Lloyd L. Handbook of Industrial Catalysts
Подождите немного. Документ загружается.

238 Chapter 6
6.6. CATALYTIC REFORMING
Catalytic reforming is a key refinery process. It improves the octane rating of
virgin naphthas and light distillates so they can be used in gasoline formulations.
The process has also become an important source of aromatics for use in petro-
chemical production.
33
Low-octane, sulfur-and nitrogen-free paraffins and naphthas in the boiling
range 80–160
0
C are converted to higher octane iso-paraffins and aromatic com-
pounds by a sequence of dehydrogenation, dehydrocyclisation and isomerization
reactions. Hydrocracking reactions are less important, but can also convert the
higher-molecular-weight paraffins to more useful products, but with a reduction
in the yield of C
5
+
products.
When gasoline is the main product required, it is usual to remove the C
5
–C
6
straight-run naphtha cut before reforming the 100–160
0
C fraction. This is be-
cause separate isomerization of the C
5
–C
6
paraffins (Section 6.10) gives an
overall improvement in octane number. If aromatics are required, a lower-
boiling fraction, in the range 80–120
0
C, is reformed. The heavy naphthas are not
reformed because coke forms more readily and quickly leads to deactivation of
the catalyst.
The first naphtha-reforming catalysts were used during World War II in a
process known as hydroforming and were based on molybdenum or chromium
oxides supported on alumina.
34
At the time, the new process provided high-
octane aviation fuel and the toluene needed for the production of explosives.
The decreased demand for these products after the war meant that the seven op-
erating plants were idle by 1952. In any case the preferred catalyst (9%
MoO
3
/alumina) was neither active enough nor selective enough to give a really
economic performance and needed frequent regeneration. Vladimir Haensel,
who invented the platinum reforming catalyst,
35
recalled that during and after the
wartime period, UOP was investigating a hydrocracking process that used desul-
furized kerosene as feed. The work involved an analytical procedure for six-
membered rings, based on the catalytic dehydrogenation of naphthenes with 3%
platinum supported on carbon. Haensel tells how this led to the treatment of
virgin naphthas containing sulfur with a similar platinum catalyst supported on
silica. Operation at up to 450
0
C and 500 psig, with 5 mol of hydrogen recycle
per mole of feed, showed not only that the virgin straight-run naphthas were
reformed to give a high-octane gasoline product but that sulfur poisoning was
avoided. At the same time, however, the silica support and others such as sili-
ca/alumina promoted hydrocracking reactions. Further investigations produced
an economic platinum/alumina catalyst with a platinum content in the range 0.3–
0.7%.
36
The catalyst proved to be particularly effective when the alumina was
prepared from aluminum chloride rather than the nitrate. This led to the treat-
ment of supports with chloride or fluoride to improve acidity—a practice that
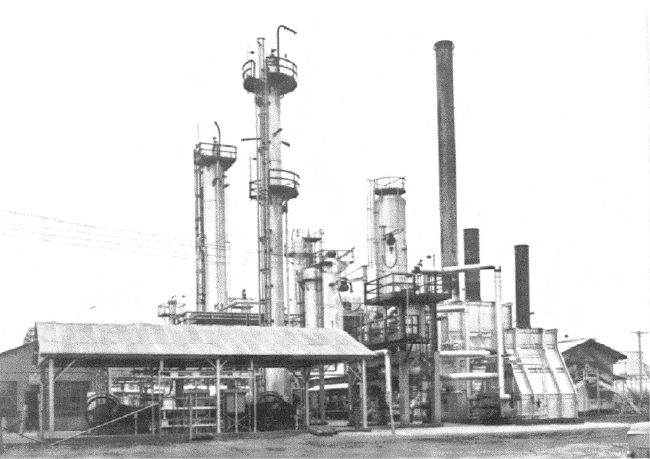
has continued ever since. The new UOP process was announced at the Western
Figure
kegon,
M
Petrol
e
The O
l
catalyt
i
B
o
tant p
a
gen, o
p
its. Th
e
secon
d
regene
r
rheniu
m
reform
lysts c
o
duced.
3
b
e co
n
further
T
h
large
v
for the
6.4. The first
U
M
ichigan, USA
.
e
um Refiners’
A
l
d Dutch Refi
n
i
c reforming (
F
o
th the platinu
m
a
rt in the dual
-
f
p
erate for seve
r
e
first platinu
m
d
metal compo
n
r
ation is need
m
oxide, was
i
e
r operation.
3
7
o
ntaining iridi
u
3
8
Alumina is
s
n
trolled by
t
h
e
additions to t
h
h
e dehydrogen
a
v
olumes of ext
r
development
o
U
OP catalytic r
e
.
Reproduced w
i
A
ssociation m
n
ery at Muske
g
F
igure 6.4). A
n
m
component
a
-
f
unction catal
y
r
al years, with
m
catalysts ha
v
n
ent that enha
n
e
d. The first
b
i
ntroduced by
7
Soon after t
h
um
38
(1972, E
x
s
till the most
e
e
careful inco
r
h
e feed during
a
tion of napht
h
r
emely valua
b
o
f refinery hy
d
e
forming plant
i
th permission f
r
eeting in San
A
g
on, Michigan,
n
ew era of refi
a
nd the acidic
a
y
sts, which,
w
periodic rege
n
v
e now been
i
n
ces activity
a
b
imetallic cat
a
Chevron in 1
9
h
is breakthrou
g
x
xon) and tin
3
9
e
conomic sup
p
r
poration of c
h
operation.
h
enes to arom
a
b
le, co-
p
roduct
d
rodesulfurizat
i
Refinery
at the Old Dut
c
r
om UOP, LLC.
A
ntonio, Tex
a
,
was immedia
t
fi
nery processi
n
a
lumina suppo
w
ith the recirc
u
n
eration to re
m
improved by
t
a
nd increases
t
a
lyst, containi
n
9
69 and consi
d
g
h was annou
n
9
(1973, UOP)
,
p
ort but its aci
d
h
loride durin
g
a
tics results in
t
t
hydrogen. T
h
i
on.
Catalysts
2
c
h Refinery, M
u
a
s, in April 19
4
a
tely converte
d
n
g had begun.
o
rt play an imp
o
u
lation of hyd
r
m
ove coke dep
o
t
he addition o
f
t
he period bef
o
n
g platinum
a
d
erably impro
v
n
ced, other c
a
,
were also int
r
d
ity must alw
a
g
production
a
t
he productio
n
h
is has been v
i
2
39
us-
4
9.
d
to
or
-
r
o-
o
s-
f
a
o
re
a
nd
v
ed
at
a-
r
o-
a
ys
a
nd
n
of
i
tal
240 Chapter 6
6.6.1. Naphtha Reforming Reactions
The principal reforming reactions are shown in Table 6.14. The isomerization of
n-paraffins proceeds via a dehydrogenation step on the platinum component of
the catalyst to an n-olefin intermediate. The n-olefin then migrates to the acidic
alumina site and isomerizes to the iso-olefin. Finally the iso-olefin is hydrogen-
ated to the isoparaffin by the platinum. This mechanism requires good disper-
sion of platinum on the highly acidic, chloride-treated alumina support.
Similar mechanisms apply to the isomerization and dehydrocyclization of n-
hexane to methyl cyclopentane and then benzene, as shown in Table 6.15.
6.6.1.1. Reformer Operation
The combined sequence reforming reaction is endothermic, and there is a
significant temperature decrease across the catalyst bed. Heat has to be supplied
continuously to maintain operation, so catalyst is loaded into a number of beds
or reactors with interbed heating of the reaction mixture. The process is compli-
cated because of the different reactions and temperature changes taking place in
each bed. Variable heat balances were compensated in early plants by loading
increasing volumes of catalyst in each bed from the top to the bottom of each
reactor. An alternative arrangement was to load several reactors with equal vol-
umes of catalyst while having a similar reactor in reserve to replace any operat-
ing reactor needing regeneration.
Three different reactor systems have evolved since the process was first in-
troduced in 1952:
Table 6.14. Naphtha Reforming Reactions.
Reaction Heat balance
Dehydrogenation:
Naphthenes to aromatics
(e.g., methylcyclohexane to toluene)
Extremely endothermic
Dehydroisomerization:
(e.g., methyl cyclopentane to benzene)
Endothermic
Isomerization:
Normal paraffins to branched paraffins
Mildly exothermic
Dehydrocyclization:
Normal paraffins to aromatics
Endothermic
Hydrocracking:
Normal heptane to C
4
/C
3
and C
6
/C
1
paraffins
Exothermic
TABLE 6.15. Catalytic Rreforming of n-Hexane and iso-Hexanes.
↑
Hydrogenation and
dehydrogenation on
platinum catalyst
↓
n-hexane
iso-hexane
cyclohexane
methylcyclopentane
'
n-hexene
'
iso-hexene
(n-hexene carbenium ion)
(iso-hexyl carbenium
ion)
cyclohexene
'
methylcyclopentene
cyclohexadiene
'
methylcyclopentadiene
benzene
←Isomerization on acidic alumina→
Note: From Mills, Heinemann, Milliken and Oblad, Ind. and Eng. Chemistry, 1953.
Refinery Catalysts 22 41
242 Chapter 6
• The semi-regenerative process operates continuously over long periods of
up to 9–12 months. There are usually three reactors in series that contain
about 15–20%, 30–35%, and 50–60% respectively of the catalyst’s
charge, depending on the feed used. Operation is in the range 10–25 atm
for different feeds and reforming severity. When the catalyst activity has
decreased, resulting in lower liquid yields and more hydrocracking activi-
ty, the catalyst is regenerated in situ, using air at about 8 atm. The catalyst
can usually be regenerated up to ten times before the performance be-
comes uneconomic and it has to be replaced. Reaction conditions are
summarized in Table 6.16.
• Cyclic processes generally operate with four reactors although as many as
six are used if frequent regeneration is necessary. All reactors contain
equal volumes of catalyst and operate at about 480
0
C and 20 atm, with a
temperature decrease of 25
0
–30
0
C across each bed. Low hydrogen/feed
ratios can be used. One reactor is kept in reserve so that it can be
switched to replace any on-line reactor requiring regeneration, so giving
continuous operation. Cyclic processes operate at low pressure to give
high yields of a high-octane product, but with relatively high coke lay-
down. The interval between switching reactors to regenerate the catalyst
can be rather short, for example, after processing only about eight barrels
of feed per pound of catalyst used, with catalyst regeneration either daily
or perhaps after only a few days. This complicates the process engineer-
ing because alternating hydrogen and oxygen streams have to be provid-
ed. Catalyst life is also relatively short as a result of the frequent regener-
ationneeded and can be less than about 200 barrels of feed per pound of
catalyst.
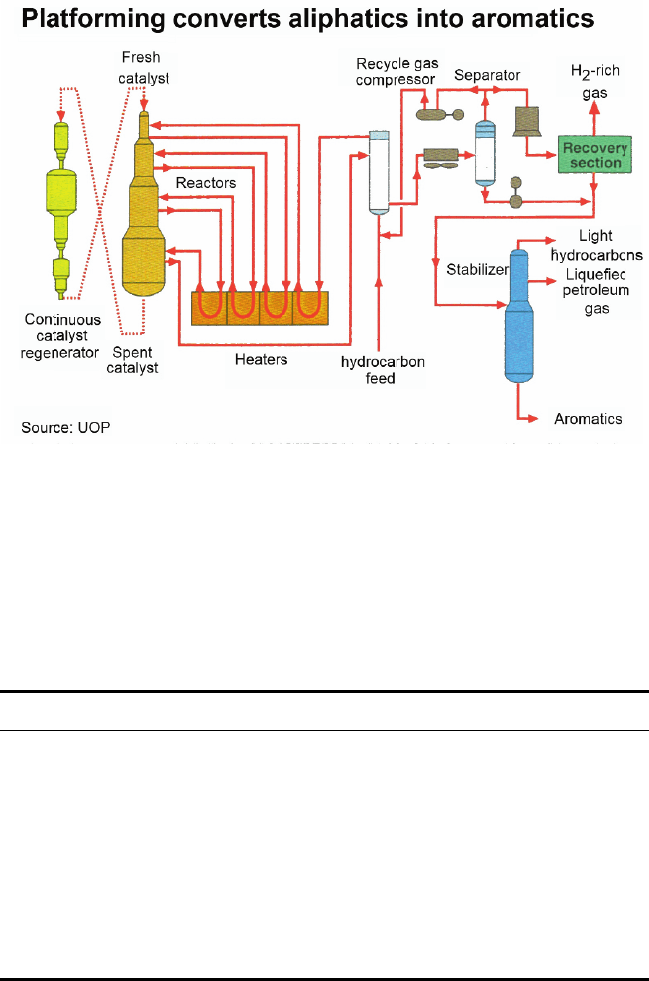
• Contin uous catalyst regeneration (CCR) processes were introduced in
1971 to avoid the shut-down intervals necessary in semi-regenerative re-
formers. The reformers have four beds, either stacked vertically or placed
side by side horizontally, so that the catalyst can be moved continuously
from one catalyst bed to another and ultimately, into the regenerator (Fig.
6.5). After regeneration, the catalyst is reduced before being returned to
the first reactor to begi
n the sequence again. The average residence time
of a catalyst in a CCR unit has decreased since the process was first intro-
duced. The first design in 1971 recycled the catalyst charge about 12
times a year. By 1980 the recycle rate was 50 times a year, but as operat-
ing conditions have become even more severe, the rate can now be as
high as 150 times a year.
40
Despite this, the catalysts used have lasted for
more than seven years. Operating conditions are shown in Table 6.17.
Refinery Catalysts 243
TABLE 6.16. Semi-Regenerative Catalytic Reforming.
Catalyst
(vol %)
Temperature (
0
C)
RON
out
Carbon end of
cycle (%)
Inlet outlet
Reactions
Reactor 1 15–20 500 430 65 3–10
Dehydrogenation
Dehydroisomerization
Reactor 2 30–35 500 470 80 5–15
Dehydrogenation
Dehydroisomerization
Some hydrocracking
Dehydrocyclization
Reactor 3 50 500 495 95–100 8–20
Hydrocracking
Dehydrocyclization
Conditions
Feed (m
3
h
−1
) 85–90
Boiling range (
0
C) ~100–160
H
2
/HC 4–5
LHSV (h
−1
) 1–3
Pressure (atm) 10–25
Recycle gas (% H
2
) 80
Yield reformate (wt%) 70–80
Hydrogen (wt%) 2–3
Feed/products Feed Products
Paraffins (%) 45–55 30–50
Naphthenes (%)
30–40 5–10
Aromatics (%) 5–10 45–60
244
Figure
p
ermis
s
Through
Pressure
Hydrog
e
Regener
a
Regener
a
Liquid s
p
Catalyst
RON
Temper
a
Yield H
2
C
5
+
(vol
%
Aromati
c
Chapter 6
6.5. Modern c
a
ion of UOP).
TA
B
p
ut (bbl/day)
(atm)
e
n/hydrocarbon
a
tion (lb h
-1
)
a
tions per yea
r
p
ace velocity (h
-1
)
charge (tonnes)
a
ture (
0
C)
2
(wt%)
%
)
c
s (vol%)
a
talytic reformi
n
B
LE 6.17. Cont
i
n
g plant with c
o
i
nuous Catalyti
c
1
1
2
9
2
o
ntinuous cataly
s
c
Regeneration.
1
971
2
,000
9
–10
2
–3
200
12
1.6
60
95
450
3
78
54
s
t regeneration
(
1990
25,000
3–4
2–3
4500
150
1.6
110
102
510
4
82
58
(
by
Refinery Catalysts 245
The CCR process has been very successful and is now used extensively
throughout the world. The main advantage is that the coke content of catalyst
before regeneration is as low as 5–6%, despite the severe operating conditions at
hydrogen pressure as low as 3 atm. Yields of high-octane product and hydrogen
were significantly increased. Old catalyst can also be withdrawn from the reac-
tor and replaced with fresh catalyst when activity declines. High yields are fa-
vored by low pressure and low hydrogen circulation, but more coke is formed.
Despite the higher capital cost of CCR reformers the higher yields and more
flexible operation make the process very popular.
By the late 1990s more than 900 reformers were operating throughout the
world.
41
The semi-regenerative process was being used in 60–70% of them, with
continuous regeneration processes being used in 15–20%.
42
Cyclic processes
were only used in about 10–15% of the reformers. Since 1990, however, almost
all of the new reformers being built or designed use the continuous regeneration
process. As larger-capacity reformers have been built, axial flow through the
catalyst beds has been replaced by radial flow because this configuration allows
for better gas distribution and reduced pressure drop.
Catalyst operation in the catalytic reforming process is influenced by feed
composition, hydrogen ratio, and operating conditions. The benefits obtained by
any changes in design always have to be balanced with certain disadvantages.
For example, although straight-run naphthas boiling at up to about 200
0
C can be
used in catalytic reforming processes, the use of lower-boiling naphthas gives
better results. More coke forms on the catalyst as high-molecular-weight hydro-
carbons are reformed, and it is estimated that above 190
0
C every 13
0
C increase
in the boiling range of the naphtha can reduce the period before regeneration by
35%.
Sulfur impurities in naphtha poison platinum hydrogenation activity and ni-
trogen impurities neutralize acid sites. Both poisons have to be carefully re-
moved before the naphtha can be used. Despite this need to remove sulfur com-
pounds from reformer feeds, it is also necessary to selectively poison the active
platinum in new or regenerated catalysts by adding about 0.25% of sulfur to the
catalyst in a sulfiding procedure using 100–200 ppm H
2
S in the feed. This limits
the extent to which the exothermic hydrogenolysis reactions that deposit coke
and lead to sintered catalyst can occur. Without this sulfur conditioning, the
yield of product can be reduced by 1% and the run length reduced by up to 15–
20%. Unlike chloride, sulfur should not be added continuously during operation
and the normal sulfur specification of naphtha must be applied.
Since the first catalytic reformers were used in the 1950s the hydrogen/ hy-
drocarbon mole ratio and the reformer operating pressure have both been gradu-
ally decreased. These developments resulted from improvements in the alumina
support, the use of bimetallic catalysts, and finally the introduction of the low-
pressure, continuous catalyst regeneration processes. The trends in operation are
shown in Table 6.18.

246 Chapter 6
TABLE 6.18. Trends in Reformer Severity.
These changes have resulted in improved operation, not only by reducing
gas compression costs, but also by increasing gasoline yields and hydrogen pro-
duction from the dehydrogenation reactions, in combination with a lower degree
of the hydrocracking reaction. Unfortunately, some hydrogen is lost because it
also reacts (beneficially) with coke precursors, so removing them and decreasing
the rate of coke deposition. The use of low hydrogen pressure slows down this
reaction, and ultimately leads to more coke deposition and the need for more
frequent regeneration. It is necessary, therefore, to balance the advantage of
higher yields against increased catalyst deactivation in processes that allow con-
tinuous catalyst regeneration. Modern catalytic reformers operate at liquid hour-
ly space velocity in the range 1.0–2.0 h
-1
. The lower limit is a compromise be-
tween an increase in undesirable hydrocracking and a decrease in beneficial de-
hydrocyclization reactions. These conditions have no effect on either dehydro-
genation or isomerization reactions, which still reach equilibrium. The inlet
temperature to the catalyst bed must be increased as the catalyst is either deac-
tivated or if a higher octane product is required. Operating temperatures also
depends on the feed composition, hydrogen ratio, and the need to control the
temperature decrease in all beds. Typical temperatures are shown in Tables 6.16
and 6.17.
An essential requirement of reformer operation is the addition of chlorine
compounds to the feed to maintain the necessary chlorine content and hence the
acidity of the alumina support. This requires a careful monitoring of the mass
balance of chloride entering and leaving the catalyst beds, to maintain the chlo-
ride content of the catalyst at about 1.0 wt%. A strict control of water in the feed
is also required to minimize chloride loss.
6.6.1.2. Coke Formation
Hydrogenolysis reactions cause the formation of coke precursors on the active
platinum surface, which can then diffuse to adjacent acid sites on the alumina
support. A series of polymerization and dehydrogenation reactions form coke,
which eventually covers the catalyst surface and reduces activity. Early experi-
ence showed that traces of sulfur in the catalyst during start-up reduced coking
by inhibiting the excessive hydrogenolysis reaction and the interval before re-
generation became necessary could be increased. Acid catalyzed cracking reac-
Year H
2
/hydrocarbon Space velocity (h
−1
) Pressure (atm)
1950s
1960–1970
1970–1990
8–10
5–8
2–5
2–3
2–3
1–2
25–35
15–25
3–15
Refinery Catalysts 247
tions were not affected, however, and some coke was still formed. No sulfur
addition is required during normal operation because it shortens the cycle time.
The interval between regenerations can be extended by increasing hydrogen
recycle and raising operating pressure from 15 to 35 atm. This improves the rate
at which coke precursors are hydrogenated on the platinum surface, but these
changes decrease yields and octane ratings (see Section 6.6.1.1).
6.6.2. Reforming Catalysts
Platinum was not only the most active and selective Group-VIII metal for the
naphtha reforming process, but was also more readily available and relatively
less expensive than iridium or rhodium.
Both γ- and η-aluminas were suitable as the acidic support. Although η-
alumina is more acidic and has a higher isomerization activity, it is more expen-
sive to produce and not much better than a stable γ-alumina to which chloride
has been added during its preparation. The composition of typical reforming
catalysts is shown in Table 6.19. Fluorided-alumina and silica/alumina supports
were both used in some early reformers but were not really successful because
of excess acidity, which promoted cracking reactions.
The success of platforming soon led to the rapid introduction of competitive
processes as demand for higher-octane gasoline for high-compression automo-
bile engines increased. Seven process licensors are still offering reforming pro-
cesses differing only in the physical appearance of the unit and the catalysts
used.
42
More than 50 different catalyst types are currently being supplied by at
least ten catalyst producers. As usual with licensed processes, full details of
catalyst compositions and operation are not described in detail.
Table 6.19. Typical Reforming Catalysts.
Catalyst Properties
Platinum Early type, Pt 0.65% Later type, Pt 0.35%
Platinum/rhenium Balanced , Pt 0.3% / Re 0.3% Skewed , Pt 0.3%/Re 0.6%
Platinum/tin CCR units, Pt 0.3% / Sn 0.6% No change
Platinum/iridium Exxon units, Pt 0.3% / Ir 0.3% No change
Support
γ
-Al
2
O
3
Surface area (m
2
g
−1
) 200
Pore volume (ml g
−1
) 0.7
Pore diameter (nm) 6–7
Reactor bulk density (kg liter
−1
) 0.5–0.6 (normal)
0.7–0.8 (dense packed)
Chloride (wt%) 0.9–1.2