Молочек В.А. Ремонт паровых турбин
Подождите немного. Документ загружается.

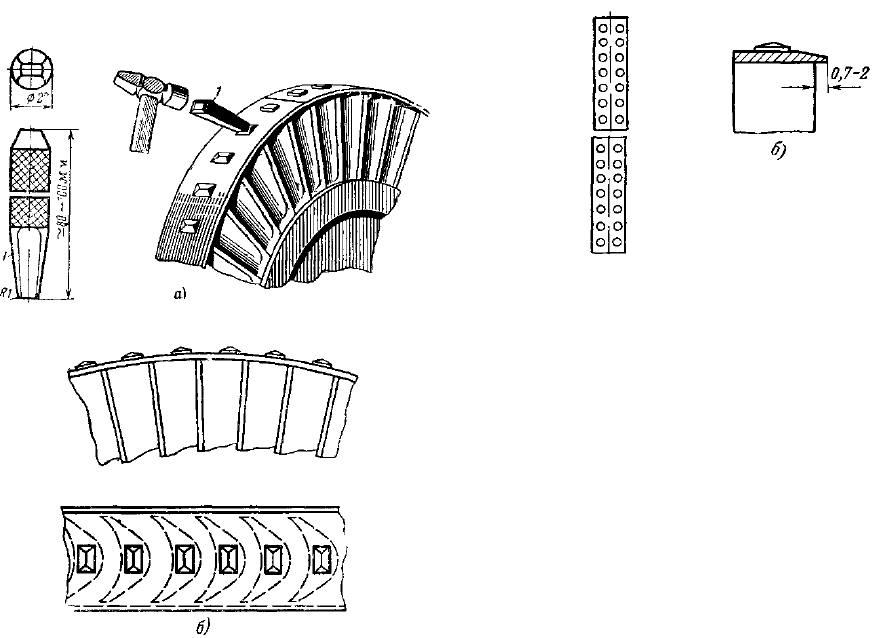
шипов могут быть запаяны серебряным припоем,
а бандаж припаян к торцу лопатки.
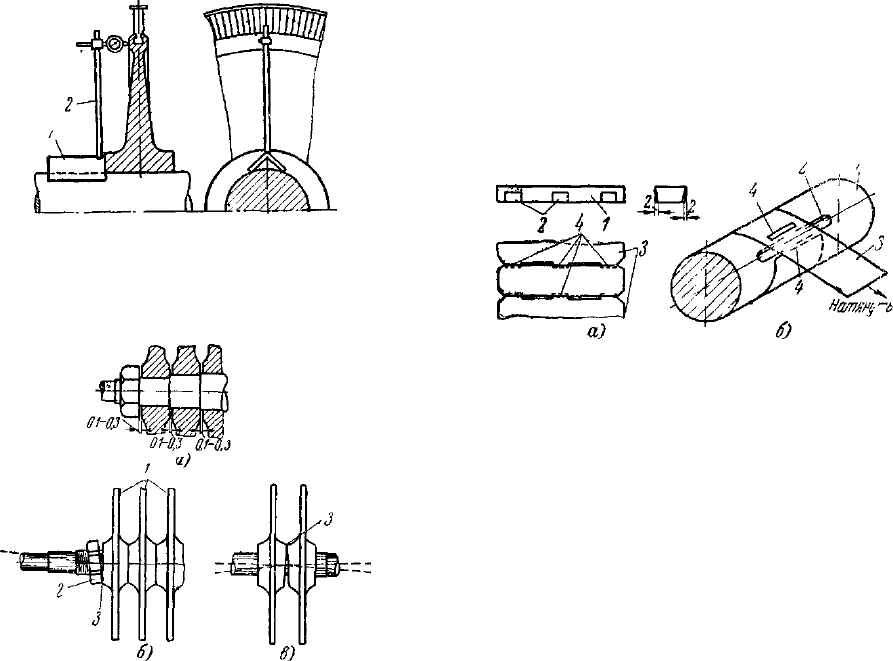
Отдельные сегменты бандажной ленты при
недостаточно тщательной разметке, пробивке
отверстий и расклепывании шипов бывают сме-
щены один относительно другого в направлении
оси диска (рис. 13.48,а), это смещение не должно
превышать 0,5 мм для соседних сегментов, осо-
бенно для бандажей, имеющих уплотнительные
усики (рис. 13.46,а).
Рисунок 13.47. Образование головки шипов лопаток.
а - чеканка шипов лопаток с помощью оправки (1),
б — внешний вид правильно расклепанных шипов.
При отсутствии специальных указаний на
чертеже облопачивания бандажная лента со сто-
роны входа и выхода пара в зависимости от раз-
меров лопаток должна иметь свисание (перекры-
тие) в пределах 0,7—2 мм, выполняемое в виде
скошенной кромки бандажа (рис. 13.48,б). Это
перекрытие в случае осевого перемещения ротора
обеспечивает предварительное задевание банда-
жей, а не самих лопаток, вызванный этим задева-
нием шум в турбине предупредит персонал о не-
обходимости немедленного ее выключения еще
до того, как в сопрокосновение придут сами ло-
патки, т.е. до момента, когда серьезная авария с
лопаточным аппаратом неминуема
Смещение стыков бандажей и перекрытие
над лопатками больше нормального не дадут воз-
можности опустить ротор в статор, так как вы-
ступающие части бандажа будут задевать за не-
подвижные лопатки диафрагм или направляющие
лопатки. Для устранения этих недостатков после
приклепки бандажей необходимо обточить их
боковые поверхности по ширине и, если это пре-
дусматривается чертежом, заточить фаску на бо-
ковых кромках бандажной ленты.
Если переоблопачивание производилось на
собранном роторе, то проточку бандажей про-
изводят подряд на всех дисках. Для этого ротор
ставят на козлы на свои подшипники или уклады-
вают на свое место в нижней части цилиндра с
упором против осевых сдвигов.
Рисунок 13.48. Положение бандажей на лопатках;
а - смещение сегментов бандажа при расклепке шипов
лопаток; б — перекрытие бандажа.
Бандажи на лопатках малой длины прота-
чивают обыкновенным резцом, укрепляемым на
небольшом супорте с ручной продольной и попе-
речной подачей, такие супорты на элек-
тростанциях обычно применяются для проточки
коллекторов возбудителей генераторов.
Ротор при проточке бандажей желательно
вращать электродвигателем (§ 8.3), при вращении
ротора на цилиндровом масле вручную проточка
бандажа получается неточной вследствие нерав-
номерного его хода и недостаточного числа обо-
ротов.
Проточка резцом бандажа на лопатках
большой длины вызывает изгиб лопаток, дает
неточную обработку и может приводить к срыву
бандажа, в этих случаях проточку следует произ-
водить наждачным кругом и шлифовальным кам-
нем, приводимыми во вращение небольшим дви-
гателем типа, указанного на рис 8.6. Круг или
камень может быть также укреплен на шпинделе
электрической бормашины.
По окончании всех работ по переоблопачи-
ванию и проверки осевых и радиальных зазоров в
проточной части производится проверка вибра-
ционной характеристики вновь установленного
облопачивания.
181
1
1
4
4
.
.
Д
Д
И
И
С
С
К
К
И
И
Р
Р
О
О
Т
Т
О
О
Р
Р
О
О
В
В
.
.
14.1. УСЛОВИЯ РАБОТЫ И
ПОСАДКИ ДИСКОВ НА ВАЛ.
Диски с насаженными на них лопатками
вращаются с большой окружной скоростью и ра-
ботают в условиях, которые вызывают в дисках
значительные напряжения (тангенциальные и
радиальные): 1) от центробежной силы собствен-
ной массы, включая облопачивание; 2) от нагруз-
ки на ободе диска, создаваемой давлением пара
на лопатки; 3) от работы в зоне высоких темпера-
тур и в переходные пусковые периоды (термиче-
ские напряжения).
Диски выполняются разнообразными по
конструкции (съемные и откованные за одно це-
лое с валом) и по профилям (профили переменно-
го сечения — гиперболические, конические, рав-
ного сопротивления и др.). Съемные диски имеют
на внутреннем диаметре ступицу, на внешнем —
обод и между ступицей и ободом полотно диска.
Ступица имеет наибольшее сечение по сравнению
с сечением остальной части диска, сечение диска
переменного профиля, в зависимости от указан-
ных выше конструктивных особенностей, посте-
пенно уменьшается от втулки к его ободу.
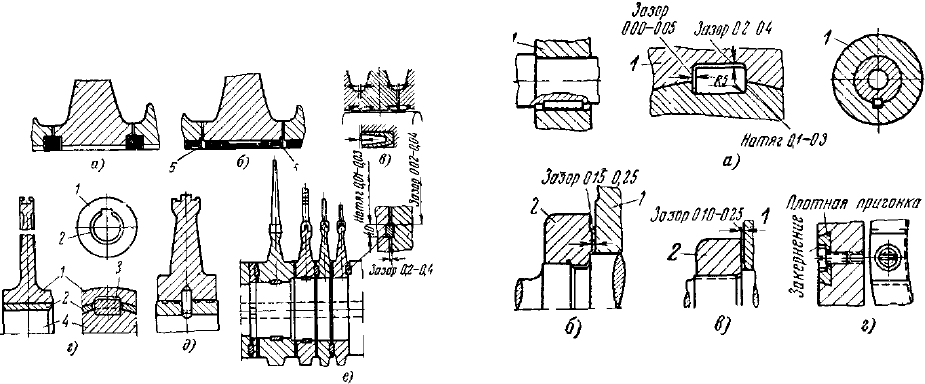
Рисунок 14.1. Посадка дисков; а — на кольца прямо-
угольного сечения; б — на конусные втулки;
в—на пружинящие кольца; г—на разрезные цилиндри-
ческие втулки; д — на пальцевые втулки;
е — на радиальные шпонки. 1-ступица диска,
2 — разрезная втулка, 3 — шпонка, 4 — вал,
5 — прокладочные кольца.
Съемные диски изготовляются из поковок
углеродистой, слаболегированной и легированной
стали. Правильное и прочное закрепление дисков
на валу представляет очень важную и серьезную
задачу, так как ослабление в посадке вызывает
удары и вибрации, которые могут привести к тя-
желой аварии турбины. В цельнокованных рото-
рах, где диски выточены за одно целое с валом,
естественно, вопрос о надежности посадки дисков
на вал полностью отпадает.
Диски насаживаются на вал с натягом и за-
крепляются на валу с помощью цилиндрических,
конических, пружинящих, разрезных, пальцевых
и других колец и втулок, а также радиальных
шпонок (рис. 14.1).
Для предохранения дисков от проворачи-
вания на валу и передачи вращающего момента
обычно применяются осевые шпонки (рис 14.2,а),
для предотвращения осевых перемещений край-
ние диски крепятся с помощью колец, входящих в
заточки вала (рис. 14.2,б) с помощью гаек (рис.
14.2,в), которые стопорятся от самоотвертывания
шурупами и стопорными шайбами (рис. 14.2,г).
Способы посадки дисков с помощью колец
обычно применяются у валов с постоянным поса-
дочным диаметром для всех дисков или на про-
тяжении посадки нескольких дисков. При посадке
дисков на вал без колец вал выполняется ступен-
чатым, что облегчает посадку и обеспечивает
весьма прочное закрепление дисков на валу.
При всех способах посадка дисков произ-
водится с некоторым предварительным натягом (в
холодном состоянии), т.е. диаметры посадочных
расточек дисков выполняются меньше диаметров
вала в местах посадки.
Рисунок 14.2. Крепление дисков на валу; а — шпоноч-
ное крепление диска на валу, б — крепление от осевого
перемещения с помощью кольца, в—крепление от осе-
вого перемещения с помощью гайки, г — крепление
гайки от самоотвертывания с помощью стопорной
шайбы и шурупа. 1-диск, 2-кольцо.
Необходимость предварительного натяга
для обеспечения надежной связи диска с валом,
при которой диск центрируется и не изменяет
своего положения по отношению к валу, вызыва-
ется тем, что волокна диска под действием боль-
шого числа оборотов испытывают радиальные
удлинения от центробежной силы; при этом диа-
метр ступицы дисков стремится к увеличению,
что при отсутствии предварительного натяга мо-
жет вызвать ослабление посадки диска на валу.
Кроме того, при работе, в особенности при пуске
турбины, диски нагреваются под действием про-
текающего пара значительно быстрее и больше,
чем соответствующие участки вала, которые за-
крыты ступицами дисков и соприкасаются свои-
ми концами с подшипниками, менее нагретыми,
182
чем детали внутри турбины; эта разность в тем-
пературах вала и дисков также приводит к увели-
чению расточки диска по сравнению с диаметром
вала и, следовательно, к ослаблению посадки
дисков на валу.
Для получения необходимого натяга раз-
ница между диаметром посадочного места на ва-
лу и диаметром внутренней расточки ступицы
диска в холодном состоянии должна превышать
увеличение диаметра ступицы диска под действи-
ем нагревания и центробежной силы при работе.
Из этого условия следует, что не только
при вращении с нормальным числом оборотов, но
и при числе оборотов, при котором срабатывает
автомат безопасности, также должен оставаться
некоторый натяг, т.е. должно иметь место давле-
ние между диском и валом, достаточное для со-
хранения их взаимного положения. Освобож-
дающее число оборотов, т.е. минимальное число
оборотов, при котором давление между диском и
валом становится равным нулю, должно быть на
10—15% больше, чем число оборотов, при кото-
ром срабатывает автомат безопасности.
Крутящий момент от диска к валу при этом
передается как с помощью контактных сил тре-
ния, так и с помощью шпонок, которые заводятся
в пазы диска и вала.
Некоторым отличием от такой посадки яв-
ляется посадка дисков на пальцевые втулки (рис
14.1,д). В этой конструкции втулка, которая зна-
чительно меньше подвержена быстрому нагреву,
посажена на вал с большим натягом, а диск отно-
сительно втулки надежно центрируется при по-
мощи радиальных пальцев.
Следует иметь в виду, что увеличение на-
тяга выше расчетного также недопустимо, так как
приводит к появлению в ступице диска опасных
контактных напряжений натяга; эти напряжения
тем более вредны для диска, что последний испы-
тывает во время работы наибольшие напряжения
именно во внутренних волокнах ступицы диска. В
некоторых случаях тугая посадка дисков может
вызвать выпучивание диска, что в свою очередь
приведет к задеваниям за диафрагмы и вибрации.
Слишком тугая посадка может вызвать столь
большие напряжения в ступице диска, которые
приведут даже к разрыву ступицы.
Величина натяга определяется расчетом в
зависимости от максимального числа оборотов;
для турбин с 3000 об/мин обычно величина натяга
для легконапряженных дисков принимается рав-
ной 0,0008—0,001 от диаметра вала, для напря-
женных дисков 0,001—0,0013 и для тяжелона-
пряженных дисков 0,0014—0,0016.
Это значит, что для вала диаметром 200 мм
внутренняя расточка ступицы диска при не-
посредственной его напряженной посадке на вал
при указанных пределах величины натяга должна
иметь диаметр в пределах 199,74— 199,8 мм.
14.2. СНЯТИЕ ДИСКОВ С ВАЛА.
К числу наиболее часто встречающихся
причин, когда при ремонте может возникнуть
необходимость в снятии дисков с вала, относятся:
ослабление посадки одного или нескольких дис-
ков на валу и необходимость смены диска, вы-
званная его дефектами или повреждением, а так-
же некоторые случаи переоблопачивания и прав-
ки вала.
Ослабление посадки дисков на валу, нали-
чие трещин и других дефектов проверяются по
звуку при обстукивании дисков свинцовой ку-
валдой весом 1,5—2 кг.
Ослабление посадки диска может произой-
ти из-за применения материала, не соответ-
ствующего своему назначению (явления пол-
зучести материала и релаксации напряжений,
возрастающие с увеличением температур и высо-
ких допущенных напряжений) и вследствие не-
достатков конструкции крепления дисков на валу.
Например, ослабление посадки обнаруживалось
на турбинах, где диски посажены на пружинящие
кольца (рис. 14.1,в); эти кольца благодаря своей
упругости должны удерживать диск на валу цен-
трально и не давать возможности ослабить посад-
ку при увеличении диаметра расточки диска под
влиянием нагрева и центробежной силы.
Ослабление посадки дисков при работе мо-
жет вызвать качание дисков на валу и вибрацию
ротора; устранение этого дефекта достигается
посадкой дисков на жесткие кольца прямоуголь-
ного сечения (рис. 14.1,а), на калиброванную
стальную ленту (см. рис. 14.13) или на разрезную
втулку (рис. 14-1,г).
Для снятия дисков с вала последний уста-
навливается горизонтально на козлы; с вала сни-
маются детали, расположенные на его конце и
мешающие снятию дисков в данном направлении,
и затем последовательно после нагрева диски
снимаются один за другим.
Во все время выполнения работ по снятию
и посадке дисков (нагрев, снятие или посадка и
остывание дисков) необходимо создать условия,
гарантирующие диск от неравномерного остыва-
ния, получаемого при сквозняках, при обдувке
холодным воздухом и пр. Перед началом нагрева
диска все необходимые приспособления, инстру-
менты и рабочее место должны быть так подго-
товлены, чтобы посадку или снятие диска можно
было начать тотчас же после удаления горелок.
При известной величине натяга темпера-
тура нагрева диска или другой детали, подле-
жащей съемке или посадке, определяется по фор-
муле: t=(H+2c)/Dα+t
o
; где to—температура поме-
щения цеха, град; Н - величина максимального
натяга, мм; D — диаметр отверстия насаживаемой
детали, мм; α — коэффициент линейного расши-
рения металла (для стали 34ХН3М
равен 11,6*10
-6
); с—радиальный зазор между от-
верстием ступицы диска и валом, обеспечиваю-
щий свободное снятие или посадку диска после
нагрева (с принимается равным 0,15—0,2 мм).
Например, при D=400 мм, Н=0,30 мм,
t
о
=20°С и с=0,15 мм, необходимая для посадки
диска температу ра его нагрева равна 147
o
C.
При малых натягах, когда не требуется на-
грев выше 100° С, нагрев диска перед посадкой
может производиться в баке с кипящей водой, для
183
посадки диска на вал с большим натягом требует-
ся предварительно равномерно его нагреть до
температуры 120—150° С, охладившись, диск
плотно сядет на вал с необходимым натягом Про-
верка температуры нагрева производится термо-
метрами или термопарами.
В заводских условиях нагрев дисков перед
посадкой производится в газовых или электри-
ческих печах, в которых обеспечивается рав-
номерное нагревание диска, исключающее соз-
дание больших температурных напряжений. В
условиях ремонта в турбинном цехе пред-
варительный нагрев диска при посадке или сня-
тии с вала производится автогенными горелками.
Во избежание коробления дисков и исключения
местных перегревов металла, особенно опасных
для деталей из высоколегированных сталей, на-
грев следует начинать по всей окружности у обо-
да диска и постепенно по мере прогрева перехо-
дит к нагреву у ступицы.
Нагрев при снятии диска следует вести так,
чтобы при этом не прогревался вал Интенсивный
нагрев диска, обеспечивающий увеличение внут-
реннего диаметра ступицы диска прежде, чем
успеет прогреться посадочное место вала, требует
для нагрева дисков больших диаметров одновре-
менного применения трех-четырех горелок № 6
или 7. Это требует сосредоточения соответст-
вующего числа сварщиков, инструмента и про-
кладки дополнительных газопроводов или уста-
новки дополнительных кислородных баллонов и
ацетиленовых генераторов, так как цеховая цен-
трализованная разводка обычно не рассчитана на
такой большой одновременный расход кислорода
и ацетилена.
В практике ремонта для исключения ука-
занных недостатков нагрева вместо автогенных
горелок применяются специальные мощные керо-
синовые форсунки (огнеметы), работающие на
обычном керосине, каждая из которых по интен-
сивности пламени равна трем-четырем автоген-
ным горелкам № 6. Керосиновые форсунки про-
сты по своей конструкции и изготовлению, безо-
пасны в обращении и благодаря большой мощно-
сти улучшают условия труда и ускоряют произ-
водство работ.
Для исключения неравномерности нагрева
дисков и предохранения от возможных местных
ожогов нагрев лучше производить при не-
подвижном укреплении автогенных горелок или
керосиновых форсунок и вращении ротора.
При посадке нередко применяются комби-
нированный способ нагрева, при котором сначала
диск нагревается в кипящей воде, а затем допол-
нительный нагрев до необходимой температуры
ведется сварочными горелками или керосиновы-
ми форсунками.
После предварительного нагрева диски
снимаются двумя тремя небольшими отжимными
гидравлическими или механическими домкратами
(рис 14.3). Как видно из рисунков, домкраты с
одной стороны упираются в снимаемый диск (по-
ближе к ступице), а с другой стороны — в сосед-
ний диск; при этом для предупреждения отгиба-
ния диска, в который с диаметрально противопо-
ложных сторон упираются домкраты и для пере-
дачи давления на несколько дисков, последние
основательно распираются между собой. Распор
производится металлическими пластинками или
деревянными распорками, забиваемыми между
дисками.
Для снятия дисков возможно также при-
менение стяжного приспособления, состоящего
из шайбы с отверстием, надеваемой на вал до его
ближайшего уступа (рис. 14.4,а). Через шайбу
пропускаются стяжные шпильки достаточной
длины для снятия всех дисков. Эти шпильки, в
количестве 2—4 шт., диаметром 25—40 мм ввер-
тываются в отверстия ступицы диска; при отсут-
ствии таких отверстий и при наличии специаль-
ной заточки ступицы диска в нее закладывается
разъемное кольцо из двух половин, которое скре-
пляется глухими болтами с другим кольцом; в
этих кольцах сверлятся отверстия, через которые
пропускаются концы стяжных болтов; при недос-
татке места для установки гайки производится
нарезка в отверстиях колец.
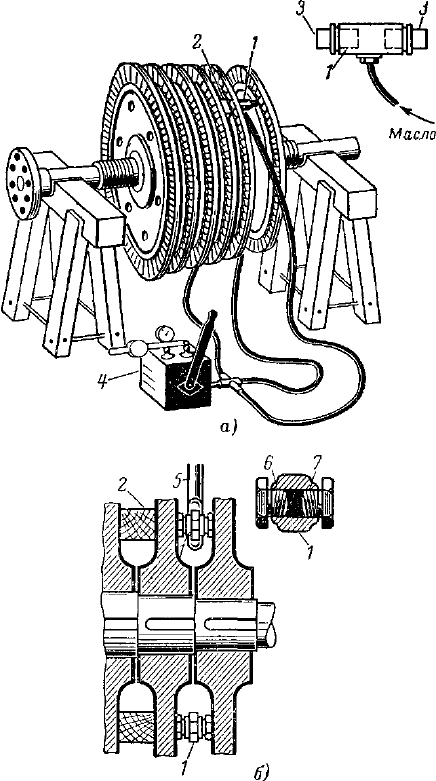
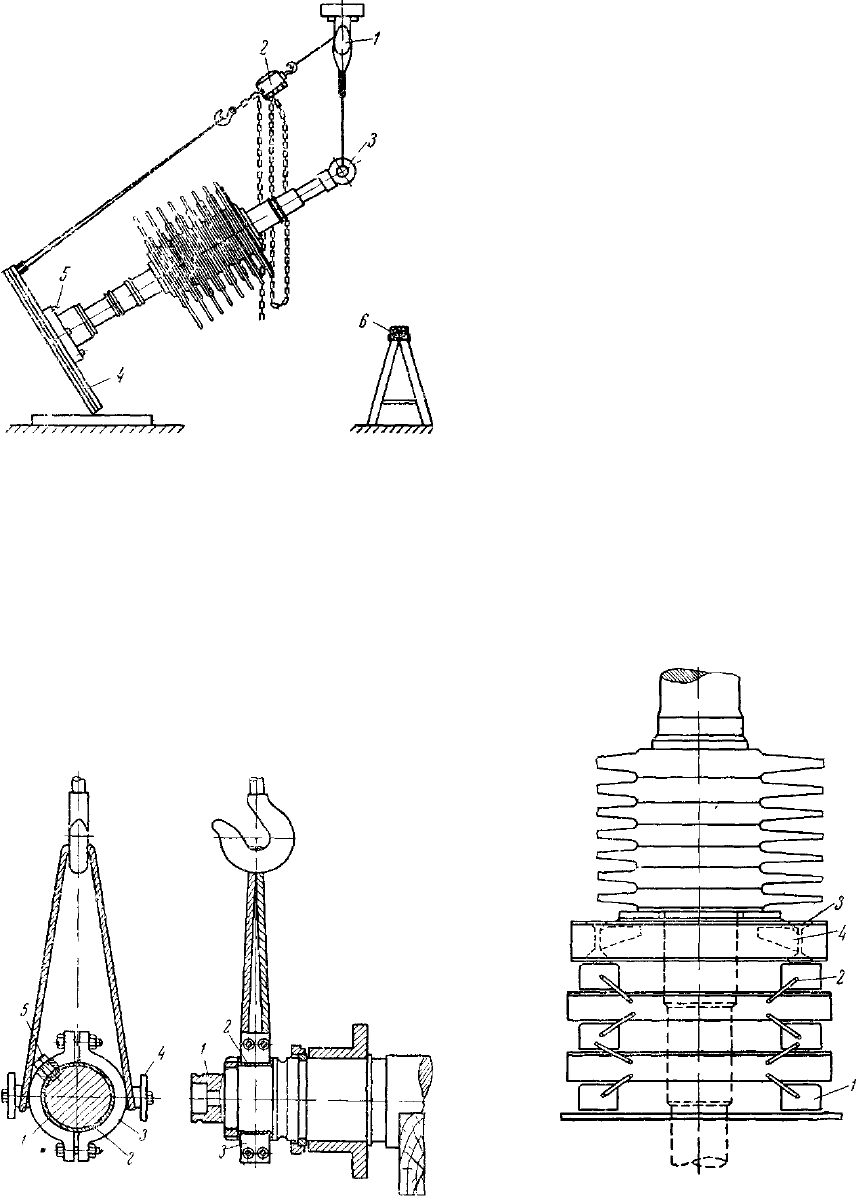
Рисунок 14.3. Приспособления для снятия дисков с
вала; а — с помощью масляных домкратов,
б— с помощью механических домкратов, 1-домкрат;
2 — деревянная распорка; 3 — поршень; 4 — масляный
гидропресс, 5 — гаечный ключ, 6 — резьба левая;
7 — резьба правая.
184
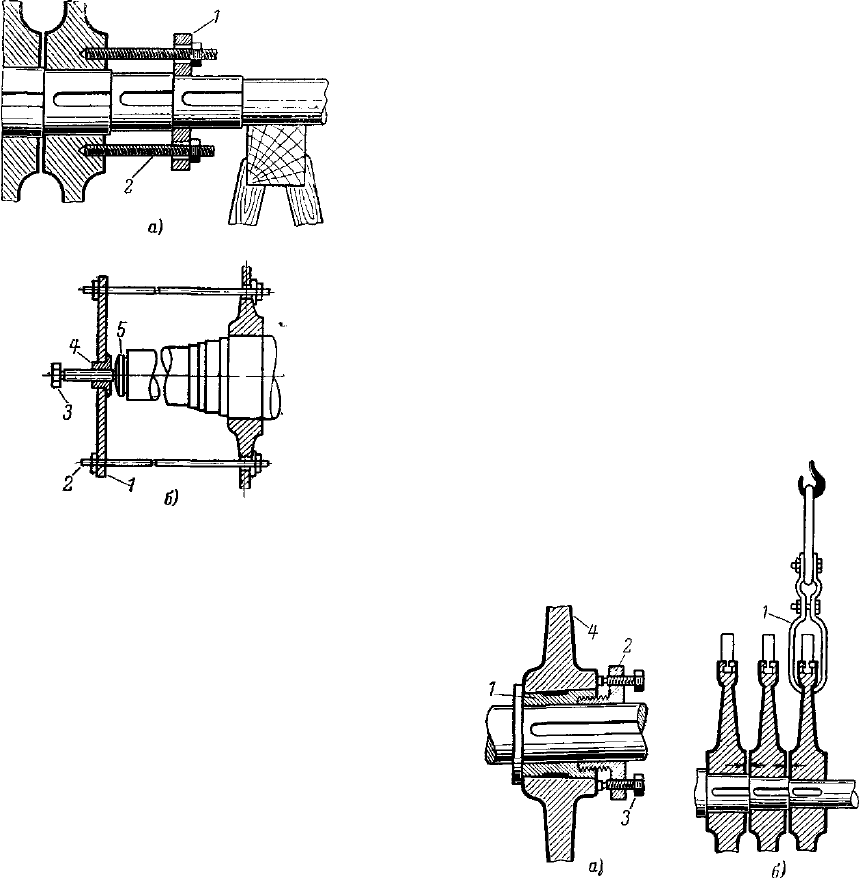
Рисунок 14.4. Приспособления для снятия дисков с
вала. а — с упором в уступ вала; б — с упором в торец
вала. 1-шайба толщиной 25—40 мм, 2 — стяжные
шпильки или болты диаметром 25—40 мм, 3 — на-
жимной болт с ленточной резьбой диаметром 40—60
мм, 4—втулка с резьбой под болт, 5—подкладка.
В случаях отсутствия возможности упора
шайбы в уступ вала применяется стяжное при-
способление, состоящее из глухой шайбы, упи-
раемой в торец вала (рис. 14.4,б).
Процесс снятия с вала дисков, посаженных
непосредственно на вал или на кольца различных
типов, проходит в следующем порядке: со стопо-
ров гайки, крепящей диски на валу, удаляются
замковые керны, вывертываются стопоры и сама
гайка, после чего ставятся отжимные домкраты
или стягивающие приспособления, которыми соз-
даются предварительные съемные усилия.
Домкраты или стягивающие шпильки рас-
полагаются одни относительно других на диа-
метрально противоположных сторонах втулки
диска; для снятия могут применяться и три дом-
крата или стягивающих шпильки, расположенные
по окружности диска под углом 120°.
Далее диск нагревается, как уже указыва-
лось. Нагрев диска контролируется термопарой
или по сдвигу диска с места через небольшой
промежуток времени; когда диск достаточно на-
греется, поджимаются одновременно и равномер-
но домкраты или стягивающие шпильки до пол-
ного снятия диска с посадочного места.
Снятие с вала дисков, посаженных на раз-
резные конусные втулки (см. рис 14.1,б), произ-
водится после удаления конусных втулок, на ко-
торых они сидят. Для этого высверливаются кер-
ны, вывертываются стопора и снимаются с вала
гайка и первое прокладочное кольцо, извлечение
конусной втулки 1 производится приспособлени-
ем 2 (рис 14.5,а) после подвески диска к крюку
крана с помощью специального хомута (рис.
14.5,б) и тщательной очистки поверхности вала
перед втулкой 1. Приспособление 2 ввертывается
в резьбу конусной втулки 1, после чего во фланец
приспособления ввертываются четыре болта 3;
при одновременном поджатии болтов их концы
упираются в ступицу диска 4 и втулка 1 удаляется
из-под диска. Если втулка не сдвигается, следует
дополнительно прогреть тело диска, после чего
втулка должна легко выйти из-под диска
После снятия диска с посадочного места на
валу диск сдвигаегся на конец вала, что может
быть выполнено после поднятия и перехвата кон-
ца вала с кратковременным удалением стойки, на
которой лежит шейка вала. Затем диск с помо-
щью хомута (см. выше) или другого надежного
зажимного приспособления подвешивается к кра-
ну, снимается с конца вала и укладывается в го-
ризонтальное положение на деревянные подклад-
ки. В таком же порядке и тем же путем снимают-
ся и остальные диски.
Рисунок 14.5. Извлечение втулки и подвеска диска к
крану; а—извлечение конусной втулки из под диска
б—подвеска к крану и снятие диска с помощью специ-
ального хомута (1)
Снятие дисков с вала может производиться
и при вертикальном положении вала; в этом слу-
чае все операции по снятию дисков должны про-
изводиться в порядке, обратном тому, какой ре-
комендуется ниже для посадки дисков при верти-
кальном положении вала.
Снятие дисков не является сложной опера-
цией, но требует равномерного нагрева, при кото-
ром должен возможно меньше нагреваться вал, и
аккуратности при стягивании дисков, перекос
диска на валу из-за неравномерного натяжения
стяжных болтов или стропов подъемного приспо-
собления может испортить расточку ступицы,
посадочное место вала и, кроме того, создаст
серьезные затруднения в снятии диска, связанно-
го с потерей значительного времени.
14.3. ПОСАДКА ДИСКОВ НА ВАЛ.
Диск, снятый с вала для переоблопачива-
ния или для других целей (замена диска и др.),
185
перед обратной посадкой на вал подлежит тща-
тельной статической балансировке, так как, не-
смотря на принимаемые в процессе облопачива-
ния меры, возможны: разность веса отдельных
пакетов лопаток, смещение их центра тяжести в
радиальном направлении, смещение отдельных
отрезков бандажной ленты, проволоки и др. при-
чины, которые вызывают появление неуравнове-
шенности диска.
Если снятие дисков с вала было вызвано
ослаблением посадки одного или нескольких дис-
ков, необходимо перед обратной посадкой дисков
на новые кольца проверить состояние поверхно-
сти вала, находившейся под ослабленным в по-
садке диском, и состояние шпоночных канавок на
валу и у дисков. Часто под ослабленными диска-
ми наблюдаются наклепы вала, разбитые шпо-
ночные канавки и шпонки.
В этих случаях шпоночные канавки ис-
правляются электросваркой с последующей обра-
боткой вручную напильником и шабером или не-
значительно увеличивается их ширина как на ва-
лу, так и в диске до вывода выработанных мест. К
этим шпоночным канавкам пригоняются новые
шпонки так, чтобы они плотно сидели боками в
шпоночных канавках без всякого зазора; сверху
же между шпоночной канавкой диска и шпонкой
обязательно оставляется зазор 0,2—0,4 мм (см
рис. 14.2,а).
Такая подгонка шпонки необходима для
устранения одностороннего натяга диска По дли-
не шпонка должна быть короче шпоночного гнез-
да диска не менее чем на 0,5 мм, то необходимо
для устранения возможности упирания торцевой
части ступицы соседнего диска в шпонки, подоб-
ный упор может вызвать появление повышенного
зазора между дисками и послужит препятствием к
нормальному температурному расширению сту-
пиц дисков.
При наличии на валу наклепов в некоторых
случаях приходится применять проточку этого
места. Конечно, подобная проточка может быть
произведена только на незначительную величину
и только у валов, где посадка выполнена на втул-
ках или кольцах, а не непосредственно на валу.
Проточку поврежденных мест можно про-
извести при положении вала в турбине на своих
подшипниках. Для этого на фланце разъема тур-
бины, против подлежащего проточке места вала,
укрепляется небольшой супорт с продольным и
поперечным ходом, какой обычно употребляют
для проточки коллекторов возбудителей и колец
роторов генераторов. Для предотвращения осевых
перемещений вала при проточке вал должен быть
расперт с обоих торцов упорами, желательно с
шариками, входящими в центровые заточки на
торцах вала.
Для проточки вал не следует вращать
вручную; для устранения толчков при вращении и
тем самым достижения лучших результатов жела-
тельно приводить вал во вращение электродвига-
телем (§8.3).
По окончании этих операций производятся
микрометром и штихмассом все промеры по диа-
метрам расточек дисков и диаметрам посадочных
мест на валу, эти данные необходимы для опре-
деления величины натяга и изготовления новых
шпонок и посадочных колец. Допуск на изготов-
ление новых посадочных колец не должен пре-
вышать ±0,01—0,02 мм.
Перед посадкой дисков поверхность поса-
дочных мест вала, ступицы дисков, разрезные
кольца и резьба стопорной гайки должны быть
очищены смоченными в керосине мягкими тряп-
ками. Убедившись в отсутствии царапин и забо-
ин, необходимо все указанные поверхности сма-
зать тонким слоем ртутной мази или серебристого
графита, что устранит заедания при посадке, при-
горание и ржавление посадочных поверхностей
при работе.
Диски могут насаживаться при горизон-
тальном и вертикальном положении вала. В пер-
вом случае вал укладывается на козлы так, чтобы
можно было посадить диски на свое место; гори-
зонтальность положения вала проверяется по
уровню; диски подвешиваются к крану строго
вертикально и устанавливается так, чтобы вал
находился в центре расточки диска. При этом по-
ложении производится нагрев диска и его посадка
до места подвижкой крана в осевом направлении
и в необходимых случаях равномерными ударами
свинцовых кувалд по торцу ступицы до полной
посадки. При нагреве диска для предотвращения
нагрева вала последний обвертывается асбестом.
Для насадки диска при вертикальном рас-
положении вала последний в целях облегчения
его закрепления должен быть опущен концом,
противоположным месту насадки, в яму, спе-
циально вырытую в полу конденсационного по-
мещения в зоне, обслуживаемой краном; вал мо-
жет быть также поставлен в специальную стойку
или на фундаментную плиту (см ниже).
Насадка дисков при вертикальном положе-
нии вала более удобна, требует меньших затрат
времени и труда и дает лучшие результаты в от-
ношении предупреждения перекосов, так как
диск, предварительно выверенный горизонтально
по уровню, садится на место под действием соб-
ственного веса. Тем не менее необходимо кон-
тролировать перпендикулярность посадки диска
по отношению к валу. При этом способе можно
быстро посадить диски один за другим; в этом
случае нет необходимости в подъеме вала для
одевания каждого следующего диска, как при
горизонтально расположенном роторе, благодаря
чему вал не успевает сильно прогреться, в то вре-
мя, как при первом способе посадки надо затра-
чивать время, связанное с остыванием вала..
В конструкциях, где валы имеют тело рав-
ного сопротивления (с утолщением посредине),
диски насаживаются на вал с обеих сторон пооче-
редно; поэтому после насадки дисков на один
конец вала, вал перекантовывается. Поворот вала
в вертикальное положение (кантовка) является
весьма ответственной операцией и должен быть в
каждом отдельном случае предварительно де-
тально продуман и выполнен под наблюдением
руководителя ремонта или мастера по ремонту.
186
На рис. 14.6 показана схема кантовки ро-
тора в вертикальное положение с помощью тали,
одного крюка крана и ввернутого в торец вала
рыма. При отсутствии резьбового отверстия на
конец вала надевается надежно закрепляемый
хомут (рис. 14.7). При сборке хомута ротор дол-
жен быть повернут так, чтобы шпоночный паз на
валу совпал со стопорным винтом.
Рисунок 14.6. Кантовка легкого ротора с помощью
одного крюка крана и тали. 1-крюк крана; 2—таль,
3—рым вала, 4—рама сварная, 5— крепежные шпиль-
ки, 6—передняя опора ротора.
Этот конец вала поднимается краном с по-
степенным выводом вала из горизонтального в
вертикальное положение; при этом соответ-
ствующим передвижением крана и упором в то-
рец другого конца вала ведется тщательный кон-
троль, чтобы вал не сдвигался в горизонтальном
направлении, грузовой трос не отходил от верти-
кальной оси более 15°, а диски с лопатками не
задевали за козлы, на которых установлен ротор.
Рисунок 14.7. Хомут для кантовки ротора. 1-ротор,
2—прокладка, 3—хомут; 4—фланец,
5—стопорный винт.
После подъема вал опускается своим кон-
цом в заранее подготовленную яму, устанав-
ливается на специальную сварную фундаментную
плиту (раму) в виде пяты (см. рис. 14.6) или укла-
дывается на специальную стойку в виде выкладки
из шпал, связанных скобами (рис. 14.8).
После окончания кантовки вал должен
быть выверен по уровню строго вертикально (рис.
14.9). Диск, который должен быть посажен на вал,
укладывается на специально изготовленное подъ-
емное приспособление, типа указанного на рис.
14.9 или на рис. 14.10, подвешиваемое к крюку
крана. Для обеспечения быстрой и правильной
насадки необходимо выверять диски на указан-
ных приспособлениях строго горизонтально по
уровню и устанавливать их после подъема цен-
трально над валом.
Если диск должен сидеть на валу на раз-
резных кольцах, то одно кольцо надевается на
свое место до посадки; шпонки, стопорящие диск
от проворачивания на валу, также вставляются в
шпоночные канавки вала до посадки диска, бла-
годаря чему они являются направляющими при
посадке.
Диск, горизонтально лежащий на подъем-
ном приспособлении, равномерно прогревается от
обода к ступице; когда диаметр внутренней рас-
точки ступицы диска станет больше диаметра
посадочного места вала на 0,2—0,3 мм, что про-
веряется замерами (штихмасом), диск медленно,
но без остановок и рывков, путем подвижки крана
должен быть свободно доведен до своего поса-
дочного места, где он входит на шпонки и на раз-
резное кольцо, в случае необходимости диск пе-
редвигается до места насильными ударами свин-
цовых кувалд чего вставляется второе разрезное
кольцо.
Рисунок 14.8. Шпальная выкладка для вертикальной
установки ротора. 1-шпальная выкладка, 2 — скоба,
3 — металлическая рама, 4—ребро жесткости.
187
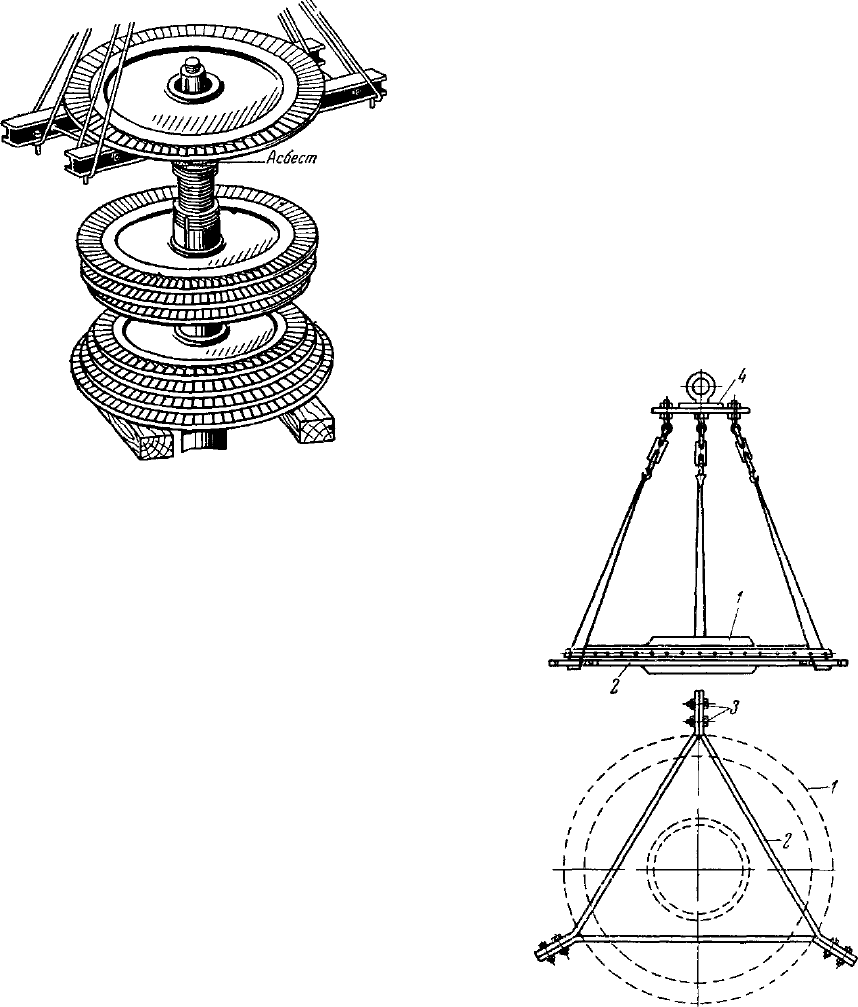
Рисунок 14.9. Посадка дисков при вертикальном
положении ротора.
При заедании диска на валу ни в коем слу-
чае нельзя продолжать его посадку, применяя
силу, в этом случае надлежит поднять диск, за-
чистить получившиеся заусеницы, проверить
причины заедания и после этого вновь присту-
пить к посадке.
При нагреве увеличивается не только диа-
метр внутренней расточки ступицы диска, но и
длина ступицы, например, при длине ступицы,
равной диаметру ее внутренней расточки, увели-
чение длины ступицы равно величине натяга, по-
этому после посадки диска на вал ступица диска,
имея еще увеличенную длину, продолжает со-
кращаться, в зависимости от того, в каком месте
диск сильнее обжимает вал, сокращение ступицы
может идти в сторону упора или от упора.
Для обеспечения правильного осевого по-
ложения диски должны сажаться к упорам вплот-
ную и должны удерживаться в правильном поло-
жении до тех пор, пока диск, охладившись, за-
жмет вал.
При горизонтальном способе посадки на-
гретый диск должен быть прижат к торцу поса-
дочного места до полного остывания. При верти-
кальном способе посадки, диск садится до упора
под действием собственного веса; для ускоренно-
го охлаждения дисков с длинной ступицей и за-
щемления вала диском нижний торец ступицы
обдувается воздухом; при небольшой длине сту-
пицы обдувку воздухом можно не производить.
После полного остывания проверяется от-
сутствие перекоса диска и зазор между торцом
ступицы диска и упорным буртиком или между
ступицами двух соседних дисков, зазор между
двумя соседними дисками должен быть в преде-
лах, указанных на чертеже, или величины, имев-
шей место до снятия диска. Следующий диск
можно сажать только после проверки правильно-
сти посадки предыдущего диска.
Для проверки правильности посадки диска
в осевом направлении (отсутствие биения) при
горизонтальном положении вала может быть
применено простое приспособление, конструкция
которого показана на рис 14.11. Оно со стоит из
угольника с перпендикулярно приделанным
стержнем, на котором укрепляется индикатор.
Угольник после посадки на вал подводится до
упора к торцу ступицы диска и при вращении по
окружности ножка индикатора показывает биение
диска в диаметрально противоположных точках
диска. Одинаковость этих показаний указывает на
перпендикулярность диска к оси вала, т. е. пра-
вильность посадки. Большая разность этих пока-
заний указывает на коробление диска или перекос
его посадки на валу.
Рисунок 14.10. Подъемное приспособление для посад-
ки дисков при вертикальном положении ротора.
1-рабочий диск, 2 — разборный треугольник,
3 — болты, 4 — траверса со стропами.
Проверка торцевого биения может произ-
водиться также штихмасом по ободу уже наса-
женных дисков в том случае, если есть уверен-
ность в отсутствии биения диска, от которого
производится измерение; проверку штихмасом
особенно целесообразно производить при посадке
дисков на цельнокованный ротор, так как она ве-
дется от дисков, проточенных вместе с валом.
Допускаемая величина торцевого биения диска,
замеряемого на ободе диска, зависит от диаметра
обода диска; при диаметре до 1200 мм допускае-
мая величина торцевого биения равна 0,15—
0,2 мм; при диаметре 1200—1600 мм равна 0,2—
0,3 мм и при диаметре 1600 м и больше — 0,5 мм.
188
Описанным путем последовательно сажа-
ются все диски. Последний диск закрепляется
гайкой, которая навинчивается не слишком плот-
но на резьбу вала; для предотвращения отверты-
вания гайка закрепляется стопорными шпилька-
ми, которые в свою очередь закерниваются. Меж-
ду стопорной гайкой и ступицей последнего дис-
ка должен, так же как и между каждыми двумя
соседними дисками, оставаться зазор 0,1—0,3 мм.
При посадке дисков на ступенчатый вал
осевой зазор между ступицами получается благо-
даря тому, что уступы вала, на которые сажаются
диски, имеют длину на 0,1—0,3 мм больше, чем
ступицы дисков; этим создается при посадке дис-
ка до конца уступа указанный выше зазор (рис.
14.12,а).
Рисунок 14.11. Проверка аксиального биения обода
диска индикатором, укрепленным на угольнике со
стержнем. 1-угольник; 2-стержень для крепления инди-
катора.
Рисунок 14.12. Положение дисков на валу при пра-
вильной и неправильной посадках; а — зазоры между
дисками и между последним диском и стопорной гай-
кой; б — искривление вала из-за непараллельности
торцевых поверхностей стопорной гайки и ступицы
диска; в — искривление вала при неправильной посад-
ке дисков или непараллельности торцевых поверхно-
стей ступиц дисков. 1-диски, 2—стопорная гайка,
3—односторонний нажим.
При посадке дисков на кольца в некоторых
случаях приходится в процессе посадки про-
кладывать между ступицами смежных дисков
тонкую бумажную прокладку толщиной 0,1—0,15
мм, которая в работе турбины сама собой разру-
шается, создавая тем самым необходимый зазор
между дисками. Этот зазор должен быть равно-
мерным по всей окружности ступицы; разность
зазоров, замеренных в диаметрально противопо-
ложных точках, превышающая 0,1—0,15 мм (не-
параллельность торцевых поверхностей ступиц
смежных дисков), может вызывать изгиб вала во
время работы турбины (рис. 14.12, б, в).
Следует иметь в виду, что при посадке на
два разрезных кольца, расположенных с обеих
сторон диска, диск даже при небольшой разнице в
натягах, допущенной при изготовлении колец,
при остывании садится на вал неправильно; вы-
ровнять диск после остывания практически не-
возможно. В этом случае приходится вновь сни-
мать диск, точить новые разрезные кольца с оди-
наковым допуском и снова производить всю опе-
рацию посадки. Если этого выравнивания не про-
извести, то во время работы турбины также будет
происходить изгиб вала вследствие односторон-
него упора дисков между собой.
Посадка дисков без вставных колец и вту-
лок проще, так как при непосредственной посадке
диска на вал требуется только тщательный кон-
троль за тем, чтобы при посадке между дисками
оставался осевой зазор 0,2— 0,3 мм, необходи-
мый для расширения дисков при работе.
Рисунок 14.13. Крепление калиброванной стальной
ленты на валу. а — при помощи запилов на шпонке.
1-шпонка, 2 — запилы по толщине ленты, 3 — лента,
4 — заделка концов ленты в запилы; б—при помощи
пайки, 1-вал, 2—шпонка, 3— лента, 4—припайка к
валу.
Снятие дисков, сидящих непосредственно
на валу, рекомендуется производить только в ис-
ключительных случаях, так как повторная посад-
ка дисков с необходимым натягом весьма затруд-
нительна.
В некоторых случаях для обеспечения не-
обходимого натяга приходится диск сажать на
стальную строго калиброванную ленту шириной,
соответствующей длине ступицы диска, и толщи-
ной, обеспечивающей создание необходимого
натяга, толщина ленты определяется после соот-
ветствующей обработки вала и внутренней рас-
точки поверхности диска для устранения конус-
ности, овальности, выбоин и шероховатостей на
посадочных местах.
Калиброванная лента перед посадкой диска
натягивается и закрепляется на валу или заклад-
кой ее под боковые предварительно запиленные
поверхности шпонки (рис. 14.13,а) или припайкой
ее у краев шпоночного паза мягким припоем (рис
14.13,б). Для обеспечения беспрепятственной по-
садки диска на такую калиброванную стальную
центу, без ее задевания и повреждения, необхо-
димо перед посадкой произвести повышенный
нагрев диска.
189
Посадка диска на разрезные конусные
втулки производится следующим образом: диск,
поднятый за хомут краном, надевается на гори-
зонтально расположенный вал, чтобы между дис-
ком и валом оставалась кольцевая щель для втул-
ки. Эта втулка имеет по наружному диаметру ко-
нусность 6%, соответственно которой выточена
ступица диска (перед посадкой следует пригнать
втулку к ступице диска). Во втулке должен быть
сделан продольный разрез на 1—2 мм шире
шпонки, чтобы при посадке втулка не уперлась в
шпонку и проходила свободно; шпонка сажается
на вал до посадки втулки, также до посадки необ-
ходимо тщательно протереть графитом посадоч-
ные места вала, диска и втулки.
При посадке первый диск упирается в со-
ответствующий буртик вала (см. рис. 14.5,а).
Втулка вгоняется в отверстие между диском и
валом специальным приспособлением; это при-
способление должно быть ввернуто на резьбе во
втулку еще до надевания втулки на вал. Втулка
окончательно сажается на место равномерными
ударами свинцовых кувалд по приспособлению,
при этом необходимо контролировать правиль-
ность посадки диска в осевом и перпендикуляр-
ном валу направлениях, а также чтобы диск не
отходил от соседнего диска или бурта. Если диск
установится неперпендикулярно оси вала, то уда-
рами по соответствующим местам приспособле-
ния добиваются смещения втулки и соответ-
ственно исправления положения диска.
Для предотвращения ослабления диска на
валу между втулкой первого диска и ступицей
второго устанавливается прокладочное кольцо
(см. рис. 14.1,б), препятствующее выходу втулки
из диска. Таким же способом насаживаются и все
остальные диски, причем в качестве упора конус-
ной втулки предыдущего диска служат прокла-
дочное кольцо и ступица каждого последующего
диска.
14.4. РЕМОНТ ДИСКОВ.
При производстве ремонтных работ сле-
дует осторожно обращаться с полотном дисков,
так как нанесенные на диск царапины могут вы-
зывать концентрацию местных напряжений в ма-
териале. При наличии на полотнах дисков ржав-
чины она должна быть тщательно очищена, так
как может приводить к дальнейшему ускоренно-
му коррозионному разрушению металла.
При каждом ремонте турбины диски долж-
ны тщательно осматриваться для получения уве-
ренности в отсутствии трещин и других дефектов
на диске, в особенности в его опасных сечениях,
например, в переходных местах профиля диска, в
углах, в сечениях ослабленных отверстиями и пр.,
особенно это относится к тем турбинам, где на-
блюдались повреждения дисков.
Для осмотра полотно каждого диска с обо-
их сторон должно быть сначала очищено наждач-
ной бумагой; особенно тщательной очистке сле-
дует подвергать зону разгрузоччых отверстий,
которые имеются в дисках первых и средних сту-
пеней. После очистки следует протравить по-
верхности 10%-ным раствором азотной кислоты,
промыть конденсатом и внимательно осмотреть
всю поверхность диска с помощью переносной
лампы и лупы с 10-кратным увеличением.
Все переходы на диске с внутренними уг-
лами должны иметь соответствующие радиусы
скруглений, края разгрузочных отверстии должны
быть скруглены радиусом не менее 5—15 мм, а
поверхности отверстий и галтелей тщательно от-
полированы.
Особое внимание необходимо обратить на
шпоночные пазы дисков и канавки валов, которые
являются источниками высокой концентрации
напряжений. Острая подрезка и недостаточная
чистота обработки шпоночного паза, несоосность
шпоночного паза в диске и на валу, а также натяг
между шпонкой и диском в радиальном направ-
лении могут вызывать перенапряжения, перекос
при посадке диска и появление трещин в ступице
диска.
Заварка каких бы то ни было трещин на
дисках совершенно недопустима, так как диски с
заваренными трещинами при работе могут вы-
звать серьезные аварии, запрещается также свер-
лить отверстия в дисках при балансировке. В слу-
чае обнаружения трещин на диске или при подоз-
рении на наличие таковых необходимо диск с
вала снять и провести самое тщательное обследо-
вание их глубины и расположения, после чего
должен быть решен вопрос о возможности даль-
нейшей работы диска, при ненадежности даль-
нейшей работы диск должен быть сменен.
При обнаружении коробления (осевое
биение по индикатору более 0,3—0,5 мм) диски
должны быть подвергнуты правке. Для правки
дисков применяют те же способы правки, как и
для валов (термическая, механическая и правка
способом релаксации). Чеканку диска, снятого с
вала, производят ударами легкого молотка (200—
300 г) по полотну диска на участке, где его обод
вогнут, удары начинают производить у ступицы и
последовательно по радиусу переходят к ободу
диска.
Термическую правку диска производят ме-
стными недлительными нагревами, которые соз-
дают в этих местах напряжения, превосходящие
предел текучести, благодаря чему с выпуклой
стороны диска происходит укорочение волокон,
что ведет к перегибу и выправлению диска после
охлаждения в необходимом направлении. Следу-
ет учитывать, что диски очень чувствительны к
местным нагревам, поэтому для правки обычно
применяются автогенные горелки не более чем №
4 или 5 и нагрев ведется равномерным передви-
жением горелки до достижения темно-красного
цвета металла.
После правки любым способом диск подле-
жит термообработке, которая заключается в мед-
ленном равномерном нагреве диска до темпера-
туры, превышающей температуру пара на 50—
60° С. После полного охлаждения диска произво-
дится проверка полученных результатов правки и
отжига.
190