Моргунов В.Н. Основы конструирования отливок. Параметры точности и припуски на механическую обработку
Подождите немного. Документ загружается.


формы полости особо
сложной фор-
мы
труднодос-
тупными для
очистки по-
лостями
Обозначения: ПФ, ОФ и К – литье в песчаные, оболочковые формы и кокиль; Ц,
Д и ВМ – литье центробежное, под давлением и по выплавляемым моделям.
П р и м е ч а н и е. Если перепад толщин стенок на соседних участках будет более
чем в 3 раза, то группу сложности по
«Конфигурации …» переводят в более слож-
ную (1 – во 2-ю; 2 – в 3-ю и т. д.).
К 4-й группе сложности относятся, как правило, отливки с нали-
чием внутренних полостей средней сложности и затрудненным вы-
ходом наружу.
К 5-й группе сложности относятся отливки закрытой формы со
сложными внутренними полостями.
К 6-й группе сложности относятся отливки закрытой формы с на-
личием тонких сложных ребер и многоярусных внутренних
каналов.
При определении группы сложности по конфигурации поверхно-
сти отливки следует учитывать перепады толщины стенок на со-
седних участках. Если этот перепад толщины составит величину
более трех раз, то группу сложности по «Конфигурации…» перево-
дят в более сложную (1 – во 2-ю; 2 – в 3-ю; и т. д.).
2.3.2. Определение сложности по факторам массы
и габаритного размера
Группа сложности по фактору массы определяется исходя из
принципа: чем больше масса, тем выше сложность. Граничные зна-
чения массы в каждой группе сложности зависят от способа литья.
Например, отливка массой менее 100 кг, изготавливаемая литьем в
ПГФ, относится к 1-й группе сложности, а при литье по выплав-
ляемым моделям к 1-й
группе сложности относятся отливки массой
менее 1,0 кг.
Классификация сложности отливок по фактору массы для основ-
ных способов литья приведена в табл. 6.
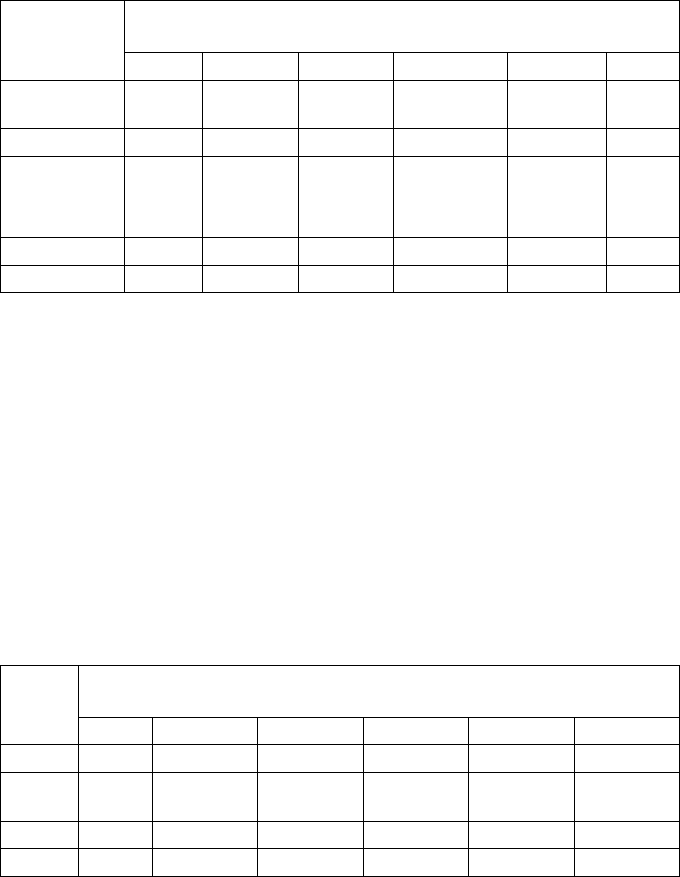
Таблица 6
Классификационные признаки групп сложности по массе (кг)
Группа сложности
Способ
литья
1 2 3 4 5 6
ПФ < 100 100–1000
1000–
4000
4000–8000
8000–
25000
>
25000
ОФ < 8 8–20 20–40 40–50 50–70 > 70
КиЦ:
– ЛЦС;
– Ч; С; ТЦС
< 8
< 50
8–15
50–100
15–30
100–250
30–75
250–400
75–100
400–600
> 100
> 600
Д < 0,5 0,5–2,5 2,5–4,5 4,5–12 12–20 > 20
ВМ < 1,0 1–3 3–5 5–10 10–15 > 15
Обозначения: ПФ; ОФ; К; Ц; Д; ВМ – см. табл. 5; ЛЦС и ТЦС – легкие и тяжелые
цветные сплавы; Ч – чугун; С – сталь.
Группа сложности по габаритному размеру определяется по
максимальному его значению. Чем больше максимальный габарит-
ный размер, тем сложнее отливка. В табл. 7 приведены классифика-
ционные признаки сложности по габаритному размеру отливки.
Группа сложности по габаритному размеру также зависит от спо-
соба литья. Если при литье в песчаные формы отливки с максималь-
ным размером до 1000 мм относят к 1-й группе сложности по данно-
му фактору, то при литье таких же отливок другими способами их
уже относят к 5-й или 6-й группам сложности.
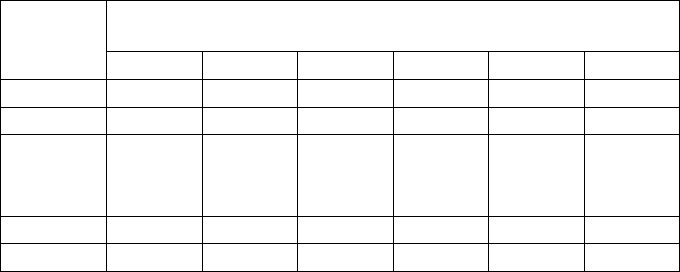
Таблица 7
Классификационные признаки сложности по максимальному
габаритному размеру (мм)
Группа сложности
Способ
литья
1 2 3 4 5 6
ПФ < 1000 1000–1600 1600–3000 3000–4000 4000–6000 > 6000
К; Ц;
ОФ
< 300 300–450 450–600 600–800 800–1000 > 1000
Д < 150 150–250 250–350 350–450 450–550 > 550
ВМ < 100 100–200 200–300 300–400 400–500 > 550
2.3.3. Определение сложности по факторам
толщины стенки, характеристик выступов и впадин,
количества используемых стержней
Группу сложности по толщине основной стенки определяют,
исходя из принципа: чем тоньше стенки отливки, тем сложнее ее из-
готовить. Классификационные признаки групп сложности по толщи-
не стенок отливки приведены в табл. 8. Группа сложности по толщи-
не стенок зависит от способов литья. Так, при литье под давлением
или по выплавляемым моделям
отливки с толщиной стенок 7–8 мм
можно отнести к 1-й группе сложности, а при литье в песчаные фор-
мы их относят к 5–6-й группе сложности.
Таблица 8
Классификационные признаки групп сложности по толщине
основных стенок отливки (мм)
Группа сложности
Способ
литья
1 2 3 4 5 6
ПФ > 30 30–25 24–19 18–13 12–7 < 7
ОФ > 12 12–10 9–7 6–5 5–4 < 4
КиЦ:
– ЦС;
– Ч, С
> 20
> 25
20–16
25–21
15–11
20–16
10–8
15–11
8–5
10–8
< 5
< 7
Д > 7 7–6 6–5 5–4 4–3 < 3
ВМ > 8 8–6 6–4 4–2 2–1 < 1
Обозначения: ПФ; ОФ; К; Ц; Д; ВМ; Ч; С (см. табл. 5 и 6); ЦС – цветные сплавы
(легкие и тяжелые).
Классификация сложности отливок по характеристике вы-
ступов и углублений в их конструкциях при литье в песчаные фор-
мы основана на суммарном количестве выступов, ребер, углублений,
отверстий и их размерах. Например, при литье в песчаные формы
отливок с количеством выступов и углублений менее 5 и высотой
(глубиной) менее 30 мм, их относят к 1-й группе сложности, а при
количестве этих выступов (углублений) более 15 с высотой (глуби-
ной) более 75 мм относят к 6-й группе сложности.
При литье в кокиль
и центробежном литье за основу классифика-
ции сложности отливок по характеристике выступов и углублений
принята высота или глубина данных выступов и углублений. Напри-
мер, при высоте (глубине) выступов (углублений) в отливках менее
10 мм их относят к 1-й группе сложности (при литье в кокиль или
центробежном литье), а при высоте (
глубине) – более 40 мм отлив-
ки относят уже к 6-й группе сложности.
При литье под давлением за основу классификации сложности от-
ливок по характеристике выступов (углублений) принято количество
углублений, полученных неподвижными частями пресс-формы. На-
пример, при изготовлении отливок литьем под давлением с количест-
вом углублений, полученных неподвижными частями пресс-формы
,
менее 6 их относят к 1-й группе сложности, а при количестве углуб-
лений более 20 – отливки относят к 6-й группе сложности.
При литье по выплавляемым моделям за основу классификации
сложности отливок по характеристике выступов (углублений) приня-
то количество частей пресс-формы для изготовления модели. Напри-
мер, при количестве частей пресс-формы не
более 2-х отливки от-
носят к 1-й или 2-й группам сложности, а при количестве частей
пресс-формы более 5 – отливки относят к 6-й группе сложности.
Для отливок, изготавливаемых в оболочковые формы, группу
сложности по характеристикам выступов и углублений определяют
исходя из соотношений размеров выступов и углублений (высота к
ширине или высота
к расстоянию между выступами), а также по ко-
личеству выступов (углублений).
Основные классификационные признаки, определяющие группу
сложности по характеристикам выступов и углублений, даны в табл. 9.
Классификация сложности по количеству стержней, вклады-
шей, отъемных частей пресс-форм и т. п. производится по принци-
пу: чем больше стержней применяется для изготовления литейной
формы (для одной отливки), тем сложнее ее изготовить, тем выше
группа сложности отливки по данному фактору сложности. Опреде-
ление группы сложности по количеству используемых стержней
(вкладышей) зависит от способа литья. Например, к 6-й группе слож-
ности при литье в оболочковые формы относят отливки, для изго-
товления которых используют более 6 стержней, а при литье в пес-
чаные формы – более 30 стержней.
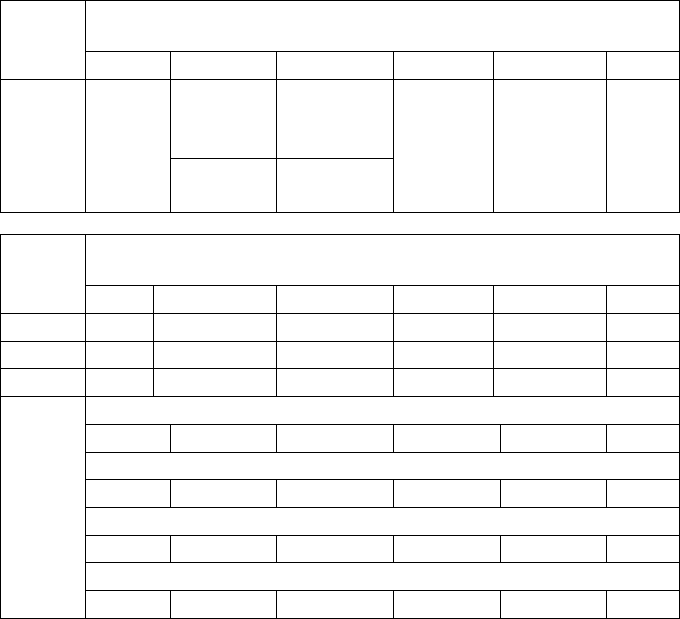
Таблица 9
Классификационные признаки сложности по характеристике
выступов и углублений
Группа сложности
Способ
литья
1 2 3 4 5 6
30 < h < 75;
N ≤ 5
h ≥ 75;
N ≤ 5
ПФ
h < 30;
N ≤ 5
h < 30;
N > 5
30 < h < 75;
N > 5
h ≥ 75;
N=5 –10
h ≥ 75;
N=11–15
h ≥ 75;
N > 15
Окончание табл. 9
Группа сложности
Способ
литья
1 2 3 4 5 6
К и Ц: h < 10; 10 < h ≤ 20; 20 < h ≤ 25; 25 < h ≤ 30; 30 < h ≤ 40; h > 40;
Д(n) < 6 6–8 9–12 13–16 17 – 20 > 20
ВМ (q) 2 2 3 4 4–5 > 5
1) При выполнении ребер в одной полуформе
h/b ≤ 1 1 < h/b ≤ 1,5 1,5 < h/b ≤ 2 2 < h/b ≤ 2,5 1,5 < h/b ≤ 3 h/b > 3
2) При выполнении ребер в двух полуформах
h/b ≤ 2 2 < h/b ≤ 3 3 < h/b ≤ 4 4 < h/b ≤ 5 5 < h/b ≤ 6 h/b > 6
3) Соотношение глубины и диаметра углубления
h/d ≤ 1 1 < h/d ≤ 1,5 1,5 < h/d ≤ 2 2 < h/d ≤ 2,5 1,5 < h/d ≤ 3 h/d > 3
4) При выполнении ребер в одной полуформе
ОФ
N ≤ 4 4 < N ≤ 8 8 < N ≤ 12 12 < N ≤ 16 16 < N ≤ 20 N > 20
Обозначения: h – высота выступов или глубина углублений и отверстий (мм);
N – суммарное количество выступов, ребер, углублений, отверстий (шт.); b – рас-
стояние между соседними параллельными ребрами (мм); d – диаметр отверстия или
наименьший размер углубления (мм); N – количество полостей, полученных непод-
вижными частями пресс-формы при литье под давлением (шт.); q – количество час-
тей пресс-формы при литье по выплавляемым моделям (шт.).
В табл. 10 представлены основные классификационные
признаки для определения групп сложности по количеству
стержней, используемых для изготовления отливки.
Таблица 10
Классификационные признаки сложности по количеству
стержней на отливку (шт.)
Группа сложности отливки
Способ литья
1 2 3 4 5 6
ПФ до 1 2–5 6–12 13–20 21–30 > 30
ОФ до 1 2 3 4–5 6 > 6
К до 1 2 3–4 5–9 9–12 > 12
Д (к-во вкладышей) до 1 2–3 4–5 6–8 9–11 > 11
ВМ (к-во стержней
и вкладышей)
< 2 2 3–4 5–8 8–10 > 10
2.3.4. Определение сложности
по факторам механической обработки,
ответственности и техническим требованиям
Классификация сложности по характеру механической об-
работки основана на количестве и точности обрабатываемых по-
верхностей. В табл. 11 представлены классификационные призна-
ки групп сложности по характеру механической обработки. Груп-
па сложности по характеру механической обработки также зави-
сит от способа литья. Так, к 1-й группе сложности относят отлив-
ки с обработкой до
10 % поверхности при литье в песчаные формы, кокиль или под
давлением, а также с обработкой до 5 % поверхности при литье по
выплавляемым моделям. К 6-й группе сложности относят отлив-
ки, которые требуют обработки поверхности свыше 25–30 % в за-
висимости от способа литья.
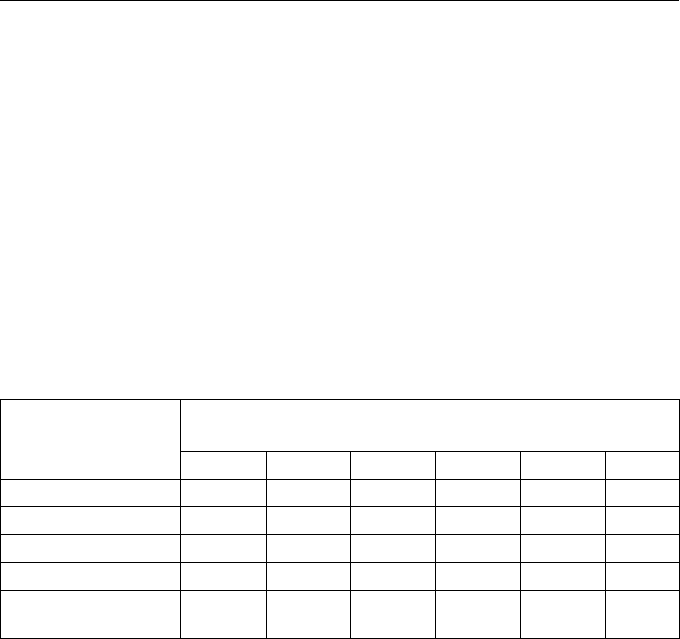
Таблица 11
Классификационные признаки сложности
по характеру механической обработки отливки
Способ литья
Группа
сложно-
сти
ПФ; ОФ; К; Ц и Д ВМ
1
Без обработки или до 10 % поверхности
(сверление);
Rz – 1600 – 10; Ra – 100 – 2,5
До 5 % поверхности;
Ra – 10 – 1,25
2
Одна – две стороны или от 10 до 15 % поверх-
ности;
Rz – 10 – 5,0; Ra – 2,5 – 1,25
5 –10 % поверхности;
Ra – 1,25 – 0,63
3.
С трех сторон или от 15 до 20 % поверхности;
Rz – 5 – 2,5; Ra – 1,25 – 0,63
10–15 % поверхности;
Ra – 0,63 – 0,32
4
С четырех сторон или от 20 до 25 % поверхно-
сти;
Rz – 2,5 – 0,63; Ra – 0,63 – 0,16
15–20 % поверхности;
Ra – 0,32 – 0,08
5
С пяти сторон или 25–30 % поверхности;
Ra – 0,16 – 0,04;
20–25 % поверхности;
Ra – 0,08 – 0,05
6
С шести сторон или более 30 % поверхности;
Ra < 0,04
Свыше 25 % поверх-
ности; Ra < 0,05
Классификация отливок по ответственности назначения
литой детали производится из заключения: выше ответственность
– выше группа сложности. В табл. 12 приведены классификаци-
онные признаки групп сложности по ответственности назначения
литой детали. Так, отливки, служащие для изготовления литых
деталей общего назначения, относят к 1-й или 2-й группам слож-
ности, а отливки, предназначенные для изготовления
литых дета-
лей особо ответственного назначения, относят к 5-й или 6-й груп-
пам сложности.
Таблица 12
Классификационные признаки групп сложности
по ответственности назначения
Группа сложности отливки
1 2 3 4 5 6
Общего назначения Ответственного назначения Особо ответственного
назначения
Классификация сложности отливок по особым техниче-
ским требованиям основывается на количестве и качестве
предъявляемых требований к отливке (по газонепроницаемости,
механическим, физическим свойствам, химическому составу,
микроструктуре и т. д.). В табл. 13 приведены классификацион-
ные признаки определения групп сложности по основным техни-
ческим требованиям, предъявляемым к литой детали.
Таблица 13
Классификационные признаки сложности
по особым техническим требованиям
Группа
сложности
Признаки сложности
1.
2.
3.
Не предъявляются
4.
Непроницаемость при рабочем давлении до 0,6 МПа; предъявляют-
ся по механическим свойствам, химическому составу
5.
Непроницаемость при рабочем давлении свыше 0,6 до 3,0 МПа
включительно; предъявляются по механическим и физическим свой-
ствам, химическому составу
Окончание табл. 13
Группа
сложности
Признаки сложности
6.
Непроницаемость при рабочем давлении св. 3 МПа; особые требо-
вания по механическим и физическим свойствам, металлографиче-
ской структуре, по химическому составу, по сплошности структуры
металла, по нормированию равномерности твердости

2.3.5. Методика определения общей (приведенной)
группы сложности отливки
Группа общей (приведенной) сложности отливки определяется
способом группировки выбранных групп сложности по каждому
из девяти факторов сложности отливки. Группировку признаков
сложности производят путем их последовательного отнесения,
начиная с более высоких групп сложности в сторону более низких
групп сложности. Необходимо остановиться на той группе
сложности, в которой достигается четыре условно совпадаю-
щие группы сложности по отдельным факторам сложности (для
центробежного литья – три условно совпадающие группы слож-
ности). Следует учесть, что при определении группы сложности
отливки по факторам: «Конфигурация поверхности»; «Характер
механической обработки» и «Особые технические требования»
(см. табл. 5; 11 и 13) выбор остается за более высокой группой
сложности из этих трех факторов сложности
.
Пример. Возьмем какую-то конструкцию отливки. Согласно
табл. 5–13 выберем группы сложности отдельно по каждому из
факторов сложности конструкции. Суммируем факторы слож-
ности с одинаковой группой сложности. Результаты оформим
следующим образом:
Группа сложности 1 2 3 4 5 6
Количество факторов с одина-
ковой группой сложности
3 3 – 1 1 1
Применяем способ группировки по следующей схеме: один
фактор из шестой группы переходит в пятую; затем эти два ус-
ловно совпадающих фактора переносятся в четвертую группу;
три условно совпадающих фактора переносятся во вторую груп-
пу; количество условно совпадающих факторов в этой группе
сложности достигает пяти (более четырех); отливке присваи-
вается вторая
группа сложности.
В качестве наглядного примера в табл. 14 приведены конст-
рукции типовых отливок, распределенных по группам сложности.
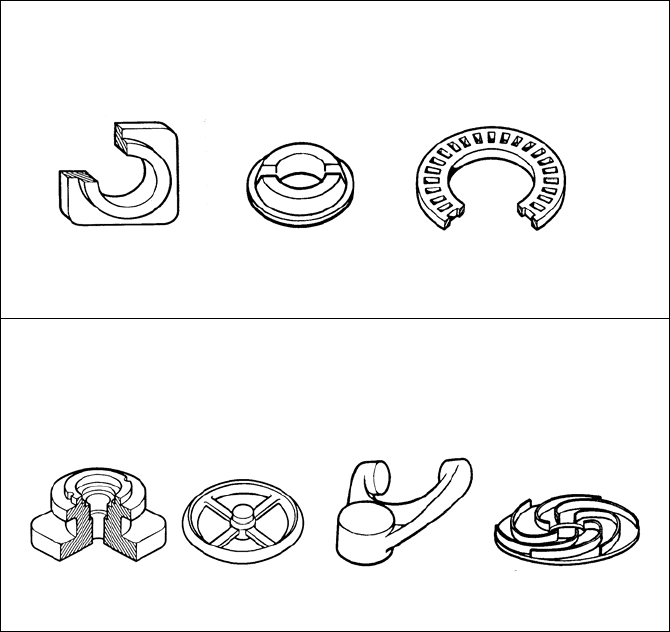
Таблица 14
Примеры типовых конструкций отливок
различной сложности
Отливки 1-й группы сложности – отливки простой геометрической формы,
малоответственного назначения, как правило, без механической обработки (или
сверление). Для изготовления используется не более 1-го стержня.
Фланец Гайка крепления Шайба ячейковая
Отливки 2-й группы сложности – это сочетание простых геометрических тел
открытой коробчатой формы. Отливки общего назначения, механически обраба-
тываются с одной или двух сторон. При изготовлении используется до 5 стержней
(ПГФ).
Корпус Маховик Вилка Диск