Jones D.S.J., Pujado P.R. Handbook of Petroleum Processing
Подождите немного. Документ загружается.

0 102030405060708090100
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
Temp °F
Gravity °API
°API
Vc MID Vol %
% Vol (or MID Vol %)
70
60
50
40
30
20
10
0
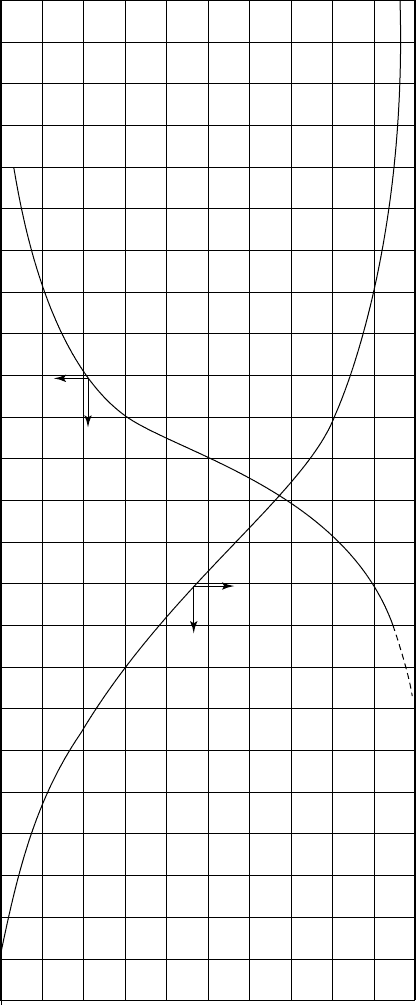
TBP
Curve
Figure 12.19. The TBP and gravity curves for Pennington crude.
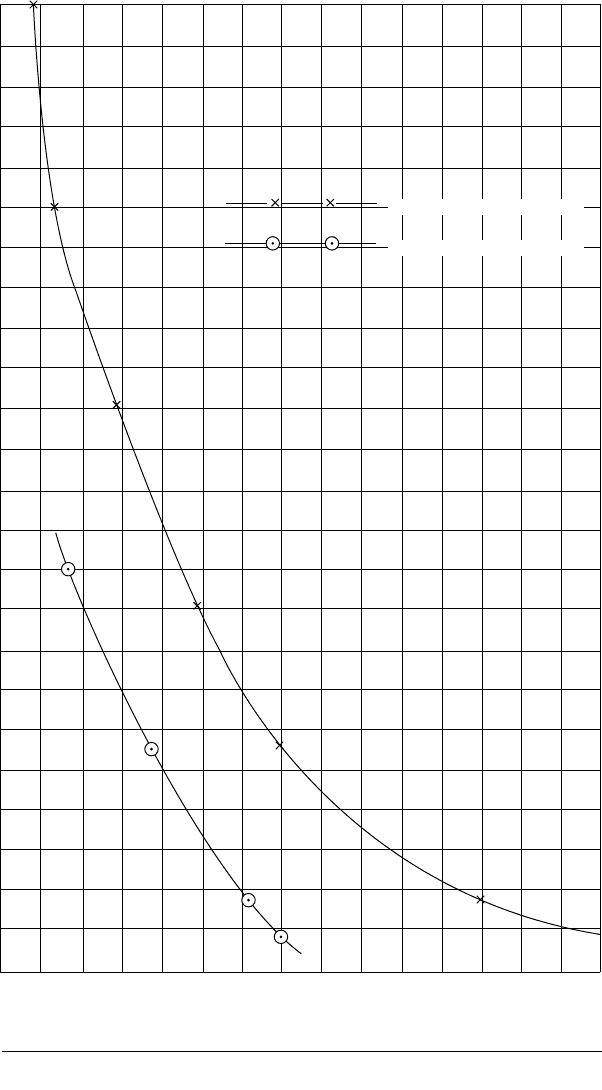
Softening Point Vs Penetration.
Penetration Vs Specific Gravity.
110
0
40
60
80
100
120
140
160
180
200
220
240
0.95 1.0 1.05 1.15
Specific Gravity @ 60°F
Softening Point °F
120 130 140
Penetration mm @ 77°F, 100 gram, and 5 secs.
Figure 12.20. Plot of softening point versus penetration and penetration versus specific gravity for Pen-
nington crude.
THE NON-ENERGY REFINERIES 515
1
9
8
7
6
5
4
3
2
9
8
7
6
5
4
3
2
10
100 10
3
10
4
12345678 23456789191
100
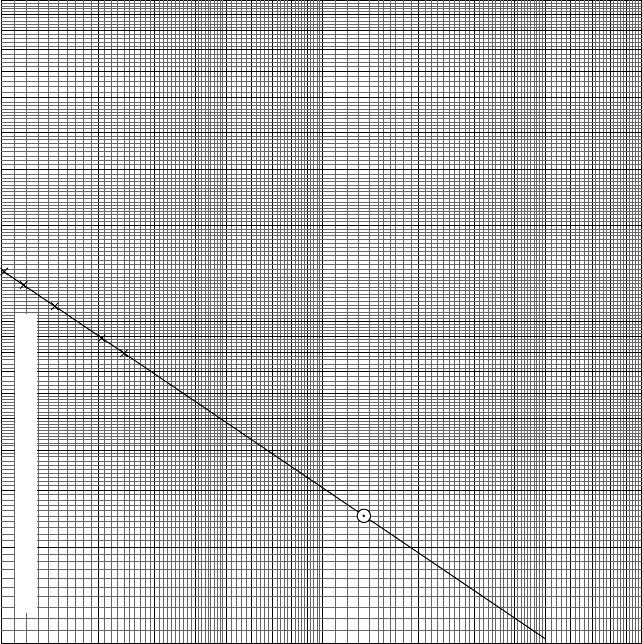
Viscosity SSF Seconds @ 275°F
Penetration @77°F 100 grams and 5 secs.
Figure 12.21. Plot of viscosity versus penetration for asphalt.
Vacuum unit feed =+650
◦
Foncrude= 75 vol%.
Required size of oxidizing reactor.
Step 1.0 Predict yield of asphalt
The Patel equation shall be used for this purpose.
Trial 1. Assume initial boiling point of asphalt is 1,015
◦
F which equates to a cut 95
vol% on crude.
vol% cut point on crude = 0.75 × 0.95 = 71 vol%
516 CHAPTER 12
using Figure 12.6 and data from the TBP curve (Figure 12.19):
Slope A =
1,015 − 400
95 − 31
= 9.6
Slope B =
1,015 − 625
95 − 71
= 16.25
Slope C =
625 − 400
71 − 31
= 5.6
50403020100
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
10.0
11.0
12.0
13.0
14.0
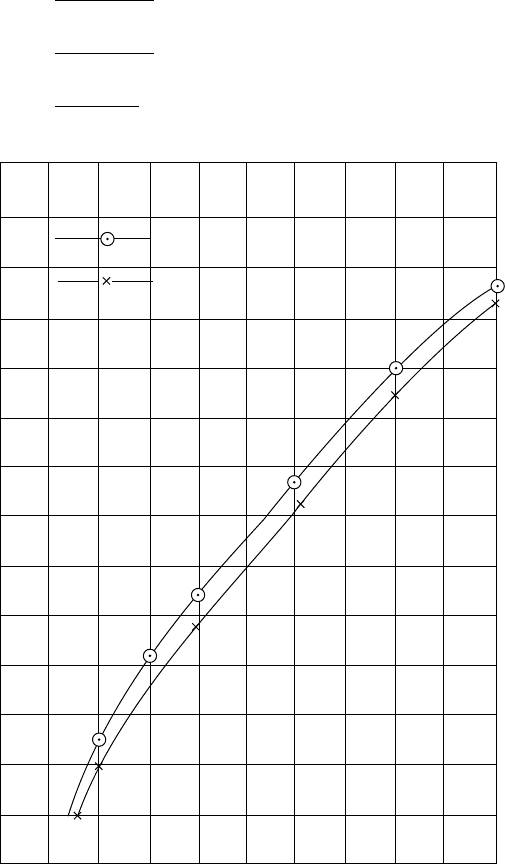
Yield of Asphalt % Vol of Whole Crude.
Carbon Residue % Wt on Crude.
Conradson Carbon vs. 100 Pen Yield
Conradson Carbon vs. 200 Pen Yield
Figure 12.22. Asphalt yields versus carbon residue % weight on crude.
THE NON-ENERGY REFINERIES 517
Conradson carbon content of +750
◦
F residue = 4.6 wt% (see Figure 12.22)
K factor at 750
◦
F = 11.2
Exponent ‘n’ = 1.2
F =
9.6 × (4.6)
1.2
(16.25/5.6) × (11.2 − 10.4)
= 25.8
From Figure 12.7 percent asphalt yield = 4.3 (assumed was 5.0 vol%).
Trial 2. Assume boiling point of asphalt is 950
◦
F which equates to a cut of 93.5 vol%
on crude or a yield of 6.5 vol%.
Calculated ‘F ’f actor is 34.6 correlating to a yield of 7.6 vol%.
Trial 3. Assume boiling point of asphalt is 850
◦
F which equates to a cut of 90 vol%
on crude or a yield of 10 vol%.
Calculated ‘F ’f actor is 42.0 correlating to a yield of 10.0% which is that assumed,
and is accepted as the yield of 100 pen asphalt from this crude.
Step 2.0 Calculate throughput of 100 pen and air to oxidizer
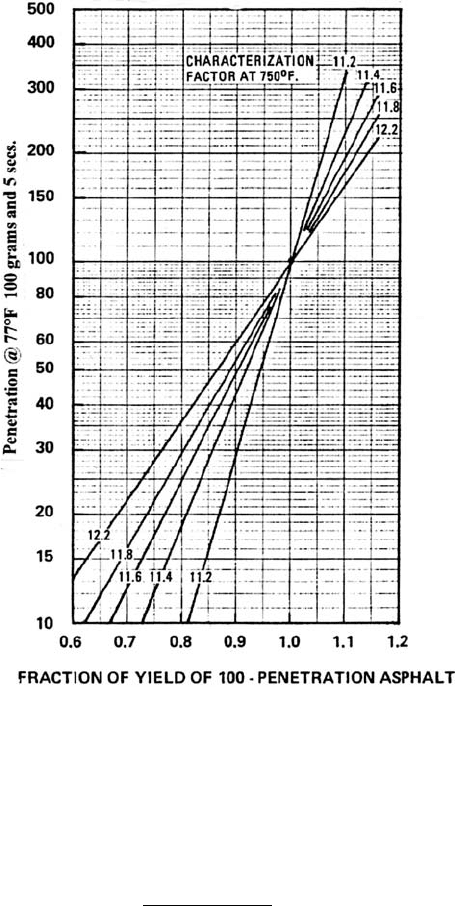
From Figure 12.23 the ratio of 100 pen asphalt to a 25 pen asphalt is read off at 0.89
for a characterization factor of 11.2. Then:
For 816 BPSD of 25 pen crude we require a throughput of 816/0.89 = 917 BPSD of
100 pen asphalt.
For a continuous process, the recommended air rate is 0.3 to 1.0 scfm per BPSD. A
rate of 0.55 will be used here.
Then air rate will be 0.55 × 917 = 504.4 scfm.
Step 3.0 Calculate residence time and capacity of fresh feed.
Required final penetration = 25 mm @77
◦
F, 100 g/sec.
Equivalent softening point = 131
◦
F (Figure 12.20)
Initial pen = 100 and equivalent softening point is 119
◦
F
Change in softening point = 12
◦
F approximate residence time =
131 − 119
12
= 1hr.
Capacity of fresh feed: Cuft of feed per hour =
917 × 42
24 × 7.48
= 214.9
Asphalt SG @ 60
◦
F = 0.966
@ 500
◦
F = 0.815
518 CHAPTER 12
Figure 12.23. Fraction of yield of 100 PEN asphalts.
Volume of fresh feed at 500
◦
F = 254.7 cuft/hr. Add 15% as contingency =
292.9 cuft/hr.
Step 4.0 Reactor material balance
Material balance over the reactor is as follows
Feed of 100 pen in =
917 BPSD × 42
24
= 1,605 gals/hr
SG@60
◦
F = 0.966 = 8.044 lbs/gal
lbs/hr = 12,908.
THE NON-ENERGY REFINERIES 519
Product 25 pen asphalt out =
816 × 42
24
= 1,428 gals/hr
SG@60
◦
F = 1.006 = 8.33 lbs/gal
= 11,895 lbs/hr (= 0.92 wt% on feed)
Air into the oxidizer = 504.4 scft/min =
504.4 × 60 × 29
378
= 2,322 lbs/hr.
approximately 90% of the oxygen in the air reacts with the asphalt.
Lbs/hr of oxygen reacted = 2,322 × 0.232 ×0.9
= 485lbs/hr.
Approx 20% of oxygen reacted will be in the asphalt product = 97 lbs/hr.
Unreacted oxygen leaves unit in the overhead vapor = (2,322 × 0.232) − 485
= 54 lbs/hr
Nitrogen in o/head vapor = 2,322 − 539 = 1,783 lbs/hr
Hydrocarbon vapor in o/head vapor
= Feed + Air − (product + oxygen in product + nitrogen + unreacted Oxygen)
= 12,908 + 2,322 −(11,895 + 97 + 1,783 + 54)
= 1,401 lbs/hr
Total overhead vapor = 1,401 lbs/hr hydrocarbons + 1,783 lbs/hr N
2
+ 54lbs/hr O
2
= 3,238 lbs/hr
Step 5.0 Heat balance over the reactor and amount of cooling stream
It is intended to maintain a reactor temperature of 500
◦
F by recycling cold run down
product.
Feed temperature to the oxidizer shall be 550
◦
F. Heat of reaction in Btu/lb = 1.3 ×
diff in softening point.
The amount of recycle cooled product as reactor coolant is obtained from the following
heat balance where xlbs/hr is the recycle.

520 CHAPTER 12
Stream V or L
◦
API
◦
F lbs/hr Btu/lb mmBtu/hr
IN
Feed L 15 550 12,908 254 3.279
Air V 86 2,322 21 0.049
Recycle L 10 338 x 148 238x
Ht of reaction – – – – – 0.201
∗
Total IN 15,230 +x 3.529 + 148x
OUT
Product L 10 500 11,895 238 2.831
Dis O
2
V– 97 –Neg
Recycle L 10 500 x 238 238x
O/Head vap V – 300 3,238 124 0.402
Total OUT 3.233 + 238x
x =
3,529,000 −3,233,000
238 −148
= 3,289 lbs/hr.
Volume of recycle @ 500
◦
F (SG 0.872) = 7.26 lbs/gal = 453 gals/hr or 60 cuft /hr
∗
Heat of reaction as Btu/lb of asphalt feed is calculated as 1.3 × the difference in
softening point. In this case it is 12,908 × (12 × 1.3) = 201,000 Btu/hr.
Step 6.0 Reactor sizing
The reactor size shall be based on hot volume of feed + contingency and the hot
volume of recycle over the calculated residence time of 1 hr. The volume of feed and
recycle shall be based on the reactor temperature (500
◦
F).
Volume of fresh feed and contingency is 292.9 cuft. The recycle is 60 cuft and the
total sizing volume is 352.9 cuft.
This amount shall occupy 65% of the oxidizer’s total volume. This allows for the
disengaging of vapor leaving the vessel.
Total volume of the oxidizer is
352.9
0.65
= 543 cuft.
The ratio length to diameter shall be 4.5.
Thus
4.5π D
3
4
= 543 cuft
and
D = 5.36 ft say 5.5 ft and L = 4.5 ×5.5 = 24.8ftT-T.
Check height of liquid to NLL =
352.9
Xsect area
= 14.8 ft = 60% of total vessel height
which is acceptable.
Chapter 13
Support systems common to most refineries
D.S.J. Jones
This Chapter covers those systems which support the refining process, and is divided
into the following parts:
r
Control Systems
r
Offsite Systems
r
Utility Systems
r
Safety Systems
These parts describe the systems and provides guidelines for the analysis and design
of the more important sections of them. Finally the chapter will include description
and discussion on the environmental aspect of these systems, with some reference to
their environmental engineering.
13.1 Control systems
The proper operation and performance of any process depends as much on a properly
designed control system as the correct design and specification of the equipment
contained in the process. Indeed this statement can be extended to include the safe
operation of the plant as being dependant to a large extent on the design of the control
system.
Control systems in a process are aimed at maintaining the correct conditions of flow,
temperature, pressure and levels in process equipment and piping. There are therefore
four major types of controls which are:
r
Flow control
r
Temperature control
r
Pressure control
r
Level control
521

522 CHAPTER 13
The principal objective of all these types of controls is to maintain a steady stable plant
operation and to enable changes and emergencies to be handled safely. The system
must also be designed to ensure that any process changes can be accommodated with
minimum risk of damage to plant equipment.
Before looking at these in some detail it is necessary to define some of the more
common terms found in control systems.
Definitions
Surge volumes. This is the volume of liquid between the normal liquid level (NLL)
to the bottom (Tan Line) of a vessel.
Level control range. This is the distance between the high liquid level (HLL) and the
low liquid level (LLL) in the vessel. When using a level controller the signal to the
control valve at HLL will be to fully open the valve. At LLL the signal will be to fully
close the valve.
Proportional band. This determines the response time of the controller. Normally a
proportional band is adjustable between 5% and 150%. The wider the proportional
band the less sensitive is the control. If a slower response time is required a wider
proportional band is used.
Control valve response. The minimum time that should be allowed between HLL and
LLL to permit the control valve to respond effectively to changes in level are:
Response,
CV size sec
1
6
2
15
3
25
4
35
6
40
8
45
10
50
The above times allows for air signal lags and for operating at a proportional band of
about 50%.
Surge volume. Surge volume is the volume retained in a vessel during operation at a
set level. It is used for: