Lopez de Lacalle L.N., Lamikiz A. Machine Tools for High Performance Machining
Подождите немного. Документ загружается.

8 High Performance Grinding Machines 293
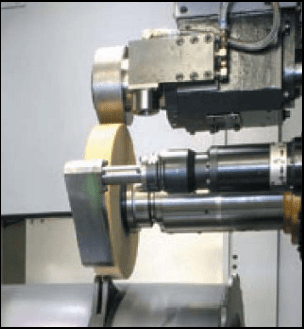
One recent tendency in cylindrical grinding is the use of the headstock spin-
dle to hold the dresser disc, as presented in Fig. 8.13b.
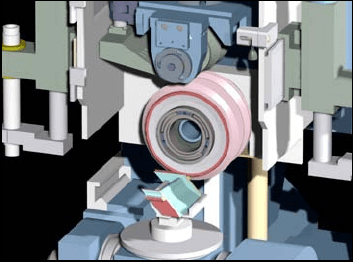
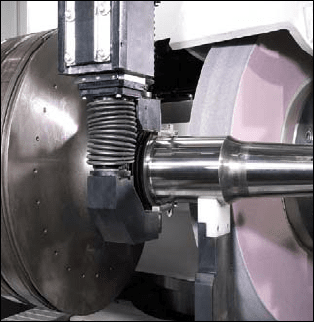
• Some high removal rate processes, such as creep feed grinding, or processes
with complex wheel profiles require the use of diamond roller dressers. In these
devices, the diamond roller profile is shaped with the profile that must be ob-
tained in the grinding wheel and the dressing is performed in a plunge process,
as shown in Fig. 8.14.
• A special process that applies the diamond roller is continuous dressing, per-
formed in very high material removal rate grinding processes, that requires
a continuous sharpening of the grinding wheel surface to ensure the mainte-
nance of abrasive capabilities. Continuous dressing maintains constant pressure
between the dressing roll and the grinding wheel, which is adjustable to ensure
the proper area of the wheel is exposed during each revolution. This is a proc-
ess called microprofiling, as only a micron or less of wheel is removed with
each revolution. This ensures that fresh, sharp abrasive crystals are always
properly supported in the bonding material of the wheel.
8.2.4.2 Non-conventional Dressing Processes
The development of new grinding wheel compounds with superabrasives to grind
hard and difficult to cut materials has led to the development of new dressing
technologies that substitute the conventional diamond dresser by alternate princi-
ples, by means of electrochemical and laser tools. Most of these processes are still
in research stage, but some few applications are present in industry.
ELID. Electrolytic in-process Dressing
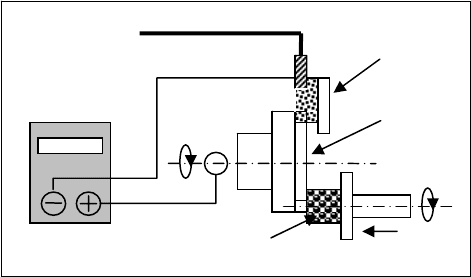
This is an electrolytic method that was introduced in 1985 by Murata [8] and op-
timised to its current configuration by Ohmori [9]. Grinding wheel bonding re-
moval is produced by means of a chemical reaction chain that occurs due to the
Fig. 8.14 Creep feed grinding with
dressing roll tool
294 R. Lizarralde et al.
application of a voltage between the grinding wheel and one electrode, following
the scheme presented in Fig. 8.15.
The applied voltage between wheel and electrode generates chemical reactions
between them that depend on the bonding material that must be conductive. The
fine control of the electric parameters allows a very accurate control of the mate-
rial removed from the wheel and, consequently, a very precise dressing. On the
other hand, it is a low removal rate method, limiting the application to fine grain
wheels or to be combined with other dressing methods.
These two characteristics, high precision and low removal capabilities, have
oriented the application of ELID method to superfinishing operations, obtaining
mirror-finishing surfaces. Industrial examples of this technology are superfinish-
ing and ultraprecision grinders of manufacturers such as Jung
®
, Toyoda Koki
®
and
Nachi Fujikoshi
®
. Reportedly [12], very good results can be obtained in the grind-
ing of brittle materials, such as glass, ceramics, hardened steels, and in some cases
substituting final lapping or polishing operations.
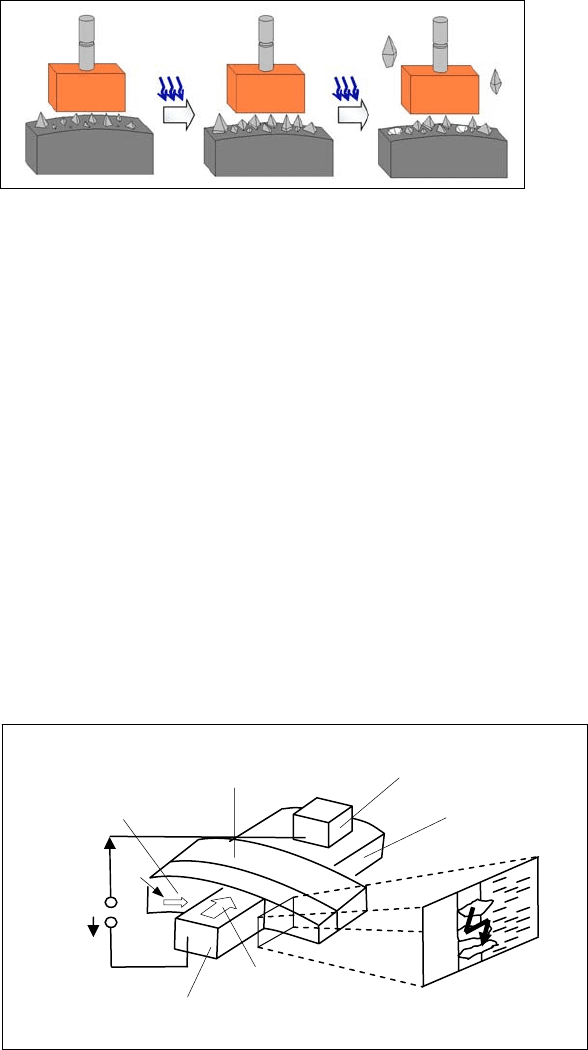
EDD, Elecro-discharge Dressing
This is a widely known non-conventional dressing process for superabrasive
wheels. Wheel material removal occurs very much as in the EDM process: electri-
cal discharges occur within a locally ionised dielectric medium between the elec-
trode and the conductive material on the wheel surface (either a metallic bond
material, or a work metal loaded into wheel pores), as shown in Fig. 8.16. Local
temperatures may rise up to several thousand degrees, removing material in the
form of craters. Dielectric ionisation is achieved using a generator that applies
a voltage (known as open-circuit voltage) between the wheel and workpiece [4].
Discharge duration is in the order of tenths or hundredths of microseconds. An
electrode can be made from copper or graphite and the dielectric can be the same
emulsion used as the grinding fluid, simplifying the application of the technology.
Grindin
g
fluid
Electrode
Wheel
Workpiece
Power
Fig. 8.15 Principle of ELID grinding
8 High Performance Grinding Machines 295
Fig. 8.16 Principle of EDD dressing
The material removing capability is limited and the process is being used for
fine grain wheels and superfinishing processes.
The latest research activities [10,
11] are oriented to the truing-dressing of me-
tallic bonded CBN wheels, providing high removal rates and improving the wheel
life of conventional high removal wheels such as electroplated CBN ones. In this
application, the EDD process is also used to prepare the grinding wheel for its use,
eliminating the run-out of the wheel, providing a very accurate surface.
ECDD, Electro-contact Discharge Dressing
This is a truing-dressing method for metallic bonded wheels, introduced by Y. A.
Pachalin in 1987. The application of a voltage generates discharges between the
wheel and the chips of the electrode in continuous contact whit the wheel
(Fig. 8.17). These discharges generate a thermal process that removes bonding
material in the wheel.
Several authors [1] have demonstrated the efficiency of the method for small
grain size wheels, obtaining significant reduction in cutting forces and the thermal
Electroconductive
body material
Electroconductive
grinding layer
Electrode
Brush
Copper ring
V
fads
I
ds
U
ds
V
Fig. 8.17 Principle of ECDD, after [1]
296 R. Lizarralde et al.
affection of the workpiece surface. Ceramic grinding is one of the main fields of
application for this technology.
Laser Assisted Dressing
This is a new technique in which a laser beam is proposed as the non-contact
thermal dressing tools. Several researchers have studied the process applied for
vitrified and resin bonded conventional wheels [5,
13] and also superabrasive
metal-bonded diamond wheels [2,
3,
6].
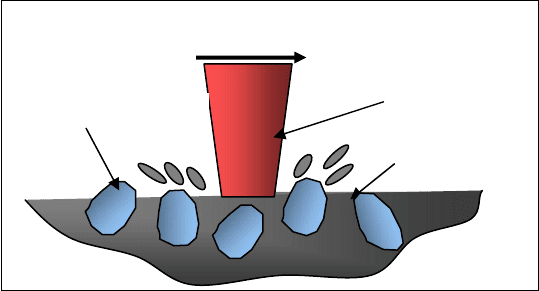
The basic principle of the process is supported in the melting or vaporisation of
the bonding material by the heat generated by the laser beam (Fig. 8.18), resulting
in the elimination of bonding material.
The use of a pulsed laser with a controlled operation prevents the thermal dam-
age of grains and the remaining wheel bonding, and usually the system is assisted
by an air jet to remove the melted material.
Like other alternative dressing methods, laser is applied only to very specific
processes such as ceramics ultra precision and super finishing grinding.
Bond
Abrasive grain
Laser beam
Laser scanning direction
Fig. 8.18 Principle of laser dressing, after [3]
8.2.5 Process Lubrication and Cooling
The grinding process is the machining process where the cutting fluid is more
important, due to the high heat quantities generated. The cutting fluid must pro-
vide lubrication and cooling to the process for correct process behaviour and to
avoid thermal damages to the workpiece.
Most of the applications and machines are equipped with coolant systems that pro-
vide high volumes of cutting fluid (neat oil or emulsion) applied at low pressures by
very simple nozzles, assuming that the high fluid volume is enough to cool the process.
8 High Performance Grinding Machines 297
Nevertheless, many approaches have been done to design more advanced and effi-
cient systems that optimise the use of fluid, studying the optimum combination of vol-
ume, pressure and nozzle design to reach to the contact area between grinding wheel
and workpiece. Most of these approaches have been induced by grinding processes
with particularly critical coolant requirements, due to the severe process conditions.
This is the case of high speed grinding with CBN wheels. This process collects
three particularities: a high tangential speed, up to 150
m/s in industrial applica-
tions, that creates an air film around the grinding wheel, which is a barrier for the
fluid to reach the contact area, the high heat generated by the grinding process,
and the high cost of the wheels that gives importance to the grinding wheel clean-
ing to minimise the number of dressings, increasing life. Due to these particulari-
ties, high speed CBN grinding machines are usually equipped with high pressure
coolant systems with special very precise nozzles.
With these systems coolant is applied to clean the grinding wheel, penetrating
in the cavities, removing workpiece clogged chips, and also is able to reach the
contact area between the workpiece and the grinding wheel.
Creep feed grinding is also a process with high coolant demands. While most
machines apply high volumes of coolant, Rolls Royce
®
developed, and patented,
a technology, called “Viper” that optimises coolant by means of a controlled ad-
justable nozzle that ensures the application of the coolant exactly in the correct
point, in each condition and for any grinding wheel and workpiece configuration.
Machine manufacturers such as Makino
®
and Bridgeport
®
apply this system, by
means of a license form Rolls Royce
®
. The system can be seen in Fig. 8.19.
8.2.6 Integrated Measuring Devices
In cylindrical grinding, measurement devices based on touch probes have been
used for a long time to control the process and stop the cycle once the controlled
Fig. 8.19 VIPER grinding set-up, by Makino
®

298 R. Lizarralde et al.
measure reaches the programmed values. There are many commercial systems
available in the market, manufactured by specialised companies.
Beyond these applications, that usually present some limitations, the most im-
portant is the short range of measurement of each sensor, that forces the system to
use different sensors when different diameters must be measured, grinding ma-
chine manufacturers are developing special devices, for special applications and
for wider range measurements. Market higher production and efficiency require-
ments have also encouraged these developments.
The following are some of the most representative special measurement devices
developed in the last years by grinding machine manufacturers, providing them in
the associated applications:
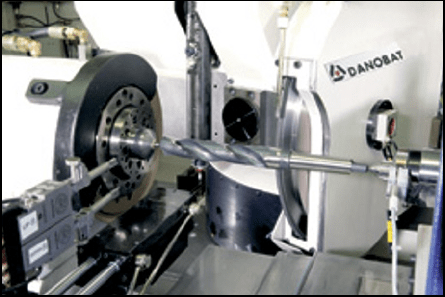
• Laser based measurement for airplanes turbine blade tip grinding. In this proc-
ess, represented in Fig. 8.20, the workpiece must rotate at operational speed
(around 3,000
rpm) and each blade must be measured in each lap, to control the
outer diameter of the workpiece. For this purpose, machine tool manufacturers,
such as Danobat
®
, have developed non-contact laser systems, able to perform
this precise and high speed process.
• Measurement of crankshaft journals by means of a tracking interpolation de-
vice. Most crankshaft grinding specialised manufacturers have opted by grind-
ing journals and pins in the same setup, performing the journals grinding by in-
terpolation rotation with wheel head translation. Measuring of the journals
diameter is a complex operation in this configuration, and has been successfully
solved by manufacturers such as Naxos-Union
®
by means of a very special de-
vice that follows the journal rotation, maintaining a stable relative position of
the probe on the journal.
• Multi-diameter cylindrical parts measurement. These systems, developed by
several grinding machine manufacturers, allow the measurement of diameters,
roundness and even axial measurement, which permits taper measurement, in
multi-diameter parts, avoiding the use of one element for each diameter, as it
has been done for many years, increasing machine operability, saving space
and gaining flexibility.
Fig. 8.20 Laser measurement
in tip grinding of turbine
blades, by Danobat
®
8 High Performance Grinding Machines 299
These systems, as presented in Fig. 8.21, are based on two touch probes
whose position is controlled by the relative movement of two axes, obtained by
different solutions, depending on each manufacturer. The control and mechan-
ics of the systems must be very accurate and stable, ensuring the repeatability
of measurements. Latest developments include non-contact technologies based
on linear motors and aerostatic guides, special thermally stable materials and
temperature control, following the rules applied in coordinate measurement
machines.
8.3 Special Grinding Processes
Most of the systems and technologies described in this chapter are applied to any
type of grinding machine and process, except some particularly mentioned cases.
Beyond the general-purpose machines and the evolutionary developments, there
are some processes and machines that present interesting particularities and have
gained an important place in the market, as new technologies that have introduced
productive advantages based on new ideas. In some cases, these new processes
have become the “signature technology” of their inventor companies.
8.3.1 Peel Grinding–Quick Point
Peel grinding can be considered as the answer of grinding manufacturers to the
“interference” of hard turning in historical grinding applications, in particular in
strategic sectors, such as the automotive.
Peel grinders, as shown in Fig. 8.22, basically collect the flexibility of turning
with the precision and quality of grinding. Supported in the use of a very narrow
Fig. 8.21 Multi-diameter measuring device,
by Danobat
®
300 R. Lizarralde et al.
CBN wheel, working at very high speed (up to 200
m/s), and high workpiece rota-
tion speeds (up to 10,000
rpm), is able to grind, in one clamping, complex shapes,
multi-diameter parts, faces, grooves, tapers, or any other feature.
Due to the small contact length between wheel and workpiece and the high op-
erational speeds, cutting forces and thermal effects are dramatically decreased, the
process is optimum for hardened parts. Besides this, the low forces simplify the
workpiece clamping, eliminating the need of special chucking devices and, spe-
cially, the need of steady rests in slender parts. Coolant application is also simpler,
due to the small contact region to be covered.
Because of these advantages, car transmission shafts and cutting tools (drills,
mills), even carbide ones, are some of the most successful applications of peel
grinding.
Peel grinders must consider some particular features to guarantee their competi-
tiveness. The effectiveness and productivity of the high speed CBN grinding
wheel must be ensured by a proper wheel cleaning, by means of high pressure
nozzles, and the wheel spindle must be very accurately and continuously balanced.
The high workpiece rotation speed requires a precise spindle, preferably an elec-
trospindle. And the machine structure must be dynamically stable.
One step ahead in the development of peel grinding was presented and patented in
1985 by Junker
®
, under the denomination of Quickpoint™. This process is a variation
of peel grinding based on a tilting wheel head, which converts, by means of a very
small inclination of the wheel, the contact between workpiece and wheel from a line
to a single-point. Therefore, the advantages of peel grinding in terms of flexibility,
reduction of forces and the thermal effects and increase of wheel life are maximised.
8.3.2 Speed Stroke Grinding
The speed stroke grinding process was first investigated by Japanese researchers
(Inasaki, Yuji, and Akinori), in the late 1980s and oriented to the machining of
Fig. 8.22 Peel grinding,
by Danobat
®
8 High Performance Grinding Machines 301
brittle materials, in particular ceramics, diminishing thermal affection in a high
material removal process.
The principle of the process is a combination of very high table speed with very
low grinding depth. Table speed reached 80–100
m/min in the early years and up
to 200–250
m/min nowadays, due to the application of high dynamics driving
systems, based on linear motors. The depth of cut is maintained around 1 micron,
or even below.
This combination of very high speed and very low cutting depth generates
a high volume of material removed with very low forces, very specific energy, and
consequently very low thermal affection to the workpiece.
These process characteristics opened the range of application of speed stroke
from ceramics to other parts that required high material removal and were sensible
to thermal affection, presenting an alternative to creep feed grinding. The German
company Blohm
®
collaborated with RWTH Aachen University to develop a proc-
ess and machine for the speed stroke grinding of titanium alloys for aeronautic
applications. This machine presents some interesting solutions to achieve table
speeds up to 200
m/min and accelerations up to 50
m/s
2
compensating the high
dynamic loads induced in the machine structure. The avoidance of the effect that
dynamic forces generate on the machine is the major challenge for machine manu-
facturers. For this purpose different speed and acceleration-deceleration profiles
and strategies have been investigated.
8.3.3 Creep Feed Grinding
Creep feed grinding is a surface grinding process characterised by a very high
infeed rate or depth of cut (in the range between 0.5 to 30
mm) and low feed rates
(0.1–50
mm/s). The process is performed in very few passes, even one single pass
in some applications, in contrast to conventional reciprocating grinding, character-
ised by multiple very low infeed passes at higher feed speeds.
With the special combination of parameters of creep feed grinding, the chip
thickness and therefore the cutting force for each grain are smaller which allows
those high removal rates with less affection to the wheel integrity, since the grains
are easily held in the bonding. The contact length is much higher, but the number
of cutting edges (grains) involved simultaneously is much higher and because the
feed rate is much lower, the achieved surface roughness is much better than in
reciprocating grinding.
On the other hand, the total cutting force is much higher and the thermal effects
as well. The thermal negative effect is increased by the large contact length, which
makes difficult the application of the cutting fluid to the whole contact zone. The
chip length is also larger than the generated in reciprocating grinding.
These characteristics define the design of the machines for creep feed grinding.
Higher loads derive from a very stiff machine and components (guides, ball
screws and spindles) design. Thermal effects recommend the measurement and
302 R. Lizarralde et al.
control of the deflections, especially the axial deflection of the wheel spindle. The
coolant requirement is more critical and its application is more complex, requiring
special high-pressure nozzles with very accurate design to cover the maximum of
the contact zone. The correct application of the coolant jet is critical, thus adjust-
able nozzles are also recommended. The previously mentioned Viper is one of
these special systems. Conditioning of the grinding wheel is also very important,
and continuous dressing is very usual in creep feed processes.
Creep feed typical applications are large batch parts with special complex pro-
files. Creep feed provides high productivity, very good surface roughness and very
precise shapes. The aeronautics, energy generation and automotive industry are
target sectors for creep feed machine manufacturers. In aeronautics and energy
generation, blades and rotor parts with complex slots and profiles in low ma-
chinability materials and in automotive parts such as steering racks are typical
parts in which creep feed is much more productive than reciprocating grinding.
8.3.4 High Efficiency Deep Grinding
HEDG, high efficiency deep grinding (or high performance grinding) is an im-
provement of creep feed grinding that introduces high cutting speed and higher
feed rates (closer to reciprocating grinding, see Table 8.2).
HEDG provides the advantages of creep feed grinding, in terms of surface
quality and profile accuracy, and reduces some of its limitations with a better
thermal balance and a significantly increased material removal rate.
Machine requirements and applications are analogous to those related to creep
feed grinding.
Table 8.2 Comparative parameters between conventional surface grinding, creep feed and HEDG
Process Infeed Feed rate Cutting speed
Specific material
removal rate
Reciprocating
grinding
0.001–0.05
mm 1–30
m/min 20–60
m/s 00.1–10
mm
2
/mm/s
Creep feed
grinding
0.1–30
mm 0.05–0.5
m/min 20–60
m/s 00.1–15
mm
2
/mm/s
High efficiency
deep grinding
0.1–30
mm 0.5–10
m/min 80–200
m/s 50–2,000
mm
2
/mm/s
8.4 Machine and Process Monitoring and Control
Monitoring and control strategies become a very powerful tool to ensure an optimum
performance in grinding process both from the machine and process sides. The grind-