Моргунов В.Н. Основы конструирования отливок. Параметры точности и припуски на механическую обработку
Подождите немного. Документ загружается.

Основные преимущества и недостатки
Главное преимущество литья в песчаные формы состоит в том,
что это самый простой и дешевый способ изготовления отливок по
сравнению с другими способами литья. Этот способ почти не огра-
ничен по размерам, массе и конфигурации изготовляемых отливок,
так же как и по применяемому сплаву для ее изготовления
.
Этот способ литья имеет наименьшую продолжительность освое-
ния новой технологии по сравнению с другими способами и не огра-
ничен по серийности производства, а при индивидуальном производ-
стве это самый экономически выгодный способ производства.
Основными недостатками литья в песчаные формы являются:
- использование больших производственных площадей и энерго-
емкого технологического и
подъемно-транспортного оборудования;
- сложность, иногда невозможность изготовления мелких, тон-
костенных отливок;
- сложность изготовления отливок с высокими требованиями по
точности (невысокая точность изготовления отливок требует назна-
чения завышенных припусков на механическую обработку; КИМ
заготовки не более 60–70 %);
- неудовлетворительные условия труда, особенно при исполь-
зовании современных смесей на основе различных смол
и т. д.
Целесообразность и область применения
Этот способ литья экономически целесообразен при любом харак-
тере производства, для деталей любых массы, конфигурации, габари-
тов, для получения отливок практически из всех литейных сплавов.
Этот способ литья является основным для производства отливок из
чугуна и стали в различных отраслях машиностроения. А для
изго-
товления массивных, крупногабаритных отливок это единственный
способ литья.
Данный способ литья накладывает определенные ограничения на
толщину стенок изготавливаемых отливок.
Литьем в песчаные формы не рекомендуется изготавливать от-
ливки с толщиной стенок:
- для отливок из ЧПГ массой до 5 кг марок СЧ10-СЧ15 – менее
5 мм; СЧ20 – СЧ25 – менее 10 мм; СЧ30 – менее 12 – 16 мм;
- для отливок из ЧПГ массой до 100 кг марок СЧ10 – СЧ15 – ме-
нее 10 мм; СЧ20 – СЧ25 – менее 14 мм; СЧ30 – менее 16–18 мм;
- для отливок из ЧПГ массой до 500 кг марок
СЧ10 – СЧ15 – ме-
нее 14 мм; СЧ20-25 – менее 16 мм; СЧ30 – менее 18 мм;
- для отливок из ВЧШГ массой до 2 кг – менее 3–4 мм; массой
до 50 кг – менее 6 – 8 мм; св. 50 кг – менее 10–20 мм;
- для отливок из нелегированной стали массой до 2 кг – менее
8 мм; до 50 кг – менее 12 мм; более 50 кг – менее 20 мм;
-
для отливок из алюминиевых сплавов размерами до 200 мм –
менее 3–5 мм; до 800 мм – менее 5–8 мм.
3.2.2. Литье в оболочковые формы
Отличие литья в оболочковые формы состоит в том, что в данном
способе используется своеобразная форма в виде оболочки. Оболоч-
ку выполняют из песчано-смоляных смесей по горячей модельной
оснастке, а также из химически твердеющих смесей по холодной мо-
дельной оснастке.
Литье в оболочковые формы применяют для изготовления слож-
ных и
ответственных фасонных отливок повышенной точности мас-
сой от сотней граммов до 150 кг и выше, габаритными размерами до
1500 мм и минимальной толщиной стенки до 3 мм.
Применение толстостенных оболочек из химически твердеющих
смесей толщиной порядка 50–150 мм позволяет изготавливать от-
ливки из чугуна массой до 40 тонн.
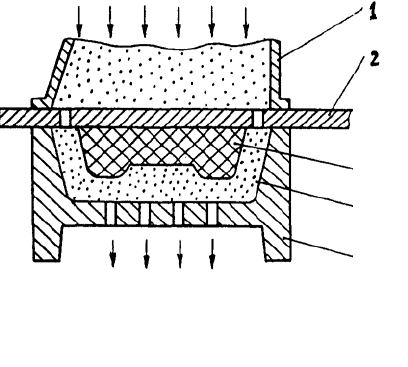
На рис. 7 показана схема изготовления оболочек из
ХТС. Ее полу-
чают наддувом смеси с помощью пескодувной машины в простран-
ство между моделью и сушителем. После наддува смеси и отвержде-
ния оболочки на модели в сушителе их помещают в печь для полного
отверждения. После полного отверждения оболочки в печи её извле-
кают из сушителя и снимают с модели.
1
2
3
Рис.7. Схема устройства для изготовления оболочек из ХТС:
1 – камера пескодувной машины;
2 – плита надувная с отверстиями;
3 – модель; 4 – оболочка; 5 – сушитель
Особенности литья
Применение в смеси термореактивных смол в качестве связующе-
го (3–9 % от массы песка) обеспечивает быстрое отверждение обо-
лочки (30–90 с) и высокую ее прочность при растяжении (до 5 МПа).
Отверждение формы непосредственно на модели дает достаточно
точные и стабильные размеры. Точность размеров отливки соответ-
ствует 15–14 квалитетам, а шероховатость поверхности соответству-
ет R
а 40 – Rа 5,0.
Одной из важных особенностей литья в оболочковые формы явля-
ется свойство оболочки на термореактивных смолах разупрочняться
при воздействии высоких температур (т. е. при заливке в нее распла-
ва). Это способствует свободной усадке отливки в форме, снижению
внутренних напряжений, возникающих при усадке. Разупрочнение
оболочки после ее заливки металлом значительно
облегчает выбивку
форм и очистку отливок. Здесь следует отметить, что оболочковые
стержни применяются при других способах литья, особенно при вы-
полнении в отливках сложных, небольших по размерам полостей.
Основные преимущества и недостатки
Преимуществами литья в оболочковые формы являются:
- значительная длительность хранения литейной формы (обо-
лочки) из-за ее
негигроскопичности (на термореактивных смолах);
- снижение припусков на механическую обработку и соответст-
венно увеличение КИМ заготовки до 80–95 %;
- уменьшение объема грузопотоков и производственных работ
на операциях приготовления формовочной смеси, изготовления
стержней и литейных форм (расход формовочных материалов по
сравнению с литьем в ПФ снизится в 10–20 раз; объем транспорти-
ровки и переработки формовочных материалов сокращается в
8–10 раз);
- уменьшение в 2–4 раза трудозатрат на выбивку и очистку ли-
тья по сравнению с литьем в ПФ;
- увеличение в 1,5 – 2 раза выхода годного за счет снижения
брака;
- возможность изготовления сложных тонкостенных фасонных
отливок.
К основным недостаткам способа литья можно отнести:
-
высокую стоимость связующего и повышенное выделение
вредных веществ при заливке форм;
- недостаточную жесткость оболочек и их коробление при габа-
ритных размерах свыше 1500 мм, что ограничивает область приме-
нения данного способа литья по массе и габаритным размерам.
Целесообразность и область применения
Литьем в оболочковые формы получают сложные отливки с вы-
сокой
развитостью поверхности (например, ребристые цилиндры
двигателей с воздушным охлаждением, распределительные и колен-
чатые валы, гильзы, звездочки, зубчатые колеса и т. п.) в условиях
массового и крупносерийного производства (нецелесообразно изго-
товление отливок литьем в оболочковые формы менее 200 шт.) с
предпочтительной массой 5–15 кг и габаритами до 500–700 мм.
Данный способ литья предъявляет определенные
требования к
конструкции и толщине стенок изготавливаемой литой детали.
Конфигурация литой детали должна обеспечивать возможность
извлечения модели из формы (оболочки).
Не рекомендуется изготавливать литьем в оболочковые формы
глубокие коробчатые литые детали (так как высокая текучесть фор-
мовочной смеси на горячей модели может привести к образованию
оболочки с разной толщиной стенок, что
приведет к браку).
Литьем в оболочковые формы не рекомендуется изготавливать
отливки с толщиной стенок:
- для мелких чугунных отливок менее 2,0–2,5 мм;
- для стальных отливок – менее 3–4 мм.
Оптимальная толщина стенок отливок находится в пределах 2–8 мм.
Следует избегать литьем в оболочковые формы отливок с сочета-
нием массивных и тонких частей, так как применение холодильников
и прибылей усложняет процесс изготовления оболочек.
Для свободного съема оболочки с модели отливка должна иметь
конструктивные уклоны в пределах 0,5–5,0
о
.
Отливка должна иметь минимальное количество полостей, изго-
тавливаемых стержнями.
Литьем в оболочковые формы можно выполнять отверстия диа-
метром до 6 мм (при толщине стенок 10–12 мм).
3.2.3. Литье по выплавляемым моделям
Этот способ получения отливок в многослойных, оболочковых,
неразъемных, разовых керамических формах с использованием вы-
плавляемых, выжигаемых и растворяемых моделей. Позволяет изго-
товить фасонные отливки массой до 150 кг из любого литейного
сплава очень сложной конфигурации, тонкостенных, с повышенной
точностью размеров и поверхности. Размерная точность соответству-
ет 15–12 квалитетам, а шероховатость поверхности – Rа
20 – Rа 2,5.
Особенности литья
В данном способе литья модель изготавливается в специальных
пресс-формах. Этим достигается высокая точность изготовления мо-
дели. Модель не имеет разъема и служит для изготовления одной
детали (т. е. нет износа модели), что значительно увеличивает раз-
мерную точность отливок.
Своеобразный способ изготовления литейной формы (керамиче-
ской
оболочки толщиной 2–8 мм) без механического воздействия на
модель, отсутствие разъема формы и оригинальный способ удаления
модели из формы (выплавление, выжигание, растворение) обеспечи-
вают высокую точность изготовления формы, а значит и отливки.
Керамическая оболочка не газотворна (оболочка прокаливается
при высоких температурах ~ 900
о
С), что исключает образование га-
зовых раковин в отливках.
Малая теплотворная способность керамической оболочки и за-
ливка металла в горячие формы благоприятствуют заполнению фор-
мы и питанию отливки из литниково-питающей системы.
Керамическую оболочку можно до заливки нагревать до темпера-
тур, превышающих температуру плавления сплава, а также быстро
охлаждать без каких-либо деформаций и разрушений. Это свойство
литейной формы можно
использовать для обеспечения направленной
кристаллизации отливки, т. е. данным способом возможно получить
высокогерметичную отливку с монокристаллической структурой.
Модель при данном способе литья может быть составлена из от-
дельных частей путем пайки или склеивания. Это позволяет получать
литьем очень сложные цельнолитые детали, которые не удается из-
готовить другими способами обработки металлов.
Себестоимость отливок, полученных литьем по выплавляемым
моделям в 3–10 раз выше, чем отливок, получаемых литьем в песча-
ные формы. Однако за счет высокого качества отливок и уменьшения
объема механической обработки общие расходы на изготовление де-
тали часто бывают ниже, особенно при массовом и серийном произ-
водстве.
Основные преимущества и недостатки
Основными преимуществами
данного способа литья являются:
- возможность изготовления сверхсложных, тонкостенных отли-
вок с толщиной стенки до 0,75 мм и литыми отверстиями до 1,0 мм;
- изготовление отливок высокого качества и высокой точности;
- снижение до минимума припуска на механическую обработку
отливок (КИМ заготовки ≈ 90–95 %).
- Основными недостатками способа являются:
- высокая стоимость изготовления
отливок;
- ограничение по массе и габаритам изготавливаемых отливок
(по массе до 150 кг, по габаритам до 1000 мм);
- сложный процесс очистки отливок (выщелачивание и т. п.);
- литье по выплавляемым моделям является наиболее длитель-
ным и трудоемким технологическим процессом изготовления отли-
вок.
Целесообразность и область применения
Литьё по выплавляемым моделям достаточно широко применяет-
ся в машиностроении. Этим способом получают детали турбинных
лопаток из жаропрочных сплавов, колеса насосов из коррозионно-
стойких сплавов, коромысла клапанов, детали турбомашин (дюзы,
клапана) и прочие сложные и ответственные детали.
Целесообразность применения литья по выплавляемым моделям:
- в массовом или
крупносерийном производстве мелких, слож-
ных, тонкостенных отливок с повышенными требованиями к качест-
ву и точности изготовления (без последующей механической обра-
ботки или незначительной) в основном из легированных сталей и
тугоплавильных цветных сплавов с массой от 0,2 до 12 кг и литыми
отверстиями до 3,0 мм (менее получить затруднительно из-за слож-
ности изготовления
стержня);
- изготовление отливок сверхсложной конфигурации при любой
серийности, если их нельзя изготовить другими способами (или это
очень затруднительно);
- изготовление отливок со сложными полостями при любой се-
рийности, если стоимость их изготовления компенсируется снижени-
ем затрат на механическую обработку и за счет экономии металла
(т. е. увеличения КИМ заготовки);
- изготовление литых деталей из недеформированных сплавов с
низкими литыми свойствами.
Литьё по выплавляемым моделям предъявляет определенные
требования к конструкции литой детали, к толщине ее стенок, раз-
мерам и т. п.
При изготовлении стальных отливок литьем по выплавляемым
моделям следует учитывать, что толщина стенок должна быть не ме-
нее 0,75 мм, если
их протяженность составляет не более 10 мм. При
протяженности стенок до 50 мм толщина их должна быть не менее
1,5 мм; при протяженности до 100 мм – не менее 2,0 мм; при протя-
женности до 200 мм – не менее 2,5 мм; при протяженности до
350 мм – не менее 3,0 мм; свыше 350 мм – не менее 3,5 – 4,0 мм.
Допустимая минимальная толщина чугунных отливок, изготавли-
ваемых литьем по выплавляемым моделям в 1,2–1,5 раза меньше,
чем у стальных.
Оптимальная толщина стенок отливок, получаемых литьем по
выплавляемым моделям, составляет 6 мм. При большей толщине
стенок могут возникать усадочные раковины из-за недостаточности
их питания
Не рекомендуется изготавливать отливки литьем по выплавляе-
мым моделям:
-
если в их конструкции есть резкие переходы стенок с соот-
ношением свыше чем 1:4 (большая вероятность возникновения по-
ристости);
- если в отливках с тонкими стенками, протяженностью более
150 мм не предусмотрены технологические окна или ребра жестко-
сти (большая вероятность коробления отливок).
3.2.4. Литье в керамические формы
по постоянной модели
Литье в керамические формы по постоянным моделям относится
к способу изготовления особо точных отливок, которые по значени-
ям массы и габаритов не могут быть изготовлены литьем по выплав-
ляемым моделям. Керамическую форму в данном способе литья го-
товят из жидкоподвижной химически твердеющей смеси на основе
пылевидного кварца, муллита и других
огнеупорных песков. В каче-
стве связующего применяются этилсиликат или его заменители. В
смесь добавляют специальные добавки – гелеобразователи (щелочи,
кислоты MgO и прочие.). Суспензия (смесь) после заполнения осна-
стки затвердевает в ней в течение от 20 с до 15 мин (зависит от габа-
ритов формы).
Особенностью литья в керамические формы является образова-
ние мелких сеток
микротрещин в стенках прокаленной керамической
формы. Это способствует газопроницаемости и некоторой податли-
вости формы.
Основными преимуществами данного способа литья являются:
- отсутствие средств уплотнения при изготовлении литейной
формы;
- высокая точность отливок (соответствует точности литья по
выплавляемым моделям);
- более широкая номенклатура изготавливаемых отливок по
массе и габаритам (литьем в керамические формы изготавливают
отливки из различных сплавов массой от 0,2 до 10 000 кг).
Основной недостаток литья в керамические формы – это высокая
стоимость формовочных
материалов (от 25 до 60 % от себестоимости
годных отливок).
Целесообразность и область применения
Литье в керамические формы целесообразно применять в крупно-
и мелкосерийном производстве. Иногда этот способ применяют при
производстве особо точных сложных отливок при единичном произ-
водстве.
Некоторые отливки, как лопатки турбин с тонкими каналами
большой протяженности, колеса турбин и насосов,
выплавляемые из
тугоплавких сплавов (например, на основе титана, никеля и др.),
можно получить только литьем в керамические формы.
Этот метод литья часто используется при изготовлении художест-
венных отливок.
Очень часто литье в керамические формы по постоянным моде-
лям применяют при изготовлении модельных комплектов, кокилей,
пресс-форм и штампов в литейном, стекольном
, пластмассовом,
штамповочном и других производствах.
Литьем в керамические формы изготавливают отливки для энер-
гетической, атомной промышленности, аэронавтики и космонавтики.
3.2.5. Литье в кокиль
Литье в кокиль – это процесс формирования отливки в многоразо-
вой форме при ее заливке расплавленным сплавом под действием
гравитационных сил (свободная заливка). Стержни, применяемые в
кокиле, могут изготавливаться из песчаных смесей различными спо-
собами с применением различных связующих (составы ХТС, БС,
ЖСС и т. п.).
Песчаные стержни применяют преимущественно при изготовле-
нии в кокиль стальных и чугунных отливок. Металлические стержни
применяются при изготовлении в кокиль отливок из магниевых, цин-
ковых, алюминиевых и медно-цинковых сплавов.
Важным элементом кокиля является защитное покрытие его рабо-
чей
поверхности (защитные краски и облицовки). Они позволяют
снизить интенсивность теплопередачи от отливки форме и, соответ-
ственно, термические напряжения, возникающие в кокиле.
Особенности кокильного литья
Прежде всего, к особенностям кокильного литья можно отнести
газонепроницаемость и неподатливость литейной формы, а также
высокую скорость охлаждения отливки в кокиле (в 3–10 раз выше,
чем при литье в песчаные формы).
Неподатливость формы затрудняет получение сложных и чугун-
ных отливок (большая вероятность образования трещин).
Интенсивность охлаждения отливки в кокиле позволяет получить
ее
с плотной мелкозернистой структурой. Это особенно важно для
отливок из сплавов с широким интервалом кристаллизации (алюми-
ниевых, магниевых, медно-цинковых и др.).
Интенсивность охлаждения отливки в то же время резко снижает
жидкотекучесть расплава, что затрудняет получать литьем в кокиль
тонкостенные отливки. А чугунные отливки, как правило, получают-
ся с отбелом
поверхности.
Основные достоинства и недостатки
К достоинствам кокильного литья можно отнести:
– улучшение условий труда; практически полное исключение
формовочных материалов из технологического процесса; резкое
снижение выделения пыли при выбивке отливок; увеличение съема с
производственной площади в 3–5 раз по сравнению с литьем в пес-
чаные формы;
– повышение производительности труда в 1,5–6,0 раз по срав-
нению с литьем
в песчаные формы;