Ковтун Л.Г. Химическая технология отделки трикотажных изделий
Подождите немного. Документ загружается.

a ^
40 so so
Температура
крашения Т°С '
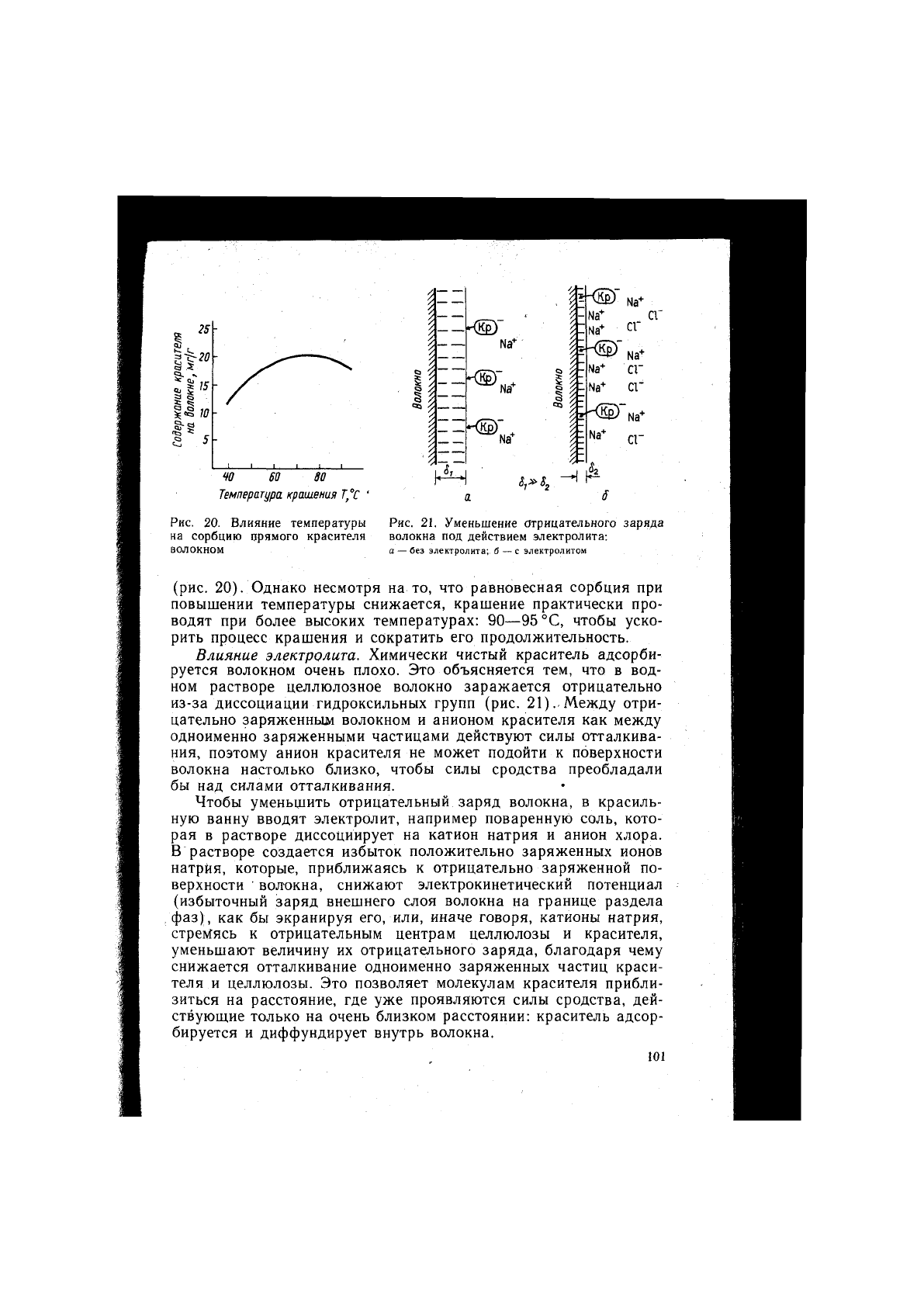
Рис. 20. Влияние температуры
на сорбцию прямого красителя
волокном
1
-Ш
Na^
Na^
Na^
Na^
Na^
Na-^
Na-^
Na^
Na^
СГ
Na^
СГ
СГ
СГ
СГ
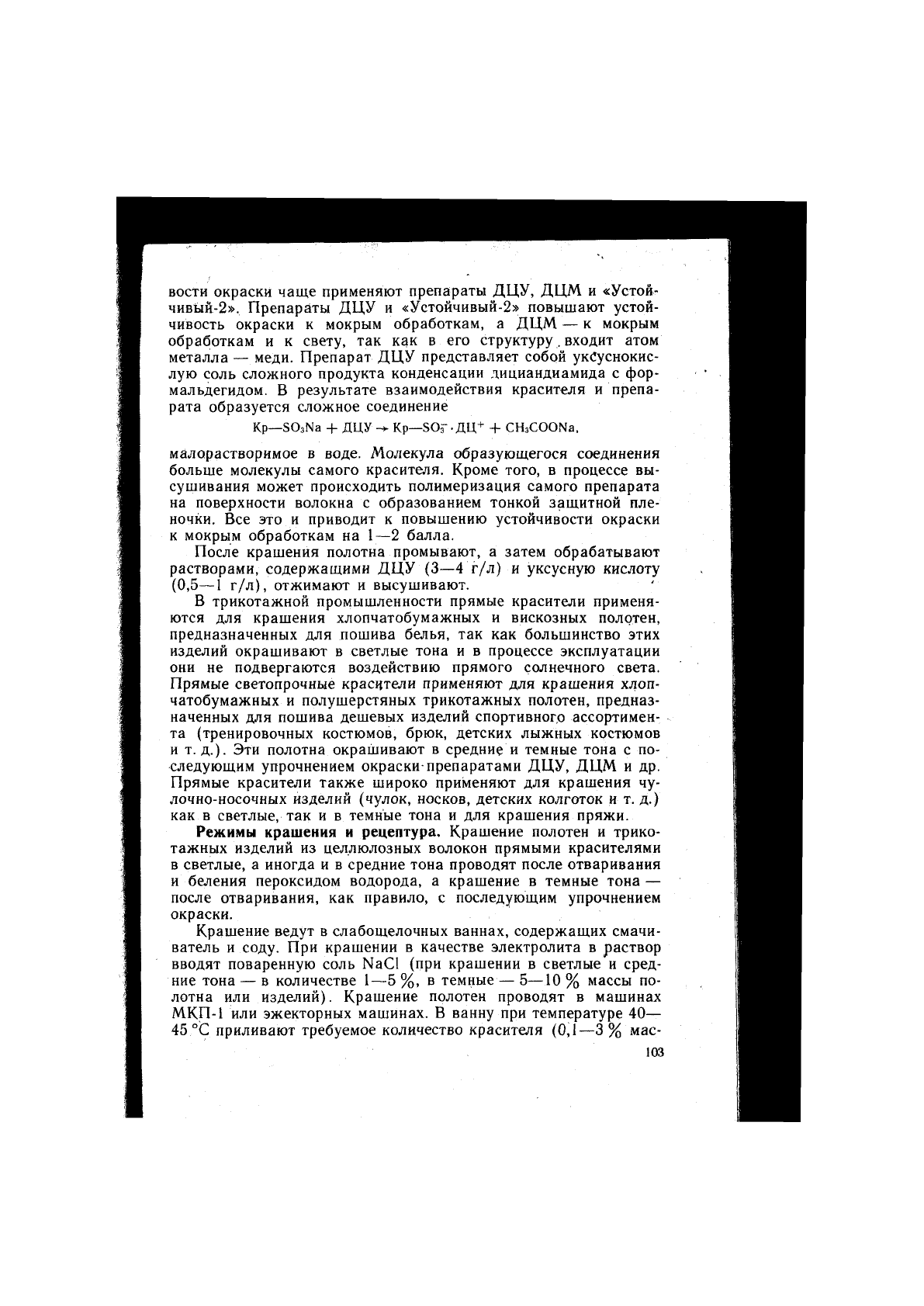
Рис. 21. Уменьшение отрицательного заряда
волокна под действием электролита:
а — без электролита; б — с электролитом
(рис. 20). Однако несмотря на то, что равновесная сорбция при
повышении температуры снижается, крашение практически про-
водят при более высоких температурах: 90—95°С, чтобы уско-
рить процесс крашения и сократить его продолжительность.
Влияние электролита. Химически чистый краситель адсорби-
руется волокном очень плохо. Это объясняется тем, что в вод-
ном растворе целлюлозное волокно заражается отрицательно
из-за диссоциации гидроксильных групп (рис. 21).. Между отри-
цательно заряженным волокном и анионом красителя как между
одноименно заряженными частицами действуют силы отталкива-
ния, поэтому анион красителя не может подойти к поверхности
волокна настолько близко, чтобы силы сродства преобладали
бы над силами отталкивания.
Чтобы уменьшить отрицательный заряд волокна, в красиль-
ную ванну вводят электролит, например поваренную соль, кото-
рая в растворе диссоциирует на катион натрия и анион хлора.
В растворе создается избыток положительно заряженных ионов
натрйя, которые, приближаясь к отрицательно заряженной по-
верхности волокна, снижают электрокинетический потенциал
(избыточный заряд внешнего слоя волокна на границе раздела
фаз), как бы экранируя его, или, иначе говоря, катионы натрия,
стремясь к отрицательным центрам целлюлозы и красителя,
уменьшают величину их отрицательного заряда, благодаря чему
снижается отталкивание одноименно заряженных частиц краси-
теля и целлюлозы. Это позволяет молекулам красителя прибли-
зиться на расстояние, где уже проявляются силы сродства, дей-
ствующие только на очень близком расстоянии: краситель адсор-
бируется и диффундирует внутрь волокна.

f
I
25
р
20
S 1
10
5
eS
0
5 W 15 20
Концентрация NaCl, г/л
Рис. 22. Влияние концентра-
ции электролита на сорбцию
прямого красителя целлюлоз-
ным волокном
Однако увеличивать концентрацию
электролита можно только до опре-
деленного предела, так как избыток
его в красильном растворе приводит
к агрегации красителя, которая объ-
ясняется уменьшением диссоциации
красителя из-за избытка ионов натрия.
Скорость крашения при этом замедля-
• ется, а на поверхности могут образо-
^ ваться пятна (рис. 22). '
Присутствие солей жесткости. Не-
которые прямые красители очень чув-
ствительны к действию катионов
и которые присутствуют в же-
сткой воде. Взаимодействуя с солями
Са и Mg, прямые красители образуют
нерастворимые соли в результате обменной реакции
2Кр—ЗОзЫа -4- Са++ + SO, (Кр—50з)2Са -f NajSO,.
J
Эти соли, оседая на полотно, могут образовать трудноуда-
ляемые пятна. Поэтому крашение прямыми красителями обяза-
тельно проводят в умягченной воде или добавляют соду, кото-
рая, взаимодействуя с солями жесткости, умягчает воду и пре-
пятствует образованию нерастворимых осадков.
Как уже говорилось, устойчивость окраски к мокрым обра-
боткам, полученная при крашении прямыми красителями, неве-
лика, особенно когда волокно окрашено в средние и тёмные тона.
Выраженная в баллах, она равна 2—3/2—3 для средних и тем-
ных тонов и 4—5/4—5 для светлых.
Для повышения устойчивости окраски к свету и мокрым об-
работкам существуют различные способы. Одним из них явля-
ется обработка окрашенных полотен или изделий солями метал-
лов. Обработка солями металлов эффективна в том случае, если
для крашения был использован краситель, содержащий в своей
структуре группу -^ОН или —СООН, способную вступать в хи-
мическое взаимодействие с атомом металла (для обозначения
этих красителей в их название вводятся буквы М или X). При
этом молекула красителя с атомом металла образует сложное
комплексное соединение — лак, нерастворимый или малораство-
римый в воде, в результате чего повышается устойчивость к
мокрым обработкам. Для обработки можно использовать соли
меди, хрома, никеля. Чаще^всего берут соли меди и хрома. При
обработке солями меди и никеля повышается и устойчивость
окраски к свету, так как обработка солями эффективна только
для красителей определенной группы. Для повышения устойчи-
вости окраски чаще применяют препараты ДЦУ, ДЦМ и «Устой-
чивкй-2». Препараты ДЦУ и «Устойчивый-2» повышают устой-
чивость окраски к мокрым обработкам, а ДЦМ. — к мокрым
обработкам и к свету, так как в его структуру, входит атом
металла — меди. Препарат ДЦУ представляет собой уксуснокис-
лую соль сложного продукта конденсации дициандиамида с фор-
мальдегидом. В результате взаимодействия красителя и препа-
рата образуется сложное соединение
Кр—SOaNa + ДЦУ Кр—ЗОз--ДЦ+ + СНзСООМа,
малорастворимое в воде. Молекула образующегося соединения
больше молекулы самого красителя. Кроме того, в процессе вы-
сушивания может происходить полимеризация самого препарата
на поверхности волокна с образованием тонкой защитной пле-
ночки. Все это и приводит к повышению устойчивости окраски
к мокрым обработкам на 1—2 балла.
После крашения полотна промывают, а затем обрабатывают
растворами, содержащими ДЦУ (3—4 г/л) и уксусную кислоту
(0,5—1 г/л), отжимают и высушивают.
В трикотажной промышленности прямые красители применя-
ются для крашения хлопчатобумажных и вискозных полотен,
предназначенных для пошива белья, так как большинство этих
изделий окрашивают в светлые тона и в процессе эксплуатации
они не подвергаются воздействию прямого солнечного света.
Прямые светопрочные красители применяют для крашения хлоп-
чатобумажных и полушерстяных трикотажных полотен, предназ-
наченных для пошива дешевых изделий спортивного ассортимен-
та (тренировочных костюмов, брюк, детских лыжных костюмов
и т. д.). Эти полотна окрашивают в средние и темные тона с по-
следующим упрочнением окраски-препаратами ДЦУ, ДЦМ и др.
Прямые красители также широко применяют для крашения чу-
лочно-носочных изделий (чулок, носков, детских колготок и т. д.)
как в светлые, так и в темные тона и для крашения пряжи.
Режимы крашения и рецептура. Крашение полотен и трико-
тажных изделий из целлюлозных волокон прямыми красителями
в светлые, а иногда и в средние тона проводят после отваривания
и беления пероксидом водорода, а крашение в темные тона —
после отваривания, как правило, с последующим упрочнением
окраски.
Крашение ведут в слабощелочных ваннах, содержащих смачи-
ватель и соду. При крашении в качестве электролита в раствор
вводят поваренную соль NaCl (при крашении в светлые и сред-
ние тона — в количестве 1—5 %, в темные — 5—10 % массы по-
лотна или изделий). Крашение полотен проводят в машинах
МКП-1 или эжекторных машинах. В ванну при температуре 40—
45 °С приливают требуемое количество красителя (0,1—3% мас-
сы полотна), постепенно ванну нагревают до 80—90 °С и ократ!
шивают при этой температуре 45—60 мин. Раствор 'поваренной|
соли приливают в середине процесса крашения или за 20-
30 мин до 01^0нчания крашения, после этого полотно промывают|
горячей и холодной водой, а затем, если этого требует режим,!
обрабатывают раствором ДЦУ в течение 15—20 мин. Далее no-J
лотно отжимают и высушивают.
В последние годы с целью интенсификации процессов отделки
1;
нашло широкое применение крашение с одновременным белением
-
пероксидом водорода. Однако для этого способа крашения при-;
годны не все красители, так как некоторые из них вызывают!
разложение пероксида водорода, а другие не устойчивы к дей-;
ствию окислителей. При совмещении крашения и беления обра-;
ботку ведут следующим образом. Изделия замачивают в течение!
20 мин при
,
температуре 40—45°С в растворе, содержащем сма-:
чиватель и силикат натрия, затем вводят пероксид водорода до!
концентрации
1
— 1,5 г/л (в пересчете на 100%-й пероксид водо-•
рода) и продолжают обработку 15 мин. Далее в три-четыре'
Приема приливают раствор красителя, обрабатывают при темпе-
ратуре 40—45 °С в течение 15—20 мин, нагревают ванну до 95—
98 °С и обрабатывают при этой температуре еще 1 ч, после чего
тщательно промывают.
Совмещение отваривания и крашения, беления и крашения
позволяет не только сократить время обработки и повысить про-
изводительность труда, но и уменьшить количество сильно за-
грязненных сточных вод.
3.4. АКТИВНЫЕ КРАСИТЕЛИ
Активные красители — относительно новый класс красителей
(первые красители были выпущены в 1956 г. фирмой ICI (Ве-
ликобритания) под торговым названием «проционовые красите-
ли»). Красители этого класса дают широкую гамму ярких и соч-
ных тонов с высокой устойчивостью окраски к мокрым обработ-
кам. Активными они называются потому, что в своей структуре
содержат атомы • или группы атомов (например, —С1,
—SOa—СН=СН2, —NH—СО—СН—СН2 и др.), способные всту-
пать в химическую реакцию с функциональными группами волок-
на (гидроксильными группами целлюлозы или аминогруппами
белковых волокон) с образованием прочной ковалентной связи.
Ассортимент отечественных активных красителей, среди которых
есть красители с различными активными группами, насчитывает
в настоящее время около 40 наименований.
Рассмотрим процесс крашения активными красителями на
примере моно- и дихлортриазиновых красителей. Эти красители
в качестве активной группировки содержат соответственно один
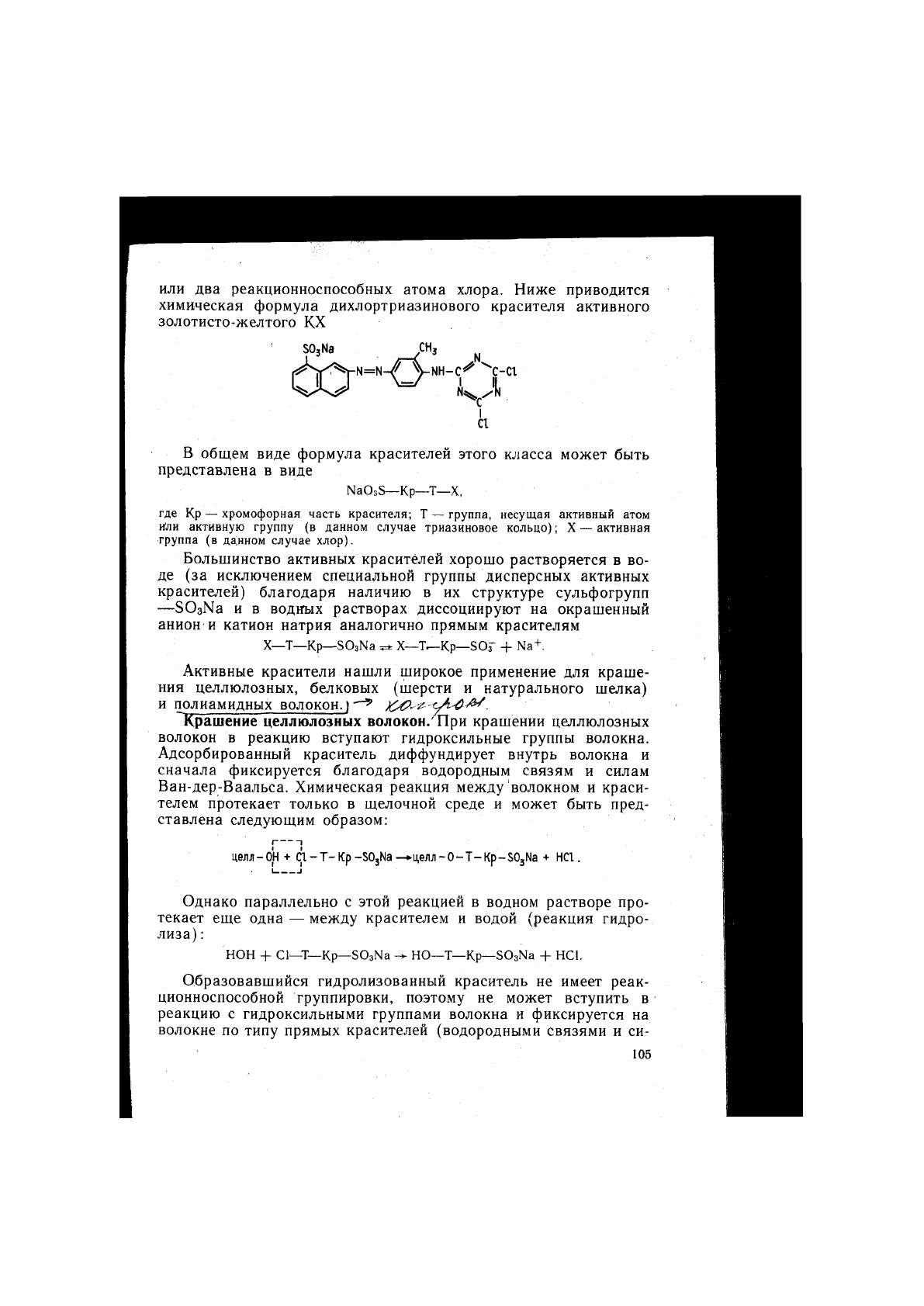
или два реакционноспособных атома хлора. Ниже приводится
химическая формула дихлортриазинового красителя активного
золотисто-желтого КХ
SO^Na CHj ^
kU ^ цл
it
в общем виде формула красителей этого класса может быть
представлена в виде
NaOsS—Кр—Т—X,
где Кр — хромофорная часть красителя; Т — группа, несущая активный атом
Или активную группу (в данном случае триазиновое кольцо); X — активная
труппа (в дадном случае хлор).
Большинство активных красителей хорошо растворяется в во-
де (за исключением специальной группы дисперсных активных
красителей) благодаря наличию в их структуре сульфогрупп
—SOaNa и в водных растворах диссоциируют на окрашенный
анион и катион натрия аналогично прямым красителям
X—Т—Кр—SOaNa ^ X—Тг-Кр—50Г + Na+.
Активные красители нашли широкое применение для краше-
ния целлюлозных, белковых (шерсти и натурального шелка)
и полиамидных волокон.).
Крашение целлюлозных волокон/При крашении целлюлозных
волокон в реакцию вступают гидроксильные группы волокна.
Адсорбированный краситель диффундирует внутрь волокна и
сначала фиксируется благодаря водородным связям и силам
Ван-дер-Ваальса. Химическая реакция между волокном и краси-
телем протекает только в щелочной среде и может быть пред-
ставлена следующим образом:
I 1
целл
-
ОН
+ ф - Т-
Кр -SOjNa
-•целл - О - Т - Кр - SOjNa + на.
Однако параллельно с этой реакцией в водном растворе про-
текает еще одна — между красителем и водой (реакция гидро-
лиза) :
НОН -Ь С1—Т—кр—SOsNa НО—Т—Кр—SOaNa + HCI,
Образовавшийся гидролизованный краситель не имеет реак-
ционноспособной группировки, поэтому не может вступить в
реакцию с гидроксильными группами волокна и фиксируется на
волокне по типу прямых красителей (водородными связями и си-
лами Ван-дер-Ваальса). Но, обладая меньшим сродством к во-
локну по сравнению с прямыми красителями (вследствие особен-
ностей строения их молекул), в процессе последующих промы-
вок гидролизованный краситель десорбируется с. волокна. Если
после крашения удалить его с полотна не полностью, в процессе
эксплуатации, при стирках он будет десорбироваться постепен-
но, создавая впечатление непрочного крашения. Однако сродство
его не настолько мало, чтобы он легко удалялся с волокна в про-
цессе промывки сразу после крашения. Это создает определенные
трудности при крашении, удлиняя промывку.
Реакция гидролиза неизбежна, но скорость ее при оптималь-
ных условиях очень мала по сравнению со скоростью реакции
между красителем и волокном. Поэтому условия крашения долж-
ны быть такими, чтобы они могли обеспечить максимальную
скорость реакции между красителем и волокном и минимальную
скорость реакции гидролиза.
Рассмотрим факторы, влияющие на процесс крашения.
Температура. Влияние температуры на процесс крашения ак-
тивными красителями очень сложно и неоднозначно. С одной
стороны, при повышении температуры повышаются скорость диф-
фузии и реакционная способность красителя (т.е. возрастает
скорость взаимодействия красителя с волокном), с другой —
в это же самое время возрастает и скорость гидролиза, причем
последняя возрастает быстрее, чем скорость реакции между кра-
сителем и волокном. Чем выше реакционная способность краси-
теля, тем в большей степени влияние температуры сказывается
на процессе крашения. Оптимальная температура крашения
определяется прежде всего реакционной способностью крэ;
сителя.
Электролит. Крашение активными красителями ведут из раст-
воров, содержащих электролит, чаще всего поваренную соль.
Электролит, так же как и в случае прямых красителей, снижает
отрицательный заряд целлюлозы благодаря сжатию двойного
диффузного слоя, ускоряя таким образом сорбцию красителя
волокном. Однако сродство активных красителей гораздо меньше
сродства прямых, поэтому для обеспечения достаточно высокой
степени истощения красильной ванны концентрация электролита
в ней должна быть значительно выше, чем в случае прямых кра-
сителей, и достигать 60—100 г/л (по сравнению с 5—10 г/л для
прямых). При этом чем меньше сродство красителя, тем выше
должна быть концентрация элекролита в красильной ванне, т. е.
концентрация электролита в значительной степени зависит от
строения красителя.
Однако, так же как и в случае прямых красителей, в присут-
ствии электролита возрастает агрегация красителя, что в значи-
тельной степени может снизить скорость крашения в результате
снижения скорости диффузии. При этом ухудшается и ровнота
окраски.
рН среды. Реакция между красителем и волокном с образо-
ванием ковалентной связи протекает в щелочной среде. В щелоч-
ной среде происходит ионизация гидроксильных групп Целл—
что способствует протеканию реакции между красителем и волок-
ном. С повышением щелочности скорость реакции будет возрас-
тать, но одновременно возрастает и скорость гидролиза. Поэтому
к выбору типа щелочного реагента и его концентрации в красиль-
ной ванне необходимо подходить с учетом реакционной способ-
ности красителя и его устойчивости к гидролизу, а также способа
крашения.
Обычно в качестве щелочных реагентов используют гидрокар-
бонат натрия NaHCOs, карбонат натрия ЫагСОг, тринатрийфос-
фат МазР04 и очень редк(/— гидроксид натрия NaOH. Необходи-
мо помнить также, что часть щелочи расходуется на нейтрализа-
цию соляной кислоты НС1, выделяющейся в результате реакции.
Кроме того, в щелочной среде происходит интенсивное набуха-
ние целлюлозных волокон, что в свою очередь приводит к увели-
чению площади удельной поверхности волокна и повышению его
сорбционной способности.
На основании всего сказанного хорошо видно, что условия
крашения в конечном счете определяются структурой и свойст-
вами красителя и прежде всего реакционной способностью ак-
тивной группы, входящей в его структуру.
Отечественная промышленность выпускает красители трех
групп: с индексами X (холодные), Т (теплые) и без индекса. Эти
красители отличаются друг от друга реакционной способностью
и сродством к волокну. Наибольшей реакционной способностью
обладают красители с индексом X и поэтому требуют мягких
условий — низкой температуры и низкого рН для их фиксации.
Эти красители наименее устойчивы при хранении, особенно в ще-
лочной среде.
Красители с индексом Т обладают меньшей реакционной спо-
собностью, поэтому ими окрашивают при более высокой темпера-
туре и при более высокой щелочности красильной ванны. И на-
конец, красители без индекса обладают наименьшей реакцион-
ной способностью и невысоким сродством к волокну, поэтому они
в большей степени рекомендуются для непрерывных и полунепре-
рывных способов крашения и для печатания и требуют жестких
условий фиксации (высокой температуры и щелочности среды).
В табл. 3 приводятся оптимальные условия крашения красите-
лями всех трех групп.
Одной из важнейших стадий крашения активными красителя-
ми является промывка окрашенных текстильных материалов,
которая должна обеспечить максимальное удаление гидролизо-
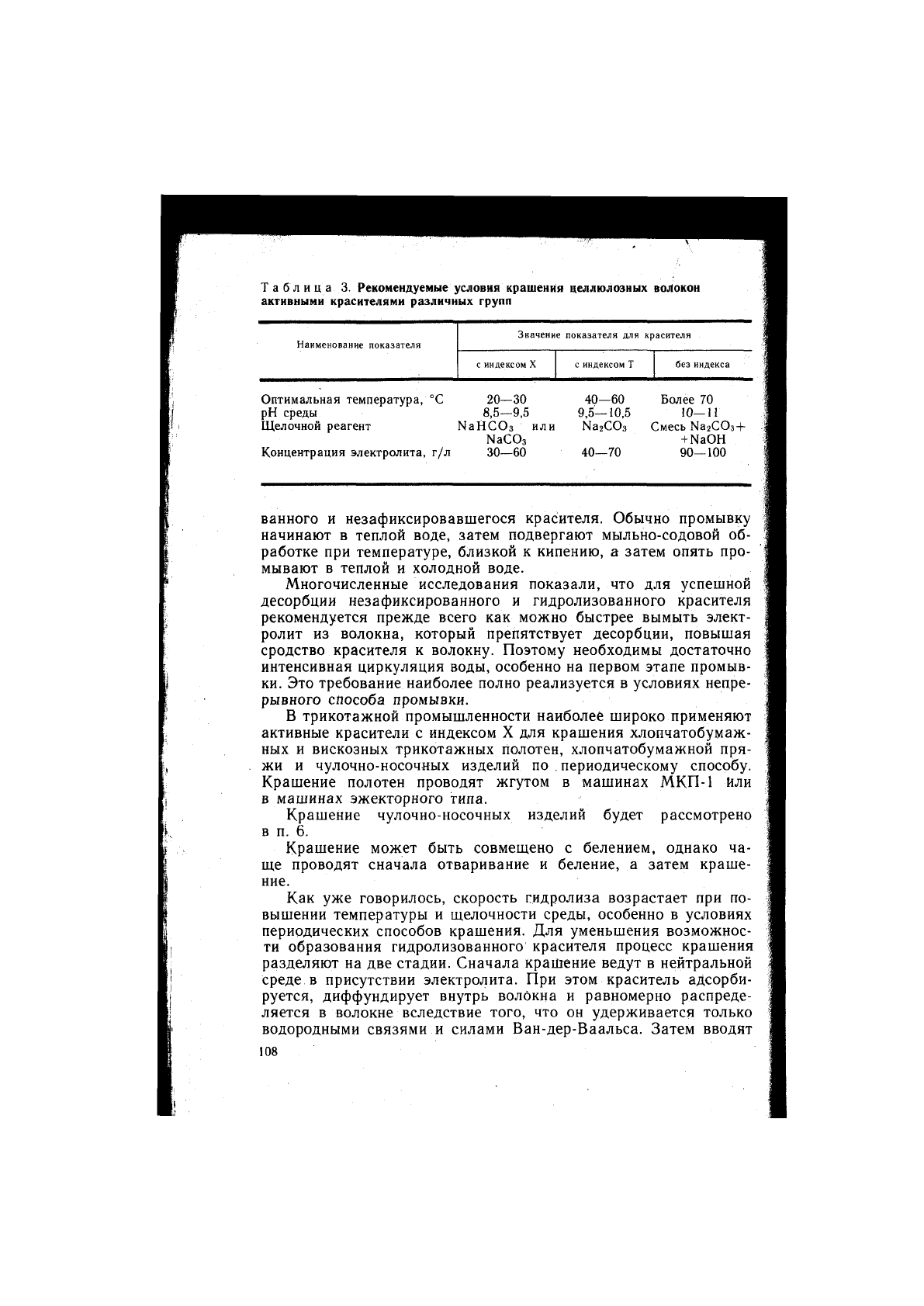
Таблица 3. Рекомендуемые условия крашения целлюлозных волокон
активными красителями различных групп
Наименование показателя
Значение показателя для красителя
Наименование показателя
с индексом X С индексом Т
без индекса
Оптимальная температура, °С
20-30 40—60 Более 70
)Н среды 8,5—9,5
9,5—10,5
10—И
Целочной реагент
ЫаНСОз или ЫагСОз
Смесь Ыа2СОз-|-
ЫаСОз
+ NaOH
Концентрация электролита, г/л
30—60 40—70
90-100
ванного и незафиксировавшегося красителя. Обычно промывку
начинают в теплой воде, затем подвергают мыльно-содовой об-
работке при температуре, близкой к кипению, а затем опять про-
мывают в теплой и холодной воде.
Многочисленные исследования показали, что для успешной
десорбции незафиксированного и гидролизованного красителя
рекомендуется прежде всего как можно быстрее вымыть элект-
ролит из волокна, который препятствует десорбции, повышая
сродство красителя к волокну. Поэтому необходимы достаточно
интенсивная циркуляция воды, особенно на первом этапе промыв-
ки. Это требование наиболее полно реализуется в условиях непре-
рывного способа промывки.
В трикотажной промышленности наиболее широко применяют
активные красители с индексом X для крашения хлопчатобумаж-
ных и вискозных трикотажных полотен, хлопчатобумажной пря-
жи и чулочно-носочных изделий по периодическому способу.
Крашение полотен проводят жгутом в машинах МКП-1 Или
в машинах эжекторного типа.
Крашение чулочно-носочных изделий будет рассмотрено
в п. 6.
Крашение может быть совмещено с белением, однако ча-
ще проводят сначала отваривание и беление, а затем краше-
ние.
Как уже говорилось, скорость гидролиза возрастает при по-
вышении температуры и щелочности среды, особенно в условиях
периодических способов крашения. Для уменьшения возможнос-
ти образования гидролизованного красителя процесс крашения
разделяют на две стадии. Сначала крашение ведут в нейтральной
среде в присутствии электролита. При этом краситель адсорби-
руется, диффундирует внутрь волокна и равномерно распреде-
ляется в волокне вследствие того, что он удерживается только
водородными связями и силами Ван-дер-Ваальса. Затем вводят
щелочной реагент, и тогда между волокном и красителем про-
текает реакция.
Итак, полотно после крашения и беления окрашивают в ван-
нах, содержащих активный краситель в количестве 0,5—3 % мас-
сы полотаа (в зависимости от требуемой интенсивности окрас-
ки), поваренную соль—^50—90 г/л (в зависимости от индекса
красителя) и смачиватель — 1—2 г/л. Обработку проводят в те-
чение 30 мин при оптимальной температуре в зависимости от
индекса красителя, затем добавляют кальцинированную соду
(ЫааСОз) в количестве
1
—15 г/л (также в зависимости от ин-
декса красителя). Для некоторых красителей берут смесь каль- \
цинированной соды с гидроксидом натрия.
При приготовлении раствора краситель смешивают с неболь-
шим количеством теплой или горяч'ей воды, разбавляют теплой
водой и перемешивают до полного растворения. Для повышения
растворимости красителей в раствор добавляют мочевину, явля-
ющуюся гидротропным веществом. При использовании жесткой
воды рекомендуется добавление гексаметафосфата натрия.
В процессе крашения растворы поваренной соли и щелочного
реагента добавляют медленно, в несколько приемов для обеспе-
чения ровноты окраски. Общая продолжительность крашения
1 — 1,5
ч.
По окончании крашения полотно промывают сначала горячей
водой (60—80 °С) два раза по 15 мин, затем следует двукратная
обработка в растворе ПАВ (0,5—1 г/л) по 15—20 мин при тем-
пературе 95-^98 °С, потом промывка горячей водой (60—70°С)
и проточной холодной водой (20 °С) в течение 30 мин. В заклю-
чение полотно обрабатывают аппретирующим веществом, напри-
мер мягчителем (1—2 г/л), при температуре 40 °С в течение
20 мин. Общая продолжительность промывки 2—2,5 ч.
Если крашение полотен проводится в аппаратах навойного
типа, где промывка затруднена, то для сокращения продолжи-
тельности промывку проводят на линиях для промывки-релакса-
ции МП-220 Т.
Для крашения целлюлозных волокон активными красителями
могут применяться непрерывные и полунепрерывные способы
кращения.
Непрерывные способы крашения. Непрерывные способы кра
шения не нашли широкого применения в трикотажной промыш-
ленности, что в значительной степени связано с отсутствием под-
ходящего оборудования. Тем не менее эти способы, несомненно;
представляют большой интерес.
Непрерывные способы крашения активными красителями мо-
гут быть однованными (I) и двухванными (II). Для тех и других
способов технологическая последовательность обработки полотна
может быть представлена следующим образом
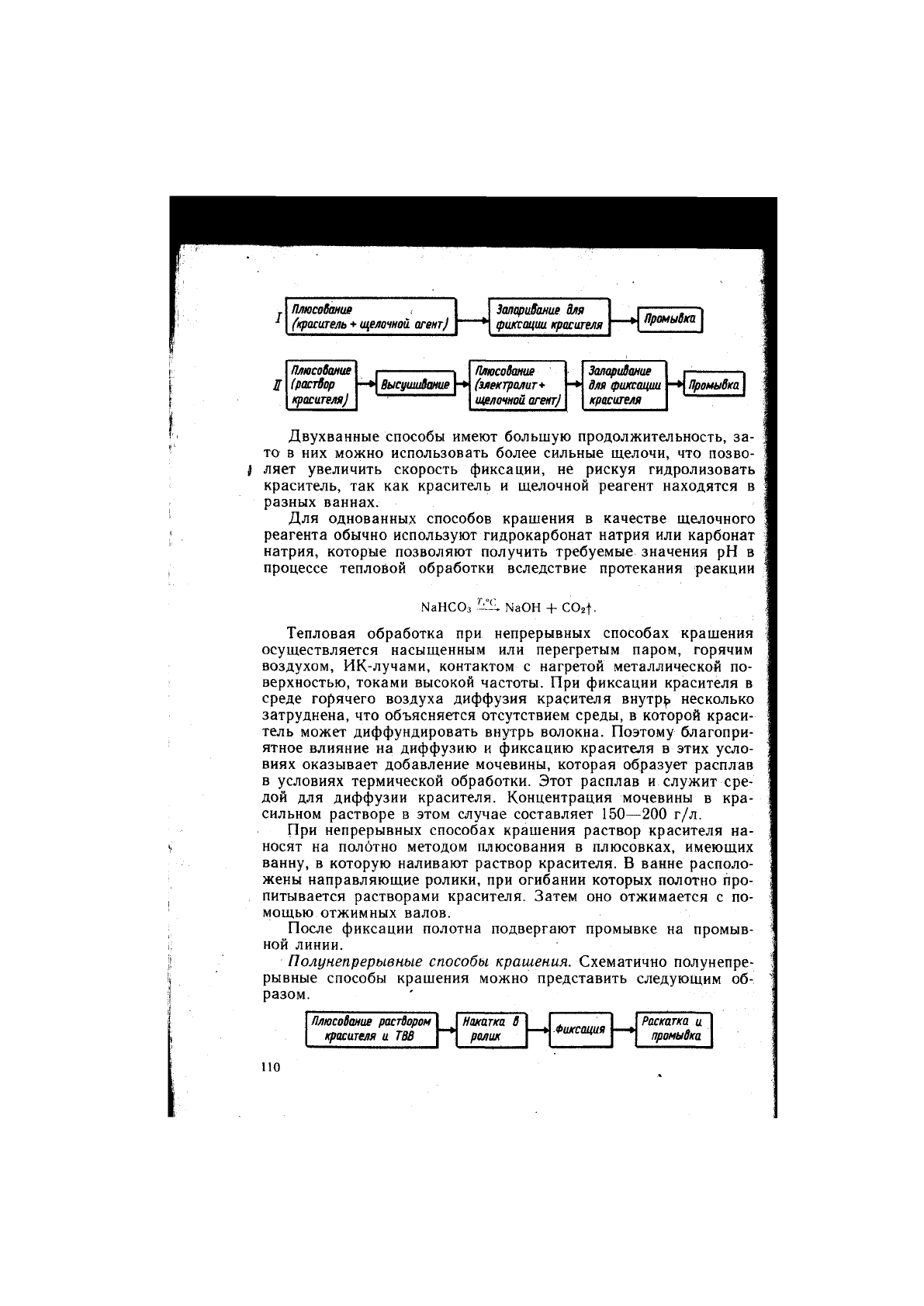
и
Двухванные способы имеют большую продолжительность, за-
то в них можно использовать более сильные щелочи, что позво-
! ляет увеличить скорость фиксации, не рискуя гидролизовать
краситель, так как краситель и щелочной реагент находятся в
разных ваннах.
Для однованных способов крашения в качестве щелочного
реагента обычно используют гидрокарбонат натрия или карбонат
натрия, которые позволяют получить требуемые значения рН в
процессе теплойой обработки вследствие протекания реакции
NaHCOs NaOH + COsf.
Тепловая обработка при непрерывных способах крашения
осуществляется насыщенным или перегретым паром, горячим
воздухом, ИК-лучами, контактом с нагретой металлической по-
верхностью, токами высокой частоты. При фиксации красителя в
среде горячего воздуха диффузия красителя внутри несколько
затруднена, что объясняется отсутствием среды, в которой краси-
тель может диффундировать внутрь волокна. Поэтому благопри-
ятное влияние на диффузию и фиксацию красителя в этих усло-
виях оказывает добавление мочевины, которая образует расплав
в условиях термической обработки. Этот расплав и служит сре-
дой для диффузии красителя. Концентрация мочевины в кра-
сильном растворе в этом случае составляет 150—200 г/л.
При непрерывных способах крашения раствор красителя на-
носят на полотно методом плюсования в плюсовках, имеющих
ванну, в которую наливают раствор красителя. В ванне располо-
жены направляющие ролики, при огибании которых полотно про-
питывается растворами красителя. Затем оно отжимается с по-
мощью отжимных валов.
После фиксации полотна подвергают промывке на промыв-
ной линии.
Полунепрерывные способы крашения. Схематично полунепре-
рывные способы крашения можно представить следующим об-
разом.
ПлюсоВаиие растВором
красителя и ТВВ
Накатка В
Фиксация
Раскатка и
ролик
Фиксация
прамыВка