Лекции - Автоматизация сварочных процессов
Подождите немного. Документ загружается.

71
В практике наибольшее применение получили разомкнутые системы
программного управления скоростью перемещения подвижной плиты машины.
Программа перемещения задается степенной зависимостью
L
п
= at
n
,
где L
п
—перемещение подвижной плиты при оплавлении, мм; t—длительность
оплавления, с. Коэффициенты а и n определяются теплофизическими свойствами
металла и выбираются в зависимости от конечной скорости перемещения V
п
и
припуска деталей ∆
опл
.
Программа перемещения чаще всего задается с помощью кулачка и
определяется его профилем и скоростью вращения.
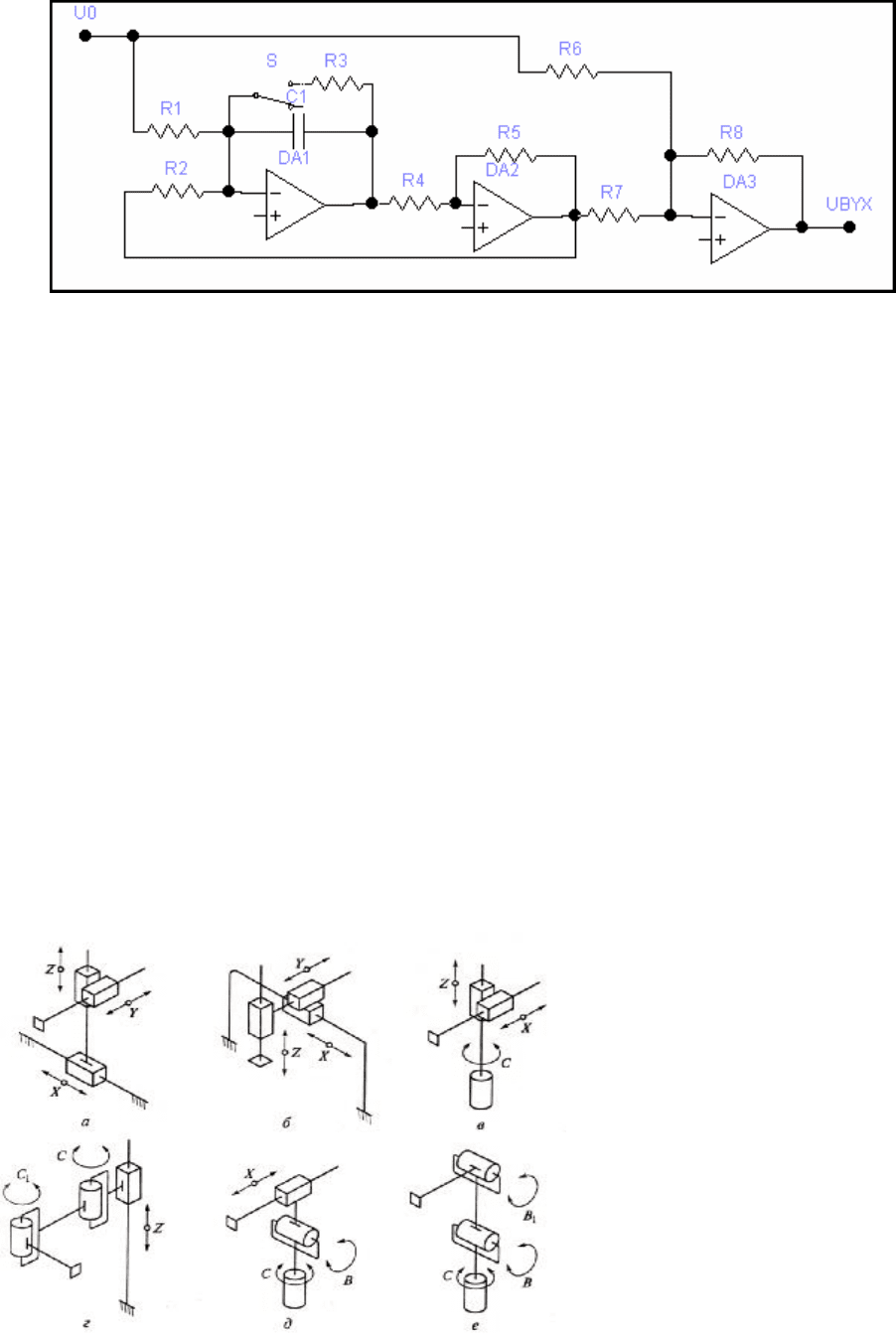
Для более точного задания закона перемещения используются различные
способы электрического способа программирования скорости оплавления. На рис. 3.7
показана схема, построенная на операционных усилителях DA1—DA3,
обеспечивающая программирование необходимого изменения напряжения U
вых
на
выходе усилителя DA3, которое в дальнейшем может быть подано на схему
управления приводом перемещения подвижной плиты машины.
В исходном состоянии ключ S замкнут, конденсатор С1 разряжен через малое
сопротивление R3, и на выходе усилителя DA2 напряжение отсутствует. При этом на
схему управления приводом подается напряжение U
вых
= U (R8/R6). Подвижная плита
машины перемещается с постоянной скоростью. При размыкании ключа S начинается
заряд конденсатора С1 через резистор R1 от источника опорного напряжения U
0.
. На
начальном (рабочем) участке напряжение на конденсаторе С1 изменяется по
линейному закону. Поскольку усилитель DA1 охвачен положительной обратной
связью через инвертор DA2, напряжение на выходе DA2 и соответственно DA3 будет
изменяться по нелинейному закону, близкому к экспоненте. Изменение программы
напряжения U
вых
усилителя DA3 производится заданием начальных условий,
постоянных времени и коэффициентов усиления операционных усилителей.
72
4 Промышленные роботы для автоматизации процессов сварки
Использование роботов позволяет решить три важнейшие проблемы
современной технологии:
1) автоматизировать изготовление изделий при частой смене производства;
2) автоматизировать операции, не поддающиеся рациональной автоматизации
другими методами (сварку швов сложной формы; сварку изделий с большим
количеством коротких швов, различным образом расположенных в пространстве);
3) применять для автоматизации изготовления различных сварных конструкций
однотипные технические средства.
РТК для сварки представляет собой манипуляционную систему, оснащенную
средствами осуществления сварочного процесса, с программным управлением
координатами инструмента относительно изделия и параметрами сварки.
Рис. 4.1. Структурные схемы основных типов манипуляторов сварочного инструмента с прямоугольной (а,б),
цилиндрической (в), двухполярной цилиндрической (г), сферической (д) и двухполярной сферической (антропоморфной)
(е) системами координат переносных движений.
73
Роботы для сварки строят в различных системах координат переносных
движений (рис.4.1): прямоугольной, цилиндрической, двухполярной цилиндрической,
сферической и двухполярной сферической (называемой также антропоморфной). На
рис. 4.1 для обозначения поступательных перемещений, осуществляемых вдоль
координатных осей, использованы символы X, Y, Z; для вращательных перемещений
вокруг осей, параллельных X, Y, Z—символы А, В, С соответственно.
Наибольшее распространение для дуговой сварки получили роботы с
антропоморфной и прямоугольной системами координат переносных движений. Для
контактной точечной сварки чаще других применяются роботы со сферической и
антропоморфной системами координат.
Манипуляторы сварочного инструмента с прямоугольной системой координат
при модульной конструкции реализуются в наибольшем количестве вариантов.
Направления переносных движений манипуляторов параллельны линиям швов или
плоскостям, в которых расположены швы сварных конструкций, что, упрощает
процедуру обучения, систему управления и средства адаптации. Они позволяют
обслуживать большие рабочие зоны, что особенно важно при сварке одним роботом
изделий больших габаритов. Недостатки: значительная металлоемкость и большое
занимаемое пространство; необходимость в механизмах, преобразующих
вращательное движение в поступательное, и устройствах для защиты прямолинейных
направляющих.
Манипуляторы с антропоморфной системой координат имеют небольшую
металлоемкость, малые собственные габаритные размеры, простые и компактные
механизмы привода. В этих манипуляторах не нужны механизмы и направляющие
прямолинейного перемещения, а следовательно, и защита от внешних воздействий.
Недостатки: невозможность обслуживания больших рабочих пространств; неизбежное
повышение требований к точности передач при увеличении размеров рабочего
пространства. Современные системы управления манипуляторами с антропоморфной
структурой позволяют оператору при обучении осуществлять прямолинейные
перемещения рабочего органа вдоль координатных осей в привычной для человека
декартовой системе за счет автоматического согласования работы приводов всех
74
звеньев антропоморфного манипулятора. Поэтому преимущества манипуляторов с
антропоморфной системой координат приобретают решающее значение.
Для обеспечения сварки в наиболее удобном (нижнем) положении и доступа ко
всем швам свариваемого изделия сварочные роботы обычно оснащаются
манипуляторами изделия (позиционерами), которые выполняются в виде одно- или
двухкоординатных кантователей, периодически или непрерывно ориентирующих
закрепленное на них свариваемое изделие. Манипуляторы изделия являются как бы
дополнительными степенями подвижности робота, работают с ними по единой
программе, управление ими осуществляется от системы управления робота.
Важнейшим элементом манипуляторов сварочного инструмента и изделия
являются приводы перемещения звеньев манипуляционной системы, так как они
определяют точность отработки программы движений. В современных РТК скорость
перемещения рабочих органов может изменяться от 0,5—1,5 м/сек при маршевых
перемещениях сварочного инструмента до долей миллиметра в секунду при дуговой
сварке. Поэтому приводы имеют диапазон регулирования до 10
4
, и их параметры
обеспечивают статическую и динамическую точность.
Наиболее распространенные типы приводов – тиристорные, или транзисторные
электроприводы с высокомоментным двигателем постоянного тока. Применяют также
дискретный (шаговый) привод. В роботах с большой грузоподъемностью используют
также гидравлический привод.
Для организации работы робота необходимы контурные системы управления.
Эти системы обеспечивают перемещение горелки по заданной траектории при
заданной ее ориентации и с постоянной скоростью, выдачу технологических команд
для управления сварочным оборудованием. Параметры задаются при обучении,
причем для каждого типа шва или его отрезка можно записать свои значения скорости
сварки, тока и напряжения дуги и др.
Система управления роботов строится на основе микро-ЭВМ или
микропроцессоров. Реализуя программное обеспечение, ЭВМ рассчитывает
траекторию движения горелки путем интерполяции, вырабатывает сигналы на
выполнение тех или иных команд и управляет движением робота с учетом параметров
конкретного манипулятора. Кроме того, программное обеспечение выполняет ряд
75
сервисных функций, включая диалог оператора с роботом, аварийно-диагностические
функции по отслеживанию состояния оборудования, входящего в состав комплекса.
Это, прежде всего выработка сигналов типа: «приварка электродной проволоки»,
«обрыв проволоки», «касание горелкой изделия», «зажигание дуги», «обрыв дуги»,
«отсутствие защитного газа» и т.п.
Каждый раз перед сваркой изделий нового типа оператор должен
запрограммировать работу робота, т.е. обучить робот по конкретному изделию.
Применяются следующие виды программирования:
1) обучение посредством прямого силового воздействия на руку робота;
2) обучение при воздействии оператора на механизмы через следящие системы с
помощью датчиков, встроенных в рукоятку обучения, которая установлена на руке
робота;
3) обучение при дистанционном управлении манипуляционной системой;
4) внешнее программирование, основанное на аналитических или
графоаналитических расчетах и исключающее оператора-сварщика при
программировании.
После обучения программу можно вывести на внешний программоноситель,
создавая библиотеку программ сварки различных изделий на данном РТК. Каждая
такая программа содержит координаты опорных точек траектории сварных швов
изделия, геометрические признаки.
Опорными называются точки, лежащие на траектории сварочного шва, в
которых характер траектории меняется (прямая линия претерпевает излом или
переходит в дугу, дуга переходит в прямую линию или в дугу другого радиуса и т.п.).
В качестве геометрических признаков траектории в большинстве систем используют
классические признаки задания прямой или дуги окружности. Для программирования
отрезка прямой достаточно записать две опорные точки, дуги окружности — три,
полной окружности — четыре опорные точки. Тогда опорные точки планируемой
траектории будут являться точками сопряжения отрезков прямых и дуг окружностей.
Система управления автоматически рассчитывает и расставляет промежуточные
точки с шагом, который зависит от заданных погрешностей и скорости перемещений,
т.е. решает интерполяционную задачу (линейную или круговую).
76
У современных ПР дуговой сварки оператор осуществляет программирование
на специальном технологически ориентированном языке, который содержит символы
специальных микроопераций, позволяющих перемещать горелку от пульта обучения с
заданной ориентацией относительно траектории ее перемещения, менять ориентацию
и наклон горелки, перемещать горелку вдоль ее собственной оси, перемещать строго
вдоль декартовых координат даже при антропоморфной структуре манипулятора,
задавать частоту и амплитуду колебаний горелки при сварке, время технологических
задержек и т.д. Использование этих микроопераций позволяет оператору значительно
упростить процесс обучения робота.
Следующей ступенью автоматизации обучения сварочных роботов является
интерактивное обучение, при котором опорные точки задаются в координатах изделия
с «чертежа», т.е. ПР обучается без активизации движений. Как при первом, так и при
втором способе обучения предполагается высокая точность изготовления и сборки
свариваемых деталей.
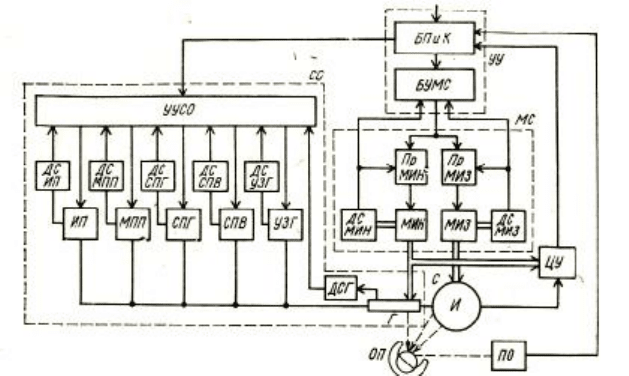
На рис. 4.2 показана функциональная схема робота.
4.1 Сборка деталей под роботизированную сварку.
Сборка изделия под роботизированную сварку выполняется в специальных
сборочно-сварочных приспособлениях (кондукторах), обеспечивающих точное и
жесткое фиксирование соединяемых деталей. Эти приспособления должны точно
фиксироваться на кантователе робота, обеспечивая свободный доступ сварочной
горелки ко всем швам изделия.
77
Рис. 4.2. Функциональная схема РТК для дуговой сварки. БПиК — блок планирования и координации; БУМС—
блок управления манипуляционной системой; УУСО—устройство управления сварочным оборудованием; МИН—
манипулятор сварочного инструмента; МИЗ—манипулятор изделия; ПРМИН и ПРМИЗ—приводы соответственно
манипулятора инструмента и изделия; ДСМИН и ДСМИЗ—датчики состояния (положения звеньев) соответственно
манипулятора инструмента и изделия; ИП—источник питания; МПП—механизм подачи электродной проволоки; СПГ—
система подачи защитного газа; СПВ—система подачи охлаждающей воды; Г—горелка; ДС ИП, ДС МПП, ДС СПГ, ДС
СПВ—датчики состояния соответственно источника питания, механизма подачи проволоки, системы подачи защитного
газа, системы подачи воды; ДС Г—датчики состояния горелки, в том числе датчик столкновения горелки с другими
элементами РТК; ПО—пульт обучения; С — точка сварки (конец электрода).
На конвейерных линиях применяются приспособления-спутники, в которых
свариваемое изделие остается в течение всего цикла сборки и сварки. Постоянное
крепление в приспособлении-спутнике обеспечивает неизменность положения
сварочных деталей, повторяемость установки изделий в рабочей зоне робота,
исключает деформации при сварке, что является необходимым условием применения
сварочных роботов.
Существует несколько способов подачи деталей для сварки на роботе:
Детали собираются в спецоснастке, где осуществляется их прихватка, после чего
изделие освобождается от оснастки и поступает на робот, устанавливается по базовым
поверхностям и закрепляется на кантователе робота;
Детали собираются в спецоснастке непосредственно на кантователе робота,
производится их прихватка, а после освобождения от оснастки—сварка;
Детали собираются в зажимном приспособлении на кантователе, после чего
выполняется сварка;
Детали собираются и зажимаются в приспособлении—спутнике на специальной
позиции сборки, спутник поступает на позицию сварки робота, фиксируется на его
кантователе, выполняется сварка, после чего спутник поступает на позицию разборки;
Детали собираются в приспособлении—спутнике на позиции сборки и
поступают в автоматизированную транспортно—складскую систему (АТСС), где
находятся приспособления—спутники с различными изделиями. По команде от ЭВМ
спутник с нужным изделием помощью робототранспортных тележек или иных
транспортных средств поступает на сварку роботом. После сварки спутник с изделием
транспортируется на позицию разборки или в АТСС.
78
Так как свариваемое изделие, как правило, собираются и прихватываются в
приспособлениях, то детали, входящие в них, должны иметь постоянные базы
(отверстия, пазы, кромки и т.п.), обработанные механически.
В производстве крупногабаритных корпусных изделий допуски на размеры
свариваемых деталей часто бывают значительно больше, чем допустимая погрешность
отклонения горелки от траектории шва. Например, допуски на элементы ковша
тяжелого погрузчика могут достигать 10-15мм, в то время как погрешность при сварке
требуется не более 1,0—1,2 мм. Это означает, что для сварки каждого очередного
экземпляра одного и того же изделия робот заново должен переучиваться оператором.
Данное обстоятельство резко снижает эффективность применения роботов и ставит
задачу о необходимости автоматической коррекции движений робота при переходе от
одного экземпляра изделия к другому, т.е. адаптации ПР к изделию.
4.2 Системы адаптации сварочных роботов
Выделяют два различных способа адаптации: установочный и текущий.
Установочный способ основан на оценке до сварки всех возможных факторов,
приводящих к возникновению погрешностей сварочного процесса, для того чтобы
ограничить их путем предварительной настройки параметров: программы
позиционирования роботом электрода в начальную точку сварки; уставок режима
сварки.
Текущий способ адаптации предусматривает оперативную коррекцию
параметров режима сварки и программной траектории в процессе сварки изделия.
Этот способ подразделяется на технологическую и геометрическую адаптацию.
Особенность технологической адаптации состоит в том, что отклонения
геометрических параметров соединения , а также погрешностей формы свариваемых
изделий компенсируют изменяя технологические параметры (скорость подачи
электродной проволоки, напряжение дуги, амплитуду и частоту колебаний сварочной
горелки, скорость сварки).
При геометрической адаптации подстройка к фактическому положению линии
сварки проводится путем непрерывного наблюдения (в реальном времени) за
траекторией сварного шва. На основе этих наблюдений устройство управления
79
корректирует форму кривой, запрограммированной в процессе обучения сварочного
робота.
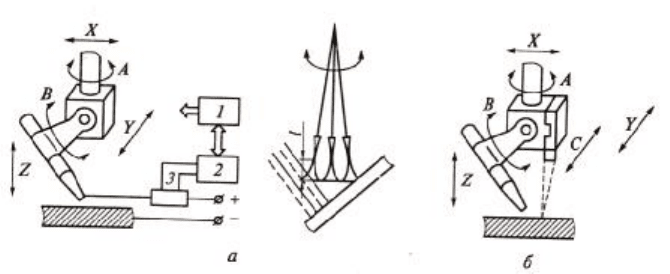
Два вида адаптации показаны на условной модели робота с пятью степенями
подвижности, каждую из которых обеспечивает следящий привод (рис. 4.3).
Рис. 4.3. Функциональная схема системы управления и схема движений сварочной горелки при технологической
(а) и геометрической (б) адаптации робота: 1 – корректор режима сварки; 2 – контроллер; 3 – шунт; X, Y, Z – главные
движения; A, B – локальные движения; C – дополнительная подвижность; l – длина дуги.
В системе управления с технологической адаптацией (рис. 4.3,а) используется
обратная связь по величине сварочного тока. В процессе непрерывного слежения за
сварочным током формируется информация о геометрии соединения, поступающая от
шунта 3 в технологический контроллер 2, который вырабатывает необходимые
поправки, посылая информацию в корректор режима сварки. Сварочная горелка
совершает поисковые движения в направлении, перпендикулярном линии шва. При
постоянной скорости подачи электродной проволоки отклонение длины дуги l
приводит к изменению силы сварочного тока, что позволяет определить отклонения
геометрии профиля шва.
В случае геометрической адаптации манипуляционная система робота
дополняется шестой степенью подвижности С, обеспечивающей движение вдоль оси
Y (рис. 4.3,б) и осуществляющей сканирование траектории в плоскости,
перпендикулярной сварочному шву. На рабочем органе установлена бесконтактная
сенсорная система, включающая в себя лазерный излучатель и оптический приемник.
Сигнал излучателя, отражаясь от поверхности свариваемого элемента, регистрируется
приемником. Информация на выходе приемника используется для коррекции
программной траектории робота.
80
Реализованные в настоящее время системы адаптации сварочных роботов
отличаются друг от друга прежде всего своими воспринимающими устройствами –
датчиками или сенсорами. Работы в области датчиков для адаптации сварочных
роботов ведутся в четырех основных направлениях: создание электромеханических
датчиков и устройств прямого копирования; создание индукционных датчиков;
создание сенсорных систем с использованием сварочной дуги в качестве датчика;
создание видеосенсорных систем (в том числе систем технического зрения).
Примером системы технического зрения (СТЗ) является система АРТИСТ
(ARTIST – Adaptive Real-Time Intelligent Seam Tracker) – адаптивная интеллектуальная
система отслеживания сварного шва в реальном времени (разработка университета
штата Пенсильвания, США). Система предназначена для роботизации сварки без
необходимости предварительного программирования сварочного робота путем
проведения его по требуемой траектории. Это достигается благодаря тому, что
система АРТИСТ (рис. 4.4) способна управлять движением сварочной головки в
реальном времени на основании видеоинформации об искажении лазерного луча на
стыке свариваемых деталей.
Видеосенсор с лазерным излучателем фирмы Chesapeake Laser Systems измеряет
профиль стыка методом триангуляции. Максимальное число точек измерения 1000;
скорость измерения несколько миллисекунд на точку; погрешность не более ±0,125 мм
на линии шириной 32 мм. Видеосенсор снабжен защитным щитком от брызг
расплавленного металла, светофильтром для задымленной среды и
специализированным предпроцессором, преобразующим исходную видеоинформацию
в последовательность значений отклонений оси объектива от средней линии стыка.
Эти сигналы поступают в микроЭВМ типа IBM PC, где вместе с текущими
координатами видеосенсора используются для расчета пространственного положения
стыка в системе координат рабочего органа робота.