Lloyd L. Handbook of Industrial Catalysts
Подождите немного. Документ загружается.

248 Chapter 6
6.6.2.1. Bimetallic Catalysts
During the 1950s and 1960s the performance of platinum reforming catalysts
was considerably improved as operating procedures were optimized. More eco-
nomic catalysts became available as the platinum content was reduced from
more than 0.6 wt% to about 0.35 wt% and the sulfur content of feed naphtha
was considerably reduced. Higher purity alumina supports, with better activity
and lower levels of sodium and iron could be synthesized reproducibly. An op-
timum amount of chloride added to the support limited coke formation.
More significant changes, however, began in 1968 when Chevron intro-
duced its bimetallic catalyst containing platinum and rhenium. The main ad-
vantage of the new catalyst was its relative stability, which extended operation
before regeneration was necessary. The separation of small platinum crystallites
by rhenium made the catalyst less sensitive to carbon deposition. In fact, bime-
tallic catalysts doubled the period before regeneration was necessary. This im-
provement allowed operation at lower pressures with increased yields. Improved
dehydrocyclization and isomerization selectivity also increased the volume of
aromatics produced and the octane number of the gasoline. The level of hy-
drocracking decreased and the production of light gases was reduced.
The success of the platinum/rhenium catalyst was evident, as more than
80% of all catalyst replacement charges were bimetallic by 1972. By then 30%
of all reformers were using the rhenium catalyst.
43
Acceptance continued in all
reforming processes so that more than two-thirds of installed catalyst capacity
was bimetallic by 1979.
44
Catalyst improvements also continued during this pe-
riod, and the original Chevron catalyst, Grade A, was replaced several times up
to Grade F.
44
Most of the changes were probably related to metals concentration but the
original bimetallic catalyst contained equal weight percentages of platinum and
rhenium and is now known as a balanced catalyst. Since the late 1980s, rhenium
catalysts have contained about twice as much rhenium as platinum and are
known as skewed catalysts. The skewed catalysts are even more stable, particu-
larly when loaded to reactors at high bulk density, and have extended the operat-
ing cycle even further before regeneration is required. This is partly due to the
ability of the catalyst to operate with increased coke content.
A disadvantage of platinum/rhenium catalysts is their sensitivity to sulfur
poisoning. This requires that naphtha feed must be carefully hydrotreated before
use.
The very few plants still using platinum catalysts (with no rhenium) are
those without the necessary hydrotreating facilities.
It is necessary to pre-sulfide new or regenerated catalysts with a suitable
sulfur compound prior to use when working with a low sulfur-content feed, to
reduce excessive hydrogenolysis activity of the catalyst. Presulfiding causes
deactivation of the super-active edges on the metal sites that are responsible for
Refinery Catalysts 249
the bulk of the hydrogenolysis activity which would otherwise lead to premature
coke formation and the hot spots that cause a reduction in reforming activity.
The addition of 100–200 ppm of dimethyl sulfide to the recirculating gas raises
the sulfur level of the catalyst to about 0.25% by weight. During subsequent
operation, only the sulfur on the superactive edges remains in the catalyst, the
rest being quickly removed. Subsequent operation of the catalyst is not affected
and the presence of rhenium sulfides may limit the sintering of the platinum
crystallites.
The information in Table 6.20 shows how the use of rhenium has improved
operation and indicates the coke content before regeneration is necessary. The
coke content shown is for the third bed in a semi-regenerative unit (the first and
second beds contain considerably less coke.) It has been found that even 1 ppm
of sulfur in the naphtha feed reduces the cycle time with skewed and balanced
catalysts by about 25% and 35%, respectively.
45
The first CCR unit in 1971 used a platinum/rhenium catalyst, but in 1973
UOP introduced a catalyst in which the platinum was promoted by tin.
39
The
new catalyst not only resulted in lower coke levels at the low operating pressure
but was easily regenerated throughout its long life. Tin reacts with the surface
hydroxyl groups on the γ-alumina support. This gives better stability and in-
creases the amount of coke deposited on the support rather than on the platinum.
Satisfactory operation, however, depends on a good distribution of both plati-
num and tin. γ-Alumina is stabilized by the tin, which reacts with the surface
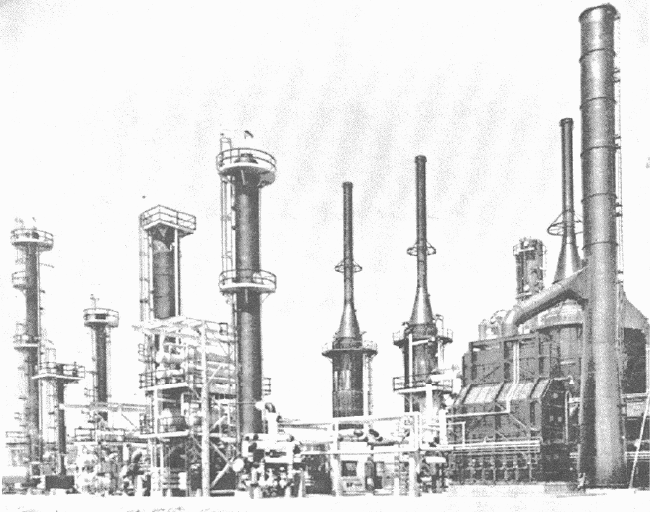
hydroxyl groups. The first UOP catalytic reformer plant at 1000 tonnes per ca-
pacity is shown in Figure 6.6.
Iridium has also been used as a promoter in platinum reforming catalysts
since it was introduced by Exxon in 1971–1972.
38
This was reported by Chemi-
cal Week in one of their Catalyst Reviews, when they noted a sharp increase in
the reported sales of iridium.
46
Catalysts containing iridium have not been wide-
ly used except in plants designed by Exxon and Amoco. Extremely long periods
between regenerations have been reported and may be due to the more efficient
Table 6.20. Improved Operation with Platinum/Rhenium Catalysts.
Catalyst %Coke before regeneration Relative cycle time
Pt/Al
2
O
3
10 1
Pt/Re/Al
2
O
3
(balanced) 15 x3
Pt/Re/Al
2
O
3
(skewed)
high density
20 x6
Sulfur in feed (ppm)
Relative cycle time
Balanced Skewed
0 1 2
0.5 0.9 1.7
1.0 0.7 1.5
250
Figure
p
roduc
e
hydro
g
b
e wel
l
tempe
r
sinteri
n
6.6.2.2
Mono
m
suppor
t
solutio
n
acid pl
in sol
u
The a
c
strong
with
h
Chapter 6
6.6. The first
U
e
d with permissi
o
g
enation and r
e
l
distributed a
s
r
ature during t
h
n
g.
. Catalyst Pre
p
m
etallic refor
m
t
with chlorop
n
usually con
t
ays an import
a
u
tion, by chlor
i
c
id strength u
s
enough to dis
ydroxyl grou
p
U
OP catalytic re
f
o
n from UOP,
L
e
moval of cok
e
s
bimetallic cl
u
h
e oxidation a
n
p
aration
m
ing catalysts
latinic acid in
t
ains the exac
t
a
nt role in the
i
ding the alu
m
s
ed is proport
i
solve the alu
m
p
s on the alu
m
f
orming plant at
L
LC.
e
precursors. T
h
u
sters and grea
t
n
d reduction o
are prepared
b
a dilute solut
i
t
amount of p
l
catalyst prepa
r
m
ina and ensur
i
i
onal to the a
l
m
ina. Chloropl
m
ina surface.
t
1000 tonne pe
r
he active met
a
t
care must be
t
o
f catalyst at s
t
b
y impregnati
n
i
on of hydroc
h
l
atinum requir
e
a
ration by kee
p
i
ng good plati
n
l
umina surfac
e
l
atinate and c
h
The replace
m
r
day capacity.
R
a
ls are claime
d
taken to limit
t
t
ar
t
-up to prev
e
n
g the γ-alum
i
h
loric acid.
47
T
e
d. Hydrochl
o
p
ing the platin
u
n
um distributi
o
e
area but is
n
h
loride ions re
a
m
ent of hydro
x
R
e-
d
to
t
he
e
nt
i
na
T
he
o
ric
u
m
o
n.
n
ot
a
ct
x
yl
Refinery Catalysts 251
groups with chloride gives neighboring hydroxyl groups increased acidity with-
out increasing the total number of acid sites.
Impregnated alumina is carefully drained and dried at about 150
0
C to re-
move residual water and then oxidized in dry air at about 500
0
C. Drying and
oxidation can replace some of the chlorine atoms from the adsorbed chloroplati-
nate ions on active sites with oxygen. At the same time, the chloride content of
the alumina is decreased depending on the partial pressure of water vapor pre-
sent in the air stream. Loss of chloride should, therefore, be carefully controlled
by ensuring a low drying temperature and using dried air during oxidation to
maintain the required chlorine content in the finished catalyst. The properties of
the γ-alumina support are extremely important and the gradual improvements
made to the catalytic reforming process up to about 1960 came mainly from an
understanding of the catalyst properties and the use of purer, more stable alumi-
nas.
Bimetallic catalysts have the same basic characteristics as the platinum/γ-
alumina catalysts, with good dispersion of small platinum crystallites. The most
widely used bimetallic catalysts are the platinum/rhenium formulations. The
preparation of these catalysts is usually by impregnation of the γ-alumina sup-
port with a solution of chloroplatinic acid and perrhenic acid, or its ammonium
salt in hydrochloric acid.
47
Successive impregnations with chloroplatinic and
perrhenic acid solutions have also been used. The catalysts are then carefully
dried, oxidized, and reduced. The volatility of the rhenium complexes or oxides
requires careful control of temperature to avoid metal loss by vaporisation and to
prevent alloy formation during reduction.
Platinum/iridium catalysts are made by impregnating γ-alumina with chlo-
roplatinic and chloroiridic acids. Heating to temperatures about 375
0
C produces
the highly dispersed bimetallic clusters that form the catalyst. Great care is re-
quired to achieve the necessary metal dispersion because iridium oxide is vola-
tile, and it has even been suggested that a third metal such as chromium is re-
quired to promote support-metal interaction.
Platinum/tin catalysts are made by impregnating the support with tin chlo-
ride and calcining at 500
0
C, before impregnation with chloroplatinic acid. The
catalyst is then dried, oxidized, and reduced. Temperature control is necessary to
avoid reduction of the tin chloride to metallic tin, which would then alloy with
the platinum. Tin oxide combines with acid sites on the support and increases
resistance to deactivation. Typical catalyst formulations are shown in Table
6.19.
6.6.3. Catalyst Regeneration
When the yield from the reformer falls to an uneconomic level the catalyst must
be regenerated.
48
This is the point where the C
5
+
yield falls from the initial 76–
77% to about 73% and the purity of recovered hydrogen declines. Regeneration
252 Chapter 6
removes the coke deposited on the active sites, restores the catalyst acidity, and
redisperses the active metal into smaller crystallites. Different quantities of coke
are deposited in each bed of a semi-regenerative reformer. Beds 1, 2, and 3 con-
tain about 1–3 wt%, 5–15 wt%, and 8–20 wt%, respectively. Great care must be
taken to maintain a steady temperature profile in each bed during the regenera-
tion procedure.
Catalyst is regenerated in the continuous catalytic reduction process using
the same basic procedures. About 200 lb h
-1
were reduced in the first CCR units
in 1971 compared with 4000 lb h
-1
in modern plants. These quantities are
equivalent to regenerating the whole charge of catalyst in the reformer—a total
of 12 and 150 times a year, respectively.
6.6.3.1. Carbon Burn
Coke is removed by burning in an air/nitrogen gas stream, containing up to 0.5
vol% of oxygen at a space velocity of about 5000 h
-1
. Bed temperatures during
the first stage should always be less than 350
0
C. If necessary the oxygen content
can be decreased to control hot spots. These conditions are maintained until the
outlet temperature falls to the same level as the inlet temperature. At this point
the oxygen content can be increased gradually and the bed temperature slowly
raised to 500
0
C. The final carbon content of the catalyst is normally less than 0.2
wt%.
6.6.3.2. Oxychlorination
After carbon has been removed from the catalyst, the chlorine content usually
falls to 0.6–0.8 wt%. The loss of chlorine must, therefore, be compensated by
passing dry air that contains a suitable chlorine compound such as carbon tetra-
chloride over the catalyst at 450
0
C. Sufficient chlorine must be used to restore
the original 0.9–1.3 wt% chlorine level. About 70% of the total chlorine in the
airstream is retained by the catalyst. A high space velocity of up to 5000 h
-1
can
be used.
6.6.3.3. Platinum Re-Dispersal
Platinum that has sintered during plant operation must be redispersed into the
small crystallites required for active catalysis. This is carried out by heating in a
dry air flow at 500
0
C. When the air leaving the reactor contains less than 5 ppm
water the air should be purged from the catalyst bed until the oxygen content is
less than 1 ppm. It is thought that the redispersion treatment breaks down the
larger platinum particles by producing volatile oxide or oxychloride complexes.
These then react with surface hydroxyl groups to form smaller crystallites and
restore activity.
Refinery Catalysts 253
6.6.3.4. Catalyst Reduction
Before use the new or regenerated catalyst is reduced in dry hydrogen at 500 C
at a space velocity of 400 h
-1
for about 2 h. This converts the platinum oxides
into finely divided metal particles.
6.6.4. Catalyst Life
Most of the initial activity reforming catalysts can be recovered during regen-
eration, although it is inevitable that some activity is lost during the procedure
and catalysts are eventually replaced. The catalyst in semi-regenerative reform-
ers, which can be operated for 9 to 12 months before being regenerated, will not
be changed for about 8 to 10 years. Catalyst in cyclic reformers, which are de-
signed for regeneration after only a few days, has a shorter life of only 4 to 5
years. These estimates are only approximate and may be less depending on the
feeds and operating conditions used.
Although catalyst life in the continuous catalytic regeneration reformers is
probably up to seven years, it is usually progressively replaced gradually as
catalyst activity declines. It may also be necessary from time to time to remove
catalyst from the reactor to clear any accumulated dust. This is usually recog-
nized by increased pressure drop or maldistribution of flow giving hot spots. The
catalyst can be replaced for further use after sieving. Any heel catalyst, contain-
ing up to 50% carbon, which has not been properly regenerated in isolated dead
spots of the bed, can be separated and discarded.
6.7. OCTANE BOOSTING
Shape-selective reactions have been extensively studied since zeolites were first
used in catalytic crackers during 1967
49
and Mobil has introduced several oc-
tane-boosting processes since 1968.
50
Gasoline composition and octane number
were reviewed when the Clean Air Act was passed in 1970. This mandated the
phased removal of tetraethyl lead from gasoline as catalytic converters (see
Chapter 11) were introduced to treat automobile exhaust gas. Octane boosting
was the first in a series of measures that led to reformulated gasoline and im-
proved exhaust emissions standards.
6.7.1. Selectoforming
Shape-selective zeolite catalysts were first used in the Selectoforming process by
Mobil in 1968. Hydrogen-exchanged natural erionite, containing some nickel,
0
254 Chapter 6
was used to crack and isomerize low-octane normal paraffins in reformate to
increase the concentration of isoparaffins and boost the octane number. The
nickel minimized carbon formation but did not saturate aromatics. The erionite
was later replaced by synthetic zeolite T, which has the twelve-membered of-
fretite ring containing about 4% of eight-ring erionite and effectively prevents
isoparaffins from entering the pores.
6.7.2. M-Forming
By about 1970 the benefits of ZSM-5 zeolite in cracking low-octane normal
paraffins in FCC units were well known. By adding 1% of ZSM-5 as a promoter
to reforming catalysts it was possible to increase the octane number of reformate
at the expense of some liquid yield.
In the 1970’s, the octane number of the product from the catalytic reforming
of light naphthas was only RON 84. This was too low to satisfy the changing
market, and the M-forming process was developed by Mobil to use ZSM-5 zeo-
lites containing nickel as catalyst. Octane number was increased to RON 93 be-
cause the pores of ZSM-5 zeolite crack single-branched paraffins at about
315
0
C. Higher-octane products are formed by oligomerization, aromatization,
and alkylation reactions. There is an increase in yield and less gas formation
compared with the Selectoforming process.
6.8. AROMATICS PRODUCTION
Reformers can also be operated to maximize the production of aromatics. When
benzene is the required product, a narrow fraction boiling in the range 60–90
0
C
is used under severe operating conditions. If the feed is changed to a fraction
boiling in the range 110–140
0
C under similar high severity conditions, the main
product is a mixture of toluene and mixed xylenes. Normally however, the main
object of reforming is to maximize the octane rating of the product.
6.8.1. Aromatics Process
L-zeolite, potassium exchanged and also containing some platinum, is an active
catalyst for the conversion of n-hexane to aromatic compounds. L-zeolite is a
wide-pore zeolite, with a silica/alumina ratio of six and a unidimensional pore
structure.
The commercial catalysts described and used in the Chevron Aromax pro-
cess were partly exchanged with barium ions and contained platinum (0.6–0.8%)
as small particles, corresponding to an approximate formula
Pt/Ba
2
K
5
Al
9
Si
27
O
72
.
61
Direct dehydrocyclization of paraffins is an alternative to
isomerization and reforming to increase octane number of light straight-run
Refinery Catalysts 255
naphthas. These zeolite catalysts are, however, more easily poisoned by sulfur
compounds because they are based on platinum and feedstock must be desulfu-
rized.
6.8.2. Cyclar Process
BP and UOP developed a process to convert liquid petroleum gas (LPG), a mix-
ture of propane and butane, into aromatics.
52
A plant using this process began
operating in 1989 at the BP refinery in Grangemouth, Scotland, and a second
followed in 1999 operated by Saudi Basic Industries (SABIC) in Saudi Arabia.
The catalyst is based on a ZSM-5 zeolite containing gallium. The yield of
aromatics is about 60%, with more than 90% as benzene, toluene, with some
xylene and relatively small amounts of C
9
aromatics. Up to 2000 standard cubic
feet of hydrogen per barrel of feed is produced. Reaction proceeds at 425
0
C by
dehydrogenation of the paraffins followed by oligomerization and cyclization. A
four-bed UOP continuous catalytic regeneration reactor is used with interbed
heating of the reaction mixture. Aromatics are separated from the remaining
aliphatic hydrocarbons by distillation.
Japanese research on converting propane to aromatics in the presence of
CO
2
on ZSM-5 catalyst loaded with zinc showed that equilibrium was improved
as hydrogen was removed by the reverse water gas shift reaction:
H
2
+ CO
2
'
H
2
O + CO (6.6)
6.8.3. M2-Forming Process
The M2-Forming process introduced by Mobil uses a ZSM-5 zeolite to convert
both virgin naphtha (C
5
–110
0
C) and olefinic gasolines (C
6
–110
0
C) from FCC
and thermal crackers into aromatic compounds. It operates at a higher tempera-
ture than the M-Forming process and at about 550
0
C the selectivity to aromatics
approaches 100%.
53
6.9. CATALYTIC DEWAXING
The viscosity of high-boiling fuels and lube oils can be reduced by shape-
selective cracking of long-chain paraffins in the presence of hydrogen. Several
zeolites introduced during the 1990s have been used: H-mordenite containing
platinum by BP; ferrierite containing palladium by Shell; ZSM-5 by Mobil. The
exchange of zeolite with the precious metal promoted the hydrogenation of coke
precursors at the high operating pressures,
54
and extended catalyst lifetimes.
256 Chapter 6
Typical operating conditions are: reactor temperature, 300–350
0
C; pressure,
20– 130 atm; hydrogen partial pressure, 15–100 atm.
6.10. ISOMERIZATION
The catalytic reforming of straight-run naphtha to gasoline is usually restricted
to feeds in the boiling range 100–180
0
C. This is because the equilibrium conver-
sion of the lower-boiling normal C
5
–C
6
paraffins under typical operating condi-
tions is too low to obtain a reasonable improvement in higher-octane-number
branched isomers.
A separate process to isomerize the straight-run C
5
–C
6
cut is used to com-
plement catalytic reforming and produce gasoline with good octane qualities
over the whole boiling range. The change in octane number as a range of C
5
–C
6
hydrocarbons is isomerized, is shown in Table 6.21. To achieve the most suita-
ble product, however, a high–activity catalyst must operate at the lowest possi-
ble temperature. This improves equilibrium conversion and increases the propor-
tion of dimethyl isomers rather than single-branch isomers.
6.10.1. Isomerization Catalysts
Isomerization processes developed slowly because of the low demand for higher
octane numbers and operational problems with aluminum chloride, the first cata-
lyst to be developed. Despite high activity at 115–120
0
C, aluminum chloride has
the major disadvantages of the formation of sludges and acid corrosion of
equipment.
TABLE 6.21. Isomerization of C
5
–C
6
Hydrocarbons.
Wt% Feed Product Octane number
n-Pentane 33 15 62
i-Pentane 22 40 93
n-Hexane 20 6 31
2-Methyl pentane 12 14 74
3-Methyl pentane 10 7 74
2,2-Methyl butane 1 11 96
2,3-Methyl butane 2 5 105
C
3
–C
4
Hydrocarbons
2
RON 70 82
After n-C
5
H
12
recycle 83–85
After n-C
5
H
12
,n-C
6
H
14
recycle 87–90
Note: Extract n-hydrocarbons with a shape-selected zeolite.
Refinery Catalysts 257
The introduction of dual-function catalysts for naphtha reforming and the
demand for high-octane gasoline led to further interest in isomerization. The
platinum/alumina (chlorided) catalysts were a success despite the resulting low-
er conversion to high-octane products from the need to operate at higher temper-
atures. The Shell Hysomer process, which used a 5A-zeolite to separate low-
octane paraffins from the product allowed operators to recycle unconverted feed
and achieve almost 100% conversion.
55
A further important development was the use of hydrogen-exchanged mor-
denite zeolite as the catalyst support. The zeolite was more stable and water tol-
erant than the chlorided alumina and did not need chloride addition during oper-
ation. The zeolite catalyst had a lower activity than that of alumina, but the need
to operate at a slightly higher operating temperature was acceptable since the
normal paraffins could be recycled. Other zeolites, such as β-zeolite, have also
been used as the acid support.
Operating conditions for the different catalysts are given in Table 6.22. Hy-
drogen is usually added to minimize coke formation but is not used in the reac-
tions taking place.
6.10.2. Reaction Mechanism
The isomerization of normal C
5
–C
6
paraffins proceeds by dehydrogenation on
the platinum surface followed by isomerization of the olefin formed on the acid
support. The isomer is then hydrogenated on the platinum to give the higher-
octane branched paraffin.
Platinum in the dual-function catalyst is important in reducing the steady-
state olefin concentration, otherwise polymerization and cracking would lead to
extensive coke formation. Some coke, however, does deposit slowly and the
catalyst has to be regenerated at intervals. Mordenite supports are more stable
than chlorided aluminas and can operate for longer at more than 60% conversion
and about 97% selectivity. Catalysts are reported to operate for as long as seven
years before being replaced.
TABLE 6.22. Isomerization Operating Conditions.
Conditions Pt/Cl-Al
2
O
3
Pt/H-mordenite
Temperature (
0
C) 150 250
Pressure (atm) 15 30
Hydrogen/hydrocarbon 2:1 2:1
LHSV (h
−1
)
1.5 2.5
Yield (%) > 98 >98
Feed (RON ~70) (150
0
C) (250
0
C)
No recycle RON 84-85 RON 82-83
With recycle RON 90-91 RON 89-90