Кукляк М.Л. Металорізальні інструменти. Проектування
Подождите немного. Документ загружается.

Розё!л
]
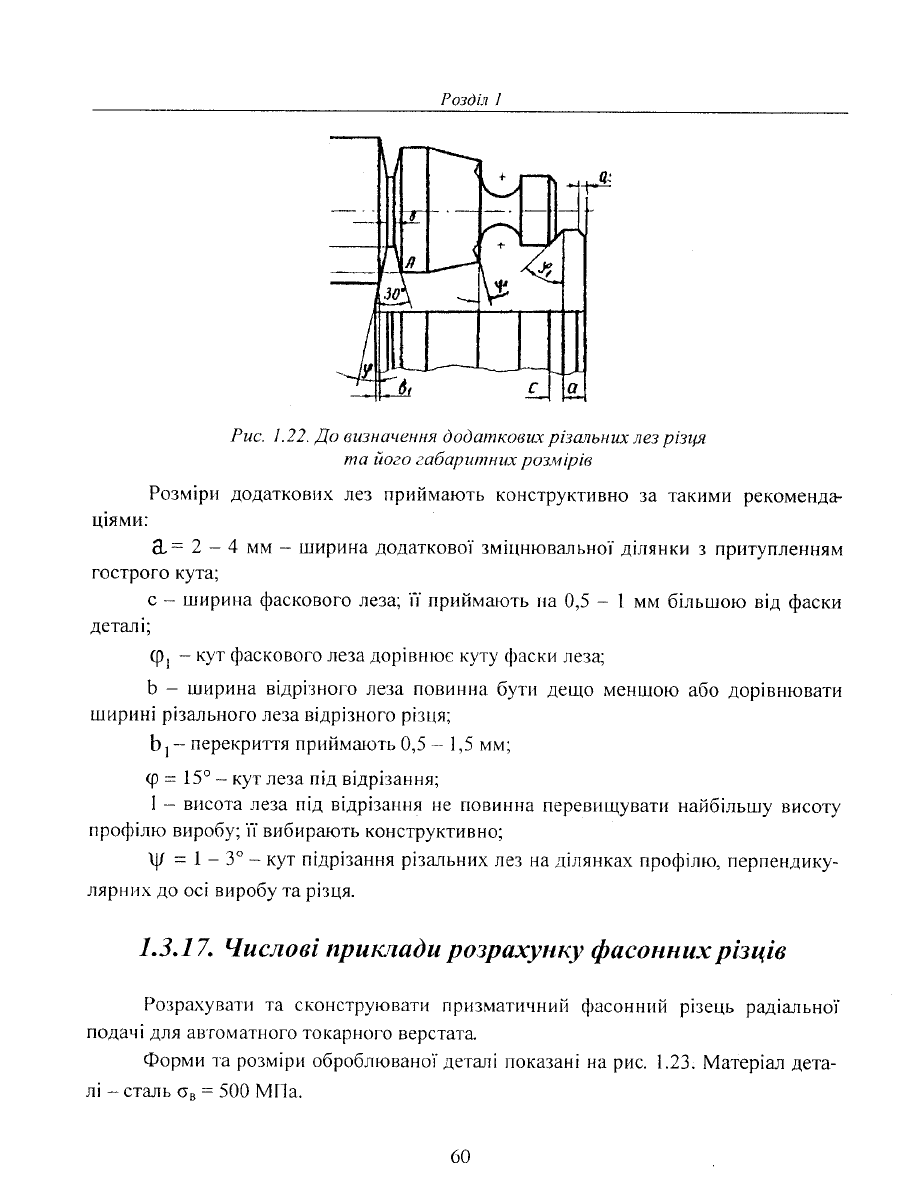
Рнс. ].22'
,0,с:
васзна,ссн|!я оооа!пковшх
р!запьнцх
лез
р!зтр
!п
а [! о,.
о,'
а б ар т с пл
н а;.т
р
оз.и
!
р
!в
Розм!ртт
додатков|'х
лез пр|4г{ма|оть
конструкт}'вно
за такими
рекоменд&
ц|ями:
&:
2
-
4
мм
-
1пирина
додатково1'
зм!цн}овальног
д;'!я}1ки
з пр!{тупленням
гострого
кута;
с
*
1ш!,|рина
фаскового
леза; ]; приймають
!{а
0,5
-
1 мм
б|льгшо:о в!д
фаски
детал|,
9:
-
к}т
фаскового
леза
дор!вг:;ос
куту
фаскг.т
лез4
6
-
ширина в1др!зного
леза пови}{|]а
бути
де1.|{о
меншою
або
дор;внк)вати
ширлгн|
р!заль]|ого
леза в|лр|зного
р!з:пя;
б,
_
перекриття
при}:'мак)ть
0,5
-
1,5 мм;
9
=
15'
*
кут леза
п|д в1др!зання;
|
-
вд.':сота леза
п|д в|др|зання
не пов1{нна
перев!1щуватлт
т+айб!льш!у
висоту
проф!лю
виробу;
!1 в:тбирають
конструктивно;
9
=
1
-
3"
*
кут п|др!зання
р1зальнгтх
лез !{а
.ц1]|янках
проф!лю,
перпендику_
.,|яр!!|!х
до
ос| виробу та
р|зця.
1.3.17.
\шслов!
пршкпа0ш
ро3рахунку
фасо|'н.!х
р!тц!в
Розрахуват'г.|
та
сконстру[овати
г1р[.{зш'ат!111ний
фасоннт':й
р|зець рад1ально|
подач!
для
ав'гоматного
токарн0го
верстата
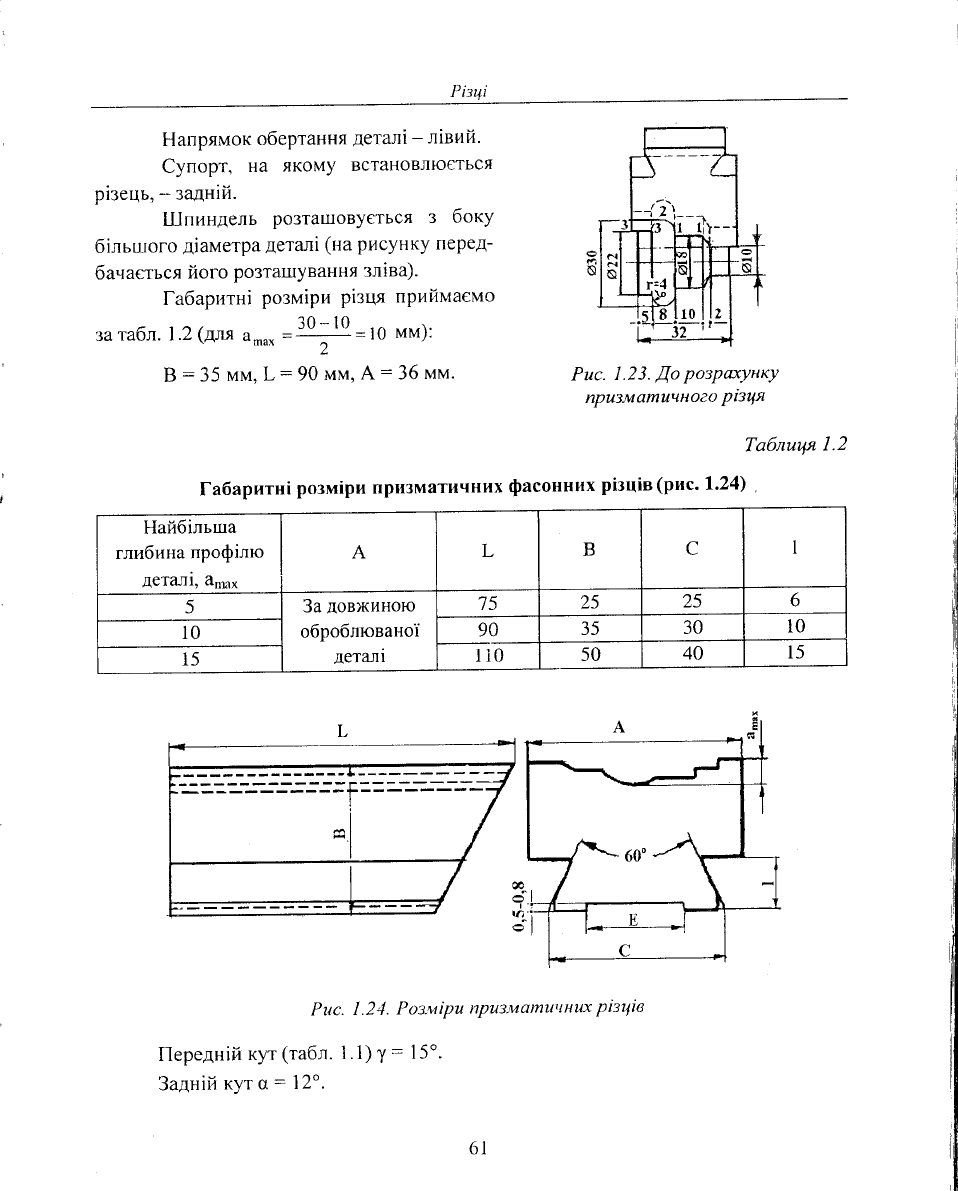
Форш:и'т'а
розм|ри
оброблювано}детал1
показан! на
рис.
1.23.
йатер|ал
дета-
л!
-
сталь
о"
:
500 й|1а.
60
Р !зцт
[{апрямок
обертання
детал1
-
л1вий.
€упорт,
на
якому
встановл}о€ться
р!зець,
_
задн|й.
||{пиндель
розта11]овусться
з боку
б|льшого
д!аметра
детал1
(пта
рисунку
перед-
бачасться
його
розтатпування
зл!ва).
[абаритн|
розм!ри
р1зця
приг!масмо
затабл.
1.2(для
а-.'
=ч=10
мм):
2
в
:
з5
мм, [:90
мм,
А:36
мм.
Ршс.
].23.
,\о
розрс;хунку
прцз7!а/пцчноео
р1зця
7аблшця
1.2
|абаритн!
розм!ри
призматичних
фасонних
р!зш!в
(рие'
!'24)
Ёайб|льтца
глибина
проф!л+о
[етал|,
а''*
А
\
в
с
1
5
3а
довжиното
оброблтовано!
детал!
75
25
25
6
10
90
35
з0
10
15
110
50
40
15
1!
Ра;с
|1ередн!й
кут
(табл.
3адн|й
кут ш:
12".
. !
'24.
Роз.м1рц
прцзл4а,п1!1;ншх
р!зц!в
1.1)1=
15".
61
Роз0/л
/
йатер!ал
р!зця
в!дпов1дно
до
режиму
р|зання
-
н|.|зьколегована
1швидко-
р!зальна
ст:шь
марки
Р6м5.
3а
вих|дну
базу
приймасмо
на}-1ментлий
д|аметр
Аетал|'
що
дор!внюс
10
мм
(базова
л!н!я
позг*ачена
0
-
0).
|1означимо
окрем1
д|лянки
проф|лю
цифрами
1-
1'2,з
-
з.
Баймег:гшрпй
задн!й
кут
в перер|з|'
нормальному
до
кожно|
д[лянк;т
для
пере-
х|дно|точки'
в як!й
г6:5
мм,
визначимо
за
формулами
180ш
=
180со$9,
,р
=
,..,9[!:--"
)=
,'.,*[=)=
агс182
=
63"27,
'
\!*',,
\2)
[8€{ш
=
!312'
соз
63"27'
=
0'09501
'
&х
=
5"2'7'
'
що
ц|лком
задовольняс
умови
р|зання.
1{ут
:'лередн
ього
загострен
ня
1о
=
0
+у
=12"
+15"
=27"'
Розраху:-лок
коригованих
д!лянок
виконас|\.|о
за
формулами
^
-
|з
соз(у_6)_г"
г
'
',
=$'
б=а'.'|.[*'''.:,.]
&*
=&гсоз(ш+у)'
[1ершса
схо0цтука
(ё!'пятска
]
-
1);
гв::5йй,
|31
=9п{м,
6,
=
'..';,[*в|п
!5'
)=
в":о'.
.
{,'
)
осоз(п5"
_8"]6')_5
','
=_-;;у-=4'077
мм'
а^,
=
4,077.'.(:"
+ 15"
)=
3'632
мм.
у1руеа
схоёцнка
(01;ляттка
2).
гв;:5
й&!,
|32:
15
мм'
"
.(э
о'
=а!'с5|л!
-*з:п15"
|=4"57',
-
\|5
)
Р !зт1!
7р2
а*
'|ретпя
схоёшттка
(01.
мм,
/\
',,
=&{#Ё=6,094мм,
со5!)
8*з
=
6,094 со'(т
а'
*
1 5'
)=
5,436
"'
.
,[уеова
ё!лянка:
за наближеним
методом
визначасмо
гх
г'
+
1"'
1-.
-
-'
^
2{*
г: 4
мм; {*
=
а,:
-
8х3
=
9,012
-
5,430:3,58
мм,
4: + 3.582
'^
=
2;й_-
=
4'02
мм;
положення
центра
с
=
|*
_
|
*
=
4,02-
3'58
=0,44
мм;
в1дхилення
фактинно|
форми
кон!чно]
д1лянки
в!д теоретинно|
г,=5мм;
а':4,077
мм,
а=4мм;
Р
=':
('.,',
-
0'25вв2{4'01т}
-
1. 0.96592)=
0.0|
:
""
4.о17
\
Розрахован!
зна!!ення коригованого
проф!лю
р!зця
наведен|
в
табл. 1.3.
3начення
а\
на кресленгг!
заокруглити
до
сот:пх м!л|метра
6з
Розё!л |
7аб.пнця
1.3
|{ор:лгован1
розм!ри,
мм
}1омери
сходинок
|9
|_|з аа
ар
ах
Р г
Р
1-|
5
9
4
4,077
з'6з2
4 4.02 0,44
0.011
2
!-5 10
10,114
9.0\2
з_з 11
6
6.094 5,430
Ёа кресленн1
р|зця
ширина
дугового
р1вця
!
довжина
прилеглот
до
ос! прямо[
д1лянки
(зл!ва)
зм!нен!
пор!вняно
з аналог!чними
розм|рами
детал|
у
зв'язку
!з
скосом
в 5' на виход!
дуги.
Р!зальне
лезо
р1зця,
щс:
обробляс
д|лянку
3
-
3
(рис.
1.2з
),
видов)кене
на
1!|ирину
в!др!зного
р1зшя.
(р|м
того' воно
мае боковий ск|с
в 15"
для
полег1:]ення
його вр!зання
в пруток, з
якого виточу}оть
деталь.
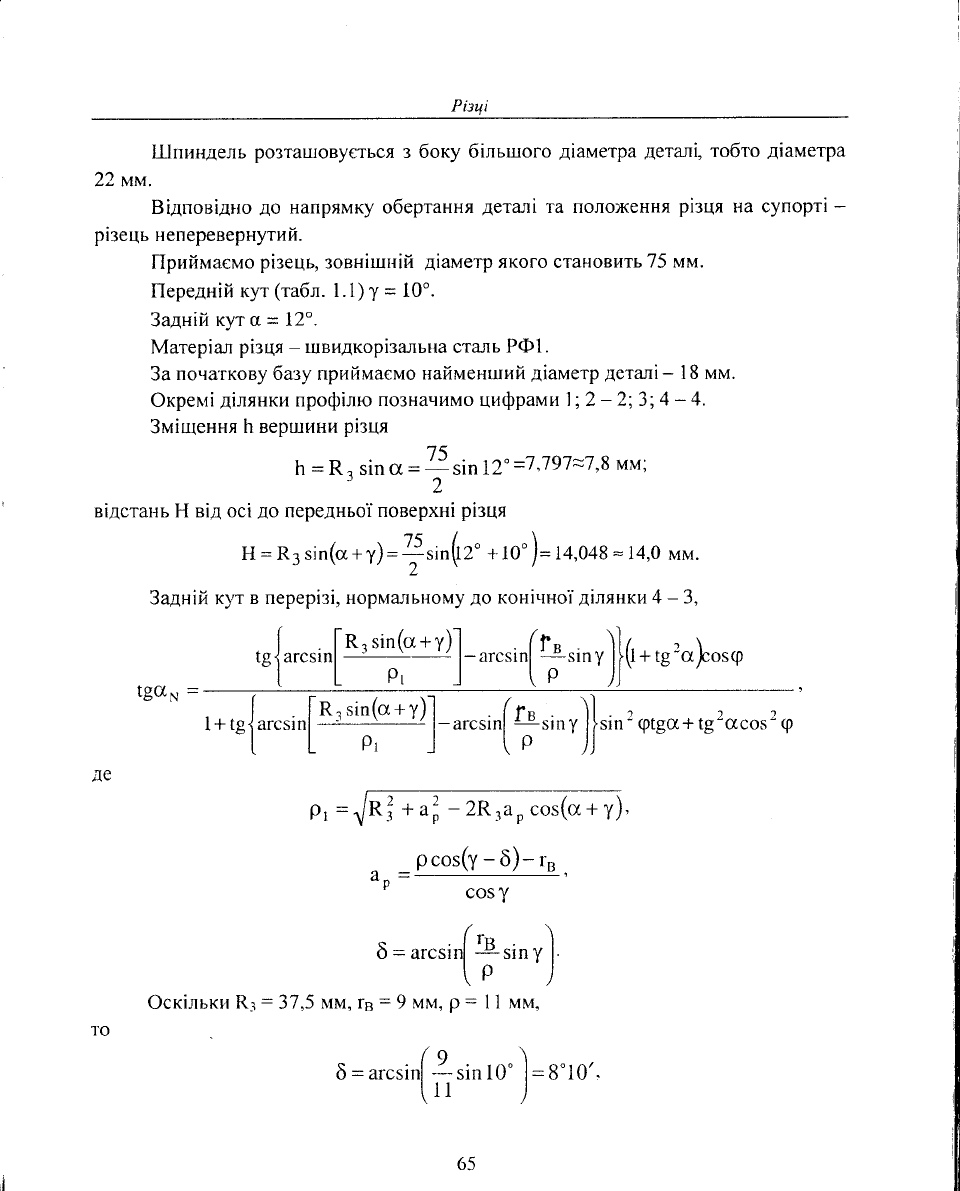
[шсковшй
р1зець
Розрахувати
та ско!{стру|оват!'1
дисков:тт!
фасонний р!зець
для
токарного
автомата.
Форшт:,:
та
розм|ри
оброблтовагто[
детал!
показан| на
рис.
1.25.
Рстс
\4атер|ал
детал1
-
стш]ь бв
!{апряшток
обертан
ня стал
!
1. 2
5.
[шсковшй
р
!зет1ь
:750
й[|а.
-
прави+1.
64
]-[]:тпандель
розта1шовусться
з боку б!ль:шого
д!аметра детал|,
тобто
д!аметра
22 мм'
Б1дпов1дг:о
до
напрямку обертання
детал|
та положення
р!зця
на супорт!
_
р!зець
неперевернутий.
|[риймасмо
р|зець,
зовн1:ппт!й
д1аметр
якого становить
75 мм.
|1ередн!й кут
(табл.
1.1)
у =
|$".
3адн|йкутш=12-.
йатер1а.лп
р|зця
-
швидкор|за_лпьна
сталь
РФ1.
3а
почагкову базу приймасмо
найменгший
д|аметр
детал|-
'[
8 мм.
Фкрепл|
д!лянки
проф!лло
позначимо
цифрамгт
1;2
-
2;3;
4
-
4.
3м|щення
[: вергшини
р|зця
Б
=
Р
'
з!п сх'
=
!
';,
12'=1
"797=7.8
мм;
'2
в1дстат+ь Ё в1д ос|
до
передньо|
поверхн!
р1зця
}{
=&з
з!п(сх+
0=!'*|э'
+]0')=
1{'о+в
=
14.0
мм.
3адн|й кут
в перер1з!, нормальг]ому
до
кон1чно[
д|лянки
4
-
3,
{
,д
1
.,.,; ,[!$Ф1!
!
-,,.,;
'[
г',,
",
)}0
+
т9,
.
!',
9
_|
[
р,
-]
{'р
'/]'
16ц
:']
-'
*,*{'..',.[
Р' з!п
(с
+
у)!
-
,..';.[
&*;"
т]
}';,'
9г9с
+
13
2ссоя ]
9
_|
[
р'
1
|'р'))
де
Р,
=
^/Р
1
*
^1-
2Р,а, соз(с
+
у).
р
соз(у
_
6)
_
'.
2р=
)
51п
у,,|
| мм,
о")= в
)
со5
"[т
р_
1
гв
р
,11
":1(
1п
з!гс51
:г:,|'
!
(э
|п
аг(
м}
"(
\
=
9
з!
6
|3м'
Б
"10'.
Фск!лькг:
Рз:37'5 м
65
Розё].п
!
,,'
=
11""(,0'
_
8"10')-
9
=2'025
мм,
сов 10"
&34=Р,=
=35'63мм.
,
=,,.,*[?
)=,,.,*(
?)=
56']
0'
А
1чс{*'
=
=0,140,
!+Б+€
н
=
т9{',..';"[
зт':';: (
9:
* : :"
)!
_
.,.,;,[
1э|п
:
'"
)}11
- тд:
] 2'
)соз
56"1 9'
;
"|
|
35'6з
]
!'''
/]'
о
-/-
в
:
с9
{
'...
;
"[&_.еФ-:Р1]
-
^ '.,
; ,|
2
з
; , :
о"
) },
; ,, 5 6. 1
9,
[в1 2. :
"|
[
35.6з
-]
[1]
))
(:
18212"
соз2
56"1.
0ттсе,
0ш
:
7"58',
що
с
ц!лком
задов|льним.
Розраху
но
к
кор ц ?о ван цх )!"тя л
;о к
Розрахунков!
форму.пг;
:
А*
=Рз_Р.]
Р,
=
т/Р]
+
.1
_
2Р,а'
соз(ш
+
у),
.'
-
|т соз(у
_
6)_
''
.
0,
-
-'
'
со5у
6
=
'..';,'[!
.;,'
у
).
!"
')
|1ершса схс;с)тптка
(ё1лянка
1):
.',,:::"1;.,"
-
:::=;:
..
\
[--''
)
(т(':
Р!.зц1
,,,
=@=б,055мм,
соз 10"
к',=
=31'96мм'
а
*,
=
37
,5
-
з|,96
=
5,54 мм'
!руаа
схоётатскс:
(ё!лянка
2
-
2):
Рз
:37'5
йй, |9
:
9 мм, г32
:
20
мм,
6"
=
,..'|,[1.;. 1о' )
=
4"29'
.
-
[20 )
','=ф=11,075мм'
соз 10'
Р'.=
=27,55мм,
а
*,
=31'5
_
27'55
=
9,95 мм.
|ре:пя
схоётанка
(ё!лянка
1):
&з
=
37,5
й&1'
|3:9
мм, г33: 17
мй,
Б'
=
,'..!,[1з|п
|0"]
=
5"1т',
-
[17 )
&рз
=
17соз(0"
_5'п')-9
=
8'065 мм,
соз 10'
Рвз=
=30,17мм,
|{етоэверапа
схоёцт;ка):*,1:] 1,,'"
=7
'33
мм'
&3:37,5 йй, |3:9
мм, г33
:
11 мм,
6"
=
'..';,[2з|п10"]=
8"10'.
"
[11 )
:
: соз(!0"
_
в'10')- 9
',.'
=
_--';'
1г-
=
2,0248
=
2,03
мм,
(у7

Розё!л ]
:
Рв4
=
'!зт.з2
+2'0252
_2.37'5.2,025....(:0"
+2"
)=35.63
мм,
а
*'
=
37
'5
_з5,6з
=
1,87
мм.
,\уеов!
ё]лянкц:
3а набли>кеним ме1'одом визнача€мо
г* |
с
1
-1
г- *
1"-
!х
_
2[*
с=гх
-гх.
[ля0}лянкш1_2:
г: 5
мм; {*
=
а*:
_
8х1
=
9'95
-
5'54:
4,4|
мм,
52 + 4.412
'*
=
-тйу
=
5.04
п:м.
|1оложення
центра
зам!нного кола
с
=
5,04
_
4,41
=
0,63 мм.
!ля01лянкш2_1:
г:
3
мм; [*
=
а*,
_
?*,
=
9,95
_7,зз
=2,62
мм,
32
+
2.622
'*=1$
=3,03
мм.
|]оложення
центра
зам|нного кола
с:3,03
_2,62:0,41
мм.
Б!дхилення
фактинно[ форми
кон!чно]
д|лянки
в!д
теоретинно!:
г
Р=гв*
"
|Рз_а*к
а*
_а*к
[
(',
_
',*
).н
1
Р,
.соз(с
+
у)+
,' со5у
_
1.1
+
го_ 5|п_
т.
1ут
?рк
:
0рц:2,0248 мм; ах[
:
3х4
:
1,87
мм; ?х
=
2*]
=
7,33 мм
ар:арз
:
8'065 й}1] |9:
9 мм;
г3
:
1 1
мм.
(а-
_
а*'
).
н
Р!зь1!
Р=11+
6
'7
'з3-].'87
(в'овз
-
э.,оэ.+в
):
+,о+ в
з']
'5_|'87
-
1
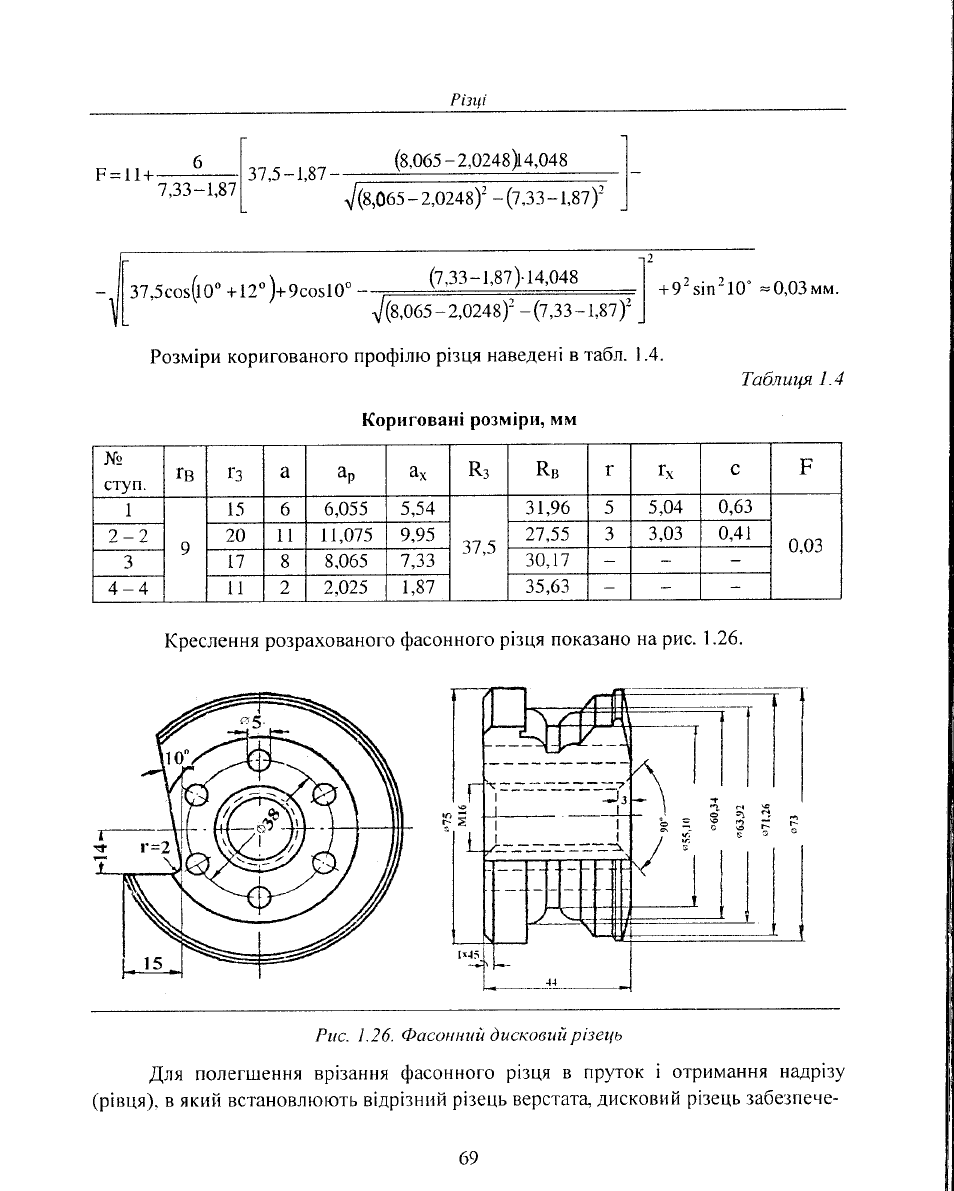
Розм|ри
кор|{гованого
проф!лю
р|зця
наведен!
в
табл. |.4.
[аблцзця
].1
1(реслення
розрахованого
фасонного
р|зця
показано
на
рис.
1.26'
Ртсс. ].26.
Фасопнттй ёшскс;вт;с|
р!зет1ь
.(ля
полегшення
вр|занп:я
фасонного
р!зця
в пруток
| отримання
надр|зу
(р!вшя),
в якийт встановлюють
в|др!знхтй
р!зець
верстата
дисковий
р1зець
забезпече-
[(оригован!
розм!ри,
мм
}.{ч
ступ.
(6
|3
а
ар ах
&з
Рв
г
гх
с
Р
9
|-5
6 6,055
5,54
??5
з|,96
5 5,04
0,63
0'0з
!-./. 20
!1
1 1,075
9.95
27.55 з
з'03 0,41
з \7 8
8.065
? 11
з0,\7
4-4
11
2 2.025
1,87
з5'6з
::_-_::--1---::-_-:-7
'
_!з
!!
!-----.--=---=={.
69