Lloyd L. Handbook of Industrial Catalysts
Подождите немного. Документ загружается.

358 Chapter 9
of the hydrodesulfurization catalysts and absorbents although larger volumes of
absorbent must be included in the plant design to achieve a convenient operating
cycle before replacement.
9.3.1 Activated Carbon
High-surface area, activated carbon has an affinity for some organo-sulfur com-
pounds and can be used as an absorbent for sulfur in chemical processes. For
example, some of the early, low pressure ammonia plants operating in North
America used two parallel beds of activated carbon to adsorb any sulfur impuri-
ties from natural gas. One bed operated while the second bed was being regener-
ated with steam to allow continuous ammonia production. However, mercaptans
and carbonyl sulfide are not strongly bound to activated carbon and can be dis-
placed by higher molecular weight hydrocarbons in the gas stream. To improve
adsorption efficiency the carbon was impregnated with iron or copper oxides
which combined with sulfur but could be easily regenerated. Even so, sulfur
retention was not reliable enough for the activated carbons to be used in modern
high-pressure ammonia plants. The high cost of regular regeneration, plus sulfur
poisoning of downstream catalysts, was excessive, as was the need to replace
downstream catalysts poisoned by sulfur, and carbon was soon replaced by beds
of more reliable zinc oxide. Zinc oxide beds were well established after having
been used in hundreds of town gas, ammonia and hydrogen plants based on the
naphtha steam reforming process. Since it replaced activated carbon zinc oxide
has been almost exclusively used to protect steam reforming units.
9.3.2 Hydrodesulfurization
Zinc oxide can absorb simple sulfur compounds such as hydrogen sulfide and
mercaptans to form zinc sulfide with mercaptans however some carbon may also
be deposited. Other organic-sulfur compounds are not absorbed completely, and
thermal cracking of these compounds results in the deposition of carbon onto the
zinc oxide, thus reducing its absorption capacity. For these reasons, particularly
when refractory organic sulfur compounds such as thiophene or thioethers are
present in the feed, it is usual to add hydrogen and to include a bed of cobalt
molybdate catalyst to hydrogenolyse the sulfur compounds to hydrogen sulfide,
which can then be absorbed in the bed of zinc oxide. The cobalt/molybdate
component is sulfided during commissioning to the active form and then oper-
ates in the same way as in refinery hydrotreating. Although cobalt/molybdate
catalyst is the usual choice, nickel molybdate can also be used. This is important
when the hydrogen stream contains a high proportion of carbon oxides. Unsul-
fided cobalt/molybdate can catalyse the methanation of carbon oxides at temper-
atures higher than about 300°C, and this may lead to excessive bed temperature
while commissioning a new catalyst charge. This is less likely with the nickel
Synthesis Gas
359
catalyst. With liquid feeds, the catalyst can be presulfided at an appropriate low
temperature.
It is not usually necessary, however, to presulfide cobalt molybdate cata-
lysts before treating natural gas. Natural gas contains relatively small amounts of
simple sulfur compounds that are hydrogenolyzed at a low temperature. Cata-
lysts are sulfided during operation during operation and the eventual sulfur con-
tent of the catalyst depends on the sulfur content of the natural gas. Catalyst will
normally operate for several years with no loss of activity. The sulfur content of
typical feeds is shown in Table 9.4.
At the end of life in a typical ammonia plant, the cobalt/molybdate catalyst
will contain 0.5–3.0wt% sulfur and 2-10wt% carbon. The carbon content may
sometimes be higher than this but has no significant effect on performance. Hy-
drodesulfurization catalysts are usually pyrophoric after use because of adsorbed
hydrogen and carbon deposits. Before catalysts are discharged the reactor must,
therefore, be flushed with an inert gas such as nitrogen until the catalyst temper-
ature has fallen to less than 30°C. Large quantities of dust or carbon deposits on
the top of the catalyst layer can be sucked off and any broken or contaminated
pellets replaced with fresh catalyst. If the catalyst bed is to be completely re-
moved then a small volume of air can be added to the circulating nitrogen as the
catalyst cools. Adsorbed hydrogen or hydrocarbons are oxidized. This will lead
to a temperature increase and this can be controlled by limiting the volume of air
added. The catalyst can then be discharged at ambient temperature after cooling.
TABLE 9.4. Sulfur Content of Typical Steam Reformer Feedstocks.
Natural Gas North Sea Holland Associated Gas
Hydrocarbon/sulfur
CH
4
(vol%) 81–94 81–82 70–75
C
2
H
6
(vol%) 4–5 3 12–15
C
3
H
8
(vol%) 0.1–0.5 0.5 5–8
C
4
+ (vol%) 0.08 0.2 5–9
CO
2
(vol%) 0.2–0.5 1 Traces
N
2
(vol%) 0.8 14.3 –
Sulfur 5–30 ppm 1 ppm 1–3%
Naphtha
Specific gravity 0.71 0.74
Initial boiling point (°C)
33 43
Final boiling point (°C)
172 214
Total sulfur ppm (w/w) 230–260 1500
RSH 70–80 200–300
R
2
S
2
10–20 100–150
R
2
S
䩔
00
–
130
700–800
Average molecular weight ~100 ~110
360 Chapter 9
It is not economic to regenerate discharged catalysts for further use following a
typical life of several years.
9.3.3 Chlorine Removal
The presence of chlorides in the feed gas can cause the zinc oxide to sinter as
they are absorbed to form zinc chloride. Any hydrogen chloride formed in the
hydrodesulfurizer can be removed from the gas by installing a bed of alkalized
alumina in front of the zinc oxide. After this treatment the natural gas usually
contains less than 0.1mg chlorine per cubic meter. An average of about 10–12
wt% chloride can be absorbed before the alkalized alumina is saturated. Plat-
former hydrogen containing up to 2 ppm HCl is commonly treated in this way.
Only a relatively small bed of absorbent is required at a space velocity of
10,000–15,000 h
-1
.
9.3.4 Sulfur Absorption
Zinc oxide has been used to remove sulfur compounds from hydrocarbons since
the 1930s, when the steam reforming process was first introduced. When a zinc
oxide composition is specially prepared to have a high surface area and high
degree of porosity, it can absorb more than 20 wt% sulfur in a single bed. It was
the preferred choice in the early days, because the partial pressure of hydrogen
sulfide at equilibrium under reaction conditions, particularly in the presence of
water vapour, is very small compared to that of the bog iron ore used previously
to purify water gas/producer gas.
This observation was confirmed during the 1960s when luxmasse, a cheap
form of iron oxide, was investigated as an absorbent to desulfurize naphtha feed
in the British Gas Council Catalytic Rich Gas (CRG) process. Under typical
operating conditions of 370-400ºC and with a vapour phase water concentration
of 0.2–0.3%, the concentration of hydrogen sulfide in the vapour at equilibrium
is less than 3x10
-3
ppm when using zinc oxide, compared with 0.2–0.3 ppm
when using luxmasse. The data presented in Table 9.5 shows an increasing dif-
ferential as the concentration of water vapour increases. A further disadvantage
of luxmasse is that it is also reduced to magnetite before conversion to iron sul-
fide by reaction with hydrogen sulfide. Thus more water vapour is produced by
the conversion of luxmasse to iron sulfide, than is the case in the conversion of
zinc oxide to zinc sulfide:
3 Fe
2
O
3
+ H
2
Æ 2 Fe
3
O
4
+ H
2
O (9.4)
2 Fe
3
O
4
+ 8 H
2
S Æ 2 Fe
3
S
4
+ 8 H
2
O (9.5)
Synthesis Gas
361
TABLE 9.5. Equilibrium Hydrogen Sulfide Concentrations.
Water
(vol%)
Equilibrium Concentration H
2
S (ppm)
200°C 300°C 400°C
ZnO Fe
2
O
3
ZnO Fe
2
O
3
ZnO Fe
2
O
3
0.17 1.3x10
-5
1.57x10
-3
3.0x10
-4
9.3x10
-2
3.3x10
-3
1.96x10
-1
0.33 2.6x10
-5
8.5 x10
-3
7.0x10
-4
2.0x10
-1
6.5x10
-3
4.9x10
-1
1.7 1.3x10
-4
7.0 x10
-1
3.0x10
-3
2.0 3.2x10
-2
4.23
Overall:
3 Fe
2
O
3
+ H
2
+ 8 H
2
S Æ 2 Fe
3
S
4
+ 9 H
2
O (9.6)
Whereas:
6 ZnO + 6 H
2
S Æ 6 ZnS + 6 H
2
O (9.7)
Thus six atoms of iron will produce nine molecules of water compared with six
atoms of zinc, which only produce six. Furthermore iron sulfide can release hy-
drogen sulfide by reaction with hydrogen and steam during plant start-up or
shut-down conditions. In practice, therefore, when iron oxide is used it is always
followed by a guard bed of zinc oxide.
9.3.4.1 Operation with Zinc Oxide
In general, more sulfur is absorbed by zinc oxide at higher operating tempera-
tures, and when the porosity of the zinc oxide is increased. Consequently, oper-
ating temperatures are usually greater than 300ºC, and porous particles are pre-
ferred. However, the techniques needed to produce porous zinc oxide also lead
to a decrease in particle strength, which results in fracture of the particles during
loading and service, which, in turn leads to an increase in pressure drop across
the bed. Furthermore, there is also a decrease in the bulk density of the bed,
meaning that a lower mass of zinc oxide is charged to the reactor, and thus the
maximum amount of sulfur that can be absorbed by the bed also decreases pro-
portionally. This means that it is possible for a fixed bed size of highly porous
zinc oxide to absorb less sulfur than an equivalent bed of less porous, but more
densely packed zinc oxide. The porosity of granules must therefore be optimized
to give maximum absorbing efficiency and particle strength in any application
within the temperature range from ambient to 400°C. Typical operating condi-
tions are given in Table 9.6.
Up to about 10 ppm of low molecular weight mercaptans can be removed
from natural gas without hydrogen addition, provided that the reaction tempera-
362 Chapter 9
TABLE 9.6. Sulfur Absorbent Operation.
Operating Conditions Zinc Oxide Bed
Temperature (°C)
370–400
Pressure (atm) Up to 40
Space velocity (h
-1
) 500–1000
400°C 300°C 200°C
Sulfur capacity wt%S
(before slip observed)
25–30 20–25 8–10
By increasing the porosity of the absorbent the sulfur absorption can be increased by 200% in the
range ambient to 100°C and almost 100% at 200°C.
ture is high enough to crack the sulfur compound. Carbon deposition does not
immediately affect the sulfur absorption and a reasonable life can be achieved.
For a longer life, or with increasing concentrations of organic sulfur compounds,
a few percent of hydrogen is added to the gas stream being treated. This is rou-
tinely done in steam reforming plants which also nowadays include a bed of
cobalt molybdate catalyst. Hydrogen addition, in this case, is also beneficial
because it helps to reduce the reforming catalyst at the top of the steam reformer
tubes.
Carbonyl sulfide may be formed during natural gas treatment by the reac-
tion of hydrogen sulfide and carbon dioxide and this can be difficult to remove
completely using zinc oxide alone. This is not a problem if a bed of cobalt mo-
lybdate catalyst is included in the desulfurizer. It has been shown that lead oxide
is an efficient absorbent of carbonyl sulfide so the natural lead oxide impurity in
some zinc oxides may promote absorption, especially if traces of water vapour
are present to hydrolyze the carbonyl sulfide.
The operating temperature and space velocity through the beds of cobalt
molybdate and zinc oxide are chosen to give optimum performance for the sys-
tem as a whole. The maximum inlet temperature to the bed containing the co-
balt/molybdate is usually about 400ºC and the volume of zinc oxide is calculated
to give an acceptable period of time on line prior to discharge, for a hydrocarbon
feed with given sulfur content. This usually results in a space velocity of about
500-1000 hr
-1
in both beds and an operating life for the zinc oxide of at least one
year.
It can be more economical to have two beds of zinc oxide in series, with a
by-pass line, so that one bed can be changed with the other still operating. This
procedure allows an average of 25–30wt% sulfur pick-up during the period of
operation. With one bed the average pick-up will probably be about 20%. Zinc
oxide can desulfurize hydrocarbons at ambient temperature although the total
sulfur pick-up will only be about 5% before saturation.
Synthesis Gas
363
9.3.4.2 Preparation of Zinc Oxide
Zinc oxide absorbents are supplied in a variety of shapes such as spheres, extru-
dates, or pellets. These are generally made by granulation or extrusion of the
zinc oxide with small amounts of a suitable binding agent such as a cement. The
final zinc oxide content ranges from 90-100% and the bulk density from about
0.9–1.5 kg liter
-1
. High density catalysts do not necessarily have the largest ca-
pacity for sulfur because the pore volume can also be low and this limits absorp-
tion. An optimum balance between bulk density and pore volume is, therefore,
essential to ensure that the maximum amount of the zinc oxide in a particle is
fully used. This not only extends the useful operating life but also minimizes
operating costs. The importance of proprietary catalyst recipes and raw materi-
als to improve catalyst performance have been explained in Chapter 1. Typical
compositions are given in Table 9.7.
9.3.4.3 Desulfurization of Other Gases
Carbon dioxide may be desulfurized with zinc oxide at the same operating con-
ditions as for hydrocarbons. Below about 150°C, however, zinc carbonate is also
formed at temperatures below about 150°C but this is subsequently converted to
zinc sulfide until saturation is reached.
9.4 STEAM REFORMING
Hydrocarbons are converted into a mixture of hydrogen and oxides of carbon by
reaction with steam over steam reforming catalysts. The reforming reaction is
endothermic and the catalysts are packed into narrow tubes, which are heated in
a furnace. The reforming furnace is commonly known as a reformer. An effi-
cient methane steam reforming process was developed by 1936
6,7
and was first
used on a large scale in North America during World War Two as shown in Ta-
TABLE 9.7. Sulfur Absorbent Composition.
Property A B
Zinc oxide (wt%) 90 75–85
Calcium oxide (wt%) 3–4 –
Alumina (wt%) Balance 4–5
Silica (wt%) – 5–10
Ferric oxide (wt%) 1–2 –
Bulk density (kg liter
-1
) 1.0–1.1 1.0–1.1
Surface area (m
2
g
-1
) 25–35 20–25
Shape Granules Extrudates

364 Chapter 9
ble 9.8. Early reformers operated at slightly higher than atmospheric pressure.
As demand for fertilizer nitrogen increased, however, and better alloys for re-
former tubes were developed higher reforming pressures could be used in larger
ammonia plants.
The original raschig ring catalyst, which contained precipitated nickel ox-
ide, kaolin and a silica cement, was more or less unchanged until high-pressure
reformers were introduced. Some of the early catalyst charges to be used lasted
for about 20 years.
11
Eventually, improved catalysts were required in modern
plants because silica was found to be volatile in high-pressure steam and the
catalyst rings part way down the tubes became weakened. At first, silica free
catalysts were made by exactly the same procedure, simply excluding silica
from the ingredients and using alumina cements. However, all modern, high
activity, reforming catalysts are now based on preformed, thermally stable, sili-
ca-free supports impregnated with nickel oxide. Ring catalysts are still available
but the same formulation can be provided as special, high geometric surface area
shapes. Shapes require pressure drop through the tubes and are able to transfer
heat rapidly from the tube wall to the reacting gases. As a result of better heat
transfer and higher activity, lower gas temperatures are effective in the tubes and
the furnace.
Until 1960, steam reformers were only used in areas with readily available
supplies of natural gas. As the cost of handling large quantities of coal increased
during the 1950s and large volumes of cheap naphtha became available from
refineries, the range of feedstock that could be reformed was extended by the
introduction of a new alkalized reforming catalyst based on nickel. This began a
revolution in synthesis gas production throughout the world. This new catalyst
enabled the use of cheap naphtha with a boiling point up to 220C to be used,
without the deposition of carbon on the catalyst and furthermore, there were no
compression costs in the operation of the reformers at higher pressures. The de-
TABLE 9.8. The First US Steam Reforming Ammonia Plants.
a,b
Location Contractor
Ozark Ordnance Works, Eldorado, Arkansas. Chemico (four furnaces)
Jayhawk Ordnance Works, Baxter Springs, Kansas. Chemico (two furnaces)
Cactus Ordnance Works, Etter, Texas. Chemico (three furnaces)
Ammonia Plant, Sterlington, Louisiana. M W Kellogg (two furnaces)
Alberta Nitrogen Products Ltd, Calgary, Alberta. M W Kellogg (two furnaces)
a
All except Sterlington used ICI catalyst.
b
Each furnace contained 66 tubes
Chem Week Report (Ammonia), Sept. 11 (1965) 11. Other plants listed in article are based on coal
feed.
N Gard, Thirty Years of Steam Reforming – A Review of ICI Developments & Experience, Nitro-
gen, Jan/Feb 1966.
Figure
synthes
i
of M. T
velop
m
stream
9.4.1
The c
o
b
ecam
e
large
s
throug
h
in a fu
r
steam
r
be su
p
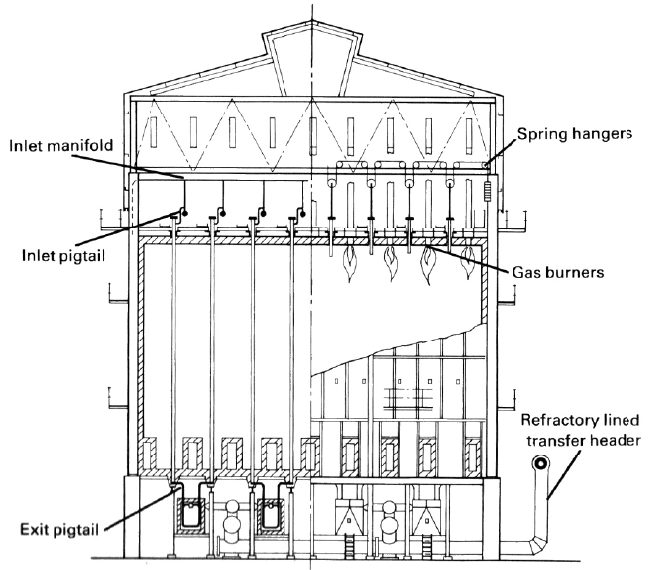
9.1. Schematic
i
s gas productio
n
wigg.
m
ent of napht
h
ammonia pla
n
R
eformer De
s
o
ntinual devel
o
e
the most pra
c
s
cale. A mix
t
h
the reactor t
u
r
nace that ope
r
r
eforming rea
c
p
plied continu
a
arrangement o
f
n
. Reprinted fro
h
a reforming
e
n
ts which are,
o
s
i
g
n
o
pment of th
e
c
ticable way t
o
t
ure of hydro
c
u
bes that are p
a
r
ates at temper
a
tion is extrem
e
a
lly at a very
h
f
a top-fired fu
r
m Catalyst Han
e
ventually led
o
f course, mai
n
e
steam refor
m
o
produce syn
t
c
arbons and
a
cked with the
a
tures around
1
e
ly endotherm
i
h
igh operating
t
Synt
r
nace for the p
r
n
dboo
k
, 2
nd
ed.,
b
to the use o
f
n
ly based on n
a
m
ing process
e
t
hesis gas and
supe
r
-heated
e
nickel cataly
s
1
000ºC (Figs.
9
i
c and the hea
t
t
emperature.
T
t
hesis Gas
3
r
imary reforme
r
b
y kind permiss
i
f
the large sin
g
a
tural gas feed
e
nsured that t
h
ammonia on
t
steam is pas
s
s
t, and suspen
d
9.1 and 9.2).
T
t
of reaction m
u
T
he catalyst m
u
3
65
r
in
i
on
g
le
s.
h
is
t
he
s
ed
d
ed
T
he
u
st
u
st
366
Figure
former
p
ermis
s
theref
o
strengt
h
L
o
cause
o
the li
m
time.
T
Chapter 9
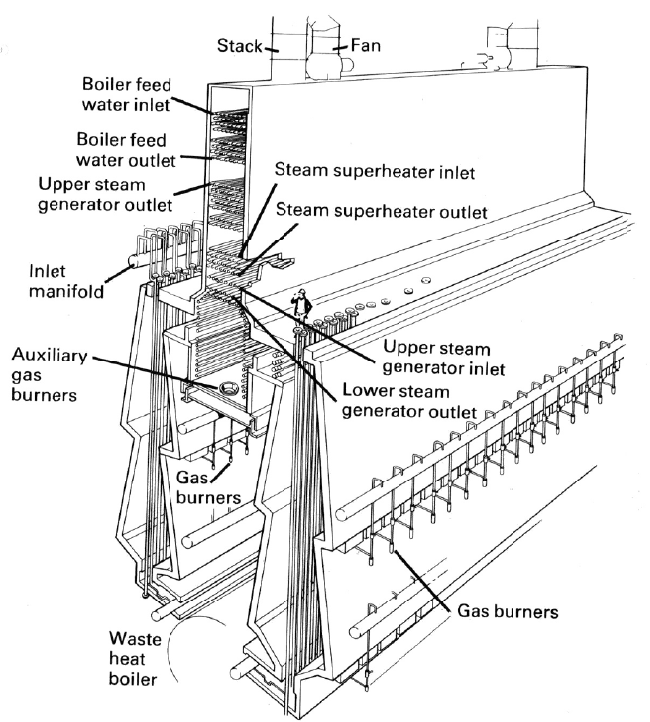
9.2. Schematic
in synthesis ga
s
ion of M. Twig
g
o
re have excep
t
h
during such
a
o
w-pressure re
f
o
f the simple
d
m
ited
p
hysical
T
he operating
arrangement o
f
s
production. R
e
g
.
t
ional chemic
a
a
rduous opera
t
f
ormers were
u
d
esign and lo
w
properties of
pressure coul
d
f
a terrace wall
e
printed from C
a
a
l and physica
l
t
ing condition
s
u
sed in the ea
w
production c
the stainless
s
d
not be incre
a
fired furnace
f
a
talyst Handbo
o
l
stability to r
e
s
.
a
rly ammonia
p
c
apacity and
m
s
teel that was
a
sed because
t
f
or the primary
ok
, 2
nd
ed., by k
i
e
tain activity
a
p
lants, partly
b
m
ainly because
available at
t
t
he reactor tu
b
r
e-
i
nd
a
nd
b
e-
of
t
he
b
es
Synthesis Gas
367
would deform or creep at the high operating temperatures required for the steam
reforming process. The lifetime of the reactor tubes before failure was the main
limitation to progress, until more thermally resistant alloys became available.
When designing a reformer the effects of stress at the high operating tempera-
ture and pressure are taken into account to select the most economic tube mate-
rial for a life of about 100,000 hours.
For effective operation, heat must be transferred rapidly from the furnace it-
self to the surface of the catalyst, particularly at the top of the tubes. This is to
ensure that the hydrocarbon feed reacts rapidly with the steam, as this helps to
avoid the cracking reactions that lead to deactivation of the catalyst, and which
in turn, helps to avoid overheating of the reactor tubes. This is achieved by the
production of a catalyst with a high stable activity and by shaping the catalyst in
such a way that allows rapid mixing of the gases in the tube, to allow effective
heat transfer from the wall of the tube to the catalyst. This also results in a uni-
form temperature gradient throughout the tube. Careful packing of the catalyst
rings or shapes into the narrow, 3-4 inch diameter tubes is necessary to equalize
the gas flow and pressure drop through each tube. This also helps to avoid cata-
lyst breakage and voids within the catalyst bed. Any of these problems can lead
to maldistribution of gas flow, which causes variable tube temperatures and hot
spots.
Reformers built during the l940s, which operated at up to 50 psig, consisted
of about 66 tubes made of rolled and welded tubes made from type 310 stainless
steel. The early, high-pressure reformers built during 1965–1970 operated at up
to 500psig and contained up to 400 cast tubes made from HK40. Eventually,
when even better alloys like Manaurite 36X were introduced the HK40 tubes
were also replaced. Reforming capacity could be increased by up to 10–15% at
the same heat flux but with a lower wall temperature by putting a larger volume
of catalyst into Mauranite tubes of the same diameter as usual, but with thinner
walls. This was particularly useful when better catalysts, giving a lower pressure
drop and even better heat transfer, became available.
The hydrocarbon reforming reaction gives a mixture of carbon monoxide
and water which is close to equilibrium at the usual operating conditions. The
reaction between steam and the hydrocarbon gives a mixture of carbon monox-
ide and hydrogen that is close to thermodynamic equilibrium at the temperature
and pressure of the reactor.
CH
4
+ H
2
O ↔ CO + 3 H
2
(9.8)
The operating steam to hydrocarbon ratio, or steam ratio, must, however, be
higher than the stoichiometric level to avoid carbon formation on the catalyst, by
cracking reactions, and to provide enough steam to operate the water gas shift
reaction later in the process.