Копейкин В.Н. Ортопедическая стоматология
Подождите немного. Документ загружается.

Методы фиксации протезов
Фиксация — это укрепление протеза на челюсти при ее по-
кое и при вспомогательных движениях. Сила фиксации протеза
зависит от анатомических условий полости рта, типа слизистой
оболочки и метода получения слепка.
Известны различные методы укрепления протезов на челюс-
тях: механические, хирургические, физические. Однако вследствие
недостаточной эффективности и других отрицательных свойств
они не нашли широкого применения в клинике ортопедической
стоматологии.
В последние годы широкое распространение получил физи-
ко-биологический метод достижения фиксации. Сущность его
заключается в том, что протезы фиксируются за счет адгезии и
функционального присасывания.
Для обеспечения адгезии зубного протеза необходимо, что-
бы поверхность его точно отображала поверхность соответствую-
щих тканей протезного ложа. Не только макро-, но и микроре-
льеф слизистой оболочки рта должен найти точное отображение
на базисе протеза. Между двумя конгруэнтными поверхностями,
разделенными тонким слоем слюны, возникают силы молекуляр-
ного сцепления, способствующие удержанию протеза на челюс-
ти. Сила прилипания зависит от точности повторения микроре-
льефа слизистой оболочки и площади протезного ложа. Однако
практика показывает, что сила прилипания протезов составляет
200—300 г, что достаточно для фиксации протеза в покое и со-
вершенно недостаточно при различных жевательных нагрузках.
Функциональное присасывание основано на создании под
протезом отрицательного воздушного пространства. Как бы иде-
ально не был изготовлен протез, при жевательных движениях он
несколько смещается. При этом между протезом и подлежащей
слизистой оболочкой будет образовываться пространство с раз-
реженным воздухом и протез будет хорошо фиксироваться за счет
разницы с атмосферным давлением. В клинике это достигается:
1) точностью длины краев протеза; 2) объемностью краев; 3) не-
которым давлением края протеза на подлежащие ткани.
На верхней челюсти с вестибулярной поверхности граница
протеза должна покрывать пассивно-подвижную слизистую
оболочку, несколько сдавливая ее, контактировать с куполом
переходной складки (активно-подвижной слизистой оболочкой)
и иметь вогнутую вестибулярную поверхность. При такой конфи-
гурации края протеза в эту область будет подсасываться щека и
фиксация протеза будет еще лучше, так как наружному воздуху,
чтобы разомкнуть клапан, необходимо преодолеть сложный путь
(рис. 194). По линии А задний край протеза на верхнюю челюсть
должен на 1— 2 мм заходить на мягкие ткани, также несколько
сдавливая их.
На нижнюю челюсть изготавливают протезы с разумно расши-
390
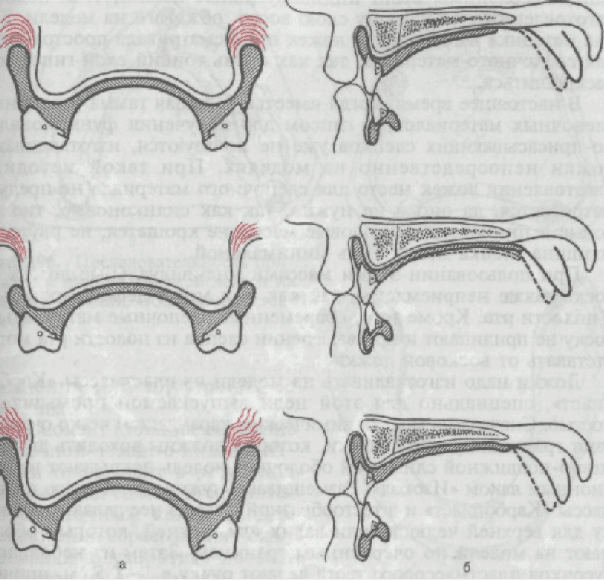
ис. 194. Расположение края протеза на верхней челюсти (схема),
а— по переходной складке; б — по линии А.
ренными границами, покрывая по возможности ретромолярное
и подъязычное пространство, создавая крылья в ретроальвеоляр-
ном пространстве. Если не удается достичь функциональной при-
сасываемости протеза, то расширение границ является оправдан-
ным, так как при этом уменьшается давление на единицу пло-
щади протезного ложа, а ранее упоминалось о том, что слизис-
тая оболочка нижней челюсти гораздо быстрее реагирует на дав-
ление болевыми симптомами, чем при прочих равных условиях
слизистая оболочка верхней челюсти.
Индивидуальные ложки >
В последние годы в чистом виде индивидуальные ложки из
воска практически не изготавливают, а делают жесткие ложки.
В то время, когда единственным слепочным материалом был
391
гипс, необходимы были индивидуальные ложки, т. е. ложки,
изготовленные по второму слою воска, обжатого на модели. Та-
кая методика изготовления ложек предусматривала пространство
для слепочного материала, так как очень тонкий слой гипса мог
раскрошиться.
В настоящее время, когда имеется большая гамма различных
слеп очных материалов, и гипсом для получения функциональ-
но-присасывающих слепков уже не пользуются, изготавливают
ложки непосредственно на моделях. При такой методике
изготовления ложек место для слепочного материала не предус-
матривается, да оно и не нужно, так как силиконовые, тиоко-
ловые и цинкоксидгваяколовые массы не крошатся, не рвутся и
толщина слепка может быть минимальной.
При пользовании этими массами индивидуальные ложки из
воска также неприемлемы, так как они могут деформироваться
в полости рта. Кроме того, современные слепочные материалы к
воску не прилипают и при выведении слепка из полости рта могут
отставать от восковой ложки.
Ложки надо изготавливать на модели из пластмассы «Карбо-
пласт», специально для этой цели выпускаемой промышлен-
ностью. Сначала на модели химическим карандашом четко очерчи-
вают границы будущей ложки, которые должны доходить до пас-
сивно-подвижной слизистой оболочки; модель покрывают изоля-
ционным лаком «Изокол». Размешивают нужное количество пласт-
массы «Карбопласт» и в тестообразной фазе из нее делают пласти-
ну для верхней челюсти или валик для нижней, который обжи-
мают на модели по очерченным границам. Затем из небольших
кусочков пластмассового теста делают ручку в 1—1,5 см, причем
делают ее перпендикулярно поверхности ложки, а не с накло-
ном вперед. Такое положение ручки не будет мешать при офор-
млении краев слепков. Если на нижней челюсти альвеолярная
часть атрофирована и ложка получилась узкая, то ручку изготав-
ливают большей ширины — до премоляров. При такой ручке
пальцы врача не будут деформировать края слепка при удержа-
нии его на челюсти (рис. 195).
Если нет карбопласта, ложки можно изготовить при помощи
протакрила или редонта. После затвердевания пластмассы (через
10—15 мин) ложку снимают с модели и обрабатывают фрезами
и корундовыми головками, следя затем, чтобы края соответство-
вали границам, расчерченным на модели. Толщина края ложки
должна быть не менее 1,5 мм. При очень тонком крае ложки труд-
но бывает получить достаточную объемность края слепка.
Припасовка индивидуальной ложки на нижнюю челюсть. В на-
шей стране широкое распространение получила методика при-
пасовки индивидуальных ложек с использованием функциональ-
ных проб по Гербсту. Методика заключается в том, что при введе-
нии индивидуальной ложки в полость рта больному предлагают
производить различные движения языком, губами, глотательные
392
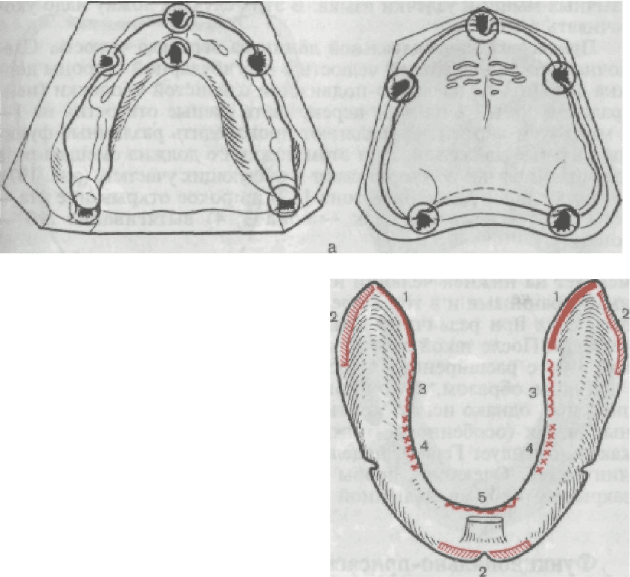
РИС. 196. Последовательность при-
SCOBKH индивидуальной ложки на
нижней челюсти. Объяснение в тек-
движения и т. п., уточняя ее
границы.
В момент глотания смещение
слепочной ложки с нижней че-
люсти происходит в результате
сбрасывания ее напрягающимся
ротоглоточным кольцом. Для
исключения сбрасывания ложку
необходимо укоротить по зад-
невнутреннему краю, как пока-
зано на рис. 196, б, в зоне 1.
При широком открывании рта и вытягивании губ вперед
смещение слепочной ложки обусловлено действием щечных и
подбородочных мышц. Ложку в таких случаях укорачивают по
ружному краю в зоне 2 в зависимости от того, с какой сторо-
.1 она сбрасывается — сзади или спереди.
Больного просят облизать верхнюю губу. При этом язык, пе-
ремещаясь вперед, вверх и в стороны, поднимает и натягивает
попеременно то левую, то правую челюстно-подъязычную мыш-
цу. Если ложка в местах прилегания к этим мышцам удлинена,
то ее необходимо укоротить в зоне 3. Если при дотрагивании
кончиком языка попеременно левой и правой щеки ложка будет
смещаться, то ее края надо укорачивать в зоне 4. Смещение ложки
происходит в результате напряжения мышцы языка и дна поло-
сти рта.
Укорочение ложки слева определяют при дотрагивании кон-
чиком языка к правой щеке и наоборот.
При попытке достать кончиком языка кончик носа слепоч-
ная ложка сместится с челюсти, если она длинная в месте при-
легания ее к области прикрепления к челюсти подбородочно-
393
язычных мышц и уздечки языка. В этих случаях ложку надо уко-
рачивать в зоне 5.
Припасовка индивидуальной ложки на верхнюю челюсть. Сле-
почная ложка на верхней челюсти с вестибулярной стороны дол-
жна доходить до пассивно-подвижной слизистой оболочки (ней-
тральной зоны), а на небе перекрывать слепые отверстия на 1 —
2 мм. Затем пациенту предлагают производить различные функ-
циональные движения. При этом ложка не должна смещаться, в
противном случае ее укорачивают в следующих участках (рис. 197):
1) глотательное движение—зона 1; 2) широкое открывание рта—
зона 2; 3) всасывание щек — зона 3; 4) вытягивание губ —
зона 4.
В методике Гербста есть некоторые противоречия. Он реко-
мендует на нижней челюсти изготавливать протезы с расширен-
ными границами и в то же время вести припасовку ложки до тех
пор, пока при различных движениях она не будет смещаться с
челюсти. После такой припасовки ложка получается с зауженны-
ми, а не с расширенными границами.
Таким образом, функциональные пробы имеют огромное
значение, однако использовать их для припасовки индивидуаль-
ных ложек (особенно на нижней челюсти) с такой точностью,
как рекомендует Гербст, нецелесообразно из-за уменьшения гра-
ниц ложек. Очевидно, пробы необходимо проводить при полу-
закрытом рте с уменьшенной амплитудой движений.
Функционально-присасывающиеся слепки (оттиски)
В эксперименте было доказано, что различные слепочные
материалы в разной степени сдавливают слизистую оболочку
протезного ложа: альгинатные массы на 20%, силиконовые: ти-
окол овые и цинкоксидгваяколовые — от 40 до 60%, термоплас-
тичные — до 80%. Качество изготовленных протезов, их степень
фиксации показали, что наилучшими массами являются те, ко-
торые при получении слепка сдавливают подлежащую слизистую
оболочку на 50% от ее компрессионных возможностей. Следова-
тельно, для получения слепков с беззубых челюстей лучшими
материалами являются силиконовые массы.
Как известно, слепки можно получать с применением давле-
ния и без такового, однако как регулировать это давление, ка-
кую применять силу, очень сложно определить. Поэтому получе-
ние оттисков под силой жевательного давления самого больного
является оптимальным вариантом. Это достигается использованием
имеющихся у больного протезов или изготовлением прикусных
валиков на жестких ложках-базисах.
Хорошего функционального присасывания протезов на верх-
них беззубых челюстях при атрофии тяжелой степени можно до-
стичь при помощи слепочного материала «Дентол». Дентол обла-
394
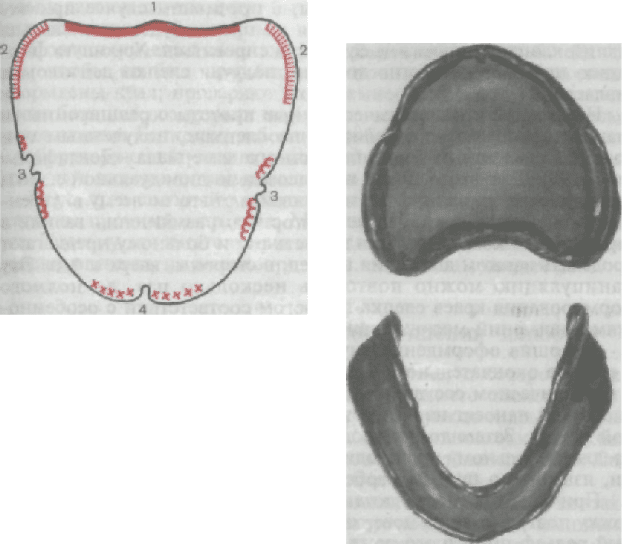
Рис. 197. Последовательность при-
пасовки индивидуальной ложки на
верхней челюсти. Объяснение в
тексте.
Рис. 198. Слепок с верхней челю-
сти.
Рис. 199. Слепок с нижней челю-
сти.
дает одним очень хорошим свойством: если на отвердевшую по-
верхность слепка нанести новый слой массы, то он хорошо со-
единится с первоначальным слоем.
Методика состоит в следующем. После припасовки
ложки-базиса получают оттиск дентолом, оформляя его края
активным (используют функциональные движения) и пассивным
способами. Слепок выводят из полости рта. Размешивают неболь-
шую порцию дентола и тонким слоем наносят его по краю слепка
и в области линии А. Затем слепок вновь вводят в полость рта, с
усилием прижимают к подлежащим тканям, оформляя его края
активным и пассивным способами. При такой методике получе-
ния слепка слизистая оболочка в области клапанной зоны не-
' сколько сдавливается, т. е. улучшается контакт края слепка с
подлежащими тканями, эффект функционального присасывания
увеличивается в 5—10 раз (рис. 198).
Особо рассмотрим тактику врача при получении слепка с
верхней беззубой челюсти при наличии так называемых подушек
в задней трети неба. При этом ни в коем случае нельзя получать
компрессионные слепки по всему протезному ложу. Общий сле-
пок необходимо получить разгружающий, а компрессию создать
395
только в области клапанной зоны, в противном случае при от-
сутствии окклюзионного давления на протез будет размыкаться
задний клапан и протез не будет фиксироваться. Хорошую фик-
сацию протезов возможно достичь, получая слепки дентолом и
сиэластом.
На нижней челюсти качественные протезы с расширенными
границами можно изготавливать по слепкам, полученным при
помощи слепочного термопластичного материала «Дентафоль»
(рис. 199). Для этого после припасовки индивидуальной ложки
размягчают валик дентафоля и приклеивают его по всему внутрен-
нему краю последней. После повторного размягчения валика в
горячей воде ложку вводят в полость рта и больному предлагают
проделать языком движения вперед, в стороны, вверх и т. д. Эту
манипуляцию можно повторить несколько раз, до полного
формирования краев слепка в строгом соответствии с особенно-
стями движений мягких тканей дна полости рта.
Завершив оформление внутреннего края ложки, приступают
к снятию окончательного слепка. Для этого массу, находящуюся
в металлическом сосуде, разогревают до температуры 50—55°С и
кисточкой наносят на всю поверхность предварительно высушен-
ной ложки. Затем ложку вводят в рот и прижимают к челюсти,
предлагая больному производить функциональные движения губа-
ми, языком по пробам Гербста.
При необходимости жидкий дентафоль можно наносить на
ложку повторно, пока поверхность слепка не будет отражать точ-
ный рельеф протезного ложа. Дентафоль в полости рта полнос-
тью не отвердевает, поэтому перед удалением слепка изо рта
ложку охлаждают ватным тампоном, смоченным в холодной воде.
Модель отливают общепринятым способом.
Для отделения слепка от модели их погружают на несколько
минут в кипящую воду, в которой дентафоль плавится и всплы-
вает на поверхность.
Применяя дентафоль при получении слепков с беззубых ниж-
них челюстей при атрофии I и III степени по Келлеру, возмож-
но получить эффект функционального присасывания порядка 3—
4 кг, а при атрофии II и IV степени — 400—600 г.
Дентафоль имеет ряд преимуществ. Он является материалом
пролонгированного действия, что позволяет функционально
оформить края слепка. Кроме того, дентафолевый слепок можно
неоднократно вводить в полость рта, добавляя новые порции,
производить коррекцию.
При изготовлении протеза на беззубые челюсти с наличием
«болтающегося гребня» по Суппли тактику меняют. Как получать
предварительный слепок см. ранее. После припасовки ложки-бази-
са в полости рта в ложке на уровне «болтающегося гребня» про-
сверливают фиссурным бором несколько отверстий, чтобы сле-
почный материал в этом участке мог свободно выходить через
них, не сдавливая гребень и не смещая его. Слепочным матери-
396
алом в данном случае могут быть альгинатные массы, дентол или
жидкие силиконовые массы.
После получения слепка приступают к его оценке. Следят за
тем, чтобы не был продавлен слепочный материал, хорошо
оформлены края; проверяют их объемность. Не допускается на-
личие больших воздушных пор. Затем определяют силу присасы-
вания слепка. Если все требования соблюдены, слепки передают
в лабораторию для отливки моделей и изготовления восковых
базисов с окклюзионными валиками.
Гипс, применяемый в зуботехнических лабораториях, — недо-
статочно прочный материал. Модели, отлитые из него, порис-
тые. Поэтому для изготовления качественных протезов необходимо
модели отливать из высокопрочного гипса или супергипса.
Определение центрального соотношения челюстей
Центральная окклюзия — это положение, с которого ниж-
няя челюсть начинает свой путь и в котором его заканчивает.
Центральная окклюзия — положение функциональное, а не
статическое. В течение жизни высота центральной окклюзии ме-
няется и зависит от стертости и наличия жевательных зубов. Со-
стояния эти сочетаются с изменениями в ВНЧС.
Характеризуется центральная окклюзия максимальным контак-
том всех режущих и жевательных поверхностей зубов; мышцы в
положении центральной окклюзии развивают максимальную мы-
шечную тягу; в этом положении происходит наиболее эффектив-
ное дробление пищи; собственно жевательные и височные мышцы
на обеих сторонах сокращаются одновременно и равномерно;
средняя линия лица совпадает с линией, проходящей между
центральными резцами верхней и нижней челюстей; суставные
головки располагаются на скате суставных бугорков, у их осно-
вания.
Л. В. Ильина-Маркосян (1973) ввела понятие о привычной
окклюзии, которая характеризуется различными смещениями
нижней челюсти. При этих смещениях отсутствует координирован-
ная работа жевательной мускулатуры и ВНЧС. Различают еще
ретрузивное (крайне заднее положение) нижней челюсти, из
которого она не может быть смещена дистально, так как ее сме-
щение ограничивают боковые связки сустава. При ретрузивном
положении нижняя челюсть смещается кзади от центральной
окклюзии на 0,5—1 мм и в 90% случаев не совпадает с цент-
ральной оклюзией.
Перечисленные положения нижней челюсти по отношению
к верхней необходимо знать, так как в клинической практике с
ними иногда приходится встречаться.
При протезировании больных с полным отсутствием зубов
определяют центральное соотношение челюстей, а не централь-
397
ную окклюзию, так как на этом этапе имеются восковые ок-
клюзионные валики, а не зубные ряды. Определить центральное
соотношение челюстей — это значит определить положение ниж-
ней челюсти по отношению к верхней в трех взаимно перпенди-
кулярных плоскостях: вертикальной, сагиттальной и трансверзаль-
ной.
Все методы определения центрального соотношения челюс-
тей можно разделить на статические и функциональные.
Статические методы. В основу этих методов положен принцип
постоянства центрального соотношения челюстей. Это метод
Юпитца, который предложил циркуль золотого сечения; метод
Ватсворда, утверждавшего, что расстояние между углом глаза и
углом рта равно расстоянию между кончиком носа и подбород-
ком в положении центральной окклюзии; метод Гизи, который
определял высоту нижнего отдела лица по выраженности носо-
губных складок.
Все эти методы неточны и в основном дают завышение
нижнего отдела лица.
Функциональные методы. Габер предложил применять жесткие
базисы и определять высоту центрального соотношения челюс-
тей с помощью гнатодинамометра. Поскольку мышцы в положе-
нии центральной окклюзии развивают наибольшую мышечную
тягу, Габер ориентировался по наибольшим показателям
гнатодинамометра. Впереди верхнего воскового валика укрепля-
ли маленький штифт, на восковом валике нижней челюсти —
металлическую пластинку с регистрирующим столиком, покры-
тым тонким слоем воска. Штифт должен касаться поверхности
столика. Больному предлагали производить движения нижней
челюсти в стороны до утомления. На столике штифтом очерчи-
вается угол приблизительно 120°. Расположение штифта на вер-
шине угла и будет показывать центральное соотношение челюс-
тей.
Существует внутриротовой метод регистрации центрального
соотношения челюстей, разработанный Б. Т. Черных и С. И. Хме-
левским (1973). Суть метода заключается в том, что на жестких
базисах верхней и нижней челюстей с помощью воска укрепля-
ют регистрирующие пластинки. На верхней металлической
пластинке укреплен штифт, а нижняя покрыта тонким слоем
воска. При выполнении различных движений нижней челюстью
на нижней пластинке, покрытой воском, появляется ясно выра-
женный угол, в области вершины которого следует искать цент-
ральное соотношение челюстей. Затем поверх нижней пластинки
накладывают тонкую целлулоидную пластинку с углублениями,
совмещая углубление с вершиной угла, и приливают ее воском.
Больному вновь предлагают закрыть рот и, если опорный штифт
попал в углубление пластинки, базисы закрепляют по бокам
гипсовыми блоками, удаляют из полости рта и переносят на
гипсовые модели челюстей.
398
• Все перечисленные методы определения центрального соотно-
шения челюстей не нашли широкого применения вследствие не-
точности определения или сложности выполнения. В повседнев-
ной практике пользуются анатомо-физиологическим методом.
Анатомо-физиологический метод. Из анатомии известно, что
при правильной форме лица губы смыкаются свободно, без
напряжения; носогубные и подбородочные складки слегка выра-
жены, углы рта немного опущены.
Физиологической основой метода определения центрального
соотношения челюстей являются положение нижней челюсти в
относительном физиологическом покое и тот факт, что окклю-
зионная высота нижнего отдела лица меньше высоты при физио-
логическом покое на 2—3 мм. Физиологический покой — это
свободное отвисание нижней челюсти, при котором расстояние
между зубными рядами 2—3 мм, жевательные мышцы и круговая
мышца рта слегка напряжены.
Сначала производят осмотр моделей, на которых должны быть
карандашом отмечены границы будущего протеза, резцовый со-
сочек, небные ямки, небный торус, линия середины альвеоляр-
ного отростка, бугры верхней челюсти, срединные линии,
нижнечелюстной слизистый бугорок. Средняя линия и линия
середины альвеолярного отростка должны быть выведены на
цоколь модели. Базисы, на которых укрепляются окклюзионные
валики, готовят из прочного воска или пластмассы. Жесткие ба-
зисы применяются при сложных анатомических условиях в по-
лости рта.
Восковые базисы должны плотно охватывать модель, края их
точно соответствовать границам будущего протеза. Необходимо
проследить за тем, чтобы края восковых базисов не были остры-
ми, в противном случае их сглаживают разогретым шпателем.
Затем, если необходимо, приступают к коррекции окклюзи-
онного воскового валика. На верхней челюсти по высоте валик
должен быть в переднем участке приблизительно 1,5 см, а в об-
ласти жевательных зубов 5—7 мм.
В переднем участке верхней челюсти валик должен выступать
слегка вперед и по ширине быть 3—4 мм; в боковых участках
выступать от вершины альвеолярного гребня на 5 мм и по ши-
рине доходить до 8—10 мм.
Таким образом, окклюзионный валик на верхней челюсти дол-
жен по периметру и форме соответствовать будущей зубной дуге.
Восковой базис с окклюзионным валиком вводят в полость
рта и определяют положение верхней губы — она не должна быть
напряжена или западать. Коррекцию положения губы произво-
дят срезая или наращивая воск на вестибулярной поверхности
валика. Затем определяют его высоту в переднем участке: край
валика должен находиться на уровне нижнего края верхней губы
или выступать из-под него на 1,0—1,5 мм. Необходимо помнить,
что длина верхней губы может быть различной и в зависимости
399