Klocke F. Manufacturing Processes 1: Cutting
Подождите немного. Документ загружается.

3.8 Cutting Theory 91
The amount of resultant force can now be calculated from Eqs. (3.20) and (3.21):
|
F
z
|=
τ
sin ·cos
(
+ ρ − γ
n
)
· b ·h (3.22)
The functional relations of the values of the resultant force components cutting
force and feed force can be taken from the circle of Thales (Fig. 3.50).
|
F
c
|=|
F
z
|·cos
(
ρ − γ
n
)
(3.23)
|
F
f
|=|
F
z
|·sin
(
ρ − γ
n
)
(3.24)
If we now insert Eq. (3.22) into Eqs. (3.23) and (3.24), the following is valid for
the values of the resultant force components:
|
F
c
|=
cos
(
ρ − γ
n
)
· τ
sin · cos
(
+ ρ − γ
n
)
· b · h (3.25)
|
F
f
|=
sin
(
ρ − γ
n
)
· τ
sin · cos
(
+ ρ − γ
n
)
· b · h (3.26)
3.8.1.3 Calculation of the Shear Angle
K
RYSTOF developed a model for the simple calculation of the shear angle [Krys39].
He made the following assumptions:
• The theory of the shear plane is valid.
• The maximum shear stress leads to material collapse.
In the main axial system, maximum shear stresses occur at an angle of 45
◦
.
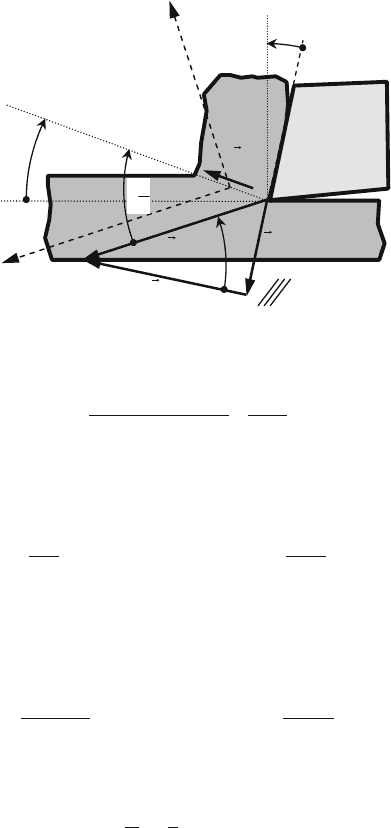
For calculations of the cutting process, the position of the main axial system
is assumed to be approximately in the direction of the resulting contact stress
(Fig. 3.51).
For purposes of simplicity, the principle stress is not represented by the stress
tensor but simply by vector addition. In this case, the friction angle approximates
the orientation of the main axial system.
The function relation between the shear angle, the tool orthogonal rake angle and
the friction angle can be derived from Fig. 3.51. The following is valid for the shear
angle:
=
π
4
−
(
ρ − γ
n
)
(3.27)
M
ERCHANT has suggested a possibility of calculating the shear angle that makes
the following assumptions [Merc45, Merc45a]:
• The theory of the shear plane is valid.
• The position of the shear plane is determined by the minimum of cutting energy.
The value of cutting force can be read off the circle of T
HALES in Fig. 3.50:
92 3 Fundamentals of Cutting
Trace of shear plane P
Φ
Trace of cutting
edge plane
P
s
Trace of tool reference plane
P
r
P
o
≡
P
f
≡
P
n
Tool
F
z
1
τ
Φ
F
γ
F
γn
3
4
−
ρ
π
γ
n
Φ
Fig. 3.51 Principle of the maximum shear stress, acc. to KRYSTOF [Krys39]
|
F
c
|=
cos
(
ρ − γ
n
)
cos
(
+ ρ − γ
n
)
·
b · h
sin
· τ
(3.28)
The necessary and the sufficient conditions for calculating the position of the
energy minimum are
nec.:
∂E
c
∂
= 0suff.:
∂
2
E
c
∂
= 0 (3.29)
Since the cutting energy is calculated as the product of the cutting force and
the cutting path, and the cutting path is not a function of the shear angle, we can
simplify to:
nec.:
l
c
· ∂|
F
c
|
∂
= 0suff.:
∂
2
|
F
c
|
∂
= 0 (3.30)
From which follows for the shear angle:
=
π
4
−
1
2
·
(
ρ − γ
n
)
(3.31)
3.8.2 Application of Plasticity Theory to Cutting
HUCKS and OPITZ developed a shear angle equation by applying MOHR’s slip the-
ory to the orthogonal cutting process [Huck51, Opit53, Mohr06]. As opposed to
the models of K
RYSTOF and MERCHANT, this theory makes it possible to take a
material-specific slip angle into consideration instead of an idealized 45
◦
. It should
3.8 Cutting Theory 93
y
ρ
y
FE
z
FE
3
γ
n
Φ
3
1
σ
y
y
MT
z
MT
Tool
P
o
≡
P
f
≡
P
n
Slip direction
Slip direction
τ
zy
Trace of tool reference plane P
r
Trace of cutting
edge plane
P
s
≡ P
p
Trace of shear plane P
Φ
1,3: Principle normal stress directions
ϕ
ω
τ
zy
τ
yz
τ
yz
σ
y
Φ
1
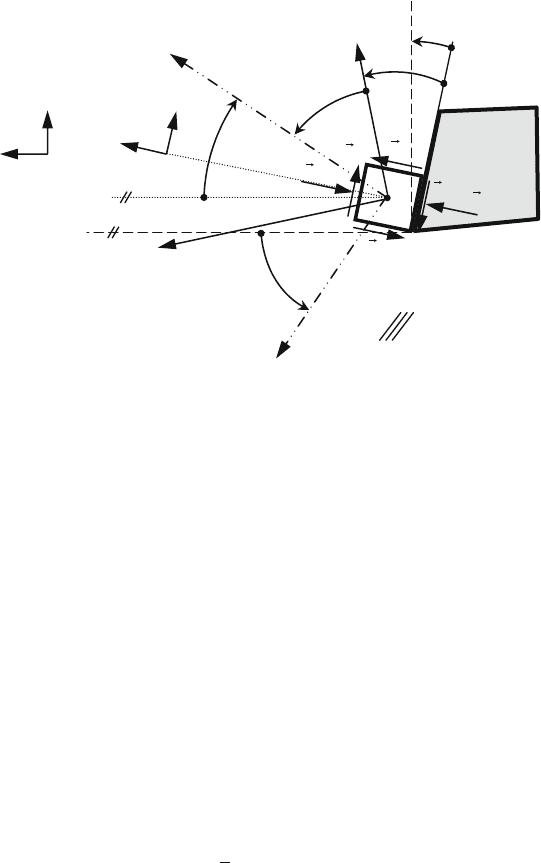
Fig. 3.52 Surface element at the cutting part, acc. to HUCKS [Huck51]
again be pointed out that the previously known shear angle need not necessarily be
equal to the angle given by the actual position of the slip surface, since the direction
of the shear plane was previously only purely geometrically determined by ideal
considerations. In this case the directional angle of the slip surface towards the tool
cutting edge plane is designated as the shear angle . First a square surface element
is considered on the rake face that experiences both shear and compressive stresses
from the tool (Fig. 3.52).
The shear stresses also appear on all remaining faces of the quadratic element
as a result of the law of equality of shear stress. Due to the unhindered flow of the
chip over the face there is a very small amount of compressive stress in this direc-
tion, which will be neglected in the following. There are therefore two compressive
stresses and four shear stresses on the surface element under consideration.
If we now determine the principle normal stress with the help of M
OHR’s stress
circle, we establish the validity of the following equation:
ω =
1
2
arctan(2 · μ) (3.32)
The angle between the rake face and the principle stress direction is thus deter-
mined by the friction coefficient between the rake face and the chip. This relation
makes it clear, for example, why different cutting speeds yield different shear angles.
The friction coefficient is dependent on the cutting speed and consequently alters the
principle stress direction. The slip direction on the other hand is inclined towards
the principle stress directions by a materially dependent angle ϕ. This angle can be
94 3 Fundamentals of Cutting
calculated from the compressive flow stress σ
D
and the shear flow stress τ
F
with the
help of flow tests and M
OHR’s stress circle:
ϕ = 45 −
1
2
arcsin
σ
D
− 2τ
F
σ
D
(3.33)
For an ideal plastic body which is approximately realized by steel at the yielding
point, the flow plane is under 45
◦
in relation to the principle stress direction, since
there the shear stress is at a maximum [Huck51].
With this, we obtain the principle stress and slip directions shown in Fig. 3.52
relative to the rake face. With the help of the angles γ , ϕ, and ω, the slip angle
1
can now be calculated:
1
= ϕ −
1
2
arctan(2μ) + γ
n
(3.34)
Slip angle
3
is in the still undeformed area, which is why only slip angle
1
(which is identical with the shear angle) is significant. The shear angle calculated
here presumes an extrapolation of the stress conditions via the shear plane and the
width of flank wear land as well as the formation of a continuous chip. This approx-
imation was proven to be in accordance with experiments made on materials with
envelope lines that are inclined and parallel to the σ-axis. H
UCKS did not experiment
with materials with bent envelope curve [Huck51].
With the help of the shear angle, the resultant forces can now also be calculated.
To do this, the stresses that are active in the shear plane are multiplied with shear
plane surface, resulting in a normal and tangential force in the shear plane. We
will in this context proceed without the derivation of H
UCKS’s formulae. For steel,
which has an envelope line that is parallel to the σ -axis, the following formulae for
cutting and feed force result with width of undeformed chip b and chip thickness h
according to H
UCKS:
F
c
= τ
0
· b ·h ·
⎡
⎣
1
2
μ
2
+
1
4
+ cot g(φ)
⎤
⎦
(3.35)
F
f
= τ
0
· b ·h ·
⎡
⎣
cot g(φ)
2
μ
2
+
1
4
− 1
⎤
⎦
(3.36)
To sum up, we can say that the highly numerous experimental relations in chip
formation depend only on a few numbers of materials and the friction coefficient.
H
UCKS’s work made the fundamentally new discovery that the stress field in the
chip on the cutting edge depends, besides its intensity, only on the friction coefficient
and the normal direction of the envelope line [Huck51].
Chapter 4
Cutting Tool Materials and Tools
Tool change times, and with them both manufacturing times and tool, machine and
labour costs, are affected by wear. Wear is affected in turn by the properties of the
cutting tool materials. Development in the cutting tool material sector is therefore far
from finished, but is constantly aiming both to improve cutting tool materials that are
already established as well as to discover new materials for use in the manufacture
of cutting tools.
Cutting tool materials should have the following properties in order to do justice
to the stresses placed on them:
• hardness and pressure resistance,
• bending strength and toughness,
• edge strength,
• inner bonding strength,
• high temperature strength,
• oxidation resistance,
• small propensity to diffusion and adhesion,
• abrasion resistance,
• reproducible wear behaviour.
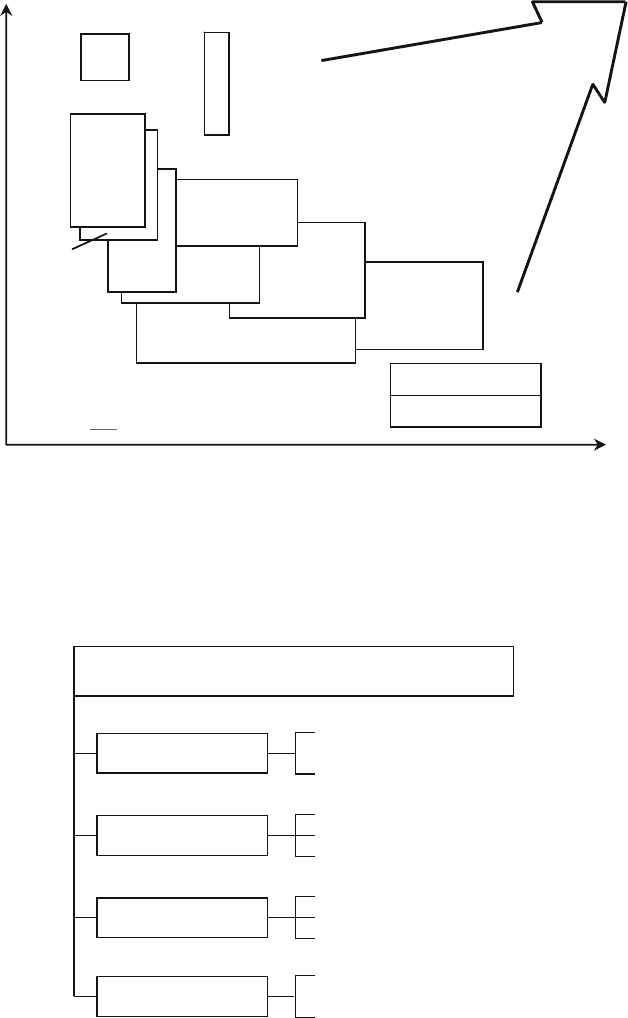
Should we consider all these characteristics simultaneously, we are then faced
with the requirement for the “ideal” cutting tool material (Fig. 4.1). However, there
is no one cutting tool material that unifies all the required properties. One rea-
son for this, for example, is the physical opposition of hardness and toughness.
Developments i n the cutting tool material sector are concentrating on optimizing
and modifying chemical composition, manufacturing methods, geometry and coat-
ing in order to broaden the areas of application of cutting tool materials and tools in
accordance with the requirements of modern production.
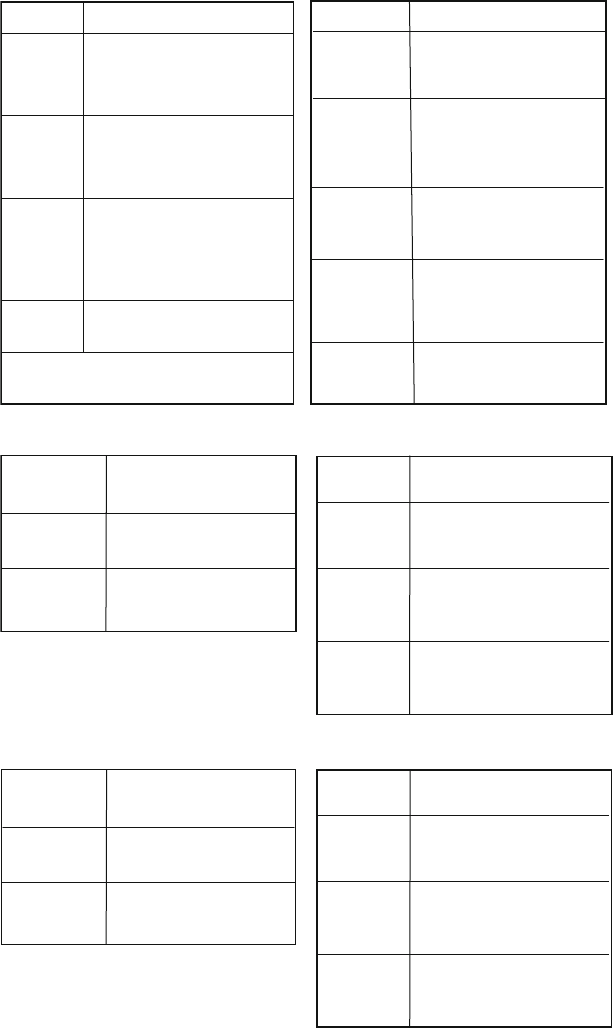
4.1 Overview of Cutting Tool Materials
The cutting tool materials used in cutting can be summarized as (Fig. 4.2):
• tool steels,
• cemented carbides,
95
F. Klocke, Manufacturing Processes 1, RWTH edition,
DOI 10.1007/978-3-642-11979-8_4,
C
Springer-Verlag Berlin Heidelberg 2011
96 4 Cutting Tool Materials and Tools
DP
Ideal cutting tool material
1
BN
Cutting speed
Wear-resistance and heat-resistance
1 Considering the hardness
2 Considering the hardness
and the temperature
DP:
2
Durability and bending-strength
Feed
HSS
Coated HSS
Fine grain
and submicron
grain cemented
carbide
Al
2
O
3
+ TiC
Coated
cermet
Coated
cemented-
carbide
Si
3
N
4
-
ceramic
Al
2
O
3 -
ceramic
Cemented-carbide
on tungsten-carbide-basis
Cermet
Fig. 4.1 Schematic classification of several cutting tool materials
Cold work steels
High speed steels
WC-Co
TiC/TiN - Co,Ni
WC-(Ti,Ta,Nb)C-Co
Oxide-ceramic
Silicon-nitride-ceramic
Mixed-ceramic
Boron-nitride
Diamond
Tool steels
Cemented carbide
Cutting - ceramics
Super-hard cutting
tool materials
Cutting tool materials for chipping
with geometrical defined cutting edge
Fig. 4.2 Classification of cutting tool materials for machining
4.1 Overview of Cutting Tool Materials 97
• cutting ceramics and
• super-hard cutting tool materials made of boron nitride and diamond.
The hardness and wear resistance of the cutting tool materials increases in this
order. On the other hand, their bending strength decreases in this order.
Tool steels include unalloyed and alloyed cold work tool steels as well as high
speed steel. The term cemented carbide refers to conventional cemented carbides
based on tungsten carbide as well as “cermets” based on titanium boron nitride.
Ceramics is the generic term for cutting tool materials made of oxide, mixed and
non-oxide ceramic.
4.1.1 Classification of Hard Cutting Tool Materials
According to DIN ISO 513, the notation and application of hard cutting tool mate-
rials of cemented carbide, ceramic, diamond and boron nitride are classified in
accordance with Fig. 4.3. According to it, uncoated cemented carbides based on
tungsten carbide with a WC grain size of ≥ 1 μm take the abbreviation HW and
with grain sizes of < 1 μm the notation HF. “Cermets” – cemented carbides based on
titanium boron nitride – are notated with HT, coated cemented carbides and coated
cermets with HC. Corresponding abbreviations from Fig. 4.3 are valid for other hard
cutting tool materials based on ceramic, diamond or boron nitride.
The goal of DIN ISO 513, besides that of identifying cutting tool materials, is
above all their assignment to materials, for which they are most suitable for cutting.
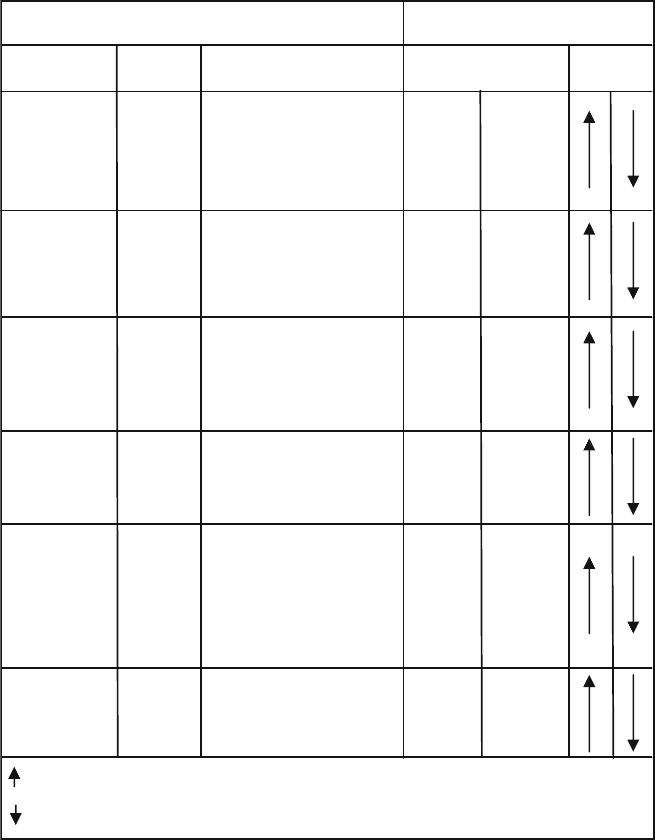
Expanding earlier norms, DIN ISO 513 provides six main application groups and
thus six classes of workpiece-materials, which are classified with the code letters
P, M, K, N, S and H as well as by colour (Fig. 4.4). DIN ISO 513 thus maintains
the established code letters P, M and K but now only designate with them the main
application groups that comprise the material groups steel (P), stainless steel (M),
and cast iron (K). The major machining group K included according to the old stan-
dard not only cast iron materials but also a number of other materials. In DIN ISO
513, these now new major application groups were provided with the labels N for
nonferrous metals, S for special alloys and H for hard materials.
Every main application group is subdivided into particular application groups
(Fig. 4.4). These are notated with a code letter for the main application group they
belong to and with an index. The index refers to the toughness and wear resis-
tance of the cutting tool material. The higher it is within each application group,
the lower is the material’s wear resistance and the higher its toughness. The indices
are merely reference numbers indicating a certain sequence. They provide no infor-
mation about the extent of the wear resistance or the toughness of a cutting tool
material. Manufacturers of cutting tool materials should assign their cutting tool
materials to the appropriate application group, depending on wear resistance and
toughness. Examples are HW-P10, HC-K20, and CA-K10. An application group
thus contains comparable cutting tool materials of different manufacturers, although
they may differ in wear behaviour and performance. It is also possible for a cutting
tool material from one manufacturer to be categorized under multiple application
groups if suitable to them.
98 4 Cutting Tool Materials and Tools
Ceramic
Code-letter Group of materials
CA
Oxide-ceramic,
predominantly made from
aluminium-oxide (Al
2
O
3
)
CM
Mixed-ceramic, based on
aluminium-oxide (Al
2
O
3
),
but also with other
components than oxides
CN
Silicon-nitride-ceramic,
predominantly made from
silicon-nitride (Si
3
N
4
)
Code-letter
CC
Cutting-ceramic like above,
but coated
1)
These cemented carbides are also called
"Cermet"
Cemented carbide
Group of materials
HW
Uncoated cemented
carbide, predominantly made
from tungsten-carbide (WC)
with a grain size
=
1
µm
HT
1)
Uncoated cemented carbide,
predominant
titan-carbide (TiC) or
titan-nitride (TiN) or
both
HC
Cemented carbide like above,
but coated
HF
Uncoated cemented
carbide, predominantly made
from tungsten-carbide (WC)
with a grain size <
1
µm
CR
Cutting-ceramic,
predominantly made of
Aluminium-oxide (Al
2
O
3
),
reinforced
Diamond
Diamond
Code-letter Group of materials
DP Polycrystalline diamond
DM Monocrystalline diamond
Boron-nitride
Boron-nitride
Code-letter Group of materials
BL
Cubiccrystalline boron-nitride
with a low content of
boron-nitride
BH
BC
Cubiccrystalline boron-nitride
with a high content of
boron-nitride
Cubiccrystalline boron-nitride
like above, but coated
Code-letter Diamond category
DP Polycrystalline diamond
DM Monocrystalline diamond
Code-letter Boron-nitride category
BL
Cubiccrystalline boron-nitride
with a low content of
boron-nitride
BH
BC
Cubiccrystalline boron-nitride
with a high content of
boron-nitride
Cubiccrystalline boron-nitride
like above, but coated
Fig. 4.3 Notation of hard cutting tool materials for machining, acc. to DIN ISO 513
4.2 Tool Steels 99
P blue
M
K
N
S
H
yellow
red
green
brown
grey
P01
P10
P20
P30
P40
P50
Steel:
All kinds of steel and
cast-steel,exept stainless
steel witch austenitic
structure
P05
P15
P25
P35
P45
M01
M10
M20
M30
M40
Stainless steel:
Stainless austenitic and
austenitic-ferritic steel
and cast-steel
M05
M15
M25
M35
K01
K10
K20
K30
K40
Cast-iron:
Cast-iron with flake
–
graphite, cast-iron with
ductile graphite,
annealed cast-iron
K05
K15
K25
K35
N01
N10
N20
N30
Nonferrous metals:
Aluminium and other
nonferrous metals, non-
metal materials
N05
N15
N25
S01
S10
S20
S30
Specializations and
titanium:
Highly heat resisting
special-alloys based on
iron, nickel and cobalt,
titanium and titanium
based alloys
S05
S15
S25
H01
H10
H20
H30
Hard materials:
Hardened steel, hardened
cast-iron-materials, cast-
iron for chill-casting
H05
H15
H25
Increasing cutting speed, increasing wear-resistance
of the cutting tool materials
Increasing feed, increasing durability of the cutting tool materials
Main application group
Application group
Code-letter
Code-color Workpiece-material
Hard cutting tool
materials
Fig. 4.4 Application and classification of hard cutting tool materials, acc. to DIN ISO 513
4.2 Tool Steels
DIN EN ISO 4957 defines tool steels as high-grade steels suited to machining and
processing materials as well as handling and measuring workpieces. We distinguish
between cold work steels, hot work steels and high speed steels. Cold and hot work
steels are suited to purposes in which the surface temperature during engagement
100 4 Cutting Tool Materials and Tools
is generally under 200
◦
C. High speed steels on the other hand can be applied at
temperatures of up to 600
◦
C. Tools for both cutting and forming are made out of cold
work steels and high speed steels. Hot work steels are used primarily for forming
tools such as forging dies, pressure casting dies or tools for forging machines and
extrusion presses.
4.2.1 Cold Work Steels
Cold work steels obtain their wear and toughness properties from heat treatment,
consisting of heating to austenitizing temperature, quenching in an oil or water bath
(a high cooling speed is necessary, martensite hardness) and tempering (with the
goal of a partial loss of hardness in order to increase toughness).
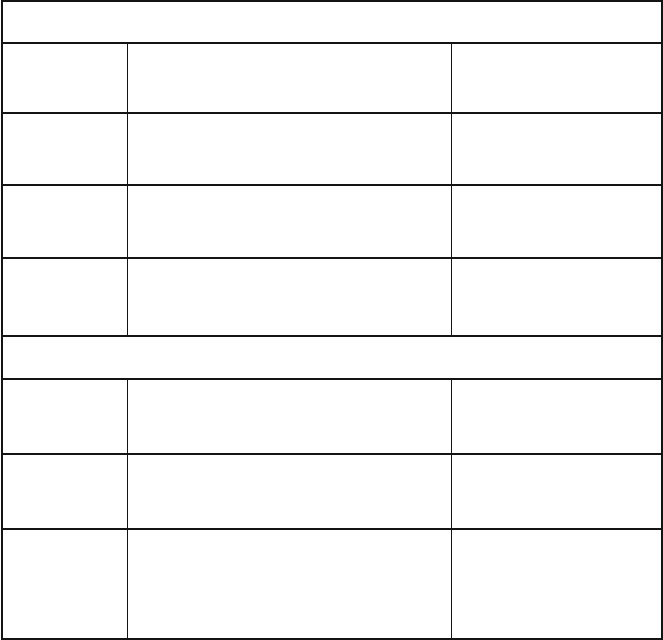
Cold work steels can be classified as unalloyed and alloyed steels (Fig. 4.5)[DIN
EN ISO 4957, Wegs95]. Unalloyed tool steels (carbon steels) contain up to 1.25% C
Unalloyed cold work steels
Composition
Examples
Hammers, hatchets, axes,
scissors, screwdrivers,
bits
Wood saws, hand saws,
steel blades for segment-
buzz saws
Files, ductors,
chisels, paper knifes
Chisel of all kinds
Files, ductors,
chisels, Paper knifes
Cutting-tools,
shear-blades for
cutting of steel,
broaches, wood-
working-tools
0.80
–
0.90
0.25
–
0.40
0.50
–
0.70
1.20
–
1.35
0.10
–
0.30
0.10
–
0.35
–
0.50
0.40
–
0.40
0.15
–
0.80
0.60
0.42
–
0.47
0.20
–
0.30
0.85
–
1.0
1.7
–
1.9
0.25
–
0.30 0.05
1.10
–
1.25
0.15
–
0.30
0.20
–
0.40
0.5
–
0.8
–
–
0.07
–
0.12
0.15
–
0.45
2.0
–
2.25
0.10
–
0.40
11.0
–
12.0
–
–
–
–
0.6
–
0.8
C45W
1.1730
C85W
1.1830
C125W
1.1563
45CrMoV7
1.2328
115CrV3
1.2210
X210CrW12
1.2436
Alloyed cold work steels
Material grade
Material number
CSiMnCrMoVW
Fig. 4.5 Examples for alloyed and unalloyed cold work steels