Молочек В.А. Ремонт паровых турбин
Подождите немного. Документ загружается.

При изготовлении производится припилов-
ка замковой вставки по профилям призамковых
лопаток или промтел, снятие фасок с верхнего и
нижнего торца и выполнение вырезов или кана-
вок согласно чертежу замка. Замковая вставка
после смазки тонким слоем ртутной мази уста-
навливается на место с усилием, в случае заеда-
ний при установке до места замок осторожно вы-
бивается, след заедания на металле замка при-
шабривается и замок полностью доводится до
места на всю глубину посадки. Затем, забивается
клин с расчетом полного прилегания расклинен-
ного замка к стенкам замкового колодца, и замок
расчеканивается путем начеканки на него металла
с обеих половинок замковой вставки (рис. 13.19).
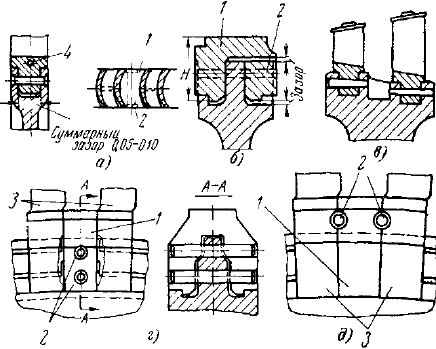
Рисунок 13.31. Замки с креплением хвостов лопаток
заклепками. 1-замок, 2 — заклепки, крепящие замок 3
— лопатки смежные с замком, 4 — штифт.
В конструкциях с Т-образными хвостами
ЛМЗ замки крепятся заклепками (рис. 13.31,а),
которые проходят через тело замка и обод диска.
Такой тип замка удобен для установки и надежен
в эксплуатации. После плотной установки замко-
вой вставки между двумя прилегающими лопат-
ками через имеющееся в щеке диска отверстие,
как по кондуктору, сверлится для заклепки отвер-
стие в середине замковой вставки, диаметр сверла
берется на 0,1—0,2 мм меньше диаметра от-
верстия в щеке диска для последующего дове-
дения отверстия до необходимого диаметра раз-
верткой.
Для проверки, действительно ли при свер-
лении замковой вставки отверстие пройдет через
ее середину, необходимо на обод вынести риску,
указывающую центр отверстия в щеке диска.
Заклепка по диаметру должна плотно вхо-
дить в отверстие от легких ударов ручника. После
установки на место концы заклепки с обеих сто-
рон обода диска должны быть надежно расчека-
нены или, в крайнем случае, при невозможности
расчеканки из-за близости расстояния между со-
седними дисками, они должны быть надежно рас-
кернены (рис 13.20,в)
Такой же тип крепления с помощью ци-
линдрических штифтов или заклепок применяется
и при установке лопаток на гребень диска (рис.
13.31,б); в этом случае отверстие в замковой ло-
патке или замковой вставке размечается так же,
как указано выше, с обязательной и тщательной
предварительной проверкой совпадения центра
этого отверстия с серединой замковой лопатки
или вставки.
В некоторых конструкциях вместо цилин-
дрических применяются конусные штифты или
заклепки (рис. 13.31,в); в этом случае конусные
штифты должны изготовляться с припуском
0,02—0,025 мм на диаметр; установка и расче-
канка этих штифтов производится так же, как это
указано для закрепления Т-образных лопаток.
Для закрепления лопаток с грибовидными
хвостами замок выполняется в виде хвоста лопат-
ки, обработанного соответственно очертаниям
обода диска в месте замкового выреза. Этот замок
закрепляется на насадных дисках одной или дву-
мя заклепками, пропускаемыми через тело замка
и диска (рис. 13.31,г), а на цельнокованных рото-
рах—заклепками, пропускаемыми поверх грибка
обода диска, по стыкам замка и соседних около-
замковых лопаток (рис 13.31,д). Для крепления по
второму способу, при котором диск не имеет
сверлении, канавки под заклепки в замке и около-
замковых лопаток должны быть выфрезерованы
заранее с доведением их до окончательного раз-
мера по месту после установки замка.
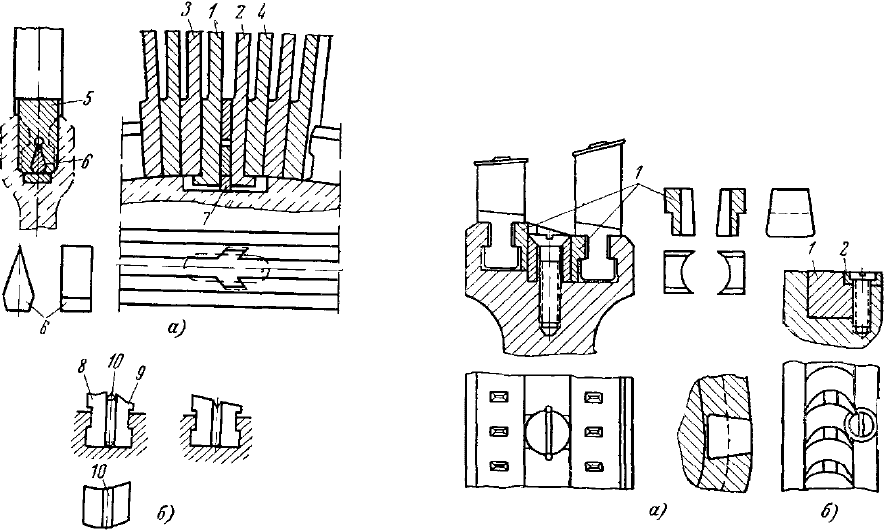
На рис. 13.32,а показана установка замка с
расклиниванием. В этой конструкции две лопатки
1 и 2, примыкающие к замку, имеют в хвостовой
части выступы, которые при установке входят
под хвосты соседних лопаток 3 и 4. После уста-
новки лопаток 1 и 2 и их расклинивания между
ними вставляется подкладка 7, стальной клин 6 и
на него загоняется подогнанная по месту замко-
вая вставка 5, имеющая посередине в своей ниж-
ней части прорезь. Замковая вставка при ее зако-
лачивании раздвигается клином 6, входящим в ее
прорезь и заполняет всю выточку паза, расши-
ряющуюся книзу, благодаря чему получается за-
мок, надежно закрепляющий лопатки на диске. В
случае необходимости удаление замка может
быть произведено только его высверливанием и
вырубкой.
Простым и надежным является замок, кон-
струкция которого показана на рис 13.32,б; этот
замок применяется в конструкциях, где реактив-
ные лопатки и промтела заводятся в паз путем
поворота вдоль паза, а не через замковый коло-
дец. Эти лопатки удерживаются в пазе диска зам-
ком, который изготовляется из нормального
промтела, разрезанного на три части. По оконча-
нии наборки лопаток и их расклинивания между
двумя соседними лопатками оставляется про-
странство, равное ширине промтела; в это про-
странство вставляются две части 8 и 9 разрезан-
ного промтела, которые входят в выточки обода и
между ними плотно загоняется клин 10. Для ис-
ключения возможности выхода клина из паза на
него производится расчеканка верхних концов
вставок 8 и 9.
Для закрепления лопаток ступеней скоро-
сти на двухступенчатом диске применяется замок,
состоящий из двух вставок, расширяющихся кни-
171
зу (рис. 13.33,а); вставки разжимаются специаль-
ной шайбой. Замок устанавливается на место по-
сле окончательной пригонки призамковых лопа-
ток; шайба закрепляется на диске винтом, кото-
рый в свою очередь после окончательной затяжки
тщательно раскернивается. Еще одной разновид-
ностью таких замков является конструкция, изо-
браженная на рис. 13.33,б, где закрепление зам-
ковой цельной вставки производится шайбой,
накладываемой на нее и привертываемой к ободу
диска винтом. Этот тип замка применяется не
только для крепления лопаток в ступенях скоро-
сти, но и для крепления лопаток в ступенях дав-
ления барабанных роторов.
Рисунок 13.32. Установка замков с расклинкой.
Лопатки с торцовыми елочными радиусны-
ми хвостами (рис. 13.34) и осевой системой креп-
ления в пазах диска применяются ХТГЗ для по-
следних ступеней мощных турбин. Пре-
имуществом этих хвостов является возможность
легкой смены отдельных лопаток и высокая точ-
ность их изготовления, поэтому никаких припи-
ловочных и пригоночных работ при переоблопа-
чивании не требуется и не допускается. Путем
осевого ввода каждая лопатка предварительно
устанавливается на диск в свой паз без стопорных
пластин; после расклинивания лопаток к перифе-
рии производится проверка их положения в тан-
генциальном и аксиальном направлениях и заме-
ры зазоров между лопаткой и дном паза; по этим
зазорам производится припиловка и шлифовка
толщины стопорных пластин. После выемки ло-
паток и тщательной очистки хвостов лопаток и
пазов диска лопатки набираются на диск вместе
со своими стопорными пластинами, концы кото-
рых затем аккуратно, во избежание появления
трещин, загибаются по торцу обода диска и сто-
порят лопатки в осевом направлении.
Лопатки реактивных турбин с зубчиковы-
ми хвостами крепятся на роторе с помощью
промтел (рис. 13.35,а) и заводятся в паз ротора
через замковый колодец, который образуется пу-
тем срезания зубчиков с одной стороны паза и
обработки срезанной поверхности под клин (рис.
13.35,б). После набора всех лопаток в замковый
колодец вставляется замок, состоящий из трех
частей: вставки 1, имеющей зубчики соответст-
венно зубчикам паза, вставки 2, имеющей клино-
вую поверхность соответственно клиновой по-
верхности замкового колодца и проставки 3, ко-
торая изготовляется из мягкой стали, разрезается
для облегчения осадки на две-три части и встав-
ляется между вставками 1 и 2. При забивании
металл проставки 3 заполняет мелкие зубчики,
выполненные на внутренних поверхностях вста-
вок 1 и 2, и, кроме того, для исключения возмож-
ности выхода из сцепления проставки 3 на нее
сверху начеканивается металл вставок 1 и 2.
Рисунок 13.33. Крепление замков винтами.
1-замковые вставки; 2 — шайбы.
После закрепления и расчеканки замка
производится окончательная правка лопаток, под
которой понимается исправление положения ло-
паток в тангенциальном и осевом направлениях;
правка производится вручную с помощью специ-
альных оправок (см. рис. 13.28).
Облопачивание цилиндра турбины.
Предварительная проверка, подготовка лопаток и
других лопаточных материалов, приспособлений,
а также пазов цилиндра турбины, подлежащих
облопачиванию, производится аналогично ука-
занному для рабочих лопаток.
Наборка лопаток в цилиндре производится
по ходу вращения ротора после установки в паз
замка (концевого тела) у плоскости разъема, к
которому плотно пригоняются лопатки и промте-
ла, устанавливаемые спинкой вверх. Выходная
кромка последней лопатки, набранной в нижнюю
половину цилиндра, должна совпадать с плоско-
стью разъема цилиндра; в случае несовпадения
промежуточные тела, установленные до концевой
лопатки, подлежат соответствующей опиловке, с
уменьшением шага не больше чем на 5%.
172
Наборку лопаток следует начинать с по-
следнего ряда, т.е. с наиболее длинных лопаток,
последовательно переходя к следующему ряду по
окончании предыдущего; такая наборка лопаток
облегчает обандаживание и пайку, которые при
этом не затруднены наличием последующих ря-
дов.
Установка лопаток контролируется в ра-
диальном направлении шаблоном или сегментом,
толщина которого равна расстоянию между пере-
облопачиваемым и соседним рядом лопаток и
высотой, несколько превышающей высоту лопа-
ток (рис. 13.29,а).
Рисунок 13.34. Лопатки с елочным радиусным торцо-
вым хвостом. 1-стопорная пластина,
2 — минимальный зазор 0,1 мм.
В осевом направлении проверка произво-
дится линейкой и проверочным валом. Для этой
проверки линейка устанавливается на плоскость
разъема поперек оси цилиндра так, чтобы ее реб-
ро по обеим сторонам совпадало с кромками паза
под концевые лопатки. Если необходимо, крайние
лопатки отрихтовываются по линейке с допуска-
ми, не превышающими величин, приведенных в
табл. 13.1.
После правки указатель проверочного вала,
который устанавливается на подшипники, отцен-
тровывается по выверенным концевым лопаткам;
при этом должны быть приняты меры против
возможного осевого смещения проверочного ва-
ла. При вращении проверочного вала в сторону
выхода пара проверяется и исправляется осевое
положение каждой лопатки относительно указа-
теля вала.
Рисунок 13.35. Лопатки с зубчиковыми хвостами. а—
крепление лопаток, б—замок для лопаток.
Наборка лопаток в верхней части цилиндра
(в крышке) производится так же, как в нижней.
Установку первого концевого тела в этой части
цилиндра необходимо производить с расчетом
сохранения нормального шага между концевыми
лопатками обеих половин цилиндра при его за-
крытии.
Вторые концевые тела, после окончатель-
ной запрессовки лопаток и промтел в пазы, при-
паиваются к крайним к разъему лопаткам и уста-
навливаются в пазах верхней и нижней половин
цилиндра так, чтобы при расклинивании было
обеспечено плотное крепление всего ряда
лопаток.
Выступающие части концевых тел опили-
ваются заподлицо с плоскостью разъема, для за-
чеканки с концевых тел снимаются фаски и они
зачеканиваются в пазе или стопорятся специаль-
ными планками, закрепляемыми впотай на плос-
кости разъема шурупами.
После окончательной правки лопаток уста-
навливается, разрезается по пакетам и припаива-
ется к лопаткам бандажная проволока и устанав-
ливается бандажная лента, если это предусмотре-
но конструкцией. Бандажная лента протачивается
с помощью борштанги после пригонки и расклеп-
ки шипов.
После окончания работ по облопачиванию
производится проверка плотности горизонталь-
ных фланцев разъема цилиндров и, в случае необ-
ходимости, их пришабровка для устранения не-
плотностей, которые могли появиться вследствие
раздельного производства работ по облопачива-
нию верхней и нижней половин цилиндров.
13.10. ПЕРЕОБЛОПАЧИВАНИЕ
ЛОПАТКАМИ, ИМЕЮЩИМИ
ВИЛЬЧАТЫЙ ХВОСТ.
Переоблопачивание лопатками с вильча-
тым хвостом для верховой посадки на гребни
диска имеет много особенностей по сравнению с
указанными выше, эти лопатки не имеют отдель-
ных промежуточных вставок (изготовляются за-
одно целое с ними) и вместо установки общих
замков крепление каждой в отдельности лопатки
к гребню диска производится заклепками (рис
13.36), работающими в данном случае на срез.
Преимущество этих лопаток—прочное закрепле-
ние при доступной сменяемости отдельных изно-
сившихся или поврежденных лопаток без разбор-
ки всего колеса. Недостатком этого способа креп-
ления лопаток является ограниченное число воз-
можных переоблопачиваний диска; это число мо-
жет быть значительно увеличено, если при пере-
облопачиваний вести тщательный контроль за
совпадением отверстий, не допуская увеличения
диаметра заклепок после каждого переоблопачи-
вания больше чем на 0,2— 0,25 мм.
После снятия лопаток (§ 13.8) и очистки
гребней от грязи, ржавчины и забоин необходимо
зачистить от грязи и заусениц все отверстия для
заклепок в гребнях диска. Для проверки отсутст-
вия деформаций, гребни, на которые насаживают-
ся лопатки, в нескольких местах по диаметру дис-
ка проверяются по толщине.
173
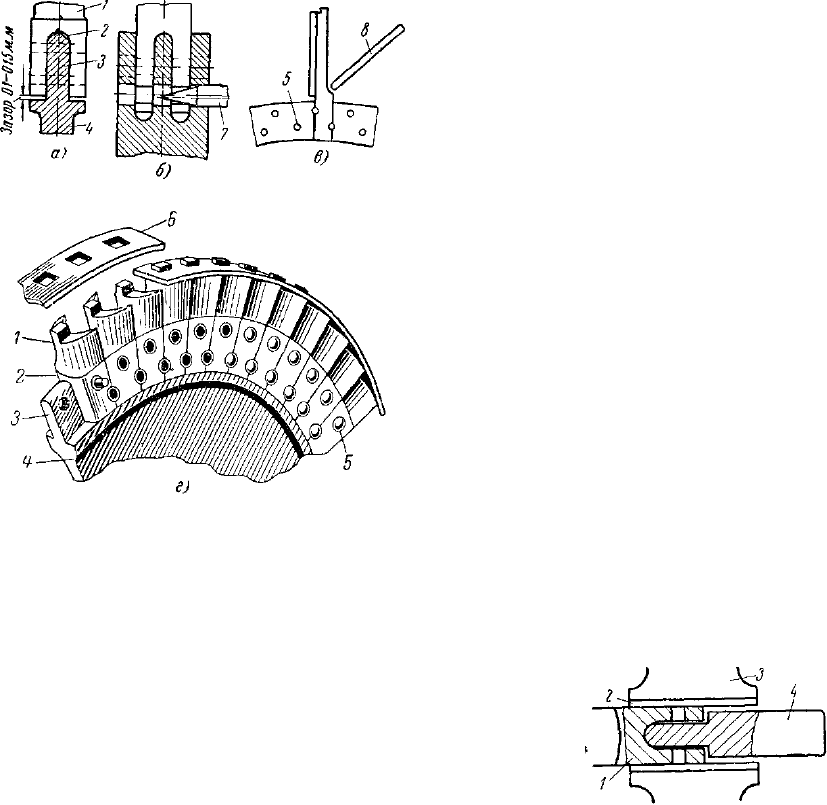
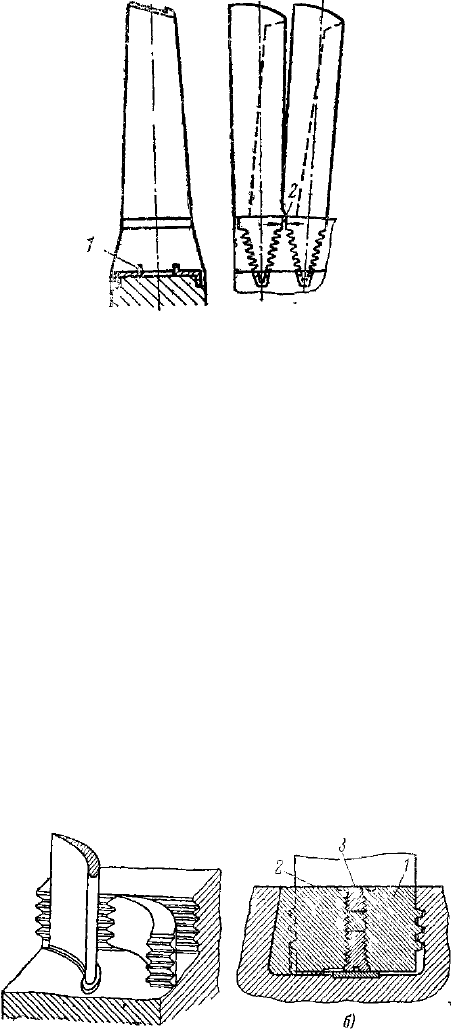
Рисунок 13.36. Посадка на диск лопаток с вильчатым
хвостом. 1-лопатка, 2—седло хвостовой части,
3—гребень диска, 4 — обод диска, 5-заклепки,
6 — сегмент бандажа, 7 — штифт для крепления лопа-
ток, 8 — оправка.
Перед облопачиванием необходимо произ-
вести проверку посадки каждой лопатки на греб-
ни диска по краске и щупу. Посадка новых лопа-
ток на гребень диска должна быть тугой, при од-
ном гребне диска лопатки должны входить на
место от нажима рукой, а при трех, четырех или
пяти гребнях диска—под легкими ударами через
медную прокладку молотком весом соответствен-
но 300, 500 и 800 г. Если у лопаток с вильчатым
хвостом с наружной стороны гребня обнаружена
слабина в посадке хвостов, эту слабину можно
выбрать путем небольшой безударной осадки на
соответствующей по размеру оправке, как указа-
но на рис 13.37. Наличие зазора между щечкой
хвоста лопатки и нижней частью гребня диска
показывает слишком тугую посадку лопатки (рис
13.24,а).
Как уже указывалось, перед наборкой на
диск лопатки должны быть распределены по па-
кетам с подборкой их по весу, по толщинам хво-
стов и плотности взаимного прилегания лопаток.
Чтобы убедиться в правильности подборки, про-
изводится предварительная установка всех лопа-
ток на диск, за исключением последней лопатки,
при этом плотность прилегания хвостов лопаток
проверяется с помощью щупа, проверяется сов-
падение отверстий в хвостах лопаток с отвер-
стиями в диске; протяжкой через несколько паке-
тов лопаток бандажной проволоки проверяется
также правильность выполнения отверстий в ло-
патках под проволоку.
При проверке совпадений отверстий под
заклепки следует учитывать, что диаметр от-
верстий под заклепки в новых лопатках всегда на
1,5—2 мм меньше диаметра отверстий в дисках.
При этой проверке лопатки, имеющие гру-
бые отклонения по посадке (слишком тугая или
слишком слабая посадка), смещенные отверстия
для заклепок по отношению к отверстиям в дис-
ках и недостаточные по толщине хвосты (малый
шаг по хвосту) подлежат замене. Лопатки, имею-
щие хвосты с припусками по толщине, подлежат
соответствующей опиловке. Оиловка производит-
ся только по одной поверхности со стороны
спинки лопатки—вне зависимости от того, будет
ли хвост лопатки с прямым или полукруглым
профилем. Зазоры между двумя соседними ло-
патками в местах соприкосновения не допускают-
ся, поэтому припиловка производится с провер-
кой по краске и щупом; припиловку лопаток с
прямым профилем следует производить по плите.
Пригонка и припиловка боковых отшлифо-
ванных поверхностей хвостов лопаток, являю-
щихся базовыми, не допускается, так как при
этом нарушаются размеры и чистота поверхности
этих плоскостей, а также снижается качество по-
садки лопаток на диск и искажается качество со-
пряжения между поверхностями лопаток и греб-
нями диска. После указанной предварительной
подгонки пакеты и лопатки в них нумеруются
порядковыми номерами. Крайние в пакете лопат-
ки закрепляются на диске на временных справоч-
ных конусных заклепках и между ними встав-
ляются все остальные лопатки данного пакета.
Рисунок 13.37. Правка вильчатого хвостовика лопатки
на оправке. 1-лопатка, 2-медная прокладка,
3-тиски, 4-оправка.
Лопатки должны плотно прилегать одна к
другой в тангенциальном направлении и правиль-
но без какой бы то ни было слабины посажены на
гребни диска; лопатки должны иметь строго ра-
диальное направление и не должны выступать по
оси диска. Качество пригонки лопаток на гребне
проверяется щупом; в верхней точке седла хво-
стовой части (рис. 13.36,а) зазора не должно
быть, а зазор между хвостом и выступом диска
должен быть выдержан в пределах 0,1— 0,15 мм.
Такая пригонка дает уверенность в полной посад-
ке лопаток на гребень диска, а не на его обод. На-
личие выступающих лопаток по оси проверяется
линейкой, прикладываемой к входной и выходной
кромкам лопаток.
При наборке лопаток, хвост которых за-
крыт гребнями диска, в начале облопачивания на
гребень диска с помощью старых заклепок закре-
пляются две старые лопатки, имеющие по толщи-
не хвосты с меньшим шагом; у первой лопатки
заклепка забивается легкими ударами ручника в
верхнее отверстие, а между лопатками — в ниж-
нее отверстие.
174
После выверки шаблоном тангенциального
положения этих лопаток набираются несколько
пакетов новых лопаток в соответствии с их по-
рядковой нумерацией, установленной при пред-
варительной проверке. При наборке лопаток про-
изводится одновременно контроль за плотным
прилеганием хвостов соседних лопаток, за пра-
вильным радиальным и осевым положением ло-
паток, за концентричным положением отверстий
в лопатках и диске и в случае необходимости
производится соответствующая их подгонка.
Для обеспечения необходимого натяга ме-
жду лопатками в тангенциальном направлении
через каждые пять-шесть лопаток одна набирае-
мая лопатка подгоняется так, чтобы она сидела на
гребне диска с зазором 0,5 мм по отношению к
вершине гребня. В дальнейшем по окончании
наборки при полной осадке этих выступающих
лопаток выбирается указанный зазор и уплотня-
ется прилегание хвостов соседних лопаток.
По окончании проверки посадки лопаток в
осевом и тангенциальном направлениях острой
чертилкой по отверстию в диске намечаются рис-
ки на двух соседних лопатках, показывающие
перекрытие их замковых отверстий. После снятия
этих лопаток отверстия в них распиливаются
круглым напильником по отметкам от чертилки и
лопатки снова устанавливаются на диск для про-
верки концентричности отверстий под заклепки в
диске и в лопатках. По достижении этого между
лопатками в верхнее отверстие устанавливается
временная заклепка.
Указанным путем производится наборка
лопаток по всему диску с установкой через каж-
дые восемь-десять лопаток временных заклепок.
В конце наборки две старые лопатки, установлен-
ные первыми, удаляются и вместо них подгоня-
ются последними две новые лопатки с установкой
временной заклепки в верхнее отверстие.
Убедившись, что лопатки набраны пра-
вильно, производят разметку отверстий во всех
лопатках для их рассверловки концентрично от-
верстиям в диске Рассверловка отверстий в ло-
патках, набранных на отдельном снятом диске,
может производиться электродрелью, а их дове-
дение до надлежащих размеров—разверткой с
воротком.
Рассверловка отверстий в лопатках, на-
бранных на дисках собранного ротора, по ха-
рактеру самой работы и по необходимой точности
представляет большие трудности, особенно учи-
тывая, что полное отверстие образуется из двух
полуотверстий на двух смежных лопатках
Разделка отверстий в хвостах лопаток про-
изводится по нанесенным отметкам круглыми
напильниками вручную или для повышения точ-
ности и ускорения производства работ разметкой
и рассверловкой по кондуктору, что позволяет
рассверливать отверстия в лопатках пакетами.
Имеется значительное количество различ-
ных конструкций кондукторов для сверловки ука-
занных отверстий. Одной из таких конструкций
является кондуктор, который служит для сверле-
ния отверстий в пакете лопаток с расположением
хвостов снаружи гребня (рис 13.39). Этот кондук-
тор состоит из двух основных планок, одной про-
межуточной планки и четырех концевых планок;
концевые планки имеют скосы и заклинивают
вставляемый пакет. В зависимости от количества
гребней количество промежуточных планок соот-
ветственно увеличивается. Основная планка 1
точно фиксируется в кондукторе и имеет отвер-
стия с направляющими втулками для сверла, эти
отверстия, имеющие диаметр на 0,2 мм меньше
отверстий в гребне диска, должны быть располо-
жены в полном соответствии с расположением
отверстий для заклепок в диске.
При сверловке отверстий по их разметке
планка с направляющими втулками в кондукторе
должна соответственно перемещаться; такая
сверловка дает более надежные результаты, так
как во многих случаях шаг отверстий для закле-
пок на диске неодинаков. Вообще в связи с тем,
что расположение отверстий и диаметры дисков
для различных ступеней не совпадают, обычно
кондуктор пригоден для сверления отверстий в
хвостах лопаток одной какой-либо ступени. По-
этому, необходимо изготовлять кондукторы на
месте в соответствии с расположением отверстий
в гребнях диска. Использование кондукторов для
сверления значительно упрощает разделку отвер-
стий, особенно в лопатках с полукруглым хво-
стом, требующим точного сочленения хвостов
соседних лопаток.
По окончании разделки отверстий, при ко-
торой должна быть достигнута их концентрич-
ность с отверстиями в диске, лопатки вновь наби-
раются с полной посадкой на гребень диска для
окончательного развертывания отверстий и креп-
ления лопаток постоянными заклепками. Для этой
цели вначале проходят набором разверток верх-
ние отверстия двух пар лопаток, являющихся
крайними лопатками пакета и расположенных
между временными заклепками.
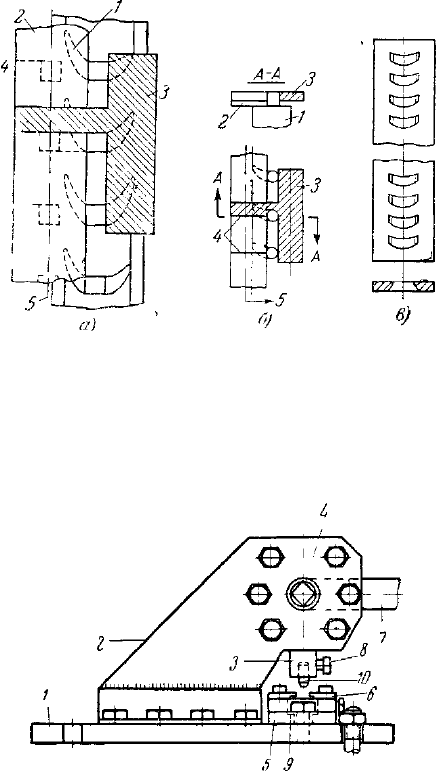
Рисунок 13.39. Кондуктор для пакета лопаток.
1, 3— основные планки, 2 — промежуточная планка,
4 5, 6, 7 — концевые планки, 8 — планка с направляю-
щими втулками для сверла, 9 — лопатка,
10 — хомут для крепления лопаток.
175
Для развертывания отверстий необходимо
заранее подготовить такой набор разверток, кото-
рый давал бы возможность развертывать отвер-
стия с постепенным увеличением диаметра раз-
вертки через 0,1 мм. Если, например, требуется
развернуть отверстие с диаметром 10,0 мм до
диаметра 10,5 мм, то необходимо иметь развертки
с диаметром 10,0; 10,1; 10,2; 10,3; 10,4 и 10,5 мм.
После развертывания отверстий до диаме-
тра, равного диаметру новой заклепки, в них ус-
танавливаются постоянные заклепки; затем про-
изводится развертывание верхних отверстий и
установка постоянных заклепок в средних лопат-
ках, расположенных между лопатками уже укре-
пленными постоянными заклепками. После укре-
пления всех лопаток между этими постоянными
заклепками приступают к креплению следующего
пакета лопаток, отделенных одна от другой вре-
менными заклепками. Установку скрепляющей
проволоки следует производить после установки
каждого пакета.
После окончания развертки и установки
постоянных заклепок в верхних отверстиях опи-
санным путем производится развертывание от-
верстий и установка постоянных заклепок в ниж-
нем ряду отверстий.
Развертывание отверстий в лопатках, хвост
которых располагается с наружной стороны греб-
ня диска, должно заканчиваться зенкованием с
обеих сторон под головку заклепки на глубину
1 мм. При развертывании необходимо следить за
тем, чтобы лопатку не выжимало с гребня диска,
что обычно происходит при некотором несовпа-
дении отверстий диска и лопатки.
Для обеспечения плотного прилегания хво-
стов соседних лопаток и предупреждения вы-
жимания лопаток производится крепление ло-
паток специально изготовленным охватывающим
хомутом, после установки хомута лопатки, в ко-
торых производится развертывание отверстий,
расклиниваются клиньями, забиваемыми между
ними и хомутом. Во многих случаях, вместо ука-
занного, можно ограничиться при надлежащем
контроле периодической осадкой лопаток на диск
медной выколоткой.
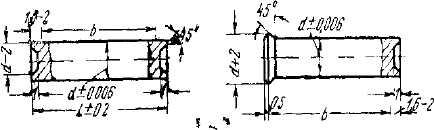
Рисунок 13.40. Заклепки (b—ширина обода диска).
В заклепочных отверстиях после их раз-
вертки не должно быть задиров и чернот. Черноту
в отверстиях разрешается выводить развертками
только до диаметра заклепок, допускаемого заво-
дом для каждого диска. Проверку правильности
обработки отверстий производят путем тщатель-
ного осмотра с применением зеркальца.
Перед установкой на место заклепки сле-
дует смазывать ртутной мазью. Постоянные за-
клепки должны входить в отверстия плотно, под
легкими ударами ручника весом не более 500 г с
одинаковым усилием по всей длине отверстия,
при этом ни слабые заклепки, ни слишком тугие
применять не следует. Чтобы добиться такого
сопряжения, при котором заклепки работают
только на срез, не допуская ни их смятия, ни из-
гиба, приходится сортировать заклепки по раз-
мерным группам в пределах разницы в диаметрах
от 0,01 мм и подбора на каждую группу соответ-
ствующей развертки. Допуски на изготовление
заклепок приведены на рис 13.40.
Перед установкой на место заклепки долж-
ны быть проверены по длине, чтобы после клепки
не оставалось большой головки, что может при-
вести к задеваниям за диафрагмы, вместе с тем
недостаточная длина заклепок не позволит на-
дежно их заклепать. Нормально концы заклепок
должны выступать на 1,5— 2 мм.
После установки заклепку расклепывают
ударами ручника для образования головки, при-
держивая с другой стороны домкратиком, упи-
рающимся в соседний диск или с помощью бойка
и рычага типа, оказанного на рис. 13.20 Головка
заклепки не должна иметь заусениц, надрывов и
пр.
13.11. УСТАНОВКА И ПАЙКА
ПРОВОЛОЧНЫХ БАНДАЖЕЙ.
Проволочные бандажи диаметром 6—12мм
изготовляются из холоднотянутой проволоки и
применяются в термически обработанном состоя-
нии для скрепления лопаток проволокой в один,
два, три и более рядов в зависимости от длины
лопатки. Установка бандажных проволок произ-
водится для отстройки лопаток от резонансных
колебаний и уменьшения усталостных напряже-
ний от вибраций.
Для повышения стойкости проволоки, ра-
ботающей при переменных нагрузках, необходи-
мо уделять особое внимание чистоте ее по-
верхности, поверхность проволоки должна быть
светлой и не иметь рисок, царапин, волосовин,
следов коррозии, вмятин, забоин и других кон-
центраторов напряжений.
Проволока должна быть подобрана такого
диаметра, чтобы зазор между проволокой и от-
верстием лопатки не превышал 0,1—0,4 мм, так
как увеличение этого зазора приводит к повы-
шенному расходу серебряного припоя. При за-
правке в отверстия проволока должна проходить
свободно, для устранения заедания проволоки
при протаскивании ее через отверстия лопаток
следует запилить торцы проволоки, тщательно
выправить и отполировать ее тонкой наждачной
шкуркой, чтобы она имела гладкую поверхность,
и выгнуть по дуге, соответствующей расположе-
нию отверстий в лопатках.
В процессе окончательной наборки лопа-
ток на диск проволочные бандажи устанавлива-
ются отдельными сегментами, соразмерными па-
кетам лопаток (обычно шесть — десять лопаток),
заправка сегментов проволоки производится в
сторону вогнутой части лопаток со стороны неус-
тановленных пакетов, откуда они прогоняются до
176
места их установки. Последние перед замком па-
кеты лопаток надеваются на проволочный бан-
даж, после чего устанавливаются на место и за-
мок закрепляется. Такой способ протаскивания
требует, чтобы лопатки были отрихтованы до
установки замка.
В некоторых случаях протаскивание прово-
локи производится после временного отгибания
оправкой нескольких лопаток по обе стороны от
установленного замка, после установки проволок
на месте отогнутые лопатки должны быть вновь
выправлены.
Пропущенную через все лопатки проволо-
ку разрезают ножовкой между отдельными паке-
тами лопаток, оставляя свисающими концы про-
волоки в пределах 0,2—0,25 шага лопаток, после
чего производится пайка проволочного бандажа к
лопаткам серебряным припоем (рис 13.41,а).
Для демпфирования колебаний тяжелона-
груженных лопаток последних и предпоследних
ступеней мощных турбин (например, К-100-90,
К-150-130, К-300-240) применяются «демпфер-
ные» бандажные связи, представляющие собой
бандажи из полых трубок (рис 13.41,б), или со-
ставные бандажи из двух проволок, каждая из
которых имеет в сечении полукруг (рис. 13.41,в).
Трубчатые и составные проволочные бандажи
свободно проходят сквозь отверстия в лопатках, к
лопаткам не припаиваются для возможности их
трения о лопатки и между собой.
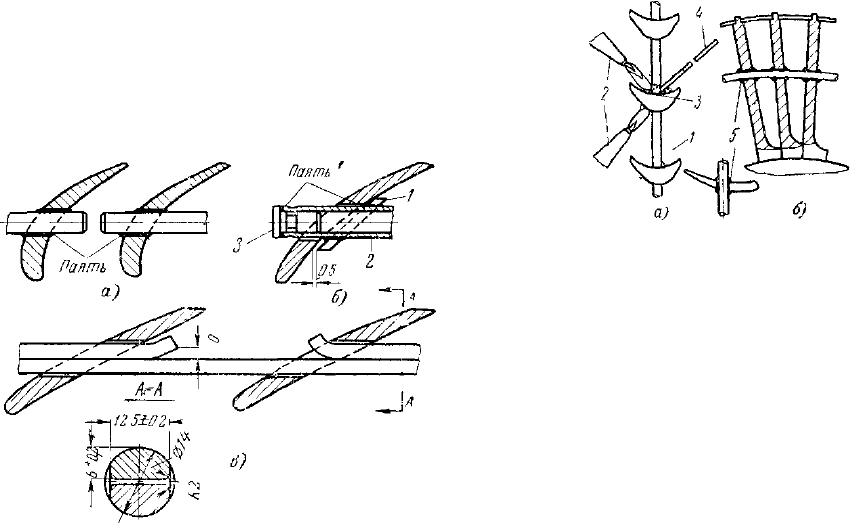
Рисунок 13.41. Проволочные и трубчатые бандажи.
а — проволочные бандажи с припайкой к лопаткам,
б — трубчатые бандажи фиксированные шайбами.
1-шайба, 2—трубка 3 — пробка, в — проволочный
составной из двух половин бандаж
без припайки к лопаткам.
Такая связь не уменьшает частоты коле-
баний пакета лопаток, но благодаря трению бан-
дажей в отверстиях лопаток и связыванию со-
ставной проволокой лопаток в одну систему пе-
редает на весь пакет в целом усилие, дей-
ствующее на каждую лопатку, благодаря этому
образующийся единый пакет, замкнутый по ок-
ружности, препятствует появлению танген-
циальных колебаний с амплитудами большой
величины, установка второго ряда таких проволок
дополнительно снижает уровень тангенциальных
колебаний, практически устраняя условия для их
возникновения.
Трубчатые бандажи, применение которых
уменьшает также действие на лопатки центро-
бежных сил от массы бандажа, изготовляются из
трубок диаметров 10—14 мм с толщиной стенки
1,5—2 мм. Фиксация этих трубок относительно
лопаток производится шайбами, которые надева-
ются на концы трубок и припаиваются к ним се-
ребряным припоем, для устранения попадания
внутрь трубок пара или влаги концы трубчатых
бандажей закрываются пробками, которые при-
паиваются к трубкам серебряным припоем.
При ремонте необходимо контролировать,
чтобы свисающий конец трубок был меньше дли-
ны пробок, так как иначе под действием центро-
бежной силы пробки, возможна поломка трубча-
того бандажа в месте его стыка с лопаткой; необ-
ходимо также проверять плотность закрытия
трубки пробкой и качество ее пайки, так как по-
падание влаги в трубку может привести к корро-
зии ее внутренней поверхности и к появлению
дополнительных центробежных сил.
Рисунок 13.42. Пайка бандажной проволоки се-
ребря
ным припоем. 1-сторона входа пара; 2 — авто-
генная горелка, 3 — флюс, 4 — припой, 5 — правиль-
ная пайка.
В ступенях со свободными проволочными
бандажами расположение в межлопаточных кана-
лах концов половинок проволок (свесов), фикси-
рующих их относительно лопаток, должно соот-
ветствовать указаниям на рис. 13.41,в; при диа-
метрах проволоки 6,5 и 8 мм размер О, показы-
вающий величину отгиба проволоки, должен
быть равен 2—2,5 мм, а при диаметрах 10 и 12 мм
3—4 мм. Значительное увеличение указанных
размеров может приводить к отгибу и отрыву
концов проволоки, выступающей из лопаток.
Пайка бандажной проволоки к лопат-
кам производится серебряным припоем марки
ПСр-45 (ОСТ 2982). Состав этого припоя: серебро
45%, медь 30%, цинк 25% и примесей не более
0,5%. Этот припой выпускается промышленно-
стью в виде прутков, полос или небольших лис-
тов (примерно 150х200х2 мм), которые для пайки
бандажей нарезаются в виде узких лент шириной
3-5 мм и длиной 150—200 мм. Серебряный при-
пой ПСр-45 имеет температуру плавления 710—
720° С, т.е. наиболее низкую температуру из всех
серебряных припоев, благодаря чему пайка не
должна влиять на структуру материала лопаток.
Это имеет большое значение для пайки, особенно
177
хромистой нержавеющей стали, так как сталь при
нагреве в процессе пайки может закалиться и в
ней в зоне пайки образуются трещины.
В некоторых случаях для увеличения же-
сткости соединения в местах предусмотренных
чертежом, или когда это требуется по условиям
отстройки, серебряным припоем производится
пайка к лопаткам также и ленточного бандажа.
В качестве специального флюса, который
покрывает место пайки и предохраняет его от
окисления, для лопаток из нержавеющей и ни-
келевой стали применяется состав: 43 % без-
водного фтористого калия и 57% борной кислоты
(по весу). Для получения однородного флюса ука-
занная смесь размельчается, затем расплавляется
в тигле при температуре 800— 850° С. После ос-
тывания сплав выливается на мраморную доску и
толчется в стальной ступе Полученный белый
порошок флюса должен храниться в герметически
закрытой банке, так как он поглощает влагу из
воздуха.
Применение буры в качестве флюса (бор-
нокислый натрий, разведенный перед пайкой в
теплой воде) может быть рекомендовано только
для пайки лопаток из латуни; для расплавления
такого флюса требуется повышение температуры
места пайки до 780—790° С, что вредно для
стальных лопаток, так как при этой температуре
начинаются структурные изменения материала
лопаток и явления закалки.
Сама пайка производится ацетилен-
кислородным пламенем при горизонтальном по-
ложении лопатки вогнутой стороной вверх (рис.
13.42,а). Место пайки предварительно тщательно
очищается от ржавчины и обезжиривается, что
обеспечивает последующую качественную пайку.
Место пайки прогревается пламенем автогенной
горелки № 1 или 2 до температуры, немного вы-
ше температуры плавления серебряного припоя
(730—750° С—темно-красное каление). Когда
флюс, нанесенный на подогретое место, растечет-
ся и покроет место пайки сплошной тонкой плен-
кой, палочка серебряного припоя, прижатая к
месту пайки, проводится кругом бандажной про-
волоки.
Серебряный припой должен заполнить весь
цилиндрический зазор между лопаткой и про-
волокой и свободно протечь с одной стороны ло-
патки на другую, тем самым пропаивается весь
стык проволоки с лопаткой (рис. 13.42,б). Для
покрытия равномерным слоем всей поверхности
проволоки у лопатки и у отверстия, а также для
образования вокруг отверстия вогнутой галтели
серебряный припой при пайке не должен целиком
расплавляться в пламени и не должен капать на
место пайки. Поэтому, как только температура
места пайки дойдет до температуры плавления
припоя, необходимо прекратить нагрев автоге-
ном.
Быстрое расплавление припоя и светло-
красный цвет места нагрева указывают на недо-
пустимо высокую температуру пайки; вместе с
тем температура ниже 720° С не обеспечивает
хорошей пропайки. Отсюда ясно, что проведение
пайки в небольших пределах температур (720—
750° С), при которых не происходит структурных
изменений металла лопаток, следует поручать
только квалифицированному сварщику.
В практике эксплуатации после облопачи-
вання наблюдались случаи обрыва проволочных
связей в непосредственной близости от мест пай-
ки; причиной таких обрывов являются трещины,
которые появляются в проволоке в процессе пай-
ки под действием напряжений от изгиба проволо-
ки при несоосности отверстий в лопатках, напря-
жений, возникающих в проволоке из-за местного
характера нагрева при пайке, и термических на-
пряжений, вызываемых высокой температурой и
местной закалкой при пайке.
Во избежание неблагоприятного влияния
высокой температуры на качество пайки и на ма-
териал лопаток следует производить пайку не
всех лопаток подряд, а, пройдя первый круг, про-
паивать все первые лопатки всех пакетов; далее,
пройдя второй круг, пропаять все вторые лопатки
всех пакетов и т.д. Такой порядок дает возмож-
ность вести пайку холодных лопаток, так как ло-
патки, с которых начата пайка, успевают остыть
за время обхода.
В случае необходимости пайки лопаток,
имеющих несколько рядов бандажной проволоки,
сначала следует начинать паять с нижнего ряда,
ближнего к хвосту. После пайки и проверки тан-
генциального положения и в необходимых случа-
ях выправки лопаток производится пайка сле-
дующего ряда проволоки и т.д.
По окончании пайки следует убедиться в
том, что пропаяны все лопатки без пропусков, а
затем тщательно смыть с мест пайки флюс горя-
чей водой с температурой 80—90° С или струёй
насыщенного пара в 1,5—2 ат. Промывка должна
производиться тотчас же по окончании пайки
всех лопаток этой ступени; оставленный на не-
продолжительное время флюс затвердевает и его
последующее механическое удаление, необходи-
мое для проведения контроля качество пайки,
требует значительной затраты труда; кроме того,
применение скребков может вызвать появление
рисок и царапин на полированной поверхности
лопаток.
Контроль за качеством проведенной пайки
должен быть тщательным для своевременного
обнаружения ее дефектов и устранения их соот-
ветствующей подпайкой или повторной пайкой.
При пайке бандажной проволоки в цилин-
дре турбины приходится иметь дело с пайкой ло-
паток, которые находятся не только в гори-
зонтальном, но и в вертикальном и наклонном
положениях. Пайка лопаток, находящихся в гори-
зонтальном положении, производится, как указа-
но выше. Наложение флюса и серебряного припоя
на лопатки, находящиеся в вертикальном и на-
клонном положениях, должно производиться при
возможно низкой температуре с внутренней сто-
роны профиля лопатки, нагреваемой несколько
выше бандажной проволоки. Для выравнивания
температуры вокруг бандажной проволоки с обе-
их сторон лопатки пламя автогенной горелки пе-
178
реносится на противоположную сторону лопатки;
этот перенос пламени с одной стороны лопатки на
другую необходим для того, чтобы не допустить
перегрева припоя, отекания припоя вниз по ло-
патке, и производится до тех пор, пока серебря-
ный припой не растечется равномерно вокруг
проволоки с обеих сторон лопатки.
13.12. УСТАНОВКА ЛЕНТОЧНЫХ
БАНДАЖЕЙ.
Установка ленточных бандажей на шипы
головок лопаток для пакетной связи лопаток с
числом от 6 до 20 в пакете производится после
окончательной установки лопаток, их закрепле-
ния на диске и соответствующей правки.
Установка бандажных лент на пакеты ло-
паток придает им необходимую жесткость против
вибраций и вместе с тем, ограничивая по высоте
лопаток каналы для прохода пара, создает усло-
вия для лучшей организации парового потока и
уменьшения его протечек.
Для качественной установки бандажных
лент на пакеты лопаток и расклепки шипов не-
обходимо обеспечить правильное положение бан-
дажа относительно оси симметрии шипов всех
лопаток, плотное прилегание и жесткое соедине-
ние бандажа с торцами соединяемых им лопаток.
Правильность прилегания бандажей к лопаткам
проверяется предварительно при помощи шабло-
на по отсутствию зазоров между торцами лопаток
и бандажом; при обнаружении зазоров опиловка
торцов производится так, чтобы сохранить пере-
ходные радиусы у корня шипов.
Шаг отверстий под шипы определяется для
каждого отрезка бандажа путем его разметки на
облопаченном ряду с помощью шаблона
(рис. 13.43,а, б). Пробивать отверстия в лен-
точных бандажах заранее нельзя; для правильной
и плотной насадки бандажной ленты на шипы
лопаток пробивка отверстий в них должна произ-
водиться на расстояниях, соответствующих фак-
тическому шагу шипов набранных лопаток, полу-
чившемуся после рихтовки и с учетом необходи-
мости расположения замковой лопатки или
вставки против середины бандажного сегмента.
Для разметки на каждом сегменте бан-
дажной ленты проводится центровая линия; бан-
дажная лента выгибается по дуге расположения
шипов и прикладывается сбоку шипов пакета ло-
паток, на который намечена ее насадка; чертил-
кой с помощью шаблона или угольника на бан-
дажную ленту наносятся риски, которые опреде-
ляют шаг шипов. В некоторых случаях разметка
отверстий для круглых шипов производится с
помощью картонного шаблона; оттиски отвер-
стий размечаются или путем обстукивания мо-
лотком шаблона, наложенного на шипы, или пу-
тем наложения шаблона на головки шипов, пред-
варительно окрашенные лазурью; с шаблона раз-
метка отверстий переносится на бандажную лен-
ту.
Для обеспечения плотной посадки бандажа
на лопатки разметку отверстий следует произ-
водить с внутренней стороны бандажной ленты; с
этой же стороны после выправки согнутых бан-
дажей производится пробивка отверстий по про-
изведенной разметке, благодаря чему заусеницы
выходят наружу, а края отверстий получают не-
который прогиб внутрь, в виде раззенковки, спо-
собствующей лучшему прилеганию бандажа к
лопаткам (рис. 13.43,в).
Пробивка отверстий в ленте производится
на специальном ручном прессе—штампе (рис.
13.44), устанавливаемом на верстаке вблизи от
места переоблопачивания. В прессе закрепляется
пуансон и матрица с размерами, соответствую-
щими размеру шипов лопаток; не-
удовлетворительная взаимная подгонка матрицы
и пуансона и плохая их заточка в процессе про-
бивки отверстий под шипы могут приводить к
смятию и трещинам. Суммарный зазор А между
матрицей и пуансоном (рис. 13.45) не должен
превышать: 0,07 мм для бандажного сегмента
толщиной 1 мм; 0,12 мм— для 1,5 мм; 0,16—для 2
мм и 0,24 мм для бандажа толщиной 3 мм.
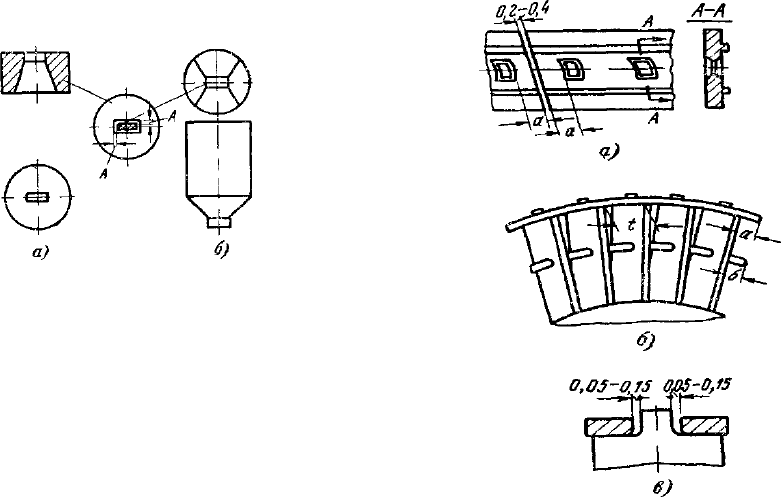
Рисунок 13.43. Разметка отверстий в бандаже с помо-
щью шаблонов. а — для лопаток с прямоугольными
шипами; б — для лопаток с круглыми шипами; в —
пробивка отверстий по разметке, 1—лопатка, 2—
бандажная лента, 3—шаблон, 4—риска, нанесенная с
помощью шаблона, 5 — центровая риска.
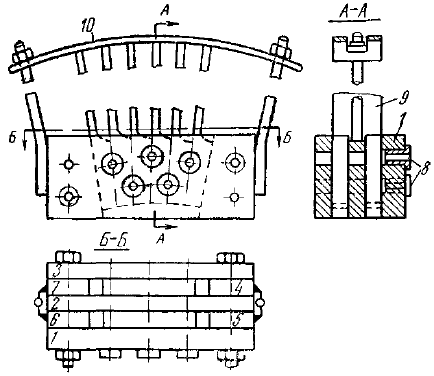
Рисунок 13.44. Ручной пресс для пробивки отверстий в
бандажной ленте под шипы лопаток. 1-опорная плита,
2 — боковые листы, 3 — держатель пуансона,
4—валик приводный, 5— держатель матрицы,
6— накладка держатель бандажной ленты, 7—рычаг,
8 — болт 10 мм, 9— матрица, 10 — пуансон.
Для лопаток с круглыми шипами изготов-
ление специальных пуансонов и матриц не требу-
179
ется, так как отверстия в бандаже в этих случаях
сверлятся сверлами соответствующих размеров.
После пробивки отверстий бандажи следу-
ет тщательно проверять травлением на отсутствие
трещин и надрывов у краев отверстий, в особен-
ности у отверстий под шипы с острыми углами,
так как в этих местах могут образоваться тончай-
шие трещинки, приводящие в эксплуатации к
разрыву бандажа.
Перед посадкой бандажной ленты на шипы
надлежит удалить опиловкой все заусеницы на
бандаже и у оснований шипов на лопатках, так
как заусеницы могут помешать плотному прижа-
тию бандажа к лопаткам; для этой же цели круг-
лые отверстия в бандажах следует зенковать, а в
прямоугольных отверстиях запиливать фаски
размером 1х1,5 мм под углом 45° с обеих сторон
по толщине бандажа (рис. 13.46,а).
Рисунок 13.45. Матрица (а) и пуансон (б).
В целях устранения коробления при темпе-
ратурных расширениях необходимо разметить,
обрезать и запилить скосы концов бандажных
сегментов, связывающих лопатки в пакеты так,
чтобы между их стыками по окружности были
получены зазоры в соответствии с чертежом об-
лопачивания или с зазорами до облопачивания.
Обычно эти зазоры в стыках бандажных сегмен-
тов выполняются в пределах от 0,75 до 1,5 мм.
Для лопаток, имеющих бандажи с уплотнитель-
ными усиками, зазоры по окружности между сты-
ками сегментов бандажей (рис. 13.46,а) должны
быть 0,2—0,4 мм. Нельзя оставлять недостаточ-
ные зазоры в стыках, но вместе с тем не следует
выполнять эти зазоры больше необходимых
Длина свисающих концов бандажной лен-
ты у пакетов—размер а (рис. 13.46, а и б) должен
быть равен половине шага лопаток t минус поло-
вина зазора между торцами двух соседних сег-
ментов бандажной ленты, разница в длине свесов
соседних сегментов не должна быть больше 1 мм.
При длинных лопатках, в связи с большим шагом
лопаток, длина свисающей части бандажной лен-
ты уменьшается, температурный зазор при этом
соответственно увеличивается; такое укорочение
необходимо для снижения высоких изгибающих
напряжений, возникающих в шипах крайних ло-
паток при длинных свисающих концах бандажа.
Отдельные сегменты бандажной ленты,
предварительно выгнутые соответственно дуге
расположения шипов, должны надеваться без
всякого натяга отдельных лопаток, так как это
может создать дополнительное напряжение в хво-
стах лопаток и привести к их изгибу в тангенци-
альном и осевом направлениях. Посадка на шипах
не должна быть напряженной, но шипы не долж-
ны заходить в отверстия в бандаже с зазором
больше 0,05—0,15 мм на сторону в зависимости
от толщины бандажа (рис. 13.46,в).
При расклепке шипов прижатие бандажа к
торцам лопаток должно быть равномерным и
одинаковым по всей площади касания; только
убедившись в правильности положения бандажа,
можно приступать к расклепке шипов лопаток.
Если шипы лопаток и бандажи изготовле-
ны из недостаточно вязкого материала, в них при
расклепке могут появиться трещины; трещины, не
обнаруженные при расклепке, могут послужить
причиной аварии в эксплуатации из-за обрыва
бандажа.
Рисунок 13.46. Установка бандажной ленты.
а — сегменты бандажей с уплотчительными усиками,
б — «свес» бандажной ленты между пакетами лопаток,
в — зазоры между шипом и бандажной лентой.
Для ослабления наклепа, предупреждения
повышения жесткости и хрупкости шипа и для
уменьшения внутренних напряжений расклепы-
вание должно производиться особо тщательно.
Расклепка шипов должна производиться на всех
лопатках одинаково, в определенной последова-
тельности и при одинаковой силе ударов; сначала
легкими ударами молотка (в зависимости от сече-
ния шипа лопатки вес молотка 300—400 г) по
шипам, расположенным по краям сегмента бан-
дажа, а затем окончательная чеканка — специ-
альной оправкой для получения головки шипа
заданной формы и хорошего внешнего
вида (рис. 13.47).
После чеканки производится проверка
плотности прилегания бандажей к торцам ло-
паток (щуп толщиной 0,05 мм нигде проходить не
должен) и тщательный осмотр под лупой банда-
жей и расчеканенных шипов на отсутствие тре-
щин; по лентам, вызывающим сомнение, головки
180