Middleton W.M. (ed.) Reference Data for Engineers: Radio, Electronics, Computer and Communications
Подождите немного. Документ загружается.

45-12
REFERENCE
DATA
FOR ENGINEERS
2
-
21
0
0
1
0
15
20
TIME,
f
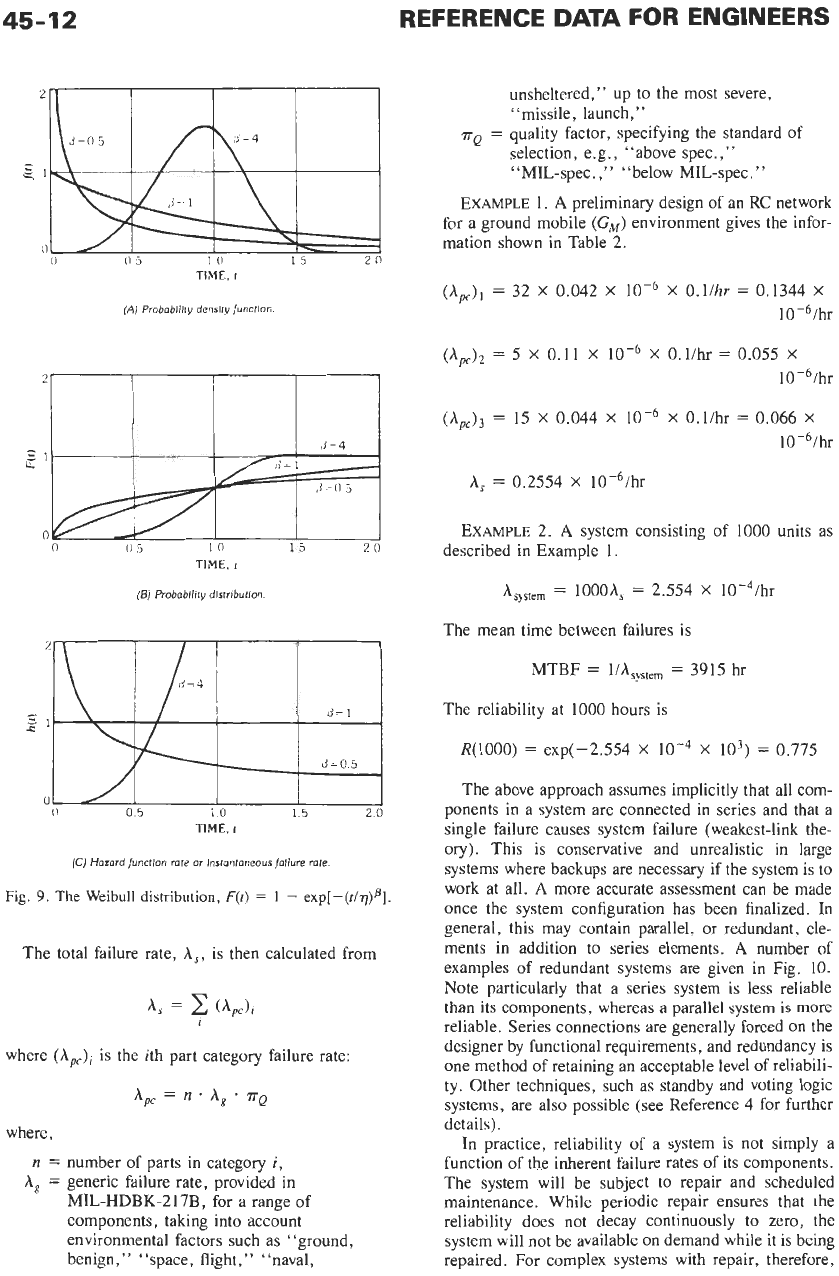
(A)
Probability density function
,?
=
4
,d=
1
,j
=
0
5
g’z
0 0
0
5
10
15
PO
TIME.
f
(B)
Probobllity distnbution.
TIME.
f
(C)
Hazard function
rate
or
instantaneous foiiure
rate.
Fig.
9.
The
Weibull
distribution,
F(r)
=
1
-
exp[-(f/v)p].
The total failure rate,
A,,
is then calculated from
where
(Apc)i
is the ith part category failure rate:
where,
n
=
number
of
parts in category
i,
Ag
=
generic failure rate, provided in
MIL-HDBK-217B, for a range of
components, taking into account
environmental factors such as “ground,
benign,
”
“space, flight,’
’
“naval,
unsheltered,” up
to
the most severe,
“missile, launch
,”
rQ
=
quality factor, specifying the standard of
selection, e.g., “above spec.,”
“MIL-spec.
,”
“below MIL-spec.’’
EXAMPLE 1.
A
preliminary design of an
RC
network
for a ground mobile
(GM)
environment gives the infor-
mation shown
in
Table
2.
(Apc),
=
32
X
0.042
X
X
O.l/hr
=
0.1344
X
10-6/hr
(Apc)2
=
5
X
0.11
X X
O.l/hr
=
0.055
X
10-6/hr
(hpc)3
=
15
X
0.044
X
X
O.l/hr
=
0.066
x
10-6/hr
A,
=
0.2554
x
10-6/hr
EXAMPLE
2.
A
system consisting of 1000 units as
described in Example 1.
Asystem
=
1000A,
=
2.554
X
10-4/h~
The mean time between failures is
MTBF
=
l/Asystem
=
3915 hr
The reliability at
1000
hours is
R(1000)
=
exp(-2.554
X
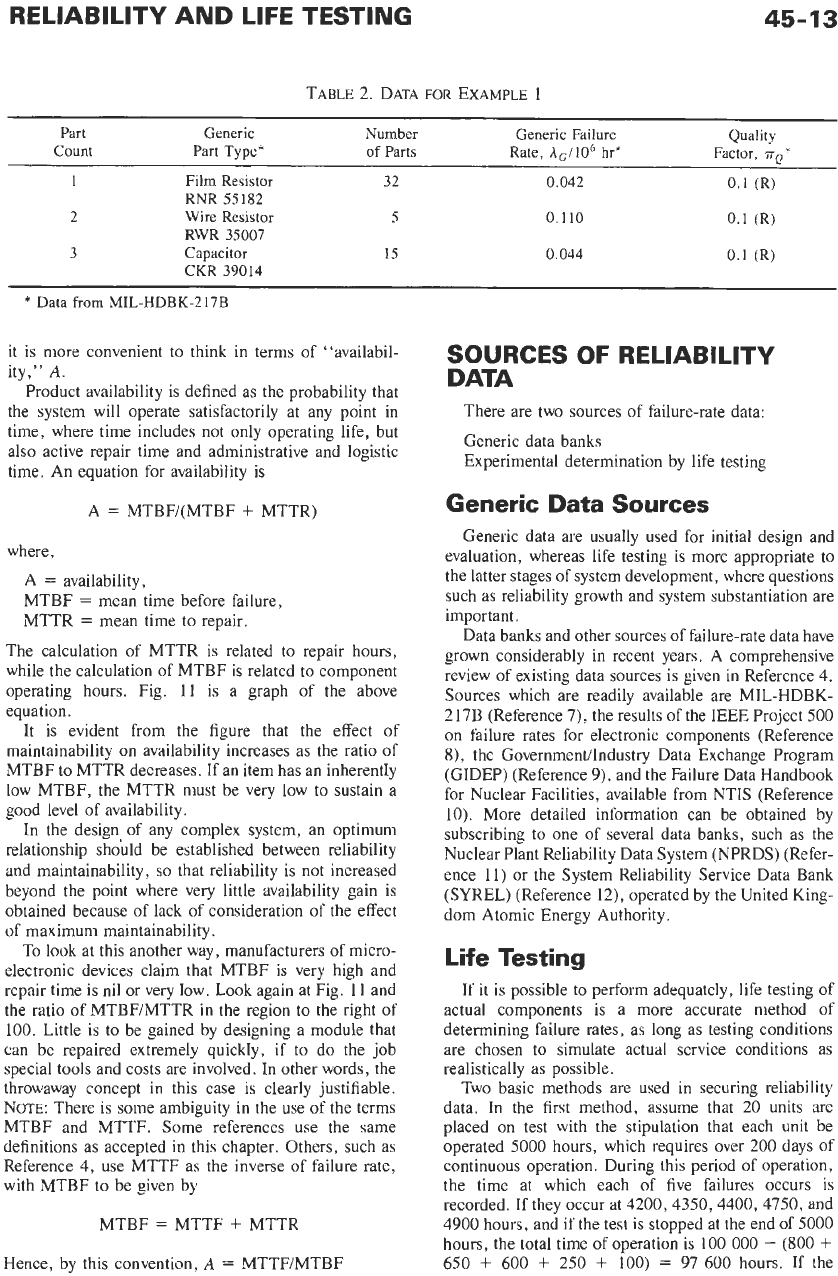
The above approach assumes implicitly that all com-
ponents in a system are connected in series and that a
single failure causes system failure (weakest-link the-
ory). This is conservative and unrealistic
in
large
systems where backups are necessary if the system is to
work at all.
A
more accurate assessment can be made
once the system configuration has been finalized.
In
general, this may contain parallel, or redundant, ele-
ments in addition to series elements.
A
number of
examples of redundant systems are given in Fig.
10.
Note particularly that a series system is less reliable
than its components, whereas a parallel system
is
more
reliable. Series connections are generally forced
on
the
designer by functional requirements, and redundancy is
one method of retaining an acceptable level of reliabili-
ty. Other techniques, such as standby and voting logic
systems, are also possible (see Reference
4
for further
details).
In practice, reliability of a system is not simply a
function of the inherent failure rates of its components.
The system will be subject to repair and scheduled
maintenance. While periodic repair ensures that the
reliability does not decay continuously to zero, the
system will not be available on demand while it is being
repaired. For complex systems with repair, therefore,
X
lo3)
=
0.775
45-13
TABLE 2. DATA
FOR
EXAMPLE
1
Part Generic Number
Generic
Failure
Quality
Count Part
Type"
of
Parts
Rate,
AG/106
hr"
Factor,
r0*
1
Film Resistor
32
0.042
0.1
(R)
2
Wire Resistor
5
0.110
0.1
(R)
3
Capacitor
15
0.044
0.1
(R)
RNR
55
182
RWR
35007
CKR
39014
*
Data
from
MIL-HDBK-217B
it is more convenient to think in terms of "availabil-
ity,"
A.
Product availability is defined as the probability that
the system will operate satisfactorily at any point in
time, where time includes not only operating life, but
also active repair time and administrative and logistic
time. An equation for availability is
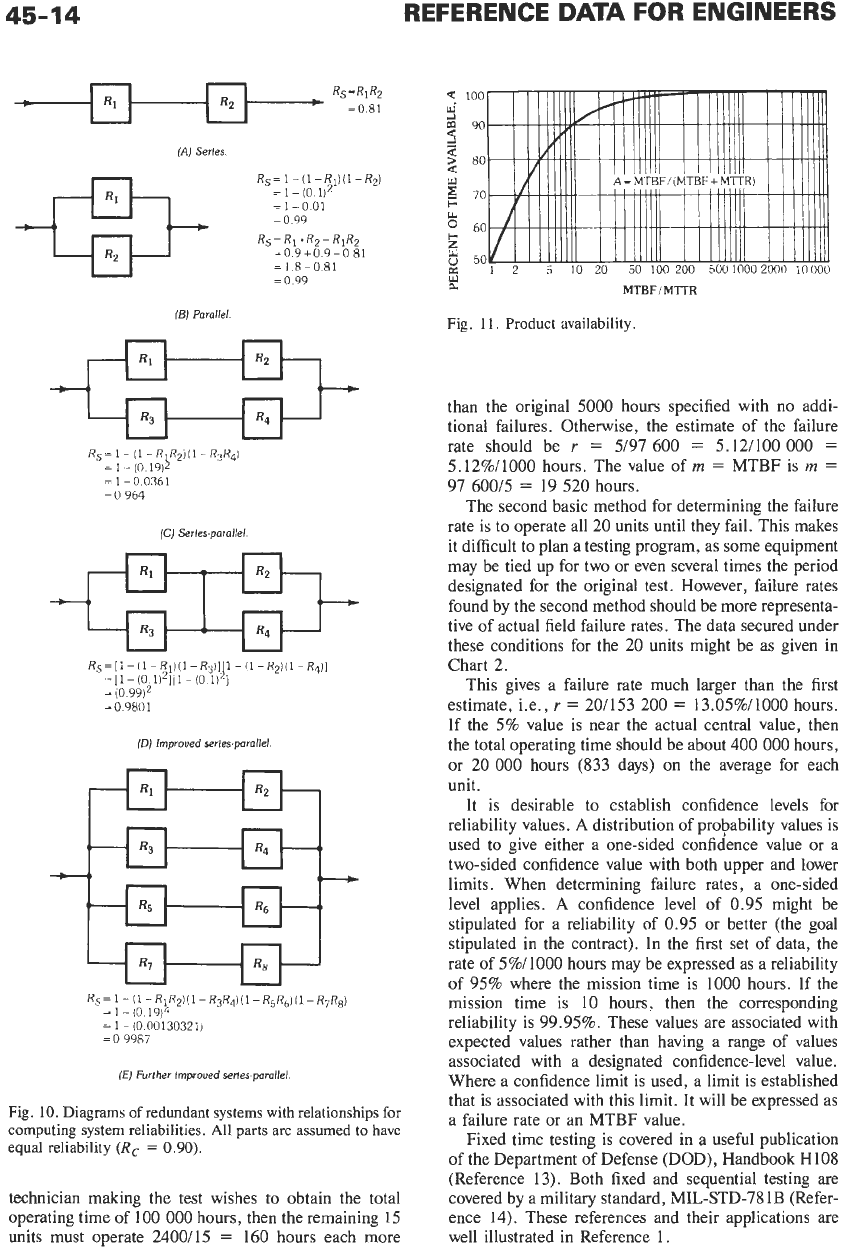
A
=
MTBF/(MTBF
+
MTTR)
where,
A
=
availability,
MTBF
=
mean time before failure,
MTTR
=
mean time to repair.
The calculation of MTTR is related to repair hours,
while the calculation of MTBF
is
related to component
operating hours. Fig.
I1
is a graph of the above
equation.
It is evident from the figure that the effect of
maintainability
on
availability increases as the ratio of
MTBF to MTTR decreases, If an item has an inherently
low MTBF, the MTTR must be very low to sustain a
good level of availability.
In the design, of any complex system, an optimum
relationship should be established between reliability
and maintainability,
so
that reliability is not increased
beyond the point where very little availability gain is
obtained because of lack of consideration of the effect
of maximum maintainability.
To look at this another way, manufacturers of micro-
electronic devices claim that MTBF is very high and
repair time is nil or very low. Look again at Fig. 11 and
the ratio of MTBF/MTTR in the region to the right of
100. Little is to be gained by designing a module that
can be repaired extremely quickly, if to do the job
special tools and costs are involved.
In
other words, the
throwaway concept in this case is clearly justifiable.
NOTE: There
is
some ambiguity in the use of the terms
MTBF and MTTF. Some references use the same
definitions as accepted in this chapter. Others, such as
Reference 4, use MTTF as the inverse of failure rate,
with MTBF
to
be given by
MTBF
=
MTTF
+
MTTR
Hence, by this convention,
A
=
MTTF/MTBF
SOURCES
OF
RELIABILITY
DATA
There are two sources of failure-rate data:
Generic data banks
Experimental determination by life testing
Generic Data Sources
Generic data are usually used for initial design and
evaluation, whereas life testing
is
more appropriate to
the latter stages of system development, where questions
such as reliability growth and system substantiation are
important.
Data banks and other sources of failure-rate data have
grown considerably in recent years. A comprehensive
review of existing data sources is given in Reference 4.
Sources which are readily available are MIL-HDBK-
217B (Reference 7), the results of the IEEE Project
500
on failure rates for electronic components (Reference
8),
the Government/Industry Data Exchange Program
(GIDEP) (Reference 9), and the Failure Data Handbook
for Nuclear Facilities, available from NTIS (Reference
10). More detailed information can be obtained by
subscribing to one of several data banks, such as the
Nuclear Plant Reliability Data System (NPRDS) (Refer-
ence 11) or the System Reliability Service Data Bank
(SYREL) (Reference 12), operated by the United King-
dom Atomic Energy Authority.
Life Testing
If it is possible to perform adequately, life testing of
actual components is a more accurate method
of
determining failure rates, as long as testing conditions
are chosen to simulate actual service conditions as
realistically as possible.
Two basic methods are used in securing reliability
data. In the first method, assume that
20
units are
placed on test with the stipulation that each unit be
operated
SO00
hours, which requires over 200 days of
continuous operation. During this period of operation,
the time at which each of five failures occurs is
recorded. If they occur at 4200,4350,4400.4750, and
4900 hours, and if the test is stopped at the end of
SO00
hours, the total time of operation is
100
000
-
(800
+
650
+
600
+
250
+
100)
=
97
600
hours. If the
45-14
REFERENCE
DATA
FOR
ENGINEERS
Rs=R,R2
=0.81
(A)
Serles.
Rs=l-(l-R11(1-Rpl
=
1
-
(0.112
=1-001
=o
99
=09+0.9-081
Rs= Ri+Rz-RlR2
=
1
8-0.81
=0
99
(B)
Parallel.
Rs
=
1
-
(1
-
RlR2j
(1
-
R3Rq)
=
1
-
(0.19)2
=1-00361
=O
964
(C)
Series-parallel
+-@I$
Rs=[l
-
ll-R~1(l-R~)l~l-
il-RpI(l-Rql1
=[1-(0 1121[1-(O
1)
I
=io 9912
=O
9801
(0)
Improved serles-parallel
-
RS= 1
11
-
R)R2!(1-
R3Rq)il-
RgR6J
(1
-
R7R8)
=
1
-
IO
1914
=
1
-
10
00130321)
=
0
9987
(E)
Further lmproued series-parallel
Fig.
10.
Diagrams
of
redundant
systems
with
relationships
for
computing
system
reliabilities.
All
parts are
assumed
to
have
equal reliability
(Rc
=
0.90).
technician making the test wishes to obtain the total
operating time of 100
000
hours, then the remaining 15
units must operate 2400/15
=
160 hours each more
MTBFIMTTR
a
Fig.
11.
Product
availability
than the original 5000 hours specified with no addi-
tional failures. Otherwise, the estimate of the failure
rate should be
r
=
5/97 600
=
5.12/100
000
=
5.12%/1000 hours. The value
of
rn
=
MTBF is
m
=
97 600/5
=
19 520 hours.
The second basic method for determining the failure
rate is to operate all 20 units until they fail. This makes
it difficult to plan a testing program, as some equipment
may be tied up for two or even several times the period
designated for the original test. However, failure rates
found by the second method should be more representa-
tive of actual field failure rates. The data secured under
these conditions for the
20
units might be as given in
Chart
2.
This gives a failure rate much larger than the first
estimate, Le.,
r
=
20/153 200
=
13.05%/1000 hours.
If the 5% value is near the actual central value, then
the total operating time should be about 400
000
hours,
or 20
000
hours (833 days) on the average for each
unit.
It is desirable to establish confidence levels for
reliability values.
A
distribution of probability values is
used to give either a one-sided confidence value or a
two-sided confidence value with both upper and lower
limits. When determining failure rates, a one-sided
level applies.
A
confidence level of 0.95 might be
stipulated for a reliability of 0.95 or better (the goal
stipulated in the contract). In the first set of data, the
rate
of
5%/1000 hours may be expressed as a reliability
of
95% where the mission time is
1000
hours. If the
mission time is 10 hours, then the corresponding
reliability
is
99.95%. These values are associated with
expected values rather than having a range of values
associated with a designated confidence-level value.
Where a confidence limit is used, a limit is established
that is associated with this limit. It will be expressed as
a failure rate or an MTBF value.
Fixed time testing is covered in a useful publication
of the Department of Defense (DOD), Handbook H108
(Reference
13).
Both fixed and sequential testing are
covered by a military standard,
MIL-STD-78
1B (Refer-
ence 14). These references and their applications are
well illustrated in Reference 1.
RELIABILITY
AND
LIFE TESTING
45-15
CHART 2. TIME
IN
HOURS
TO
FAILURE
FOR
RELIABILITY TESTS
(n
=
20 UNITS)
~~_______________
6500
8000 10200
5500
4200 7000 4750 8900
9400 4350 4900 10500
4400 9100 8750 9150
7800 8100 9200 12500
Sum
=
32300
+
36550
+
37800
+
46550
=
153 200
PROBABILITY
AND
STATISTICAL INFERENCE
Confidence Limits
If 100 components are tested and two fail, the failure
probability can be estimated approximately as
P,
=
0.02
The corresponding reliability
is
therefore
R
=
1
-
PF
=
0.98
However, these are only estimates based on a single
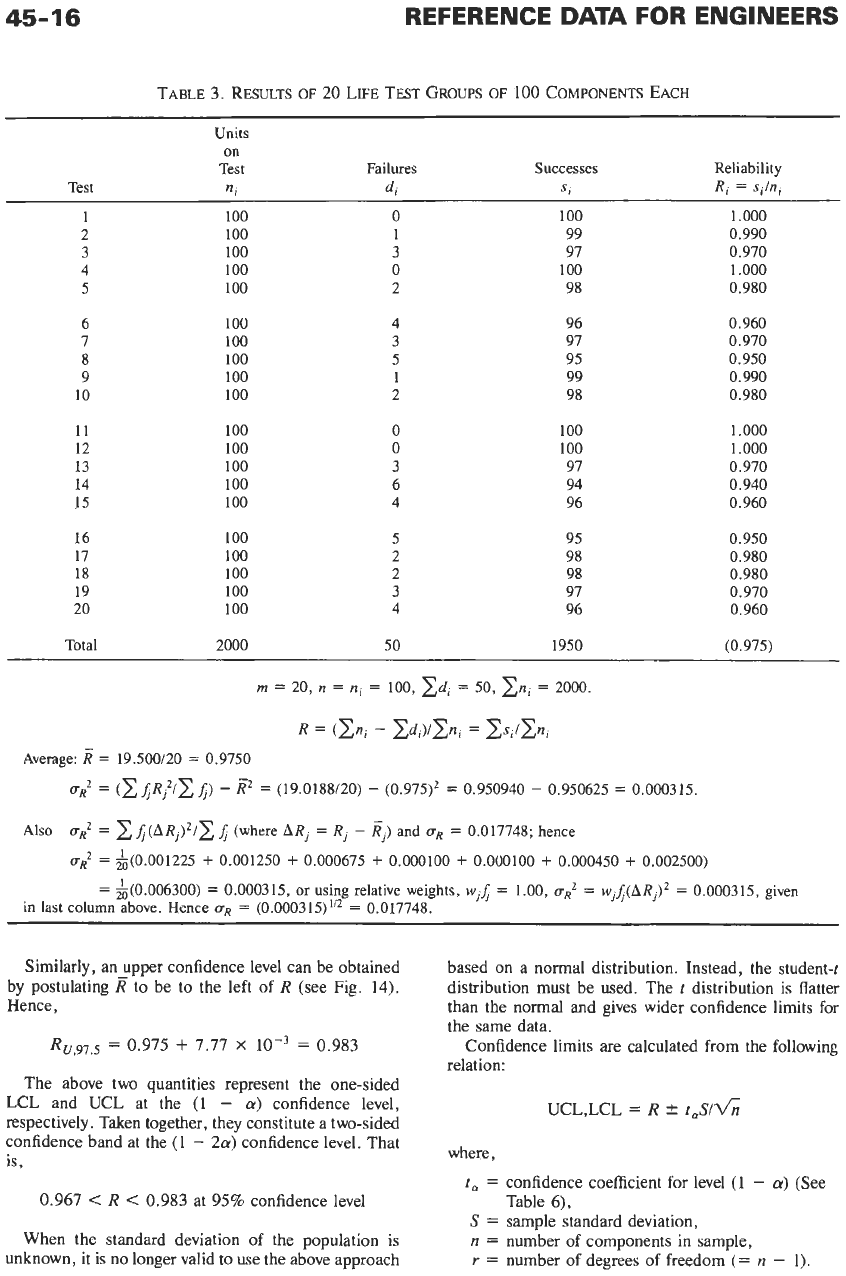
test. If the test is repeated, a different estimate will be
obtained, as shown in Table 3, which summarizes 20
such tests, each of 100 components. Empirically, it_can
be determined that the mean observed reliability is
R
=
0.975, with a standard deviation of
U,
=
0.01775. By
fitting a theoretical distribution such as a normal or
Poisson distribution to this data, it is possible to
determine the probability of the number of failures in
some subsequent batch exceeding some value, say 6.
The relative frequencies
of
different observed reliability
estimates have been calculated in Table
4
using a normal
distribution with sample mean and standard deviation,
and using a Poisson distribution with the
same
observed
overall failure rate,
0.025.
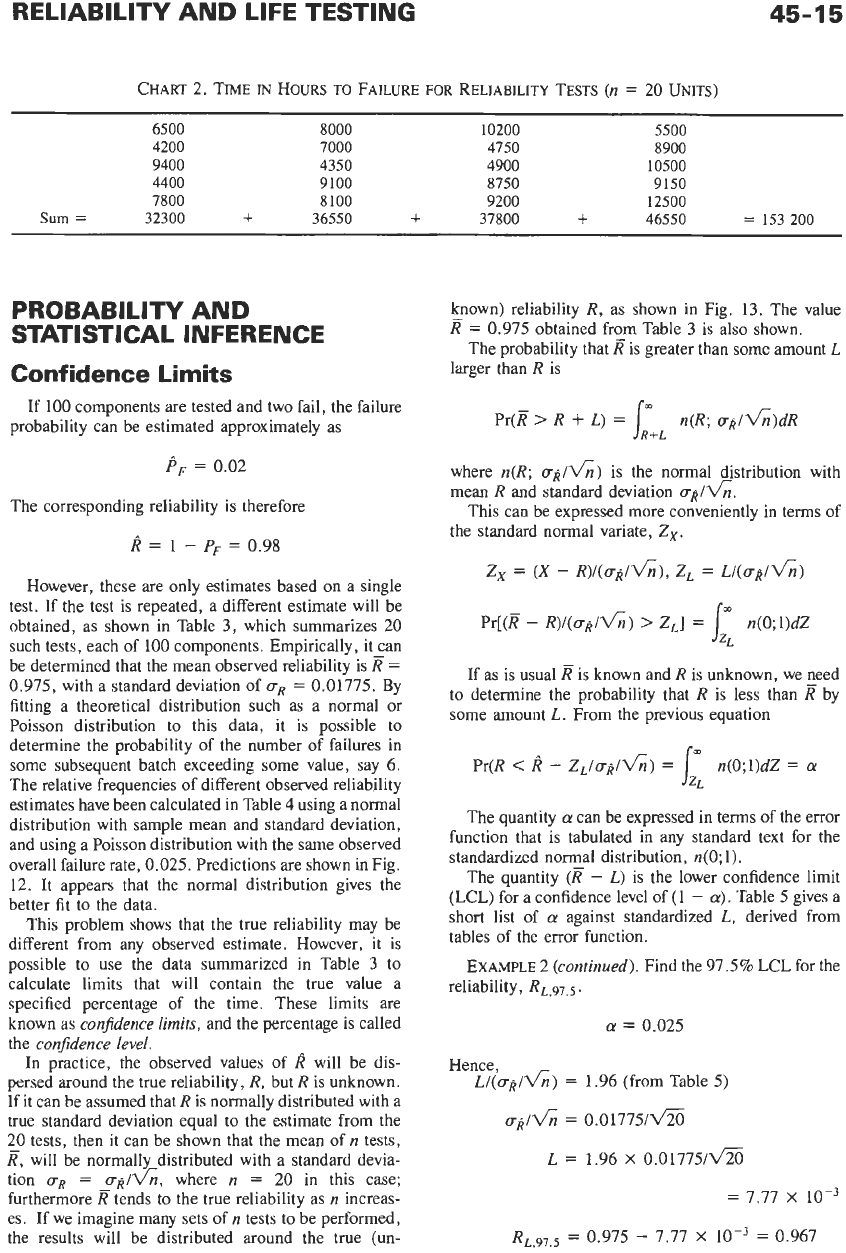
Predictions are shown in Fig.
12. It appears that the normal distribution gives the
better fit to the data.
This problem shows that the true reliability may be
different from any observed estimate. However, it is
possible to use the data summarized in Table 3 to
calculate limits that will contain the true value a
specified percentage of the time. These limits are
known as
confidence
limits,
and the percentage is called
the
confidence level.
In practice, the observed values
of
R
will be
dis-
persed around the true reliability,
R,
but
R
is unknown.
If it can be assumed that
R
is normally distributed with a
true standard deviation equal to the estimate from the
20 tests, then it can be shown that the mean of
n
tests,
E,
will be normally distributed with a standard devia-
tion
uR
=
u,q/V%,
where
n
=
20
in this case;
furthermore
K
tends to the true reliability as
n
increas-
es. If we imagine many sets of
n
tests to be performed,
the results will be distributed around the true (un-
known) reliability
R,
as shown in Fig. 13. The value
=
0.975 obtained from Table 3 is also shown.
The probability that
E
is greater than some amount
L
larger than R is
Pr(E
>
R
+
L)
=
n(R; u,q/G)dR
LL
where
n(R;
uk/&)
is the normal distribution with
mean
R
and standard deviation
u,q/&.
This can be expressed more conveniently in terms
of
the standard normal variate,
Zx.
If as is usual
is known and
R
is unknown, we need
to determine the probability that
R
is less than R by
some amount
L.
From the previous equation
Pr(R
<
R
-
zL/u,q/V%)
=
n(O;l)dZ
=
a
1:
The quantity
a
can be expressed in terms of the error
function that is tabulated in any standard text for the
standardized normal distribution, n(0;l).
The quantity
(E
-
L)
is the lower confidence limit
(LCL) for a confidence level of (1
-
a).
Table 5 gives a
short list of
a
against standardized
L,
derived from
tables
of
the error function.
EXAMPLE 2
(continued).
Find the 97.5% LCL for the
reliability,
RL,~~,s.
a
=
0.025
Hence,
Z,/(u&/V%)
=
1.96 (from Table
5)
u,q/G
=
O.O1775/a
L
=
1.96
X
0.01775/-
=
7.77
x
10-3
RL,97,5
=
0.975
-
7.77
X
=
0.967
45-16
TABLE 3.
RESULTS
OF
20
LIFE TEST
GROUPS
OF
100
COMPONENTS EACH
Units
on
Test Failures
Successes
Reliability
Test
“i
di
Si
Ri
=
silni
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Total
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
2000
0
1
3
0
2
4
3
5
1
2
0
0
3
6
4
5
2
2
3
4
50
100
99
97
100
98
96
97
95
99
98
100
100
97
94
96
95
98
98
97
96
1950
1.000
0.990
0.970
1.000
0.980
0.960
0.970
0.950
0.990
0.980
1.000
1.000
0.970
0.940
0.960
0.950
0.980
0.980
0.970
0.960
(0.975)
~~~ ~
rn
=
20,
n
=
ni
=
100,
xd,
=
50,
Eni
=
2000.
R
=
(Eni
-
zdi)/Eni
=
Csi/zni
Average:
E
=
19.500120
=
0.9750
UR’
=
(E$R:/xJ)
-
E’
=
(19.0188/20)
-
(0.975)’
=
0.950940
-
0.950625
=
0.000315.
Also
uR2
=
$(ARj)’/C
4
(where
ARj
=
Rj
-
E,)
and
uR
=
0.017748;
hence
UR’
=
&(0.001225
+
0.001250
+
0.000675
+
0.000100
+
0.000100
+
0.000450
+
0.002500)
=
&(0.006300)
=
0.000315,
or
using relative weights,
wjJ
=
1.00,
UR’
=
wj4(ARj)’
=
0.000315,
given
in
last
column above.
Hence
uR
=
(0.000315)1’2
=
0.017748.
Similarly, an upper confidence level can be obtained
to be to the left of
R
(see Fig.
14).
by postulating
Hence.
R”,97,5
=
0.975
+
7.77
X
=
0.983
The above two quantities represent the one-sided
LCL and UCL at the
(1
-
a)
confidence level,
respectively. Taken together, they constitute a two-sided
confidence band at the
(1
-
24
confidence level. That
is,
0.967
<
R
<
0.983 at 95% confidence level
When the standard deviation of the population is
unknown,
it
is no longer valid to use the above approach
based on a normal distribution. Instead, the student-t
distribution must be used. The
t
distribution is flatter
than the normal and gives wider confidence limits for
the same data.
Confidence limits are calculated from the following
relation:
UCL,LCL
=
R
?
t,S/&
where,
t,
=
confidence coefficient for level
(1
-
a)
(See
S
=
sample standard deviation,
n
=
number
of
components in sample,
r
=
number
of
degrees of freedom
(=
n
-
1).
Table
6),
45-17
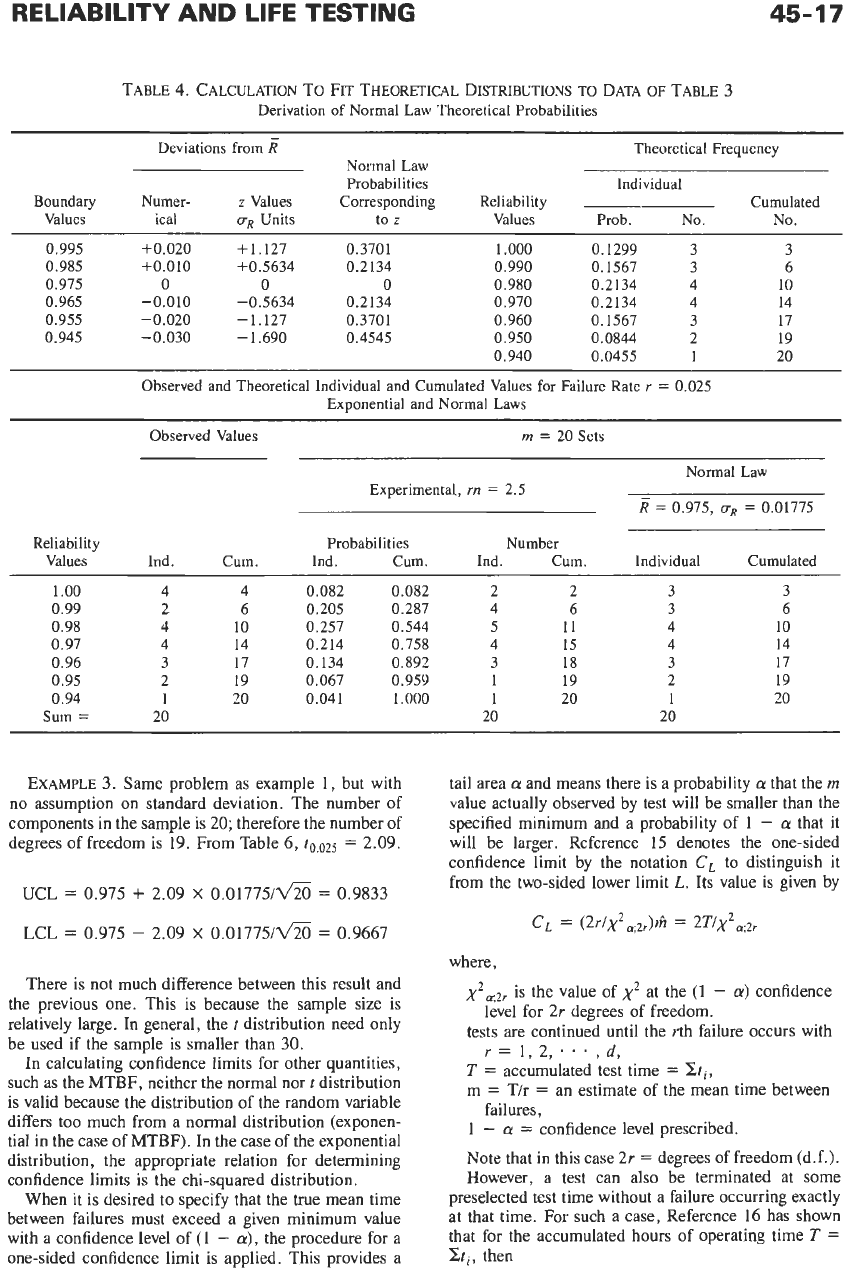
TABLE
4.
CALCULATION TO FIT THEORETICAL DISTRIBUTIONS
TO
DATA
OF
TABLE
3
Derivation
of
Normal Law Theoretical Probabilities
Boundary
Values
0.995
0.985
0.975
0.965
0.955
0.945
Deviations from Theoretical Frequency
Normal
Law
Probabilities
Individual
Numer-
z
Values Corresponding Reliability Cumulated
ical
uR
Units
to
z
Values Prob. No. No.
+0.020
+
1.127 0.3701 1.000 0.1299 3 3
+0.010 +0.5634 0.2134 0.990 0.1567 3 6
0
0
0
0.980 0.2134 4 10
-0.010
-0.5634 0.2134 0.970 0.2134 4 14
-0.020
-1.127 0.3701 0.960 0.1567 3 17
-0.030 -1.690 0.4545 0.950 0.0844
2
19
0.940 0.0455
1
20
Observed and Theoretical Individual
and
Cumulated Values for Failure Rate
I
=
0.025
Exponential
and
Normal Laws
Observed Values
rn
=
20
Sets
Normal Law
Experimental,
rn
=
2.5
=
0.975,
uR
=
0.01775
Reliability Probabilities Number
Values Ind. Cum. Ind. Cum. Ind. Cum.
Individual
Cumulated
~~
1
.oo
0.99
0.98
0.97
0.96
0.95
0.94
Sum
=
~~~~~
4 4 0.082 0.082
2 6 0,205
0.287
4 10 0.257 0.544
4 14
0.214 0.758
3 17 0.134
0.892
2 19 0.067 0.959
1
20 0.041
1.000
20
2 2
4
6
5 11
4 15
3 18
1
19
1
20
20
3
3
3
6
4 10
4 14
3 17
2 19
1
20
20
EXAMPLE
3.
Same problem as example
1,
but with
no assumption on standard deviation. The number of
components in the sample is
20;
therefore the number of
degrees of freedom is
19.
From Table
6,
t0.025
=
2.09.
UCL
=
0.975
+
2.09
X
O.O1775/m
=
0.9833
LCL
=
0.975
-
2.09
X
0.01775/6
=
0.9667
There is not much difference between this result and
the previous one. This is because the sample size is
relatively large. In general, the
t
distribution need only
be used if the sample is smaller than
30.
In calculating confidence limits for other quantities,
such as the MTBF, neither the normal nor
t
distribution
is valid because the distribution of the random variable
differs too much from a normal distribution (exponen-
tial in the case of MTBF). In the case of the exponential
distribution, the appropriate relation for determining
confidence limits
is
the chi-squared distribution.
When it is desired to specify that the true mean time
between failures must exceed
a
given minimum value
with a confidence level of
(1
-
a),
the procedure for a
one-sided confidence limit is applied. This provides a
tail area
a
and means there is a probability
a
that the
m
value actually observed by test will be smaller than the
specified minimum and a probability of
1
-
a
that it
will be larger. Reference
15
denotes the one-sided
confidence limit by the notation
CL
to distinguish it
from the two-sided lower limit
L.
Its value is given by
where,
x~~;~~
is the value of
x2
at the
(1
-
a)
confidence
tests are continued until the rth failure occurs with
T
=
accumulated test time
=
zt,,
m
=
T/T
=
an estimate of the mean time between
1
-
a
=
confidence level prescribed.
Note that in this case
2r
=
degrees of freedom (d.f.).
However, a test can also be terminated at some
preselected test time without a failure occurring exactly
at that time. For such a case, Reference
16
has shown
that for the accumulated hours of operating time
T
=
Bt,,
then
level for
2r
degrees of freedom.
r=l,Z;..,d,
failures,
45-18
REFERENCE
DATA
FOR ENGINEERS
5
I
r--
EXPONENTIAL
4
NORKAL LAW
>o
tj3
$2
5
2
1
0
1
00
0
98
0
96
0
94
RELIABILITY
(A)
lndluldual fallures.
20
5
15
3
10
ti
s
$5
0
1
00
0
98
0
96
0
94
RELIABILITY
(€3)
Cumulated
fallures.
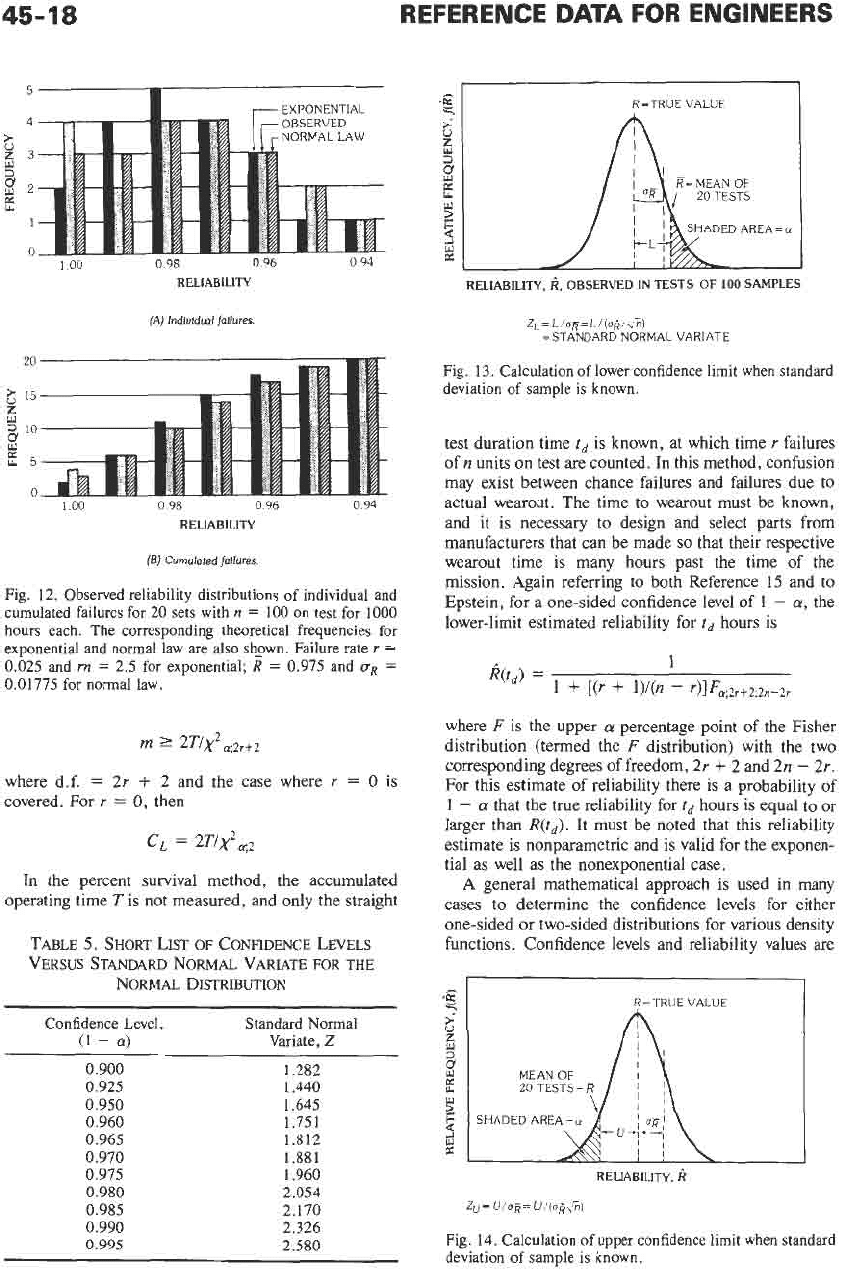
Fig.
12.
Observed reliability distributions of individual
and
cumulated failures for
20
sets with
n
=
100
on test for
1000
hours
each. The corresponding theoretical frequencies for
exponential
and
normal law are also
skown.
Failure rate
r
=
0.025
and
rn
=
2.5
for exponential;
R
=
0.975
and
UR
=
0.01775
for normal law.
where d.f.
=
2r
+
2
and the case where
r
=
0
is
covered. For
r
=
0,
then
In the percent survival method, the accumulated
operating time
Tis
not measured, and only the straight
TABLE
5.
SHORT
LIST
OF CONFIDENCE
LEVELS
VERSUS STANDARD
NORMAL
VARIATE FOR THE
NORMAL
DISTRIBUTION
Confidence
Level, Standard
Normal
(1
-
4
Variate,
2
0.900
0.925
0.950
0.960
0.965
0.970
0.975
0.980
0.985
0.990
0.995
1.282
1.440
1.645
1.751
1.812
1.881
1.960
2.054
2.170
2.326
2.580
RELIABILITY.
8,
OBSERVED
IN
TESTS
OF
100
SAMPLES
ZL
=L/oR=
L/(o~iv'?
=STANDARD NORMAL VARIATE
Fig.
13.
Calculation
of
lower
confidence
limit
when
standard
deviation
of
sample
is
known.
test duration time
td
is known, at which time
r
failures
of
n
units on test are counted. In this method, confusion
may exist between chance failures and failures due to
actual wearout. The time to wearout must be known,
and it is necessary to design and select parts from
manufacturers that can be made
so
that their respective
wearout time is many hours past the time of the
mission. Again referring to both Reference 15 and to
Epstein, for a one-sided confidence level of
1
-
a,
the
lower-limit estimated reliability for
td
hours is
1
'('d)
=
1
+
[(r
+
1)/(n
-
r)]Fa;2rt2;2n-2r
where
F
is the upper
a
percentage point of the Fisher
distribution (termed the
F
distribution) with the two
corresponding degrees of freedom,
2r
+
2
and
2n
-
2r.
For this estimate of reliability there is a probability of
1
-
a
that the true reliability for
td
hours
is
equal to or
larger than
R(td).
It must be noted that this reliability
estimate is nonparametric and is valid for the exponen-
tial as well as the nonexponential case.
A
general mathematical approach is used in many
cases to determine the confidence levels for either
one-sided or two-sided distributions for various density
functions. Confidence levels and reliability values are
,
~
1
-
u
?-I
4
3
RELIABILITY.
8
z"=u/o,=u:(~~,G)
Fig.
14.
Calculation
of
upper
confidence
limit when standard
deviation
of
sample
is
known.
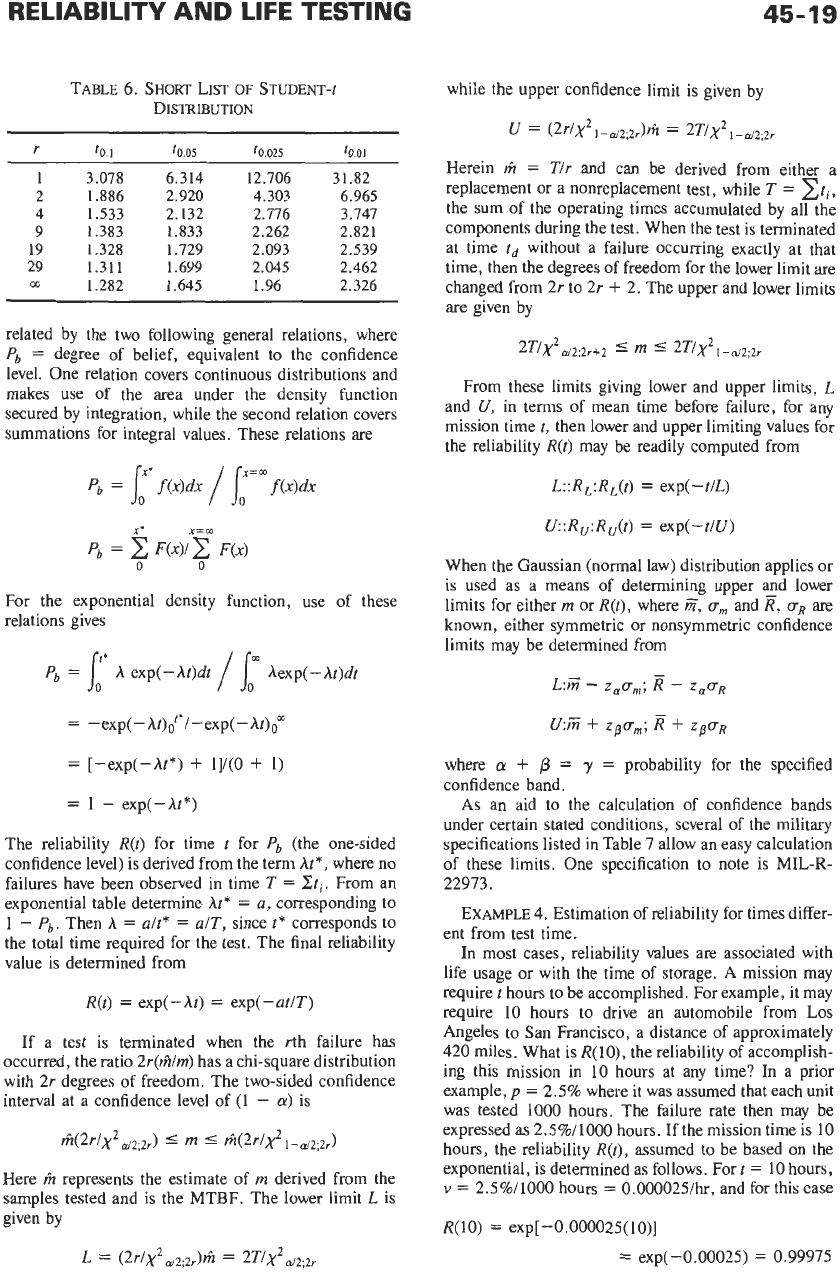
TABLE
6.
SHORT LIST
OF
STUDENT-t
DISTRIBUTION
r
f0.1
t0.05
t0.025
f0.01
1 3.078 6.314
12.706 31.82
2 1.886 2.920 4.303 6.965
4 1.533 2.132 2.776 3.747
9 1.383 1.833 2.262 2.821
19 1.328 1.729 2.093 2.539
29 1.311 1.699 2.045 2.462
m
1.282 1.645 1.96 2.326
related by the two following general relations, where
Pb
=
degree of belief, equivalent to the confidence
level. One relation covers continuous distributions and
makes use
of
the area under the density function
secured by integration, while the second relation covers
summations for integral values. These relations are
For the exponential density function, use of these
relations gives
=
-
exp(
-
At)
;*I
-
exp(
-
At),*
=
[-exp(-At*)
+
1]/(0
+
1)
=
1
-
exp(-At*)
The reliability R(t) for time t for
Pb
(the one-sided
confidence level) is derived from the term At*, where
no
failures have been observed in time T
=
xti.
From an
exponential table determine
At*
=
a, corresponding to
1
-
Pb.
Then
A
=
a/t*
=
aIT, since t* corresponds to
the total time required for the test. The
final
reliability
value is determined from
R(t)
=
exp(-At)
=
exp(-at/T)
If a test is terminated when the rth failure has
occurred, the ratio
Zr(&/m)
has a chi-square distribution
with
2r
degrees of freedom. The two-sided confidence
interval at a confidence level of (1
-
a)
is
Here
rit
represents the estimate of
m
derived from the
samples tested and
is
the MTBF. The lower limit
L
is
given by
while the upper confidence limit is given by
u
=
(2r/~~~-~~;~~)~
=
2~/,y~~-~~~~
Herein
A
=
Tlr and
can
be derived from either a
replacement or a nonreplacement test, while T
=
Eti,
the sum of the operating times accumulated by all the
components during the test. When the test is terminated
at time
td
without a failure occurring exactly at that
time, then the degrees of freedom for the lower limit are
changed from
2r
to 2r
+
2. The upper and lower limits
are given by
From these limits giving lower and upper limits,
L
and
U,
in terms
of
mean time before failure, for any
mission time t, then lower and upper limiting values for
the reliability R(t) may be readily computed from
L::RL:RL(t)
=
exp(-til)
U::R,:R,(t)
=
exp(-NU)
When the Gaussian (normal law) distribution applies
or
is used as a means of determining upper a_”d lower
limits for either
m
or R(t), where
E,
urn
and R,
uR
are
known, either symmetric or nonsymmetric confidence
limits may be determined from
L:rn
-
zaum;
i?
-
ZaUR
where
a
+
p
=
y
=
probability for the specified
confidence band.
As an aid to the calculation of confidence bands
under certain stated conditions, several of the military
specifications listed in Table
7
allow an easy calculation
of these limits. One specification to note is MIL-R-
22973.
EXAMPLE
4.
Estimation of reliability for times differ-
ent from test time.
In most cases, reliability values are associated with
life usage or with the time of storage. A mission may
require
t
hours to be accomplished. For example, it may
require 10 hours to drive an automobile from Los
Angeles to San Francisco, a distance of approximately
420
miles. What is R(10), the reliability of accomplish-
ing this mission in
10
hours at any time? In a prior
example,
p
=
2.5%
where it was assumed that each unit
was tested 1000 hours. The failure rate then may be
expressed as
2.5%/1000
hours. If themission time is
10
hours, the reliability R(t), assumed to be based on the
exponential, is determined as follows. For
t
=
10
hours,
v
=
2.5%/1000
hours
=
O.O00025/hr, and for this case
R(10)
=
exp[-0.000025(10)]
L
=
(2r/~~~~~~)m
=
2T/xZdx2,
=
exp(-0.00025)
=
0.99975
45-20
REFERENCE
DATA
FOR ENGINEERS
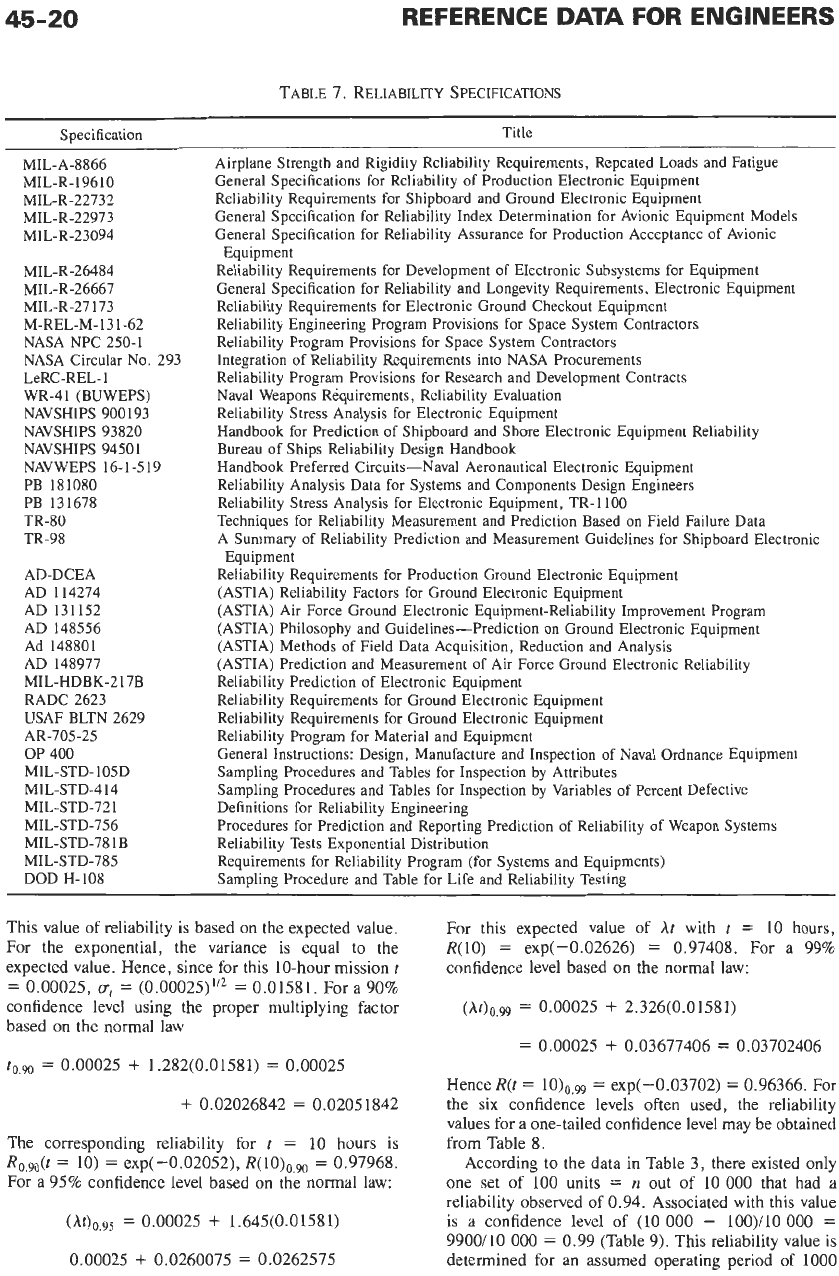
TABLE 7. RELIABILITY SPECIFICATIONS
Soecification Title
MIL-A-8866
MIL-R-19610
MIL-R-22732
MIL-R-22973
MIL-R-23094
MIL-R-26484
MIL-R-27173
NASA NPC 250-1
NASA Circular No. 293
LeRC-REL-1
WR-41 (BUWEPS)
NAVSHIPS 900193
NAVSHIPS 93820
NAVSHIPS 94501
NAVWEPS 16-1 -5 19
PB 181080
PB 131678
TR-98
MIL-R-26667
M-REL-M-13 1-62
TR-80
AD-DCEA
AD 114274
AD 131152
AD 148556
Ad 148801
AD 148977
RADC 2623
USAF BLTN 2629
AR-705-25
OP 400
MIL-HDBK-2 17B
MIL-STD- 105D
MIL-STD-414
MIL-STD-72 1
MIL-STD-756
MIL-STD-785
DOD H-108
MIL-STD-78 1B
Airplane Strength and Rigidity Reliability Requirements, Repeated Loads and Fatigue
General Specifications for Reliability of Production Electronic Equipment
Reliability Requirements for Shipboard and Ground Electronic Equipment
General Specification for Reliability Index Determination for Avionic Equipment Models
General Specification for Reliability Assurance for Production Acceptance of Avionic
Reliability Requirements for Development of Electronic Subsystems for Equipment
General Specification for Reliability and Longevity Requirements, Electronic Equipment
Reliability Requirements for Electronic Ground Checkout Equipment
Reliability Engineering Program Provisions for Space System Contractors
Reliability Program Provisions for Space System Contractors
Integration of Reliability Requirements into NASA Procurements
Reliability Program Provisions for Research and Development Contracts
Naval Weapons Requirements, Reliability Evaluation
Reliability Stress Analysis for Electronic Equipment
Handbook for Prediction of Shipboard and Shore Electronic Equipment Reliability
Bureau of Ships Reliability Design Handbook
Handbook Preferred Circuits-Naval Aeronautical Electronic Equipment
Reliability Analysis Data for Systems and Components Design Engineers
Reliability Stress Analysis for Electronic Equipment, TR- 1 100
Techniques for Reliability Measurement and Prediction Based on Field Failure Data
A Summary of Reliability Prediction and Measurement Guidelines for Shipboard Electronic
Reliability Requirements for Production Ground Electronic Equipment
(ASTIA) Reliability Factors for Ground Electronic Equipment
(ASTIA) Air Force Ground Electronic Equipment-Reliability Improvement Program
(ASTIA) Philosophy and Guidelines-Prediction on Ground Electronic Equipment
(ASTIA) Methods of Field Data Acquisition, Reduction and Analysis
(ASTIA) Prediction and Measurement of Air Force Ground Electronic Reliability
Reliability Prediction of Electronic Equipment
Reliability Requirements for Ground Electronic Equipment
Reliability Requirements for Ground Electronic Equipment
Reliability Program for Material and Equipment
General Instructions: Design, Manufacture and Inspection of Naval Ordnance Equipment
Sampling Procedures and Tables for Inspection by Attributes
Sampling Procedures and Tables for Inspection by Variables of Percent Defective
Definitions for Reliability Engineering
Procedures for Prediction and Reporting Prediction of Reliability
of
Weapon Systems
Reliability Tests Exponential Distribution
Requirements for Reliability Program (for Systems and Equipments)
Sampling Procedure and Table for Life and Reliability Testing
Equipment
Equipment
This value
of
reliability
is
based
on
the expected value.
For the exponential, the variance is equal to the
expected value. Hence, since for this 10-hour mission
t
=
0.00025,
o,
=
(0.00025)”2
=
0.01581. For
a
90%
confidence level using the proper multiplying factor
based
on
the normal law
t0.90
=
0.00025
+
1.282(0.01581)
=
0.00025
+
0.02026842
=
0.02051842
The corresponding reliability for
t
=
10
hours is
R0,90(t
=
10)
=
exp(-0.02052), R(10)o,90
=
0.97968.
For a 95% confidence level based
on
the normal law:
(At)0,95
=
0.00025
+
1.645(0.01581)
0.00025
+
0.0260075
=
0.0262575
For this expected value
of
At
with
t
=
10
hours,
R(10)
=
exp(-0.02626)
=
0.97408.
For
a 99%
confidence level based on the normal law:
(At),,99
=
0.00025
+
2.326(0.01581)
=
0.00025
+
0.03677406
=
0.03702406
Hence
R(t
=
10)0,99
=
exp(-0.03702)
=
0.96366.
For
the six confidence levels often used, the reliability
values for a one-tailed confidence level may be obtained
from Table
8.
According to the data in Table
3,
there existed only
one set of 100 units
=
n
out
of
10
000
that had a
reliability observed of 0.94. Associated
with
this value
is a confidence level of (10
000
-
100)/10
000
=
9900/10
000
=
0.99 (Table 9). This reliability value is
determined for an assumed operating period
of
1000
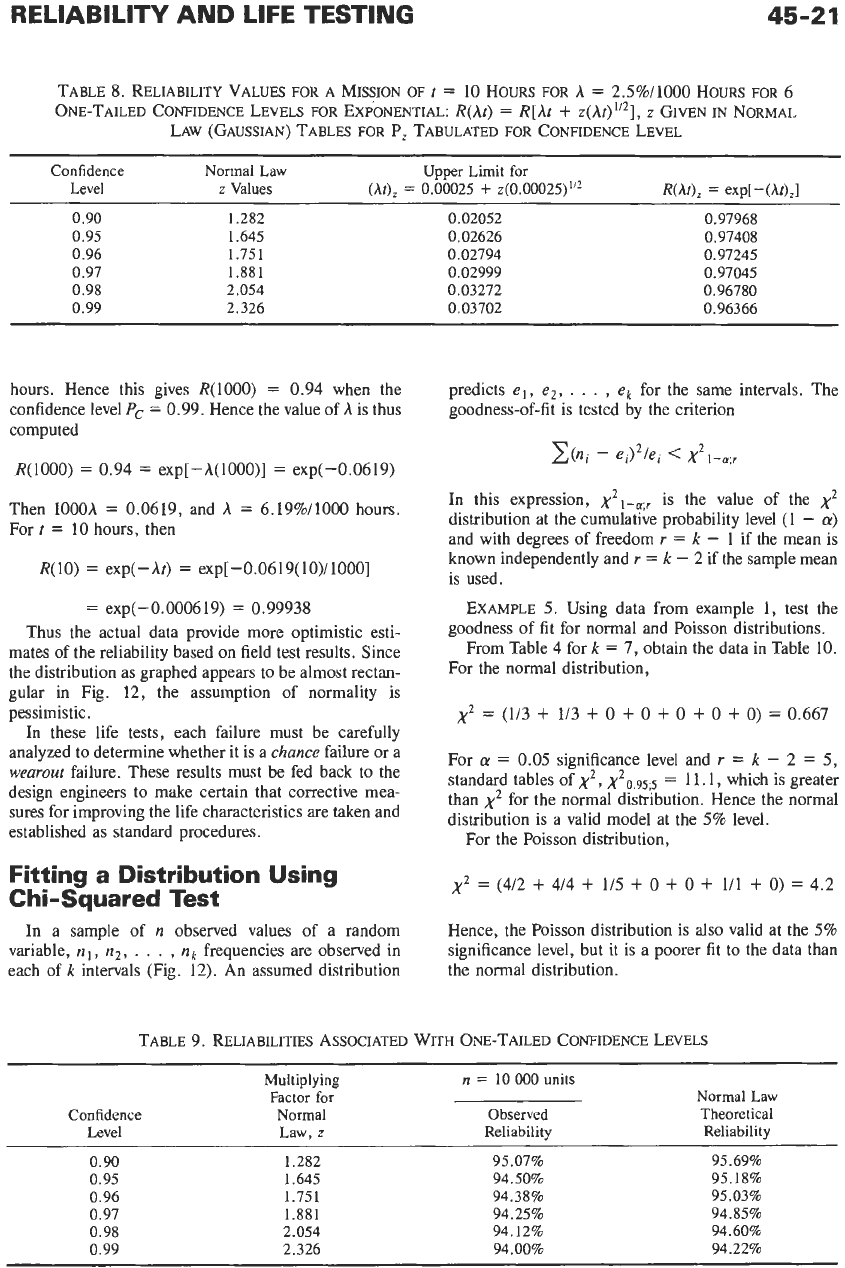
TABLE
8.
RELIABILITY VALUES
FOR
A
MISSION
OF
t
=
10 HOURS
FOR
=
2.5%/1000 HOURS
FOR
6
ONE-TAILED CONFIDENCE LEVELS
FOR
EXPONENTIAL:
R(At)
=
R[At
+
Z(A~)”~],
z
GIVEN
IN
NORMAL
LAW (GAUSSIAN) TABLES
FOR
P,
TABULATED
FOR
CONFIDENCE LEVEL
Confidence Normal Law Upper Limit for
Level
z
Values (At),
=
0.00025
+
~(0.00025)”~
RW),
=
exp[-(W,l
_____
0.90 1.282
0.02052 0.97968
0.95 1.645
0.02626 0.97408
0.96 1.751
0.02794 0.97245
0.97 1.881 0.02999 0.97045
0.98 2.054
0.03272 0.96780
0.99 2.326
0.03702 0.96366
hours. Hence this gives R(1000)
=
0.94 when the
confidence level
Pc
=
0.99. Hence the value of
A
is thus
computed
R(1000)
=
0.94
=
exp[-A(1000)l
=
exp(-0,0619)
Then lOOOh
=
0.0619, and
A
=
6.19%/1000 hours.
For
t
=
10 hours, then
R(10)
=
exp(-At)
=
exp[-O.O619(lO)/lOOO]
=
exp(-0.000619)
=
0.99938
Thus the actual data provide more optimistic esti-
mates of the reliability based on field test results. Since
the distribution as graphed appears to be almost rectan-
gular in Fig. 12, the assumption of normality is
pessimistic.
In these life tests, each failure must be carefully
analyzed to determine whether it
is
a
chance
failure or a
wearout
failure. These results must be fed back to the
design engineers to make certain that corrective mea-
sures for improving the life characteristics
are
taken and
established as standard procedures.
Fitting a Distribution Using
Chi-Squared Test
In a sample of
n
observed values of a random
variable,
nl,
n2,
.
.
.
,
nk
frequencies are observed in
each of
k
intervals (Fig. 12). An assumed distribution
predicts
el,
e2,
.
.
.
,
ek
for the same intervals. The
goodness-of-fit is tested by the criterion
In this expression,
x~,-~;,
is the value of the
x2
distribution at the cumulative probability level
(1
-
a)
and with degrees of freedom
r
=
k
-
1
if
the mean is
known independently and
r
=
k
-
2 if the sample mean
is used.
EXAMPLE
5.
Using data from example 1, test the
goodness of fit for normal and Poisson distributions.
From Table
4
fork
=
7,
obtain the data in Table 10.
For the normal distribution,
x2
=
(1/3
+
1/3
+
0
+
0
+
0
+
0
+
0)
=
0.667
For
a
=
0.05
significance level and
r
=
k
-
2
=
5,
standard tables of
x2,
x20,9s;s
=
11.1, which is greater
than
x2
for the normal distribution. Hence the normal
distribution is a valid model at the
5%
level.
For the Poisson distribution,
x2
=
(4/2
+
4/4
+
1/5
+
0
+
0
+
1/1
+
0)
=
4.2
Hence, the Poisson distribution is also valid at the
5%
significance level, but it is a poorer fit to the data than
the normal distribution.
TABLE 9. RELIABILITIES ASSOCIATED WITH ONE-TAILED CONFIDENCE LEVELS
Multiplying
n
=
10
000
units
Factor for Normal Law
Observed Theoretical
Level Law,
z
Reliability Reliability
0.90 1.282
95.07% 95.69%
0.95 1.645
94.50% 95.18%
0.96 1.751
94.38% 95.03%
0.97 1.881
94.25% 94.85%
0.98 2.054
94.12% 94.60%
0
99
2.326
94.00% 94.22%
Confidence Normal