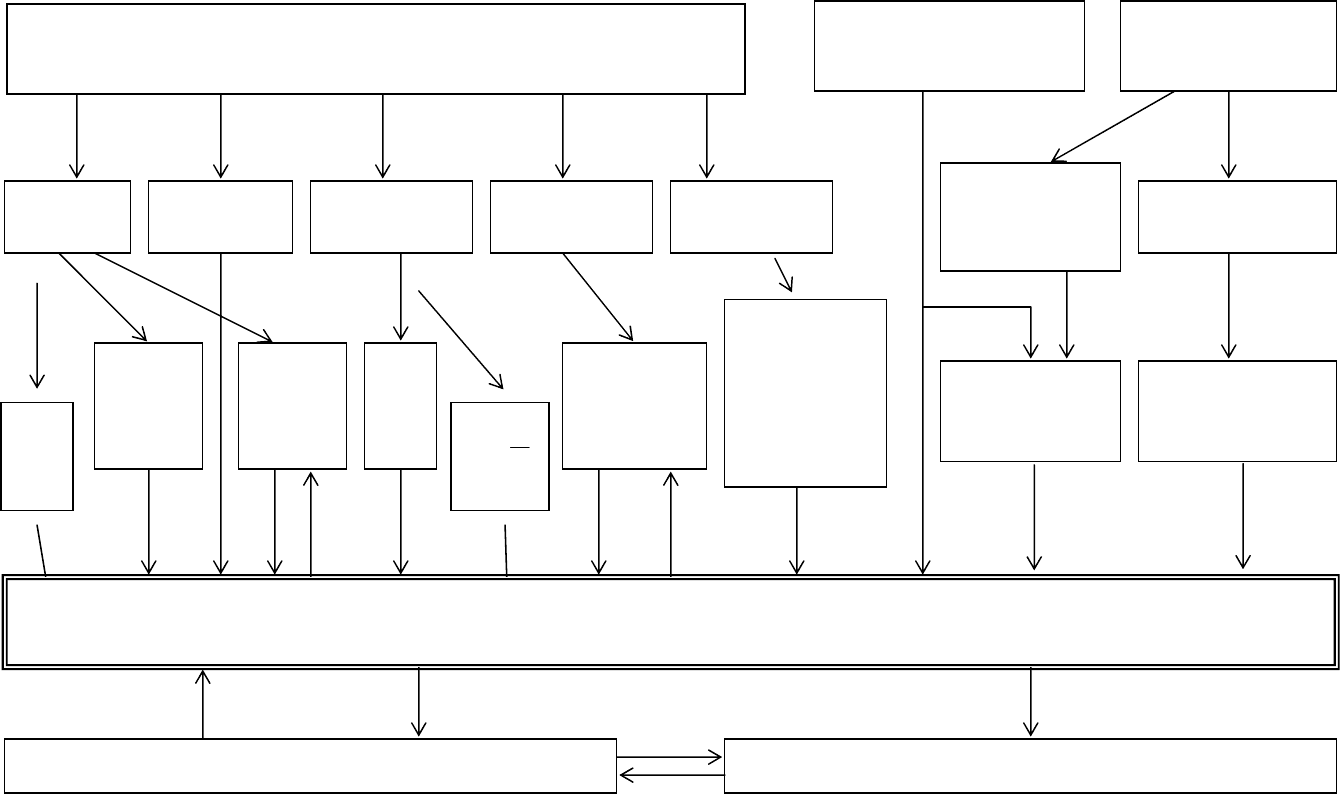
Рис. 6. Основные факторы выбора способа литья
Серийность
Характер
производства
Масса и
габариты
Геометриче-
ская форма
Точность
детали
Требования
к детали
Производство
однотипных
отливок
Оснащенность
цеха
Т
пл
Литей-
ные
свойст-
ва, (ε
л
)
Обра-
баты-
вае-
мость
δ
ст
S
V
R =
Точность
отливки
Требования
к качеству
отливки
(группа от-
ветственно-
сти)
Выработка
ЕТП или ТТП
Существующая
технология
литья
Экономическое обоснование
Технологический процесс производства
Сплав
С П О С О Б Л И Т Ь Я
Литая деталь (чертеж)
Цель анализа – возможность совмещения серийности выпуска
конструируемой отливки с серийностью выпуска других однотип-
ных отливок и выработка единого технологического процесса (ЕТП)
их изготовления. Это значительно снизит материальные, энергетиче-
ские и другие затраты на изготовление.
Некоторые способы литья ограничены в применении литейного
сплава для изготовления отливок. Например, литье под давлением
используется
в основном для изготовления отливок из легкоплавких
цветных сплавов (алюминиевых, цинковых, магниевых, медно-
цинковых и прочие.)
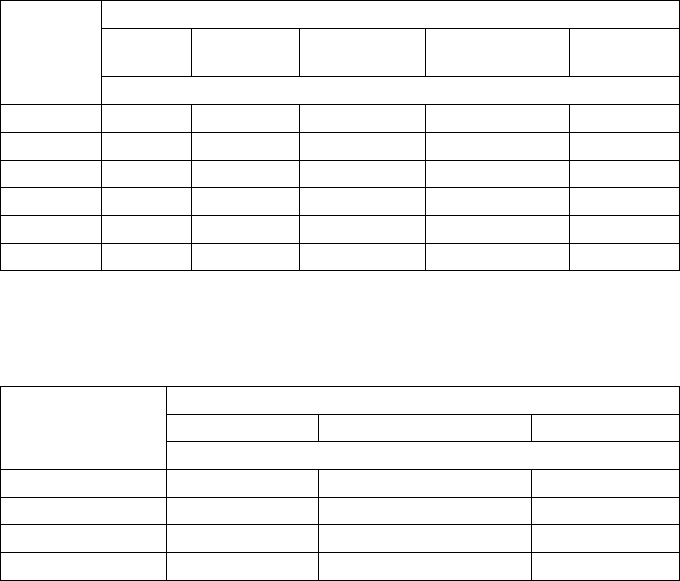
Таблица 15
Группы серийности при литье в песчаные формы и кокиль
Группа серийности при производстве отливок
единич-
ное
мелкосе-
рийное
серийное
крупносерий-
ное
массовое
Масса
отливок
(кг)
Годовой выпуск отливок (шт.)
До 1,0 До 1500 1500–20000 20000–100000 100 000–500 000 Св. 500 000
1–10 До 500 500–6000 6000–30000 30 000–200 000 Св. 200 000
10–100 До 200 200–2500 2500–10000 10 000–60 000 Св. 60 000
100–500 До 100 100–1000 1000–6000 6 000–40 000 Св. 40 000
500–1000 До 50 50–600 600–3000 3 000–20 000 Св. 20 000
1000–5000 До 20 20–100 100–300 300–4 000 Св. 4 000
Таблица 16
Группы серийности при литье
по выплавляемым моделям и под давлением
Группа серийности при производстве
серийное крупносерийное массовое
Масса отливок
(кг)
Годовой выпуск отливок (шт)
До 0,05 До 800 000 800 000–1 000 000 Св. 1 000 000
0,05–0,5 До 300 000 300 000–400 000 Св. 400 000
0,5–5,0 До 9 000 9 000–12 000 Св. 12 000
5,0–10,0 До 3 000 3 000–4 000 Св. 4 000
Большое влияние на выбор способа литья оказывают геометриче-
ская форма литой детали, толщина ее стенок и развитость ее поверх-
ности (R = V/S – приведенная толщина отливки). Например, центро-
бежное литьё применяется в основном для изготовления отливок,
имеющих форму тел вращения, а непрерывное литьё – для длинно-
мерных отливок с одинаковым сечением по
всей длине. Литьём по
выплавляемым моделям можно получить сложные, точные отливки,
не требующие механической обработки, с толщиной стенки до 0,7 мм
и диаметром литого отверстия до 1 мм, что невозможно получить
литьем в песчаные формы. В то же время литьё по выплавляемым
моделям ограничено по габаритам и массе (до 150 кг). Чем развитее
поверхность отливки, чем меньше значение ее приведенной толщины
R, тем сложнее отливка, тем сложнее ее изготовить литьем, осо-
бенно литьем в металлические формы (например, в кокиль).
Способ литья в свою очередь оказывает существенное влияние на
свойства сплава отливки, его плотность, газонасыщенность, микро-
структуру и т. д. Так, при литье в кокиль
или по выплавляемым моде-
лям получают плотные и герметичные отливки, а при литье под
давлением получают отливки с большой газонасыщенностью сплава.
Повышенные требования к точности отливок ограничивают
выбор способа литья. В данном случае применяют литьё по выплав-
ляемым моделям, жидкую штамповку, литьё под давлением, литье в
оболочковые формы как наиболее точные
технологические процессы
изготовления отливок.
Экономическая целесообразность выбора способа литья оцени-
вается стоимостью применяемого литейного оборудования, энерго-
емкостью способа, выходом годного, значением КИМ заготовки,
съемом с производственной площади, экологической чистотой спо-
соба и т. п. Например, при оценке целесообразности литья в кокиль
следует учитывать, что данный способ, по сравнению с литьём
в
песчаные формы, позволяет увеличить выход годного до 75–90 %,
сокращает или полностью устраняет необходимость применения
формовочных материалов, операций формовки, смесеприготовления
и регенерации отработанных смесей. Но, наряду с этим, следует
учитывать высокую стоимость металлических форм и их ограни-
ченную стойкость. Так, изготовление чугунных отливок в кокиль
нецелесообразно при их серийности менее 400 шт.

В качестве примера, рассмотрим сравнительные данные выхода
годного при изготовлении отливок типа втулок разными способами
литья (центробежным, жидкой штамповкой и под давлением), кото-
рые представлены в табл. 17.
Таблица 17
Средние значения выхода годного литья
при изготовлении отливок типа втулок
Способ литья Масса отливки (кг)
Расход металла на
отливку (кг)
Выход годного
( %)
Ц 0,32 0,43 74,4
Ж Ш 0,13 0,135 96
Д 0,12 0,40 30
Обозначения: Ц и Д – см. табл. 5; Ж Ш – жидкая штамповка
Так, изготовление втулок центробежным способом дает выход
годного 74–75 %, литьём под давлением ~ 30 %, а жидкой штампов-
кой – 96 %.
В табл. 18 представлены обобщенные сравнительные показатели
основных способов литья, которые могут в первом приближении ука-
зать на целесообразность их применения для изготовления отливок.
3.2. Характерные особенности
основных способов литья
3.2.1. Литье в песчаные формы
Этот способ литья очень разнообразен и применяется для изго-
товления отливок почти любой конфигурации из большинства из-
вестных литейных сплавов. В настоящее время литьем в песчаные
формы изготавливается около 80 % всех отливок по массе. Техноло-
гический процесс производства отливок в данном способе литья раз-
нообразен по уровню механизации (особенно при изготовлении
ли-
тейных форм и стержней), начиная от ручного труда и кончая авто-
матизированными формовочно-заливочными комплексами с элек-
тронной схемой управления.
Таблица 18
Справочные показатели основных способов литья
Максимальные
значения
Способ
литья
массы,
т
разме-
ров,
мм
Мини-
мальная
толщина
стенки,
мм
Выход
годного,
%
КИМ,
%
Относитель-
ная стоимость
отливок
Мини-
мальная
серий-
ность, шт.
Основное пре-
имущество
ПФ До 200
Различ-
ные
> 3,0 30–60 60–70 1,0
Без огра-
ничений
Универсаль-
ность, низкая
стоимость
ОФ До 0,15 До 1500 > 2,0 50–60 80–95 1,5–5,0 200–500
Высокая чистота
поверхности
ВМ 0,01–0,15 До 1000 > 0,75 30–60 90–95 3,0–10,0 1000
Высокая точ-
ность сложной
отливки
К До 7,0 До 2000 > 3,0 40–60 70–80 1,2–1,5 400–800
Точность и
улучшенная
структура
Д До 0,1 До 1200 1,0–6,0 50–65 90–95 1,8–2,0 1000
Точность, высо-
кая производи-
тельность
ЖШ До 0,3 До 1500 6,0–8,0 90–100 70–85 1,2–2,0 200–500
Высокая плот-
ность
Ц До 40 До 6000 3,0–200,0 90–100 70–90 0,6–0,7 100–1000
Высокая произ-
водительность
НЛ – – 13–25,0 100 90–95 0,7–0,8 5000 То же
Обозначения: ПФ; ОФ; ВМ; К; Д; ЖШ; Ц – см. табл. 5 и 6; НЛ – непрерывное литье.
П р и м е ч а н и е. За единицу стоимости принято литьё в ПФ аналогичного сплава.
В зависимости от габаритов и массы отливок в этом способе литья
изготовление литейных форм производят в кессонах, в почве по мо-
дели и шаблону, в опоках различных размеров и без опок (безопоч-
ная формовка). При изготовлении форм и стержней используются
формовочные смеси разнообразных составов, которые значительно
отличаются по способу их уплотнения
, отвердения, а также прочно-
сти и газопроницаемости. Применение холодно-твердеющих смесей
(ХТС) и жидкоподвижных смесей (ПС) при изготовлении литейных
форм и стержней повышает производительность труда, снижает тру-
доемкость изготовления форм и стержней в 3–5 раз, позволяет меха-
низировать и автоматизировать производство изготовления форм и
стержней независимо от их размеров, конфигурации и
номенклатуры.
Использование ХТС при формовке в кессонах и крупных опоках
позволяет получать ответственные отливки из чугуна и стали тяже-
лого машиностроения, станкостроения и энергетического машино-
строения массой до 200 т, такие, как станины, корпуса, рамы, блоки
цилиндров, шаботы, турбины и прочие.
Что касается точности, то литьем в песчаные формы можно полу-
чать отливки с шероховатостью поверхности Rа = 80–10 и с точно-
стью, соответствующей 14–17-му квалитетам и грубее. В то же вре-
мя, если форма изготовлена из обычной песчано-глинистой смеси,
то шероховатость поверхности отливки находится в пределах Rа 80 –
Rа 40. При использовании песчано-масляных смесей шероховатость
отливок находится в пределах Rа
80 – Rа 20, а при использовании
хромомагнезитовых смесей может достигать Rа 20 – Rа 5,0.
При единичном и мелкосерийном производствах модельные ком-
плекты изготавливаются деревянными; в крупносерийном и массо-
вом производствах используют в основном металлические (или пла-
стмассовые) модельные комплекты. Металлические модели имеют
более высокие точность и чистоту поверхности, что позволяет при-
мерно
на 10 % снизить припуски на механическую обработку. Ли-
тейные уклоны деревянных моделей составляют 1–3
о
, металлических
при ручной формовке – 1–2
о
, при машинной – 0,5–1
о
, что также по-
зволяет на 10–12 % повысить КИМ заготовки.