Kutz M. Handbook of materials selection
Подождите немного. Документ загружается.


218 SELECTION OF TITANIUM ALLOYS FOR DESIGN
Ti–6Al–4V is an effective lightweight structural material and has strength-
toughness combinations between those of steel and aluminum alloys. High-
strength
␣
–

alloys include Ti–6Al–6V–2Sn and Ti–6Al–2Sn–4Zr–6Mo.
Alpha is the dominant phase in all of these alloys but is dominant to a lesser
extent in the high-strength alloys than in Ti–6Al–4V. These high-strength alloys
are stronger and more readily heat treated than Ti–6Al–4V.
When
␣
–

titanium alloys are heat treated high in the
␣
–

range, and then
cooled, the resulting structure, because of the presence of globular (equiaxed)
primary
␣
in the transformed

(platelike) matrix is called equiaxed. When a
100% transformed

structure is achieved by cooling from above the

transus,
the structure may be called acicular, or needlelike. Generally speaking,
␣
–

alloys would be annealed just below the

transus to produce a maximum of
transformed acicular

with approximately 10% of equiaxed
␣
present. Some
titanium alloys—for example, Ti–6A1–2Sn–4Zr–2Mo—are given

heat treat-
ments to enhance high–temperature creep resistance. (Castings and powder prod-
ucts may be given a

anneal, too, in order to break up the structure, although
not necessarily for optimizing creep strength.)
In actual components, the structure of titanium
␣
–

type of alloys is con-
trolled not only by how much working is done and by how close to, or above,
the

transus the alloy is processed, but also by the section size of the compo-
nent. Ideally, alloys should have good hardenability, i.e., ability to reach desired
cooling rates and attendant microstructures in fairly thick sections. Many
␣
–

alloys do not have great hardenability. Ti–6Al–4V alloy only has sufficient har-
denability to be effectively heat treated to full property levels in sections less
than 25 mm (1 in.) thick.
One of the least understood concepts in the behavior of
␣
–

titanium alloys
is that of aging. With few exceptions titanium alloys do not age in the classical
sense—that is, where a secondary, strong intermetallic compound appears and
strengthens the matrix by its dispersion. A dispersion is produced, on aging of
␣
–

alloys, but it is thought to be

dispersed in the
␣
or martensitic alpha
prime. Beta is not materially different from
␣
phase with respect to strength;
however, the effectiveness of strengthening in titanium alloys appears to center
in the number and fineness of
␣
–

phase boundaries. Annealing and rapid cool-
ing, which maximize
␣
–

boundaries for a fixed primary
␣
content, along with
aging, which may promote additional boundary structure, can significantly in-
crease alloy strength.
Beta Alloys
An alloy is a

-alloy if it contains sufficient

stabilizer alloying element to
retain the

-phase without transformation to martensite on quenching to room
temperature. A number of titanium alloys (see Table 2) contain more than this
minimum amount of

stabilizer alloy addition. The more highly

stabilized
alloys are alloys such as Ti–3Al–8V–6Cr–4Mo–4Zr (beta C) and Ti–15V–3Cr–
3Al–3Sn. Solute-lean

alloys are sometimes classified as

-rich
␣
–

alloys,
and this class includes Ti–10V–2Fe–3Al and proprietary alloys such as Ti–17
(Ti–5Al–2Sn–2Zr–4Mo–4Cr) and beta CEZ (Ti–5Al–2Sn–4Zr–4Mo–2Cr).
In a strict sense there is no truly stable

-alloy because even the most highly
alloyed

will, on holding at elevated temperatures, begin to precipitate
,
␣
,

5 EFFECTS OF ALLOY ELEMENTS 219
Ti
3
Al, or silicides, depending on temperature, time, and alloy composition. All

-alloys contain a small amount of aluminum, an
␣
stabilizer, to strengthen
␣
that may be present after heat treatment. The composition of the precipitating
␣
is not constant and will depend on the temperature of heat treatment. The higher
the temperature in the
␣
–

phase field, the higher will be the aluminum content
of
␣
.
The processing window is tighter than that normally used for the other alloy
types (
␣
and
␣
–

alloys). For the less highly

stabilized alloys, such as Ti–
10V–2Fe–3Al, for example, the thermomechanical process is critical to the
property combinations achieved as this has a strong influence on the final mi-
crostructure and the resultant tensile strength and fracture toughness that may
be achieved. Exacting control of thermomechanical processing is somewhat less
important in the more highly

stabilized alloys, such as Ti–3Al–8V–6Cr–4Mo–
4Zr and Ti–15V–3Cr–3Al–3Sn. In these alloys, the final microstructure, pre-
cipitated
␣
in the

phase, is so fine that microstructural manipulation through
thermomechanical processing is not as effective.
Properties
Wrought Alloys. Typical room temperature property values for titanium al-
loy mill products are listed in Table 6. Fractions of room temperature strength
retained at elevated temperatures by the same titanium alloys are shown in Table
7. Data for unalloyed titanium are included in Table 7 to illustrate that the alloys
not only have higher room temperature strengths than unalloyed titanium but
also retain much larger fractions of that strength at elevated temperatures. Typ-
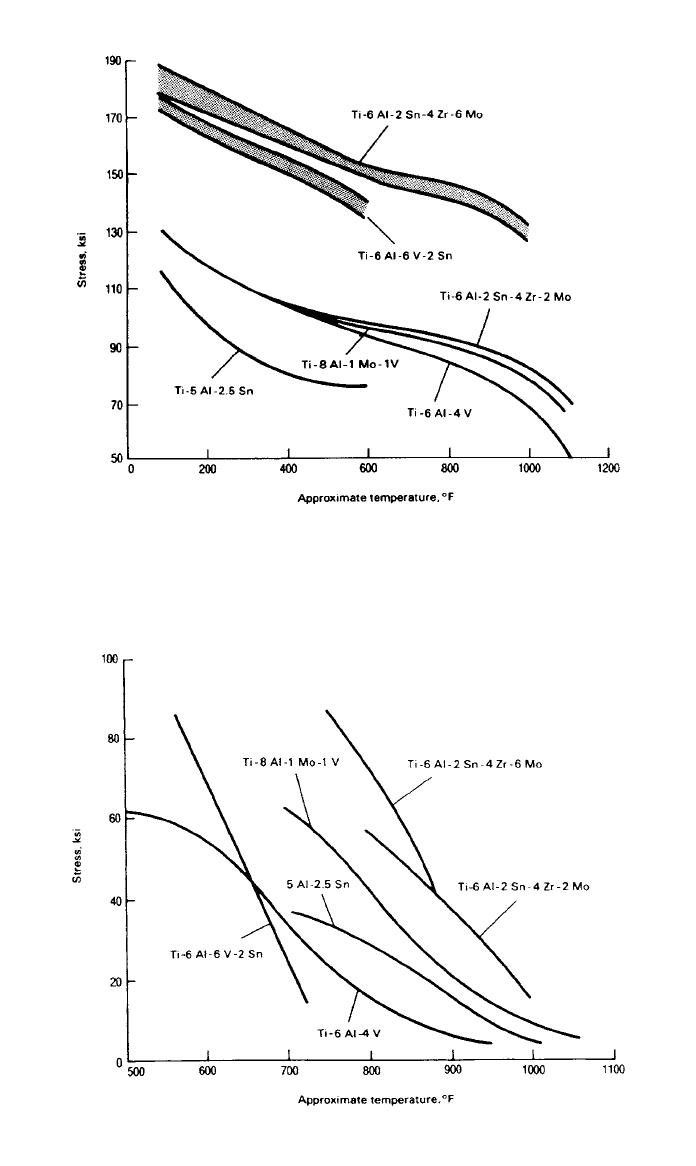
ical tensile strengths and 0.1% creep strengths as functions of temperature of
some selected alloys are shown in Figs. 6 and 7, respectively.
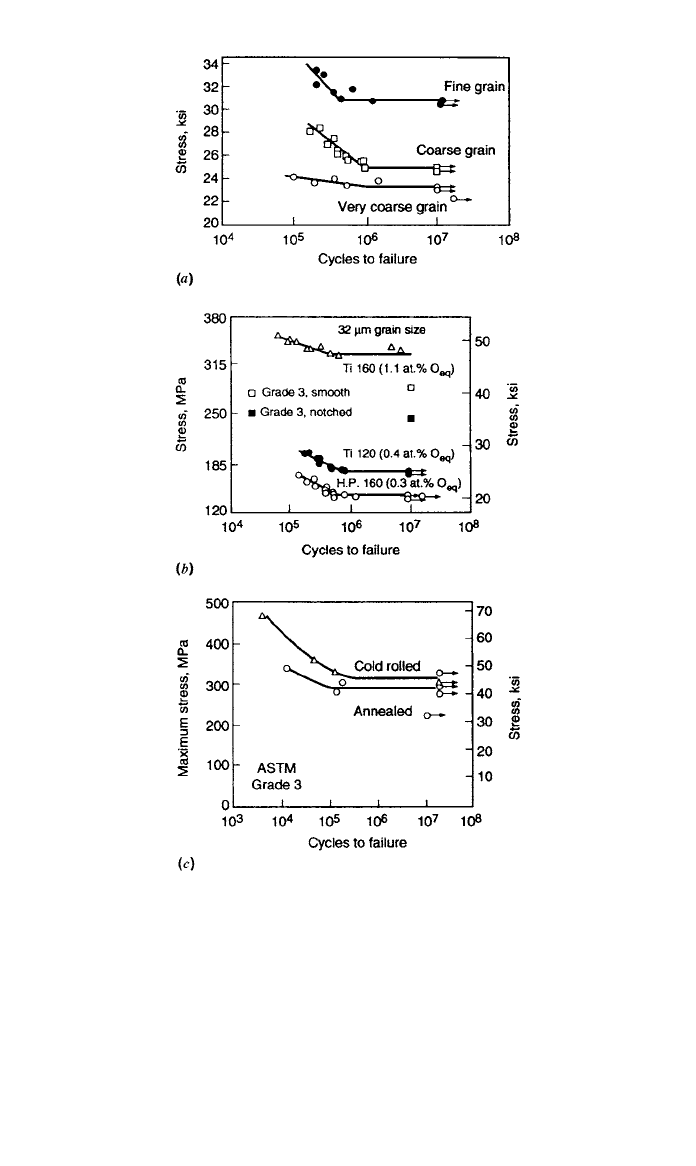
Fatigue life in unalloyed titanium depends on grain size, interstitial (oxygen,
etc.) level, and degree of cold work, as illustrated in Fig. 8. A decrease in grain
size in unalloyed titanium from 110
mdownto6
m improves the 10
7
cycle
fatigue endurance limit by 30%. HCF endurance limits of unalloyed titanium
depend on interstitial contents just as do the YS and UTS. The ratio of HCF
endurance limit and YS at ambient temperature appears to remain relatively
constant as YS changes with interstitial content but does show a temperature
dependence.
There are significant differences among titanium alloys in fracture toughness,
but there is also appreciable overlap in their properties. Table 8 gives examples
of typical plane–strain fracture toughness ranges for
␣
–

titanium alloys. From
these data it is apparent that the basic alloy chemistry affects the relationship
between strength and toughness. From Table 8 it is also evident, as noted earlier,
that transformed microstructures may greatly enhance toughness while only
slightly reducing strength. It is well known that toughness depends on thermo-
mechanical processing (TMP) to provide the desired structure. However, the
enhancement of fracture toughness at one stage of an operation—for example,
a forging billet—does not necessarily carry over to a forged part. Because welds
in alloy Ti–6Al–4V contain transformed products, one would expect such welds
to be relatively high in toughness. This is, in fact, the case. In addition to weld-
ing, many other factors such as environment, cooling rates in large sections (i.e.,
220
Table 6 Tensile Strengths of Several Commercial Titanium-Base Alloys: Typical Room Temperature Values
Alloy
Name Nominal Composition Condition
Tensile Strength
ksi 10
8
N/m
2
Yield Strength
ksi 10
8
N/m
2
Elongation
(%)
5-2.5 Ti–5Al–2.5Sn Annealed (0.25–4 h / 1300–1600⬚F) 120–130 8.3–9.0 115–120 7.9–8.3 13–18
3-2.5 Ti–3Al–2.5V Annealed (1–3 h /1200–1400
⬚F) 95 6.5 90 6.2 22
6-2-1-1 Ti–6Al–2Nb–1Ta–1Mo Annealed (0.25–2 h / 1300–1700
⬚F) 125 8.6 110 7.6 14
8-1-1 Ti–8Al–1Mo–1V Annealed (8 h / 1450
⬚F) 145 10.0 135 9.3 12
Corona 5 Ti–4.5Al–5Mo–1.5Cr
␣
–

annealed after

processing 140–160 9.7–11.0 135–150 9.3–10.3 12–15
Ti-17 Ti–5Al–2Sn–2Zr–4Mo–4Cr
␣
–

or

processed plus aged 165 11.4 155 10.7 8
6-4 Ti–6Al–4V Annealed (2 h / 1300–1600
⬚F) 140 9.6 130 9.0 17
Aged 170 11.7 160 11.0 12
6-6-2 Ti–6Al–6V–2Sn Annealed (3 h / 1300–1500
⬚F) 155 10.7 145 10.0 14
Aged 185 12.8 175 12.1 10
6-2-4-2 Ti–6Al–2Sn–4Zr–2Mo Annealed (4 h / 1300–1550
⬚F) 145 10.0 135 9.3 15
6-2-4-6 Ti–6Al–2Sn–4Zr–6Mo Annealed (2 h / 1500–1600
⬚F) 150 10.3 140 9.7 11
Aged 175 12.1 165 11.4 8
6-22-22 Ti–6Al–2Sn–2Zr–2Mo–2Cr–0.25Si
␣
–

processed plus aged 162 11.2 147 10.1 14
10-2-3 Ti–10V–2Fe–3Al Annealed (1 h / 1400
⬚F) 140 9.7 130 9.0 9
Aged 180–195 12.4–13.4 165–180 11.4–12.4 7
15-3-3-3 Ti–15V–3Cr–3Sn–3Al Annealed (0.25 h / 1450
⬚F) 115 7.9 112 7.7 20–25
Aged 165 11.4 155 10.7 8
13-11-3 Ti–13V–11Cr–3Al Annealed (0.5 h /1400–1500
⬚F) 135–140 9.3–9.7 125 8.6 18
Aged 175 12.1 165 11.4 7
38-6-44 Ti–3Al–8V–6Cr–4Mo–4Zr Annealed (0.5 h / 1500–1700
⬚F) 120–130 8.3–9.0 113–120 7.8–8.3 10–15
Aged 180 12.4 170 11.7 7

-III Ti–4.5Sn–6Zr–11.5Mo Annealed (0.5 h / 1300–1600⬚F) 100–110 6.9–7.6 95 6.5 23
Aged 180 12.4 170 11.7 7
Source: From Materials Property Handbook—Titanium, ASM International, Materials Park, OH 44073-0002, 1994, p. 106.
221
Table 7 Fraction of Room Temperature Strength Retained at Elevated Temperature for Several Titanium Alloys
a
Temperature
⬚C ⬚F
Unalloyed Ti
TS YS
Ti–6Al–4V
TS YS
Ti–6Al–6V–2Sn
TS YS
Ti–6Al–2Sn–
4Zr–6Mo
TS YS
Ti–6Al–2Sn–
4Zr–2Mo
TS YS
Ti-1100
a
TS YS
IMI-834
TS YS
93 200 0.80 0.75 0.90 0.87 0.91 0.89 0.90 0.89 0.93 0.90 0.93 0.92 — —
204 400 0.57 0.45 0.78 0.70 0.81 0.74 0.80 0.80 0.83 0.76 0.81 0.85 0.85 0.78
316 600 0.45 0.31 0.71 0.62 0.76 0.69 0.74 0.75 0.77 0.70 0.76 0.79 — —
427 800 0.36 0.25 0.66 0.58 0.70 0.63 0.69 0.71 0.72 0.65 0.75 0.76 — —
482 900 0.33 0.22 0.60 0.53 — — 0.66 0.69 0.69 0.62 0.72 0.74 — —
538 1000 0.30 0.20 0.51 0.44 — — 0.61 0.66 0.66 0.60 0.69 0.69 — —
593 1100 ———— — — ————0.66 0.63 0.63 0.61
a
Short time tensile test with less than 1 h at temperature prior to test.
TS
⫽ tensile strength; YS ⫽ yield strength.
Source: From Fatigue Data Handbook: Light Structural Alloys, ASM International, Materials Park, OH 44073-0002, p. 189.
222 SELECTION OF TITANIUM ALLOYS FOR DESIGN
Fig. 6 Comparison of typical ultimate tensile strengths of selected titanium alloys
as a function of temperature. (From Titanium: A Technical Guide, 1st ed., ASM International,
Materials Park, OH 44073-0002, 1988, p. 173.)
Fig. 7 Comparison of typical 150-h, 0.1% creep strengths for selected titanium alloys.
(From Titanium: A Technical Guide, 1st ed., ASM International, Materials Park,
OH 44073-0002, 1988, p. 174.)
5 EFFECTS OF ALLOY ELEMENTS 223
Fig. 8 Stress versus cycles-to-failure curves for pure titanium as affected by (a) grain size
(b) oxygen content, and (c) cold work. (From Metals Handbook, Vol. 19, ASM International, Ma-
terials Park, OH 44073-0002, 1996, p. 837.)
hardenability, a factor that affects structural fineness), hydrogen content, etc. may
affect K
Ic
.
Titanium alloys may show less resistance to notches than other alloys. Notch
strength in fatigue is significantly lower than smooth strength. Scratches on the
surfaces of titanium alloy components can lead to reduced fatigue capability.
High levels of favorable compressive residual stresses usually exist in titanium
alloys as a result of machining. These levels are sometimes enhanced by surface
processing such as glass bead or shot peening.
224 SELECTION OF TITANIUM ALLOYS FOR DESIGN
Table 8 Typical Fracture Toughness Values of High-Strength Titanium Alloys
Alloy
Alpha
Morphology
Yield
Strength
MPa ksi
Fracture Toughness
K
Ic
MPa m
1/2
ksi in.
1/2
Ti–6Al–4V Equiaxed 910 130 44–66 40–60
Transformed 875 125 88–110 80–100
Ti–6Al–6V–2Sn Equiaxed 1085 155 33–55 30–50
Transformed 980 140 55–77 50–70
Ti–6Al–2Sn–4Zr–6Mo Equiaxed 1155 165 22–23 20–30
Transformed 1120 160 33–55 30–50
Source: From Titanium: A Technical Guide, 1st ed., ASM International, Materials Park, OH 44073-
0002, 1988, p. 168.
Table 9 Typical Room Temperature Tensile Properties of Several Cast-Titanium Alloys
(bars machined from castings)
a
Alloy
b,c
Yield
Strength
MPa ksi
Tensile
Strength
MPa ksi
Elongation
(%)
Reduction
of area
(%)
Commercially pure (grade 2) 448 65 552 80 18 32
Ti–6Al–4V, annealed 855 124 930 135 12 20
Ti–6Al–4V–ELI 758 110 827 120 13 22
Ti–1100, beta-STA
d
848 123 938 136 11 20
Ti–6Al–2Sn–4Zr–2Mo, annealed 910 132 1006 146 10 21
IMI-834, beta-STA
d
952 138 1069 155 5 8
Ti–6Al–2Sn–4Zr–6Mo, beta-STA
d
1269 184 1345 195 1 1
Ti–3Al–8V–6Cr–4Zr–4Mo, beta-STA
d
1241 180 1330 193 7 12
Ti–15V–3Al–3Cr–3Sn, beta-STA
d
1200 174 1275 185 6 12
a
Specification minimums are less than these typical properties.
b
Solution-treated and aged (STA) heat treatments can be varied to produce alternate properties.
c
ELI, extra low interstitial.
d
Beta-STA, soluton treatment within

-phase field followed by aging.
Source: Metals Handbook, Vol. 2, ASM International, Materials Park, OH 44073-0002, p. 637.
Cast Alloys. Cast-titanium alloys are generally
␣
–

alloys. They are equal,
or nearly equal, in strength to wrought alloys of the same compositions. Typical
room temperature tensile properties of several cast-titanium alloys are shown in
Table 9 while creep strength of cast Ti–6Al–4V is shown in Table 10. Virtually
all existing data have been generated from alloy Ti–6Al–4V; consequently, the
basis for most cast-alloy property data is Ti–6Al–4V. Because the microstructure
of cast-titanium alloy parts is comparable to that of wrought material, many
properties of cast plus HIP parts are at similar levels to those for wrought alloys.
These properties include tensile strength, creep strength, fracture toughness, and
fatigue crack propagation.
Generally, castings of titanium alloys are hot isostatically pressed (HIP) to
close casting porosity. HIP conditions may affect the resultant properties as HIP
is just another heat treatment as far as microstructure is concerned. It also should
be noted that test results are often on small separately cast test coupons and will
6 MANUFACTURING PROCESSES 225
Table 10 Ti–6Al–4V: Creep Strength of Cast Material
Test
Temperature
⬚C ⬚F
Stress
MPa ksi
Plastic
Strain
on Loading
(%)
Test
Duration
(h)
Time, h, to Reach
Creep of
0.1% 0.2% 1.0%
455 850 276 40.0 0 611.2 2.0 9.6 610.0
425 800 276 40.0 0 500.0 15.0 60.0 —
425 800 345 60.0 0 297.5 3.5 11.0 291.5
400 750 448 65.0 0.7 251.4 7.5 22.0 —
370 700 414 60.0 0.3 500 240.0 — —
315 600 517 75.0 2.04 330.9 0.02 0.04 0.1
260 500 534 77.5 2.1 307.9 0.01 0.02 0.1
205 400 552 80.0 0.56 138.0 0.1 0.13 1.5
205 400 531 77.0 0.8 18.2 0.02 0.04 0.16
175 350 517 75.0 0.01 1006.0 0.4 2.2 —
150 300 517 75.0 — 500 0.25 1.2 —
150 300 517 75.0 — 500 1.7 12.2 —
120 250 517 75.0 0.0 1006.1 9.8 160.0 —
Note: Specimens from hubs of centrifugal compressor impellers that were cast, HIPed (2 h at 900⬚C,
or 1650
⬚F), and 103.5 MPa, 15.0 ksi, and aged 1.5 h at 675⬚C (1250⬚F). Specimen blanks approxi-
mately 5.72 by 0.95 by 0.96 cm (2.25 by 0.37 by 0.37 in.) in section size, with the long axis oriented
tangential to the hub section, were machined to standard-type creep specimens 3.81 mm (0.150 in.)
in diameter. The specimens were lathe turned and then polished with 320-grit emery paper. The
creep-rupture tests were performed at 120–455
⬚C (250–850⬚F) using dead-load-type creep frames in
air over a stress ranged of 276–552 MPa (40–80 ksi). The microstructure consisted of transformed

grains with discontinuous grain-boundary
␣
and colonies of transformed

that contained packets
of parallel-oriented
␣
platelets separated by a thin layer of aged

.
Source: A. Chakrabarti and E. Nichols, Creep Behavior of Cast Ti–6Al–4V Alloy, Titanium ’80:
Science and Technology, Proceedings of the 4th International Conference on Titanium, Kyoto, Japan,
19–22 May 1980, Vol. 2, H. Kimura and O. Izumi, Ed., TMS / AIME, 1980, pp. 1081–1096.
not necessarily reflect the property level achievable with similar processing on
a full-scale cast part. Property levels of actual cast parts, especially larger com-
ponents, probably will be somewhat lower, the result of coarser grain structure
or slower quench rates achieved.
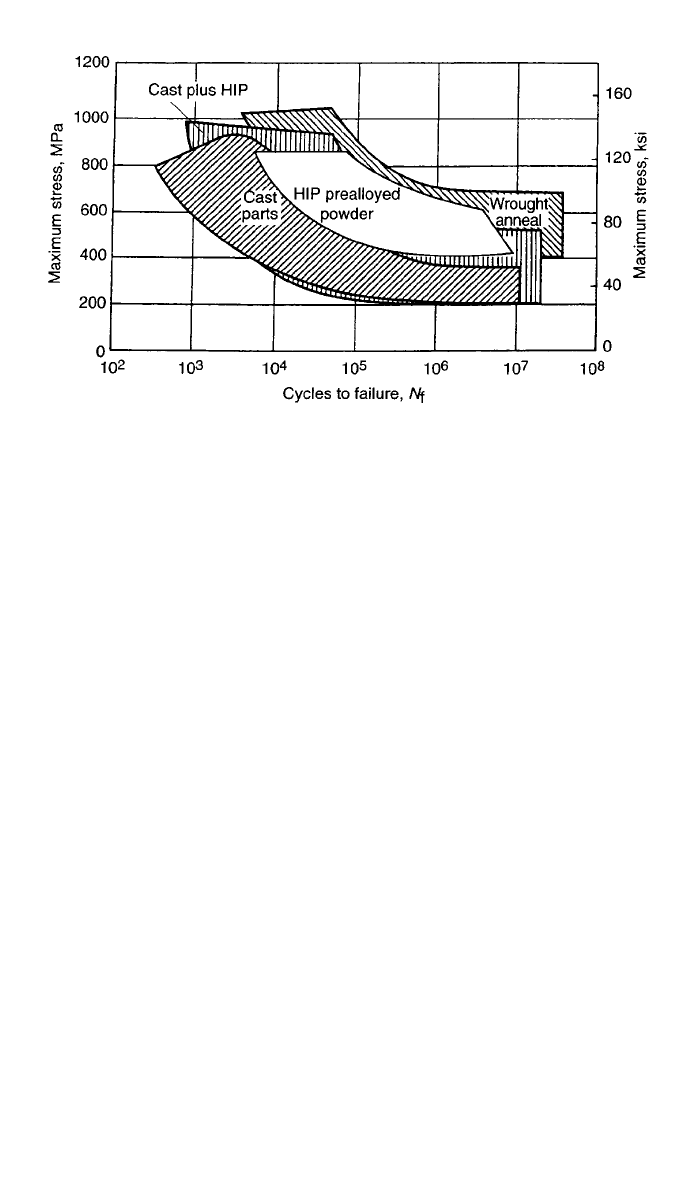
Summary. Powder metallurgy technology has been applied to titanium alloy
processing with limited success, partially owing to economic issues. Wrought
processing remains the preferred method of achieving shape and property con-
trol. Cast alloy processing is used but for a limited alloy base. Figure 9 shows
fatigue scatter bands for wrought, cast, and powder metallurgy products of Ti–
6Al–4V alloy for comparison of attainable properties.
6 MANUFACTURING PROCESSES
6.1 General Aspects of the Manufacture of Titanium Articles
Appropriate compositions of titanium can be forged, rolled to sheet, or otherwise
formed into a variety of shapes. Some compositions can be processed as large
investment castings. Commercial large castings are made mostly in the titanium
alloy Ti–6Al–4V, which has been in production for over 40 years. Fabricated
titanium structures can be built up by welding or brazing. Fabricated structures
are primarily made with Ti–6Al–4V. Fabricated structures may contain cast as
226 SELECTION OF TITANIUM ALLOYS FOR DESIGN
Fig. 9 Fatigue scatter bands for ingot metallurgy, castings, and powder metallurgy products of
Ti–6Al–4V alloy. (From Titanium: A Technical Guide, 2nd ed., ASM International, Materials Park,
OH 44073-0002, 2001, p. 116.)
well as wrought parts, although wrought components are used for most appli-
cations.
Single-piece forged gas turbine fan and compressor disks are prime applica-
tions for titanium alloys. Titanium wrought, cast, and powder metallurgy prod-
ucts find use in the biomedical arena. Fan blades and compressor blades of
titanium represent areas that continue to receive support despite the reported
threat from composites. By and large, most titanium alloys are wrought, in par-
ticular, forged.
The manufacture of titanium alloys consists of a number of separate steps of
which the following represent the transfer of titanium from an ore to an ingot
ready for either wrought or cast processing or to mill products:
●
Production of titanium sponge (reduction of titanium ore to an impure
porous form of titanium metal)
●
Purification of the sponge
●
Melting of sponge or sponge plus alloy elements or a master alloy to form
an electrode
●
Remelting and, possibly, remelting again to homogenize the first electrode
and create an ingot for further processing
●
Primary fabrication, in which ingots are converted into billets or general
mill products such as bar, plate, sheet, strip, or wire
●
Secondary fabrication where a billet or bar may be forged into an ap-
proximate final shape
6.2 Production of Titanium via Vacuum Arc Melting
Whether the final product is to be a forged or investment cast one, the essence
of a titanium alloy’s ability to create the properties desired hinges on the correct

6 MANUFACTURING PROCESSES 227
application of melting principles. Melting practices may be classified as either
primary (the initial melt of elemental materials and/or scrap which sets the
composition) or secondary (remelt, often more than once, of a primary melt for
the purpose of controlling the solidification structure). The melt type or com-
bination of melt types selected depends upon the alloy composition, mill form
and size desired, properties desired, and sensitivity of the final component to
localized inhomogeneity in the alloy.
The principal method for the production of titanium electrodes and ingots
since commercial introduction of titanium alloys occurred in the 1950s has been
the use of vacuum arc remelting (VAR). The purity of the titanium alloys pro-
duced is a function of the purity of the starting materials. Control of raw ma-
terials is extremely important in producing titanium and its alloys because there
are many elements of which even small amounts can produce major, and at
times undesirable, effects on the properties of these metals in finished form. To
produce ingots of titanium or its alloys for commercial application, titanium
from sponge is commonly alloyed with pure other elements, master melt of
titanium plus alloy elements, and/or reclaimed titanium scrap (usually called
‘‘revert’’).
Because sponge is an uneven product consisting of a loose, granular mass, it
does not compact as well as might be desired in some instances. Compacting is
needed to make an electrode from which to melt the alloy. During melting, a
piece of the sponge might fall unmelted into the solidifying electrode. Perhaps
a chunk of revert or master melt might fall in. Whatever the situation, a gross
inhomogeneity would result. Depending on the type and size of the inhomoge-
neity, a major structural defect could exist. Consequently, after some significant
incidents in aircraft gas turbine engines about 30–40 years ago, second and then
third melts were instituted to provide almost certain homogenization of the alloy.
Defects have been a concern for titanium ingot metallurgy production since
the early days of the industry. Different types of defects were recognized, most
stemming from sponge handling, electrode preparation, and melt practice. The
principal characterization of these defects was as low-density inclusions (LDI)
and high-density inclusions (HDI). Over two dozen different defects have been
cataloged. Defects prompted strict process controls that were agreed upon jointly
by metal suppliers and customers alike. These controls have done much to attain
either reduced-defect or defect-free materials. Despite the controls, occasional
defects have been involved in significant events of titanium-alloy-related failures.
It is predicted that the introduction of cold-hearth technologies will further re-
duce the incidence of defects in titanium ingots. Electron beam and plasma arc
melting technologies are now available for the melting of titanium alloys or the
remelting of scrap. The use of these technologies permits the controlled hearth
melting (CHM) of titanium alloys. Studies on electron-beam cold-hearth melting
(EBCHM) and plasma arc melting (PAM) demonstrated the ability of hearth
melting to remove HDI with great confidence. LDI are also addressed by CHM.
6.3 Forging Titanium Alloys
Manufacturing processes such as die forging, hot and cold forming, machining,
chemical milling, joining, and sometimes, extrusion are all secondary fabrication
processes used for producing finished parts from billet or mill products. Each