Jan Svoboda. Magnetic Techniques for the Treatment of Materials
Подождите немного. Документ загружается.

510 CHAPTER 6. INDUSTRIAL APPLICATIONS
Dry OGMS of coal The application of a split-coil superconducting magnet
to the beneficiation of coal was investigated by numerous authors [H28, C25,
P17]. The e!ciency of removal of ash and sulphur was generally lower compared
to that obtained in wet HGMS, at a similar level of losses of the combustible
matter. The selectivity of separation improved considerably when the fines
smaller than 40 m were removed, while with wet HGMS the limiting minimum
particle size was found to be 20 m [P17].
Enhancement of magnetic properties
The e!ciency of the magnetic separation process could be improved by increas-
ing the magnetic susceptibility of pyrite. Numerous means of enhancing the
magnetic properties of pyrite have been proposed over the years, few of the
them e!cient enough, and probably none of them economically justifiable on
an industrial scale.
In the Magnex process [K30], dry pulverized coal is heated to 170
0
Cand
then subjected to iron pentacarbonyl vapour. The iron is selectively deposited
on the mineral matter, which is removed by a magnetic separator. Reductions of
up to 85% of pyritic sulphur and 26% of ash were reported. Distinct drawbacks
of the process are toxicity and high consumption of the chemical agent.
Conversion of pyrite to ferrimagnetic pyrrhotite takes place during semi-
coking and pyrolysis of coal, in the temperature range from 500
0
C to 700
0
C.
Pyrolysis followed by dry magnetic separation is thus a possible mechanism for
coal cleaning [Y8, K31]. Reduction of 61% of sulphur with 57% of combustible
recovery was obtained after a 30 minute exposure of coal to a temperature of
450
0
C [K31].
To avoid heating coal and wasting energy, it is possible to convert pyrite se-
lectively to pyrrhotite by dielectric heating [B38, B39]. As a result of dierences
in dielectric properties of coal and pyrite, pyrite heats more rapidly than coal
[B38]. Although significant increases in the magnetic susceptibility of pyrite can
be expected, the results of the microwave treatment of coal are often disappoint-
ing. Although ash removal of the order of 20%, at the loss of calorific value of
17% has been obtained, sulphur tends to report into the non-magnetic product
of clean coal. However, when coal was mixed with aqueous NaOH solution and
treated with microwaves, sulphur reduction as high as 40% was achieved [B39].
6.2 Nuclear industry
6.2.1 Removal of solids from fuel dissolver liquor
The reprocessing of the spent irradiated fuel from a nuclear reactor consists of
separating the fuel into three ingredients: unburnt uranium, highly radioactive
fission products and plutonium. Concentrated nitric acid is usually used to
dissolve the fission products; however, not all of these are soluble in nitric acid.
In the dissolution of oxide fuels, a significant amount of insoluble matter arises

6.2. NUCLEAR INDUSTRY 511
Table 6.17: Mass magnetic susceptibilities of insoluble fission products [M37].
Product "
4
[m
3
/kg]·10
8
" at 1.2 T [m
3
/kg]·10
8
UO
2
fuel 1.29 6.43
15% PuO
2
fuel 10
40% PuO
2
fuel 6.13 6.39
(0.1% to 0.3% by mass) which contains the fission products Ru, Rh, Mo, Te,
Zr, Pd, with particle size ranging from 0.1 mto10m.
Although the centrifuging of the dissolution streams is a well-established and
e!cient technique [W31], as a result of some mechanical and thermal problems,
HGMS was proposed [W32] as an alternative method for removing insoluble
fission products from the reprocessing streams.
Almost all solids that arise at dierent stages in the reprocessing of nuclear
fuels are transition elements or compounds thereof, and have moderately high
magnetic susceptibilities, as shown in Table 6.17. The removal e!ciency of
fission products with mean particle size of 2 m, by HGMS operating at 1.5 T
was found to range from 85% to 98% [W33].
6.2.2 Removal of ferric hydroxide flocs
Waste-water streams from nuclear power plants often contain significant por-
tions of iron. If the pH is adjusted to a value greater than 3, the iron precipitates
out as ferric hydroxide flocs. It has been found that about 60% of total radioac-
tivity and approximately 99% of the -emitting radioactive contaminants are
precipitated with ferric flocs and can therefore be removed with it [W32].
Precipitates of this type are di!cult to separate with conventional equip-
ment, such as filters or centrifuges, and the mechanical complexity of such
equipment does not make it suitable for operating in a radioactive environment.
It has been shown by Harding and Baxter [H29] that iron and radionuclides can
be removed using HGMS with an e!ciency of 93% to 94%.
6.2.3 Soil decontamination
DOE Defence Complex, Nevada, USA
It is estimated that more than two million cubic meters of soil are contaminated
with plutonium, uranium and fission products in the Department of Energy
(DOE) Defence Complex (USA). The US Department of Defence has additional
contaminated sites. In order to remediate these sites, several physical techniques
for extraction of radioactive materials were tested by Lockheed Environmental
Systems and Technologies Company (LESAT), in cooperation with Los Alamos
National Laboratory (LANL).
Since many fission products and all plutonium and uranium compounds are
paramagnetic, while most soil components are diamagnetic, magnetic separation
512 CHAPTER 6. INDUSTRIAL APPLICATIONS
Table 6.18: Volume magnetic susceptibility of selected compounds and elements
[A38].
Compound or element Susceptibility ×10
6
[SI]
UO
2
1204
Cr
2
O 3844
Pd 805
Am 707
Pu 636
U 411
PuO
2
384
RuO
2
107
UO
3
41
ThO
2
-7
ZrO
2
-8
MgO -11
SiO
2
-14
Graphite -14
Al
2
O
3
-18
of paramagnetic contaminants from soil is possible. Table 6.18 summarizes
volume magnetic susceptibilities of selected compounds and elements.
In many situations, the highest concentration of contaminants is found in size
fractions of soils smaller than 50 m and often smaller than 10 m. While most
physical separation techniques are ine!cient in this size range, HGMS can treat
particles down to quasi-colloidal size. High-gradient magnetic separation was
thus identified as a technique that can selectively extract numerous radioactive
materials from soils while producing a minimum of secondary waste [A38].
Under a detailed experimental programme at LANL, tests were conducted
with slurries of CuO with 4 m mean diameter and volume magnetic suscepti-
bility of 242×10
6
(SI), at a concentration of 400 ppm. The slurry was passed
through an ultrafine steel wool matrix 300 mm long placed in the warm 150
mm diameter bore of a cyclic superconducting magnetic separator. The magnet
generated a background magnetic induction of 2 T or higher. The separation
e!ciency of CuO particles was found to be generally greater than 98% [P18]. In
addition, less than 6% of the soil smaller than 45 m reported into the magnetic
concentrate, so that the volume of soil that must be stored in a repository, at
very high cost, is considerably reduced. The results are shown in Table 6.19.
In spite of promising results, the soil remediation project was terminated, as
a result of budget and schedule constraints [P25].
Chernobyl Nuclear Power Plant, The Ukraine
After the Chernobyl Nuclear Power Plant accident in 1986, large areas in the 30-
km zone were uninhabitable as a result of radioactive contamination. In order
6.2. NUCLEAR INDUSTRY 513
Table 6.19: Mass yield into the HGMS magnetic concentrate of the - 45 um
fraction of various soil samples. The applied magnetic induction: 2
T [A38].
Soil sample Soil fraction
(?45 m) [%]
Magnetic frac-
tion (? 45 m)
[%]
Fernald (0.5 T) 66.1 4.9
INEL (Idaho) 63.9 5.2
Los Alamos 26.2 3.4
Oak Ridge 53.2 5.5
Rocky Flats 47.8 5.8
Savannah River Site 21,8 5.0
Superconducting
ma
g
net
Separation
chamber
Expanded metal
matrix
N
S
N
S
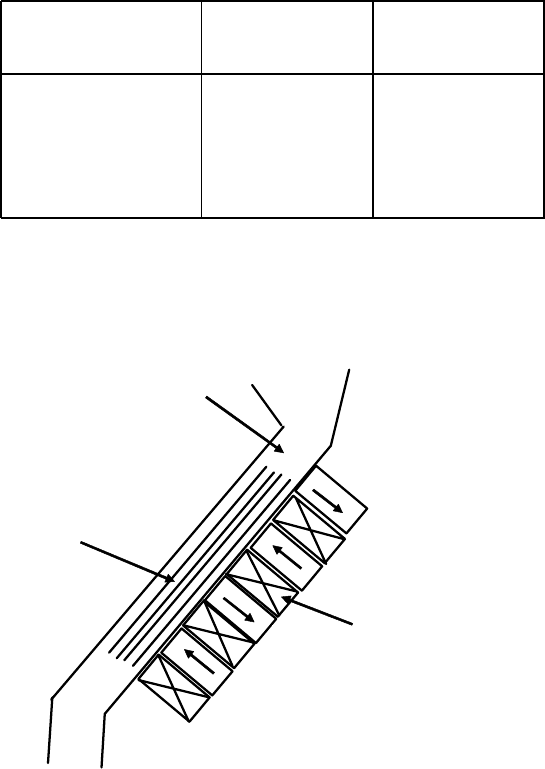
Figure 6.40: A dry magnetic separator for decontamination of radioactive soils
at the Chernobyl Nuclear Power Plant (adapted from [P19]).
514 CHAPTER 6. INDUSTRIAL APPLICATIONS
Table 6.20: Decontamination of Chernobyl soil samples by dry magnetic sepa-
ration. K = initial activity/activity of non-magnetics, E = activity
of magnetics/initial activity [P19].
Soil Radionuclide K E[%]
Clay
137
Cs 2.1 52
134
Cs 2.3 56
144
Ce 3.5 71
106
Ru 3.1 68
Sand
137
Cs 7.1 86
134
Cs 7.7 87
144
Ce 12.1 92
106
Ru 10.3 90
to investigate the possibility of soil decontamination, a planar superconducting
magnetic system shown in Fig. 6.40. was tested [P19]. A separation chamber
filled with an expanded metal matrix was placed on the surface of the magnet,
which generated a magnetic induction of 1.2 T inside the chamber. In order
to propel dry material through the matrix and to eliminate entrainment of
non-magnetic particles in the matrix, the inclined chamber was vibrated at a
frequency of 100 Hz.
It was observed that the e!ciency of the removal of contaminants depended
on the types of soil and decontaminants and not on the degree of contamination.
Typical results of removal of radionuclides
137
Cs,
134
Cs,
144
Ce and
106
Ru, which
contribute approximately 98% of the total radioactivity, are listed in Table 6.20.
6.3 Waste water treatment
6.3.1 Steel industry
In modern steel plants, the volume of water used for metal production varies
from 100 to 200 m
3
per tonne of raw steel produced. About one half of the total
volume of dirty water produced originates in hot mills, the principal contami-
nants being mill scale and oils. Because many of the fine suspended particles
in these waters are magnetic, high-gradient magnetic separation oers an alter-
native to conventional sedimentation and flocculation in clarifiers. The early
studies by McNallan et al. [M38] and Harland et al. [H30] showed that HGMS
provides comparable e!ciency at substantially higher flow rates, lower space
requirements and considerably lower running costs.
A detailed investigation of the performance and cost eectiveness of the
HGMS as applied to the filtration of steel mill waste water was carried out by
Yano and Eguchi [Y9]. They found that while the installation costs of HGMS
and a sand filter are almost the same, HGMS surpasses the sand filter with
regard to operating costs and space requirements. Comparison between HGMS
6.3. WASTE WATER TREATMENT 515
Table 6.21: Comparison between HGMS and sand filter for waste water treat-
ment from the scubber for an oxygen converter [Y9].
Parameter HGMS Sand filter
Inlet concentration of solids 150 mg/c 150 mg/c
Target solids in e"uent ? 15 mg/c ? 15 mg/c
Throughput 20 m
3
/h 20 m
3
/h
Flow rate 6·10
2
m/s 8·10
3
m/s
Feed time 20 min 8 hours
Flush time 1min 15 min
Back-flush water volume 16 m
3
/d 30 m
3
/d
Space requirement 4.5 m
2
8m
2
Relative operating cost 0.7 1
Relative installation cost 1.1 1
Magnet input power 5kW -
and sand filter as applied to the filtration of waste water from an oxygen con-
verter scrubber is shown in Table 6.21.
The first full-scale HGMS device for steel mill water treatment was installed
in 1977 at the Chiba Plant of the Kawasaki Steel Corporation (Japan) to treat
scrubber waste water from the vacuum degassing process. The operating con-
ditions and the results of magnetic filtration are summarized in Table 6.22.
In subsequent years several HGMS machines were installed in Japan and
other countries, to remove suspended solids from waste water from hot rolling
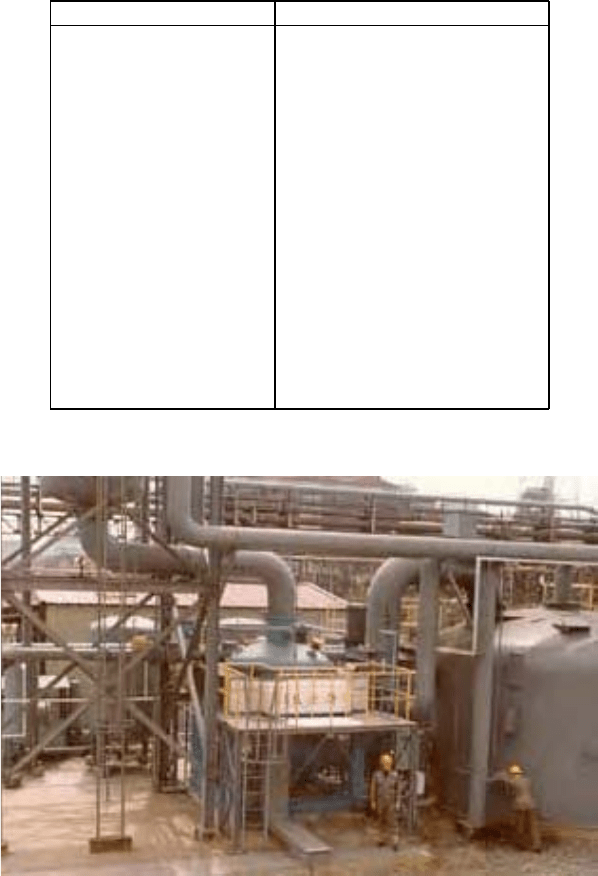
mills, continuous casting plants and others. Figure 6.41 illustrates the installa-
tion of a Metso Minerals high-gradient magnetic filter at a steel plant.
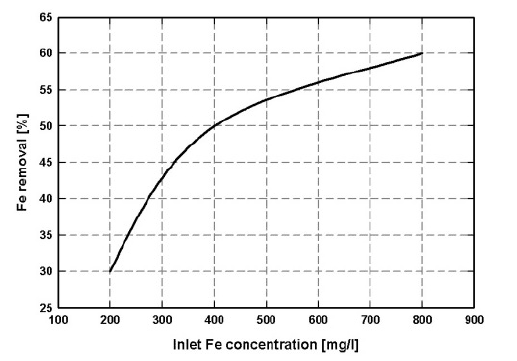
More recently a high-gradient magnetic filter has been installed at the Chiba
Plant to remove fine iron particles from a coolant used in a cold rolling plant
[T10]. The coolant that is used in cold rolling processing of steel sheets usually
contains 1% to 10% of emulsified oil. With increasing concentration of fine solid
particles in this recycled coolant, surface defects develop on the steel sheets.
By removing iron particles from the coolant by HGMS, viscous oil is captured,
together with iron particles, on the matrix. In order to reduce the loss of oil
and to eliminate matrix blockage, the viscosity of oil is reduced with steam and
the matrix is then flushed with hot water and compressed air. [T10]. With this
procedure, the matrix can be kept clean for two to six months. The filtration
e!ciency is a function of the solids concentration, as is shown in Fig. 6.42.
In spite of considerable advantages of HGMS, most steel plants are still
using conventional filtration techniques such as sand filters. One of the reasons
is relatively high energy consumption of the magnet. In order to overcome
this problem, Franzreb et al. [F23] developed an HGMS based on rare-earth
permanent magnets. The magnetic circuit is designed in such a way that the
magnetic field in the separation chamber can be switched on and o by rotating
the permanent magnet system in and out of the iron yoke which magnetizes
the matrix. Pilot-plant tests at several German steel mills are reported to show
516 CHAPTER 6. INDUSTRIAL APPLICATIONS
Table 6.22: Magnetic filtration results and operating conditions of HGMS as
applied to gas scrubber waste water treatment at Chiba Works [T9].
Parameter Specification
Solid constituents FeandMnoxides
Particle size ? 100 m, 85% - 20 + 5 m
Concentration of solids 100 mg/c
HGMS e"uent ? 20 mg/c
Back flushed sludge 1000 to 3000 mg/c
Filtration e!ciency A 80%
Magnetic induction 0.3 T
Flow velocity max. 0.08 m/s
Matrix Steel wool, 100 m
Matrix height 150 mm
Canister diameter 2.1 m
Throughput 900 m
3
/h
Input power 20 kW
Feed time 40 to 90 min
Flush time 1min
Mass 40 t
Figure 6.41: Metso Minerals high-gradient magnetic filter installed at a steel
plant (courtesy of Metso Minerals).
6.3. WASTE WATER TREATMENT 517
Figure 6.42: The iron removal from a cold rolling mill coolant, as a function of
inlet iron concentration. B = 0.3 T, y = 400 m/h (adapted from
[T10]).
performance comparable to that of electromagnet-based HGMS. The e!ciency
of solids removal from a rolling mill e"uent, as a function of the feed rate,
obtained using the Franzreb’s separator, is shown in Fig. 5.78.
6.3.2 Thermal power plants
Corrosion products (crud), in the primary coolant of thermal power plants, are
deposited on the surfaces of circuits, where they interfere with fluid flow and heat
transfer. Corrosion products can also become radioactive in nuclear reactors,
thereby leading to the irradiation of personnel and the restriction of access.
HGMS was found to be eective for the removal of these fine, predominantly
ferromagnetic particulates.
Heitman [H31] described the operational experience with magnetic filters in
conventional thermal power plants. The e!ciency of removal of iron oxide from
clean turbine condensate ranged between 90% and 99%. Table 6.23 describes
the filtration e!ciency and selected technical data of these magnetic filters.
In nuclear power plants, crud composition varies between pressurized wa-
ter reactors (PWR) and boiling water reactors (BWR). The principal dose-
associated radionuclides are Co
58
,Co
60
,Fe
59
and Mn
54
. Under normal PWR
operating conditions of 300
0
C, the only stable oxides are magnetite and other
substituted spinel ferrites of Co, Ni and Mn, which are ferromagnetic.
In BWRs, system conditions vary from approximately 300
0
Catthecoreto
50
0
C to 100
0
C at the feed water purification system. Under these conditions,
about 30% of the oxides are hematite, the balance being formed by Fe
3
O
4
spinels
518 CHAPTER 6. INDUSTRIAL APPLICATIONS
Table 6.23: Water filtration by HGMS in conventional power plants [H31, M39].
Parameter Specification
Filtration e!ciency 90% (total iron)
Influent Fe concentration ? 1 mg/kg
E"uent Fe concentration ? 0.02 mg/kg
Magnetic induction 0.2 T
Flow velocity 0.3 m/s
Feed time 3to7days
Matrix 6 mm balls
Matrix height 1000 mm
Throughput 100 to 1000 m
3
/h
Input power 35 kW at 700 m
3
/h
Diameter of magnet 1.5 m at 700 m
3
/h
as found in the PWR [E10].
In the USA, the application of magnetic filtration to the primary and sec-
ondary sides of PWRs was studied jointly by EPRI and Westinghouse [T11].
The results indicate that the treatment of 10% of the steam generator secondary
flow can reduce sludge accumulation by 70% to 80%, and that treatment of 0.5%
of the primary coolant has the potential to reduce radioactivity by a factor of 2
to 5.
Heitmann et al. [H32] studied the performance of various types of magnetic
filters in the purification of feed water in PWR with Fe solids concentration
of the order of 10 to 20 ppb. It was observed that, depending on the type of
matrix, the e!ciency of filtration ranged from 85% to 99%, while the maximum
time of operation amounted to 650 days with a combination of steel ball and
steel wool matrix.
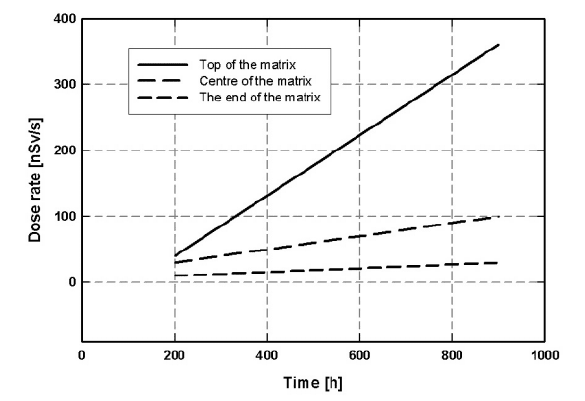
Filtration of the cooling water from the multiple force circulation circuit
(MFC) and of a condensate of the steam separator of the St. Petersburg (Rus-
sia) nuclear power plant was investigated by Alikhanov et al. [A39]. The fil-
tration e!ciency of a permanent magnet-based magnetic filter generating 0.2
T in the expanded metal matrix ranged from 67% to 73% with the solids con-
centration in the influent ranging from 9 to 29 g/c. The dose rate based on
the measurement of -radiation at various sections of the matrix, and shown in
Fig. 6.43, illustrates that the large majority of radionuclides were retained by
the upper part of the matrix. The measurement of the specific activity of the
coolant also revealed that the highest retention, as high as 99%, was obtained
with the radionuclides present at high concentrations, such as Zr
54
and Nb
95
.
6.4. MAGNETIC CARRIER TECHNIQUES 519
Figure 6.43: The -radiation dose rate from the matrix of a magnetic filter, as
a function of the duration of filtration (adapted from [A39]).
6.4 Magnetic carrier techniques
6.4.1 General principles
Magnetic separation can be extended to materials that are not naturally mag-
netic by introducing a material (a carrier) which can selectively enhance the
magnetic properties of a non-magnetic material (a target) that needs to be sep-
arated. Magnetic carriers are of particular interest for the separation of fine
particles, colloids and organics, which are slow or di!cult to separate by con-
ventional methods. The magnetic carrier technique has been applied in fields as
diverse as mineral separation, e"uent treatment, biological cell separation and
drug delivery.
The action of magnetic carrier particles is to enhance the magnetic properties
of a non-magnetic target material so that its magnetic properties are su!cient
to make the target material separable in conventional magnetic separators. In
order to achieve that, only a small amount of a strongly magnetic material is
necessary. The initial mass magnetic susceptibility of ferrosilicon or magnetite
is approximately 3×10
4
m
3
/kg, while weakly magnetic materials, with suscep-
tibility of the order of 2×10
7
m
3
/kg can be fairly easily separated in a variety
of high-intensity magnetic separators. Magnetic polarization of such a weakly
magnetic material, of density 5000 kg/m
3
,placedinanexternalmagneticfield
of 0.2 T, is 0.2×10
3
T. Since the saturation polarization of the industrial-grade
magnetite is 0.45 T (see Table 5.16), only 0.05% of magnetite is thus required
to cause a magnetic polarization in the target material su!cient for its recovery