Jones D.S.J., Pujado P.R. Handbook of Petroleum Processing
Подождите немного. Документ загружается.

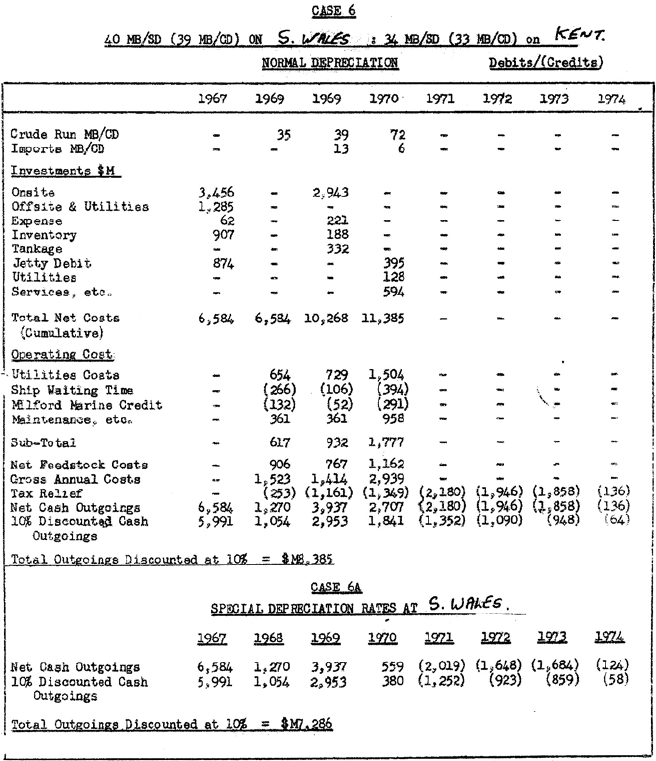
ECONOMICS 835
Or
r
A guaranteed daily cost of all the utilities as a percentage of the expected normal
consumption
The description of the remaining items that make up the guarantee document are self
explanatory and are illustrated in the example of a typical process guarantee given
in Appendix 17.1.9. This example is based on the study case for the thermal cracker
illustrated in the various sections of this Chapter.
In this example it is assumed that the contract has been awarded on a lump sum basis
for engineering, all other home office functions and the contractor’s profit fee. The
other costs such as equipment, materials and the installation of the plant is on a cost
payable directly by the client basis.
836 CHAPTER 17
APPENDICES
Appendix 17.1.1. Refinery plant inadequacies report—example work sheet.
1782
1596
1410
1224
1408
1222
1244
1271
1803
1800
1612
1964
1906
1718
1532
1616
1730
1659
1658
1892
1841
1655
1979
1793
1722
1536
1350
1524
1608
1642
1448
SFR-22
CRUDE OIL PROGRAME
TOTAL
CRUDE STOCK
M.B.
DATE
VESSEL
KUWAIT
TOTAL STOCK
BARRELS
1st
2nd
3rd
4th
5th
6th
7th
8th
9th
10th
11th
12th
13th
14th
15th
16th
17th
18th
19th
20th
21st
22nd
23rd
24th
25th
26th
27th
28th
29th
30th
31st
OXFORD
E. MUNCHEN
JOHN P.G
BRITISH ENGINEER
CHARIOT
SAN. NICOLA
EXETER.
NEDERLAND
OLYMPIC WIND
RAGNA GORTHEN
HAV KONG
WESTMINSTER.
CHEMAWA
TENACIA
HOEGH SHIELD
HOEGH GRACE
REIN.
810
874
718
1341
1224
1038
852
1036
919
1010
1106
1227
1108
989
870
881
789
725
661
782
718
839
925
943
826
940
807
789
725
661
782
IMPORTS
RUN TO
STILLS
117
186
186
186
185
186
117
119
119
119
119
119
119
119
92
64
64
64
64
64
117
117
64
186
133
133
64
64
64
64
64
64
64
204
215
131
240
189
185
185
150
135
105
115
185
130
220
240
IRAN
IRAQ ARAMCO, BASRAN
TIA JUANA.
RUN TO
STILLS
RUN TO
STILLS
IMPORTS
TOTAL STOCK
BARRELS
TOTAL STOCK
BARRELS
VESSEL
VESSEL
LARGO (ARAMCO)
FERN ROSE (IRAN)
CANTERBURY (IRAN)
WORLD GRANDEUR
GUILD FORD (IRAN)
N.COMMANDER (IRAQ)
MASTER PETER (IRAN)
AARHUS (IRAN)
SALISBORY (IRAQ)
EORLD GRANDEUR (IRAQ)
(TIA JUAN)
IMPORTS
441
372
372
372
372
303
234
165
576
270
210
692
623
1094
1025
929
807
955
948
946
819
967
898
829
1039
986
933
811
689
742
890
SAGUARO (BASRAN)
CRYSANTHY ' L' (ARAMCO)
STEENSMOUNTAIN (IRAN)
646
768
185
270
270
270
270
210
115
115
175
270
270
122
122
122
122
122
122
122
53
53
-
69
69
122
122
122
122
122
122
96
69
69
69
69
69
69
69
69
69
-
-
-
WORLD INSPIRATION
276
276
276
276
276
276
276
276
276
276
276
276
276
276
276
276
266
256
266
256
246
306
296
286
276
246
236
226
216
206
196
130
TIA JUAN
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
FIG. 1.
Appendix 17.1.2. Example of a crude oil inventory schedule.
Distribution
Month of
INTERMEDIATE STOCK SHEET
Refinery
TANKS
335/336
TANKS
450/457
TANK
353
WHITE SPIRIT.
KEROSINE
MAX. 26.5 MR'S
MIN. 1.5
"
MAX. 82 MR'S
MIN. 4
"
MAX. 58 MR'S
MIN. 5
"
MAX. 16 MR'S
MIN. 1
"
T/JET 2486
TANK
332
T/JET 2482
EST
STOCK
DAY
OF
MONTH
PRODN. RUN PRODN. PRODN.RUN RUN PRODN. RUNDIFF.
EST.
STOCKS
DIFF
EST.
STOCKS
DIFF DIFF.
EST.
STOCK
ACT.
STOCKS
ACT.
STOCKS
ACT.
STOCK
1 2.9 2.0 + 0.9
+ 3.1 46.0
49.1
52.2
55.3
57.4
59.5
61.6
55.1
42.1
19.1
6.1
8.2
10.3
12.4
14.7
18.2
21.7
25.2
28.5
31.4
34.5
21.5
8.5
10.6
13.7
16.8
20.1
23.5
27.0
30.5
33.6
+ 3.1
+ 3.1
+ 3.1
+ 2.1
+ 2.1
+ 2.1
+ 2.1
+ 2.1
+ 2.1
+ 2.3
+ 3.5
+ 3.5
+ 3.5
+ 3.1
+ 3.1
+ 3.1
+ 3.1
+ 3.3
+ 3.5
+ 3.5
+ 3.5
+ 3.1
+ 3.1
− 13.0
− 13.0
+ 2.1
− 6.5
− 13.0
− 13.0
− 13.0
9.2 15.1 12
12
12
12
13
13
13
13
13
13
13
13
13
13
13
13
13
13
12
12
12
12
12
12
12
12
12
12
12
12
12
15.1
15.1
15.1
15.1
15.1
15.1
15.1
15.1
15.3
15.5
15.5
15.5
15.1
15.1
15.1
–
–
15.1
15.1
15.1
15.3
15.5
15.5
15.5
15.1
15.1
7.5
–
–
–
10.1
11.0
11.9
12.8
13.7
14.6
15.5
16.4
17.3
18.2
19.1
20.0
18.0
16.0
14.0
12.0
10.0
2.9 2.0 + 0.9
2.9 2.0 + 0.9
2.9 2.0 + 0.9
2.9 2.0 + 0.9
2.9 2.0 + 0.9
2.9 2.0 + 0.9
2.9 2.0 + 0.9
2.9 2.0 + 0.9
2.9 2.0 + 0.9
2.9 2.0 + 0.9
2.9 2.0 + 0.9
– 2.0 + 0.9
– 2.0 + 2.0
– 2.0 − 2.0
– 2.0 − 2.0
– 2.0 − 2.0
– 2.0 − 2.0
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
TOTALS
9.6
6.3 6.9
13.2
19.5
17.8
16.1
14.4
12.7
8.7
1.7
6.3
6.3
6.3
6.3
6.3
6.3
4.0
9.6
9.6
9.6
9.6
9.6
9.6
9.6
–
–
–
–
8
8
8
8
8
7
–
8
31.0
23.0
24.0
26.2
27.8
28.4
30.0
31.6
33.2
34.8
26.8
− 8
+ 1.6
+ 6.3
+ 6.3
+ 6.3
− 1.7
− 1.7
− 1.7
− 1.7
− 7
− 4
+ 1.6
+ 1.6
+ 1.6
+ 1.6
+ 1.6
+ 1.6
+ 1.6
− 8
8
8
8
8
8
8
8
8
8
Appendix 17.1.3. Example of a product inventory and schedule.
UNIT
THROUGHPUT
2482 8,000 B/SD
2485 8,000 B/SD
Max. B/SD
Pron.
B/SD
B/SD
B/SD
54,800
B/SD
69,000 B/SD
64,000 B/SD
DAYS ON
STREAM
PS-1 31
31
31
6
10
PS-2
PS-3
HS-2
TCP-1 Crude
TCP-2 Crude
OPERATING SCHEDULE
9FR-816
1 2 3 4 5 6 7 8 91011 1213141516171819 2021222324 25262728293031
KUWAIT
WS
2482
2482
GO
GO
GO
BASRAN
KERO
ARAMCO ARAMCO
IRAQ
KERO
MDO
2486
GO
NAP
NAP
NAP
GO
MDO
KERO
IRAQ
GO
IRAN
BAS.
BAS.
HF
2486
GO
KUWAIT
KUWAIT
IRAN
ARAMCO
MDO
MAP
HF
GO
S D
S D
KUWAIT
KUWAIT
NAP
GO
NAP
GO
HF
NAP
S D
Appendix 17.1.4. An outline operating schedule.
UNIT
THROUGHPUT
54,800 B/SD
10,300 B/SD
B/SD
B/SD
B/SD
B/SD
Pron. 12,000
Reg.
Reg.
2.82
24.82 8,000
24.86 8,000
H.V.N.
H.V.N.
S.R.H.
Hontor.
Pron. 9,600
B/SD
B/SD
B/SD
B/SD
B/SD
B/SD
B/SD
B/SD
B/SD
B/SD
69,000 B/SD
64,000 B/SD
DAYS ON
STREAM
THROUGHPUT
41,000
SEE OPERATING
NOTES
APPROX 8000
15,000
32,000
22,000
2,000
31
31
31
31
31
31
17
DAYS ON
STREAM
PS-1
31
31
31
16
31
31
6
10
S/D
S/D S/D
2482
2486
PS-2
PS-3
CB-1
CB-2
TCP-X8fvde
TCP-X8fvde
EDELEAMU
CS-4
HS-1
HS-2
UNIT
THROUGHPUT
DAYS ON
STREAM
UNIT
THROUGHPUT
DAYS ON
STREAM
UNIT
H.D.S.R.1 2,000 18
C.S.S.R.2 15,500 31
C.S.S.R.5
L.C.N.S.
Splitter
18
31
31
31
31
2,000
4,000
3,000
3,000
5,300
H.D.S.R. 2
H.D.S.R. 3
H.D.S.R. 4
T. C . P. 1
T. C . P. 2
C.N.S.P.
F.C.S.R.
H.P.S.R.
F.H.S.R.
N.S.S.R.
N.F.S.R.
C.S.S.R.I.
Still 13
1234 5 678 9101112131415161718192021222324252627282930
9FR-816
DETAIL OPERATING PROGRAM.
SLOP
RUNNING
1,500 Bbis/DAY WHEN NOT ON 24–82
WS
GO
GO
GO
GO
GO
GO
GO
H.F.
GO
S D
2482
2485
GO
GO
NAP
NAP
NF
BASRAN
ARAMCO
ARAMCO
ARAMCO
KERO
M.D.O.
KUWAIT
KUWAIT
KUWAIT
KUWAIT
KUWAIT
KUWAIT
BAS
KERO
NAP
NAP
IRAQ
M.D.O.
IRAN
KERO
HF
SHUT DOWN
NAP
NAP
NAP
IRAQ
BASRAN
IRAN
M.D.O.
*
*
Appendix 17.1.5. A typical detailed operating program and schedule.
UNIT
THROUGHPUT
DAYS ON
STREAM
P. S.-1
P. S.-2
P. S.-3
HS-2
E.P.S.R.
(1)
(2)
MAX
8
8
48,000
55,000
B/SD
B/SD
8
67,000
B/SD
8
64,000
B/SD
WED
11
THUR
12
FRI
13
SAT
14
SUN
15
MON
16
TUES
17
WED
18
307
303
313
2482 2486
314 312 315
301 301304 309
307310 311 306
KUWAIT
2482
GO
2486
GOG.O.
GO
GO
MDO MDO
WS
ARAMCO ARAMCOIRAQ
KERO KERO
IRAN IRANKUW
NAP
SHUT DOWN
PREMIUM
KERO
(1) Stop to be run on Nap/Go operations.
(2) Awaiting decision on Prem. Kerosene specification.
If Edeleanu plant runs at only 10,000 BU1/D the
Kero run on Ps-2 willl be curtailed.
9 FR-1086 ISSUE No. 2
WEEKLY OPERATING PROGRAM.
SHIPPING
DEC 11
th "
BR. ENGINEER" (KUW) 306, 312
'' 11
th "
GUILDFORD" (IRAQ) 309, 304, 303
'' 11
th "
WORLD GRANDEUR"(ARAM.) 301, 313, 303
'' 13
th "
SAN NICOLA" (KUW) 307, 312
'' 16
th "
EXETER" (KUW) 310, 311
'' 16
th "
CRYSANTNY ‘L’" (ARAMCO) 303, 304, 314
'' 17
th "
STEENSMOUNTAIN" (IRAN) 312
'' 18
th "
SAGUARO" (BAS) 309
NOTES.
Rev. 1
Appendix 17.1.6. A typical weekly program.
842 CHAPTER 17
Appendix 17.1.7. Typical factors used in capacity
factored estimates
Type of plant Factor (b)
Atmospheric and vacuum distillation 0.6
Catalytic reforming 0.6
Fluid cat cracking 0.7
Naphtha splitter 0.7
Thermal cracker 0.7
Delayed coking 0.6
Fluid coking 0.65
Gas compression—Recip 0.9
Gas compression–Centrif 0.75
Hydrogen plant 0.55
Sulfur production 0.55
Steam generation 0.55
Utilities (general) 0.55
All other type of plants including tankage and off
sites generally may be taken as 0.6.
Appendix 17.1.8. An example of a process specification
XYZ Refinery Project
Process specification for a thermal cracker
Number of units. One
Capacity. The unit shall have an input capacity of 34,500 barrels per stream day of a
residue from the atmospheric distillation of Kuwait crude oil.
Charge. The normal feedstock will be an atmospheric residuum boiling above 700
◦
F
TBP cut point on Kuwait crude.
Duty. The duty required from this unit will be to thermally crack the feedstock to
produce gas, naphtha distillate, gas oil, and fuel oil.
Yields. The unit shall be designed to make the required products in the following
relative proportions from the feedstock specified above. The process licensor shall
confirm these proportions by pilot plant tests on samples of the feedstock provided
by the owner.
ECONOMICS 843
wt% on feed
Conversion to 340
◦
F TBP cut point 25.0
Products:
Gas to C
5
9.0
Naphtha distillate to 390
◦
F TBP cut point 20.3
Gas oil 390 to 622
◦
F cut points 24.7
Fuel oil + 622
◦
F cut point 46.0
Products
1.0 The gas shall include C
3
an C
4
’s and shall be routed to the crude unit overhead
distillate drum.
2.0 The overhead naphtha distillate product shall also be routed to the crude unit
overhead naphtha drum. The naphtha product shall have an ASTM distillation
end point of not more than 387
◦
F.
3.0 The gas oil side stream product shall have an ASTM 90 vol% distilled at a
temperature no higher than 645
◦
F.
4.0 The fuel oil as residue from the cracker primary tower shall have a minimum
Pensky Martin flash point of 200
◦
F and shall be thermally stable.
Process conditions
1.0. Thermal cracker furnace
It is required that the furnace and transfer line be capable of effecting a crack of 25
wt% on feed of gas and naphtha to a TBP cut point of 340
◦
F. The transfer line outlet
temperature from the furnace shall not be higher than 920
◦
F at a pressure of 250 psig.
The injection of HP steam into the furnace coils may be considered to increase
turbulence and minimize the lay-down of coke. Should steam be used it’s volume under
the furnace conditions must be accounted for in the design of the furnace coil(s).The
temperature of the feed to the inlet of the furnace soaking section must be control-
lable.
2.0. The main fractionator
The feed to the fractionator from the furnace must be quenched to a suitable tempera-
ture to meet the residue cut point requirement. This temperature must also be sufficient
to produce enough over flash for proper fractionation between the distillate streams.
The column will be operated at a pressure in the overhead distillate drum of 50 psig.
Naphtha distillate stream shall be maximized and steam stripping of the gas oil side
stream should be considered in this respect. Fractionation criteria in terms of gaps
(and overlaps) between the distillate streams shall be:
844 CHAPTER 17
ASTM Dist 95% temp of naphtha and 5% temp of gas oil to be not less than +15
◦
F.
The residue leaving the bottom of the tower shall be steam stripped for flash point
control. It shall also be quenched in the well of the tower to prevent further cracking.
A cold residue stream is recommended for this quench.
Appendix 17.1.9. An example of a process guarantee
XYZ Refinery Project Contract 1234
The process performance guarantees are handled on an individual process unit basis
as set forth in subsequent sections of this exhibit. The utility guarantee covers all of
the process units associated with this contract and is lumped into an aggregate utility
cost as set forth in Section 4.0 of this exhibit.
Where licensed or proprietary processes not owned by contractor are involved or
proprietary catalysts are supplied by others, such as in the case of the thermal
cracker, naphtha hydrotreater, diesel hydro-treater, and catalytic reformer, contractor
offers only the guarantees set forth herein and identified as the responsibility of the
contractor. Any other guarantees shall be negotiable between Client and Licensors
and are not part of this exhibit.
3.0. Thermal cracker
3.1. Feed
The thermal cracking unit shall be designed to process 34,320 BPSD of Kuwait
reduced crude to produce gas to C
5
, gasoline, gas oil, and fuel oil as residue. The
feedstock shall be material boiling above 700
◦
F TBP cut point from an atmospheric
crude distillation unit. The feedstock shall be substantially in accordance with the
Kuwait assay titled “ASSAY of KUWAIT 31.2
◦
API CRUDE Dated xxxxx”and shall
have the following properties:
Gravity
◦
API 15.8
ASTM D—1,160
◦
F
IBP 650
5% 750
10% 775
20% 800
30% 850