Ковтун Л.Г. Химическая технология отделки трикотажных изделий
Подождите немного. Документ загружается.

которые позволят красителю относительно равномерно распреде-
литься по волокну, и только в конце крашения, когда краситель
уже находится на волокне, создают условия для образования
координационной связи. В связи с тем, что координационная
связь образуется между металлом и неионизированной амино-
группой, крашение начинают в сильнокислой среде, при рН 1,9—
2,4, когда все аминогруппы ионизированы (-f-NH^).
Затем в конце крашения и при промывке рН повышается и
ионизированные аминогруппы переходят в неионизированное сос-
тояние
—н+
—NH3+ -NH,
При этом образуется координационная связь.
Недостатком этих красителей является то, что крашение про-
водят в сильнокислых ваннах при кипении, а это вызывает час-
тичную деструкцию волокна. Иногда для снижения скорости
сорбции красителей в ванну вводят выравниватели, но они не
всегда эффективны.
В трикотажной промышленности красители комплекса 1 : 1
применяют для крашения пряжи, полотен и чулочно-носочных
изделий.
Полотно обрабатывают в ванне в течение 10 мин при темпе-
ратуре 20—30 °С в присутствии смачивателя. Затем приливают
раствор серной кислоты до концентрации 10 % массы полотна и
глауберову соль и ведут обработку в течение еще 10 мин. После
этого медленно приливают раствор красителя и обрабатывают
еще 10 мин.
Далее медленно повышают температуру, доводят раствор
до кипения и окрашивают при кипении в течение 1 ч. В заключение
полотно промывают обычным способом, иногда для лучшей ней-
трализации добавляют уксуснокислый натрий.
Металлокомплексные красители комплекса 1:2. В отличие от
красителей комплекса 1:1 эти красители не содержат сульфо-
групп. Атом металла у них полностью насыщен, поэтому краси-
тели комплекса 1 :2 фиксируются на волокне благодаря ионной
связи (если крашение ведут в слабокислой ванне, так как, хотя
краситель и не содержит сульфогруппы, но молекула в целом
имеет отрицательный заряд), межмолекулярному взаимодейст-
вию и водородным связям (если крашение ведут в нейтральной
среде).
Так как эти красители окрашивают в слабокислой или нейт-
ральной среде, обеспечивается лучшая сохранность волокна.
Красители не содержат сульфогрупп, но благодаря присутствию
в молекуле метилсульфоновых —SO2CH3 или сульфамидных
—ЗОгЫНг-групп они довольно хорошо растворимы в воде
CHjOjS,
Na^
красители комплекса 1 :2 также дают окраски с высокой ус-
тойчивостью к свету и мокрым обработкам, но обладают недоС'
таточной яркостью. Эти красители используют для крашения и
печатания шерстяных полотен и полотен из полиамидных воло- ;
кон, а также штучных изделий из шерсти и полиамидного во-'
локна^
Изделия или полотна замачивают при температуре 25 °С в
растворе смачивателя в течение 15—30 мин, добавляют серно-
кислый аммоний и краситель и медленно, в течение 1 ч, нагрева-
ют до кипения, затем окрашивают еще 30 мин при кипении, ох-
лаждают и промывают. Если краситель выбрался не полностью,
в ванну в конце крашения добавляют небольшое количество
уксусной кислоты. В кислой среде сорбция красителя повы-
шается.
3.6. КАТИОННЫЕ КРАСИТЕЛИ
После появления на мировом рынке полиакрилонитрильных во-
локон, содержащих в своей структуре кислотные группы, интерес
к основным красителям резко возрос и появилось новое поколе-
ние красителей этого класса — катионные красители, которые
были специально синтезированы для крашения ПАН волокон.
Кислотные группы в полиакрилонитриле могут появиться в
результате окислительных процессов, которые протекают при по-
лимеризации в присутствии катализаторов, обладающих окисли-
тельными свойствами, например пероксида водорода. Чаще ,их
вводят специально путем сополимеризации акрилонитрила с ита-
коновой кислотой (о чем уже говорилось в п. 1).
Окраски, полученные катионными красителями на ПАН во-
локнах, отличаются яркостью, дают насыщенные тона и устой-
чивы к различным физико-химическим воздействиям: свету, мок-
рым обработкам и т. д.
Катионные красители хорошо растворимы в воде. В растворе
они диссоциируют на окрашенный катион и анион (KpsN"'" и
С1~), обладают хорошими резервирующими свойствами по отно-
шению к другим волокнам, что облегчает крашение изделий из
смеси ПАН волокна с другими волокнами (хлопком, шерстью,
полиэфирным и. ви(;;цр.^нымА. К недостаткам катионных краси-
телей следует отнести их низкую устойчивость к термообработ-
кам и даже к запариванию. Эти воздействия приводят к частич-
ному разрушению катионных красителей и изменению получен-
ного при крашении оттенка, что несколько осложняет примене-
ние этих красителей для непрерывных способов крашения.
По своему химическому строению катионные красители яв-
ляются солями четвертичных аммониевых соединений
НС .
\ /
N
, I
ОН,
сГ-гпсг^
или в общем виде Kp^NCl.
В основе сорбции красителей лежит ионное взаимодействие.
В растворе карбоксильные или сульфогруппы волокна диссоции-
руют, и волокно приобретает избыточный отрицательный заряд
Вол—СООН • Вол—СОО- -f Н+.
Краситель в растворе диссоциирует на окрашенный катион
и анион С1~
Kp=NCl KpsN+ + Cr.
При взаимодействии отрицательно заряженной группы волок-
на и катиона красителя возникает солевая связь
Вол—СОО- 4- н+ -f Kp=N+ + cr-^ Вол—COa^N+ШКр -f HCI,
посредством которой и фиксируется катионный краситель.
Чем больше отрицательно заряженных центров в волокне, тем
больше и тем быстрее краситель связывается волокном. Какая-то
часть красителя адсорбируется и благодаря водородным связйм
и силам Ван-дер-Ваальса.
Основной проблемой, возникающей при крашении ПАН во-
локна катионными красителями, является сложность получения
ровных окрасок вследствие высокой скорости сорбции красителя
волокном. Скорость сорбции можно регулировать изменением
скорости нагревания красильной ванны, введением в красильный
раствор электролита и выравнивателей, изменением рН среды.
С повышением температуры скорость крашения возрастает.
При температурах ниже температуры стеклования {Т,с для ПАН
во 90
Время, мин
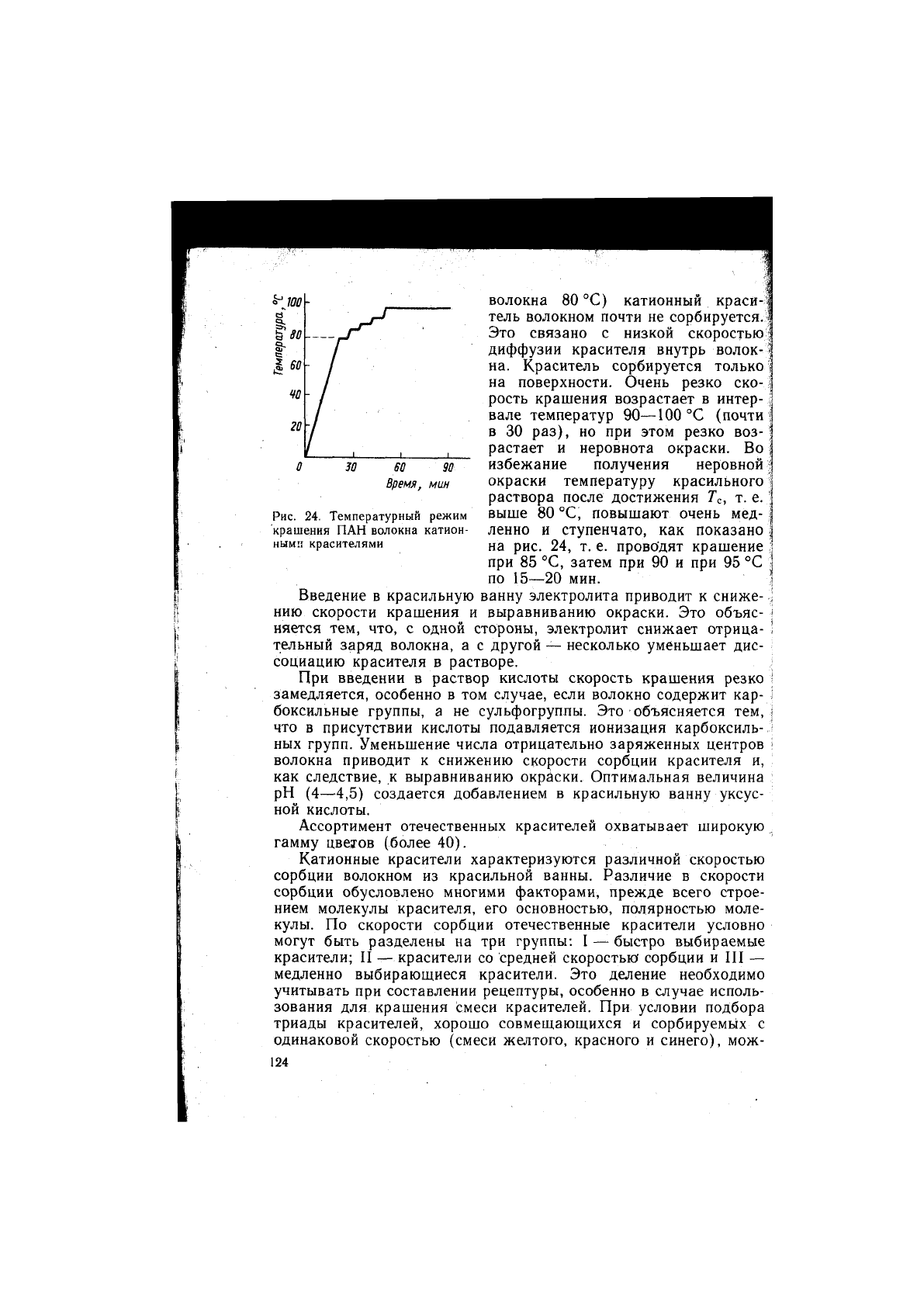
Рис. 24. Температурный режим
крашения ПАН волокна катион-
НЫМ1! красителями
волокна 80°С) катионный краси-1
тель волокном почти не сорбируется.^
Это связано с низкой скоростью:
диффузии красителя внутрь волок-'
на. Краситель сорбируется только'
на поверхности. Очень резко ско-
>
рость крашения возрастает в интер-:
вале температур 90—100°С (почти :
в 30 раз), но при этом резко воз-
растает и неровнота окраски. Во
избежание получения неровной
•
окраски температуру красильного'
раствора после достижения Т^ т. е.
выше 80 °С, повышают очень мед-
ленно и ступенчато, как показано;
на рис. 24, т. е. проводят крашение
при 85 °С, затем при 90 и при 95 °С
по 15—20 мин.
Введение в красильную ванну электролита приводит к сниже- ;
нию скорости крашения и выравниванию окраски. Это объяс- j
няется тем, что, с одной стороны, электролит снижает отрица- ;
тельный заряд волокна, а с другой — несколько уменьшает дис-
социацию красителя в растворе.
При введении в раствор кислоты скорость крашения резко |
замедляется, особенно в том случае, если волокно содержит кар-)
боксильные группы, а не сульфогруппы. Это объясняется тем, i
что в присутствии кислоты подавляется ионизация карбоксиль- J
ных групп. Уменьшение числа отрицательно заряженных центров s
волокна приводит к снижению скорости сорбции красителя и,
как следствие, к выравниванию окраски. Оптимальная величина
рН (4—4,5) создается добавлением в красильную ванну уксус-
ной кислоты.
Ассортимент отечественных красителей охватывает широкую .
гамму цветов (более 40).
Катионные красители характеризуются различной скоростью
сорбции волокном из красильной ванны. Различие в скорости
сорбции обусловлено многими факторами, прежде всего строе-
нием молекулы красителя, его основностью, полярностью моле-
кулы. По скорости сорбции отечественные красители условно
могут быть разделены на три группы: I — быстро выбираемые
красители; II — красители со средней скоростью сорбции и III —
медленно выбирающиеся красители. Это деление необходимо
учитывать при составлении рецептуры, особенно в случае исполь-
зования для крашения смеси красителей. При условии подбора
триады красителей, хорошо совмещающихся и сорбируемых с
одинаковой скоростью (смеси желтого, красного и синего), мож-
но получить широкую гамму цветов и оттенков, используя краси-
тели в различных соотношениях.
Среди отечественных красителей Научно-исследовательским
институтом полупродуктов и красителей рекомендована следу-
ющая триада: катионный синий О, катионный красный 4Ж и ка-
тионный желтый 63 или золотисто-желтый 2К.
В трикотажной промышленности катионные красители приме-
няют для крашения главным образом волокна, пряжи и иногда
полотен. Трикотажные полотна, волокно и пряжу окрашивают
периодическим способом. Трикотажные полотна красят в жгуто-
вых машинах МКП-1 или в эжекторных машинах, волокно —
в аппаратах АКД (СССР), пряжу — в мотках в пряжекрасиль-
ных аппаратах фирмы «Меццера» (Италия), а волокно в жгу-
те—на линиях фирм «Илма» (Италия), «Фляйснер» (ФРГ),
«Иточу» (Япония).
Крашение полотна проводят в ванне, содержащей краситель
(0,5—3% массы волокна), 30%-й раствор уксусной кислоты
(5% массы волокна, рН 4—4,5), 7—10% сульфата натрия
(кристаллического), 2% выравнивателя А. Сначала полотно
обрабатывают в растворе, содержащем уксусную кислоту, сульфат
натрия (глауберову соль) и выравниватель при температуре
40—50 °С в течение 10—15 мин, потом в несколько приемов вво-
дят краситель и нагревают раствор до 85 °С со cкopocтью^ 1—2 °С
в минуту, а затем скорость нагревания снижают до 0,2 °С в мину-
ту, нагревают раствор до 100 °С и красят при кипении в тече-
ние 45—60 мин. По окончании крашения раствор медленно ох-
лаждают до температуры 70 °С, чтобы предотвратить образова-
ние заломов и заминов, полотно промывают, обрабатывают в
растворе ПАВ (0,5—1 г/л) в течение 15—20 мин, снова промы-
вают и аппретируют.
При непрерывном крашении жгута на линиях плюсовочно-
запарным способом обработку жгута осуществляют по схеме
«плюсование — йтжим — запаривание — промывка — аппрети-
рование — высушивание — гофрирование». Основными" стадия-
ми, оказывающими влияние на фиксацию красителя, являются
первые две: плюсование, при которой краситель, собственно,
наносится на, поверхность волокна, и тепловая обработка, в про-
цессе которой осуществляются диффузия и фиксация красителя.
Тепловую обработку можно проводить запариванием в среде
насыщенного или перегретого пара, горячего воздуха, инфра-
красным, микроволновым или высокочастотным излучением. На
практике наиболее часто используют запаривание в среде насы-
щенного или перегретого пара, хотя с точки зрения обеспечения
сохранности волокна и его высокого качества большой интерес
представляет применение микроволн или высокочастотного излу-
чения.
Так как продолжительность запаривания не превышает 3 мин,
а чаще равна 50—60 с, в плюсовочный раствор вводят интенси-
фикаторы. Интенеификаторы должны максимально ускорять
диффузию красителя внутрь волокна и вместе с тем не изменять
оттенка и не ухудшать устойчивость окраски. В качестве интен-
сификаторов используют бензиловый спирт, резорцин, этилен или
пропиленкарбонат и др.
СОСТАВ ПЛЮСОВОЧНОГО РАСТВОРА, Г/Л
Краситель
Уксусная кислота (30 %-й раствор)
Этиловый или изобутиловый спирт
Этилен или пропиленкарбонат
Выравниватель А
Загуститель (индалка Р-90 или сольвитоза
С-5)
5—30
15
10
10—30
5—10
5-10
Спирты вводят в плюсовочный раствор для повышения раст-
воримости красителя, а загуститель — для предотвращения миг-
рации красителя в процессе запаривания. В качестве интенсифи-
катора также может быть использована мочевина концентрации
50—150 г/л. Для предотвращения разрушения красителя вслед-
ствие его восстановления в среде перегретого пара в плюсовоч-
ный раствор иногда вводят слабый окислитель — хлорат натрия
NaClOs. Температура запаривания ПО—120 °С.
Большое влияние на фиксацию красителя оказывает влаж-
ность пара. С повышением влажности пара повышается степень
фиксации красителя и улучшается гриф волокна.
3.7. ДИСПЕРСНЫЕ КРАСИТЕЛИ СШ^^ ^
Дисперсные красители согласно классификации относятся к не-
растворимым красителям, хотя они скорее занимают промежу-
точное положение между растворимыми и нерастворимыми. Они
не содержат групп, придающих растворимость, поэтому их раст-
воримость составляет всего от 2 до 150 мг/л в зависимости от
строения красителя.
Дисперсные красители представлены широкой гаммой цветов
и оттенков, имеют маленькую молекулярную массу, что позволяет
им проникать в компактную и плотную структуру синтетических
волокон.
О NH,
О NHj
Применяют их для крашения синтетических и апетатных-до-
ллшви. Особенно большое значение приобрели дисперсные краси-
126
тели в связи с развитием производства синтетических волокон.
Основным достоинством дисперсных красителей является то, что
они менее чувствительны, чем красители других классов, к физи-
ческой и химической неоднородности структуры волокна. Глав-
ным недостатком этих красителей является то, что полученные
с их помощью окраски недостаточно устойчивы к мокрым обра-
боткам (так как эти красители фиксируются водородными свя-
зями и силами Ван-дер-Ваальса), а также к свету и сублимации.
Красители обладают способностью возгоняться (сублимировать)
при нагревании, т. е. переходить из твердого состояния в газо-
образное, что имеет большое значение в связи с расширением
применения высокотемпературных способов крашения. С ростом
молекулярной массы и сложности строения молекул красителя
устойчивость к мокрым обработкам и к сублимации возрастает,
однако при этом снижается диффузионная способность.
Краситель в красильной ванне находится в полидисперсном
состоянии, т. е. в ней одновременно присутствуют молекулярно
растворенный краситель и твердые частицы с различной степенью
дисперсности (размером частиц) — от 2 до 4 мкм. Адсорбиро-
ваться и диффундировать внутрь волокна может только краси-
тель, находящийся в мономолекулярном состоянии, т.е. в виде
отдельных молекул. Однако вследствие низкой растворимости
красителя в воде доля мономолекулярно диспергированного кра-
сителя относительно мала. Чтобы увеличить растворимость, в
красдльный раствор добавляют ПАВ-солюбилизаторы.
/Условия крашения в значительной степени зависят от приро-
^ы и структуры волокна. имеет
волокно, тем труднее его окрасить (из-за чрёзвычатао низк
скорости диффузии внутри"'^ Скорость диффузии умень-
п триа'цетатное > по-
лиэфщ)нре. Но вместе с тем в этом ряду повышается устойчи-
BocTjt^OKpacKH к мокрым обработкам.
/''~Ацётатноё~в6лЬкно х'орюМб'Шр'ашйвается уже при температу-
ре 70 °С. С повышением температуры CKOpoctb крашения возрас-
тает, но при этом возрастает и гидролиз эфирных групп волокна.
Поэтому оптимальными условиями крашения ацетатного волокна
- является температура 80—85 °С и нейтральная среда. Кра-
сильный раствор содержит красителя 0,2—2 % массы волокна в
зависимости от требуемой интенсивности окраски и
1
—1,5 г/л
неионогенного поверхностно-активного вещества. Крашение поло-
тен рекомендуется проводить в аппаратах навойного типа в рас-
правленном состоянии, так как ацетатные волокна чрезвычайно
чувствительны к образованию заломов и заминов. Сначала по-
лотно подвергают отвариванию для удаления замасливателя, за-
тем в красильную ванну вводят дисперсию красителя, смешан-
ную с диспергатором, медленно нагревают до температуры 80—
85 °С и окрашивают при этой температуре в течение 45—60 мин,
далее раствор медленно охлаждают до 50 сливают и полотно
промывают сначала в теплой, а затем в холодной воде.
Полиамидное волокно имеет более плотную структуру, чем
ацетатное, поэтому крашение изделий из полиамидных волокон
проводят при более высокой температуре — 95—98 °С. Состав
красильного раствора и режим крашения такие же, как и при
краддении полотен из ацетатного волощг^
йрУ|у4-/Большой интерес для крашения полотен и изделий из полиа-
J'!^/миднoгo волокна представляют дисперсные активные красители.
/ Эти красители малорастворимы в воде и по свойствам похожи на
обычные дисперсные красители. Особенностью дисперсных актив-
ных красителей является наличие в их структуре активного ато-
ма, способного вступать в химическую ковалентную связь с ами-
ногруппой полиамидного волокна. Но широкого распростране-
ния эти красители не получили.
Полиэфирное волокно отличается очень большой гидрофоб-
ностью и имеет очень плотную структуру. Температура стеклова-
ния этого волокна около 100 °С, поэтому для обеспечения прием-
лемой скорости крашения его необходимо или проводить при
температуре выше 100 °С, или ускорять процесс, используя ин-
тенсификаторы.
В качестве последних применяют сильно полярные органиче-
ские соединения различного строения: ароматические углеводо-
роды, фенолы и нафтолы, ароматические эфиры карбоновых кис-
лот и т. д. Так как большинство из них нерастворимо в воде, вы-
пускные формы интенсификаторов, как правило, кроме смеси
двух или нескольких интенсификаторов содержат эмульгаторы,
обеспечивающие получение устойчивой эмульсии или суспен-
зии интенсификаторов и способствующие их растворению в
воде.
Интенсификаторы, проникая внутрь волокна, разрывают меж-
молекулярные связи, разрыхляют структуру волокна, ускоряют
его набухание и тем самым облегчают диффузию красителя
внутрь волокна. Применение интенсификаторов позволяет полу-
чить насыщенные тона при крашении в обычном оборудовании
при температуре 100 °С.
При крашении с использованием интенсификаторов в ванну,
где находится полотно, вводят вспомогательное вещество и ин-
тенсификатор концентрации 1—3 г/л, нагревают до температуры
60 °С и ведут процесс в течение 20 мин. Затем в красильную ван-
ну вводят водную дисперсию красителя и окрашивают при тем-
пературе кипения в течение
1
—1,5 ч. По окончании крашения
ванну охлаждают и проводят тщательную промывку для удале-
ния незафиксировавшегося красителя .и интенсификатора. Недос-
татком крашения с применением интенсификатора является тот
128
факт, что большинство интенсификаторов являются токсичными
органическими соединениями, загрязняющими о'кружающую сре-
ду. Они с большим трудом удаляются из волокна, в результате
чего снижается устойчивость окраски к мокрым обработкам и к
свету.
В связи со сказанным выше большой интерес представляют
высокотемпературные способы крашения: крашение под давле-
нием и термозольно'е крашение.
При температуре выше 100 °С скорость диффузии возрастает
в десятки раз благодаря увеличению кинетической энергии мо-
лекул красителя и резкому возрастанию колебательного движе-
ния сегментов цепей полимера, что позволяет красителю быстро
проникать внутрь волокна. При этом получаются ровные насы-
щенные окраски.
Крашение под давлением осуществляется в специальном вы-
сокотемпературном оборудовании (эжекторных машинах и аппа-
ратах навойного типа АК-220 Т), позволяющем окрашивать текс-
тильные материалы при температуре 126—130 °С и давлении
450 кПа.
Крашение в эжекторных машинах проводят по следующему
режиму. После отваривания полотна машину заполняют водой,
вводят раствор диспергатора, суспензию красителя и уксусную
кислоту до рН 5—5,5. Раствор при постоянной циркуляции нагре-
вают в течение 25 мин до 130 °С и окрашивают при этой темпера-
туре в течение 20—30 мин. Затем проводят косвенное охлажде-
ние до 90 °С, сливают раствор и промывают полотно сначала
теплой, а затем холодной водой. При крашении в темные тона
для повышения устойчивости окраски к тренйю проводят
восстановительную обработку при температуре 60—70 °С в раст-
ворах восстановителя (2—3 г/л). При восстановительной обработ-
ке краситель, отложившийся на поверхности волокна, разрушает-
ся. После восстановительной обработки опять проводят про-
мывку.
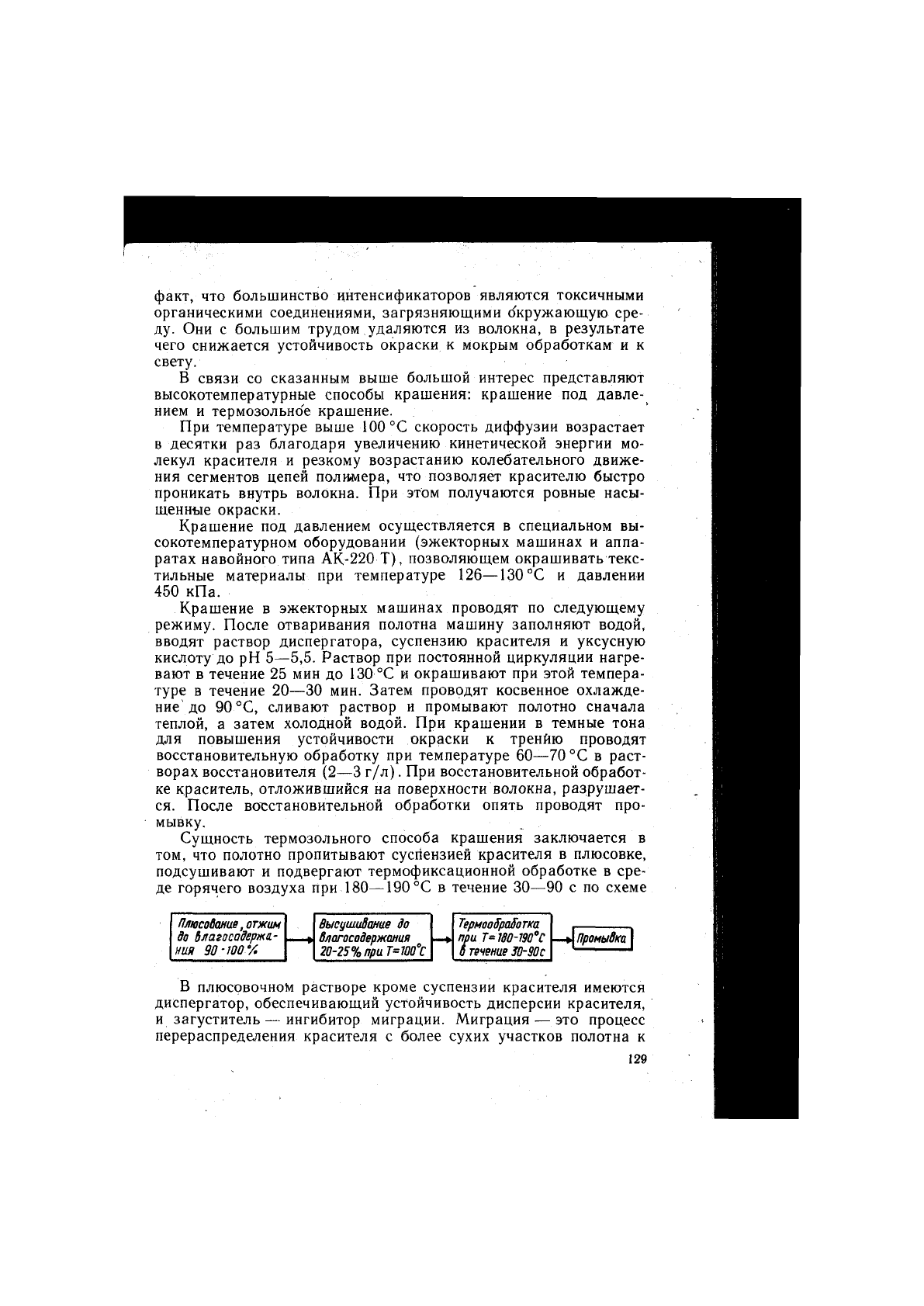
Сущность термозольного способа крашения заключается в
том, что полотно пропитывают суспензией красителя в плюсовке,
подсушивают и подвергают термофиксационной обработке в сре-
де горячего воздуха при 180—190 °С в течение 30—90 с по схеме
В плюсовочном растворе кроме суспензии красителя имеются
диспергатор, обеспечивающий устойчивость дисперсии красителя,
и загуститель — ингибитор миграции. Миграция — это процесс
перераспределения красителя с более сухих участков полотна к
более влажным в случае неравномерного обдува полотна в су-
шильных камерах. Загуститель, добавляемый в плюсовочную
ванну, повышает вязкость растворов и создает на поверхности
полотна пленку, которая препятствует миграции красителя. В ка-
честве ингибиторов миграции используют такие загустители, как
карбоксиметилцеллюлоза (КМЦ), альгинат натрия, поливинило-
вый спирт и др. Их концентрация в плюсовочной ванне 2—3 г/л.
Однако не всегда удается добиться ровноты только введением
ингибиторов миграции. Большое влияние на ровноту оказывают
условия высушивания, поэтому перед термозольной камерой обыч-
но устанавливают сушилку не конвективного типа, а с инфракрас-
ным обогревом. ИК-излучатели обеспечивают равномерную тепло-
передачу по всему полотну. Термообработку можно проводить
в сушильно-ширильно-стабилизационной или какой-либо Другой
машине.
Термозольное крашение пока не нашло широкого применения
из-за отсутствия необходимого оборудования. Основные труднос-
ти связаны с расправлением кромок при плюсовании и проводке
полотна через линию без натяжения.
^ЛЪ трикотажной промышленности дисперсные красители нахо-
•^ят широкое применение для крашения трикотажных полотен из
^eraiiioroj полиамидного и полиэфирного волокон, а также для
крашения чулочно-носочных изделий.?
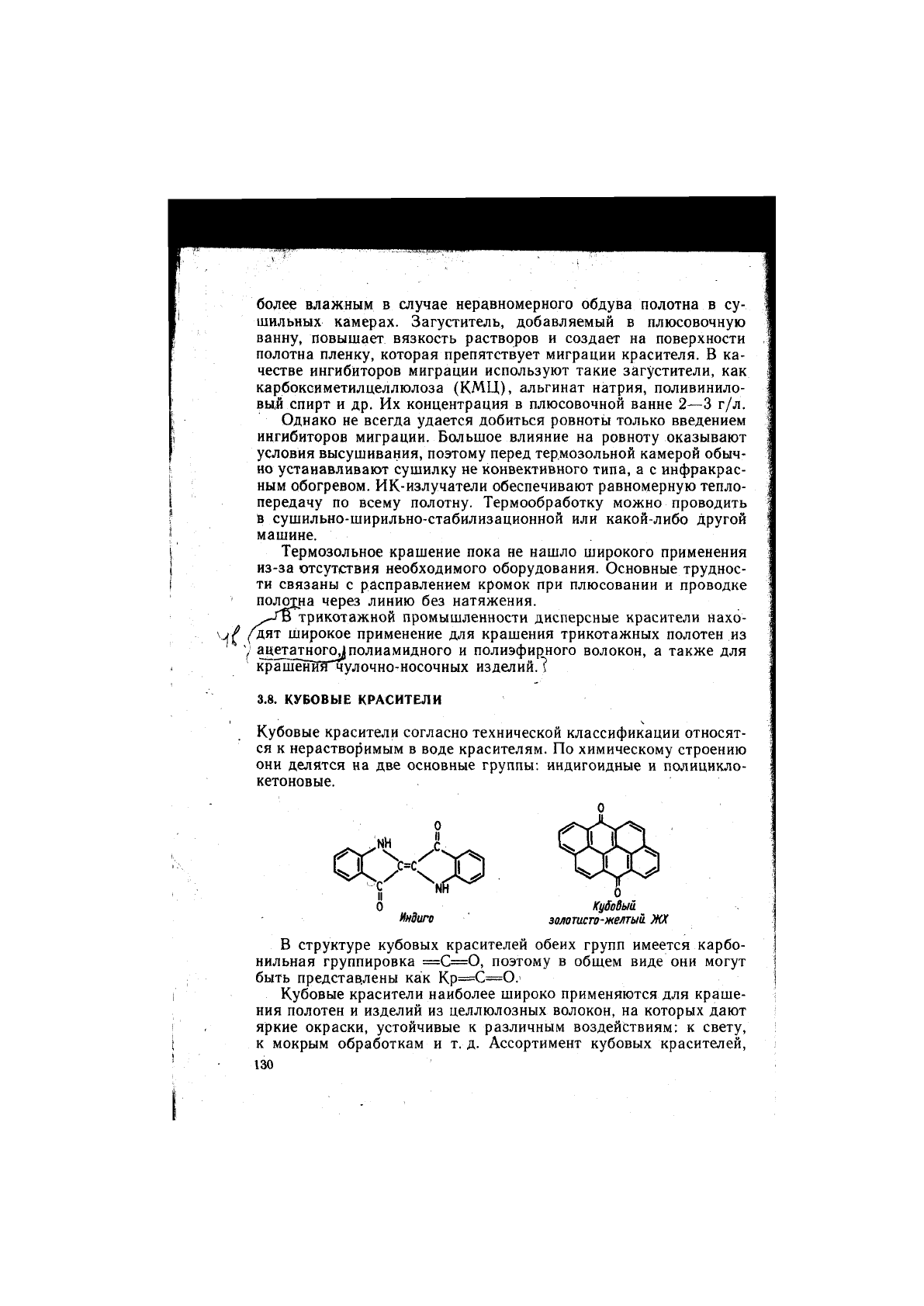
3.8. КУБОВЫЕ КРАСИТЕЛИ
Кубовые красители согласно технической классификации относят-
ся к нерастворимым в воде красителям. По химическому строению
они делятся на две основные группы: индигоидные и полицикло-
кетоновые.
Индиго
КубоВый
золотисто-желтый.
ЖХ
В структуре кубовых красителей обеих групп имеется карбо-
нильная группировка =С=0, поэтому в общем виде они могут
быть представлены как Кр=С=0.'
Кубовые красители наиболее широко применяются для краше-
ния полотен и изделий из целлюлозных волокон, на которых дают
яркие окраски, устойчивые к различным воздействиям: к свету,
к мокрым обработкам и т. д. Ассортимент кубовых красителей,
130