Jackson Mark. Machining with Abrasives
Подождите немного. Документ загружается.

v
f
ðiÞ¼v
f
i 1ðÞþK
1
eðiÞþK
2
eðiÞei 1ðÞ½(6.5)
6.3 Adaptive Force Control Application
Other researchers such as Furukawa and Ohishi [6], Elbestawi et al. [7], Bhatta-
charyya et al. [8] also have applied adaptive control scheme in grinding processes.
For instance, in Elbestawi’s work, the focus is on predictive adaptive force control
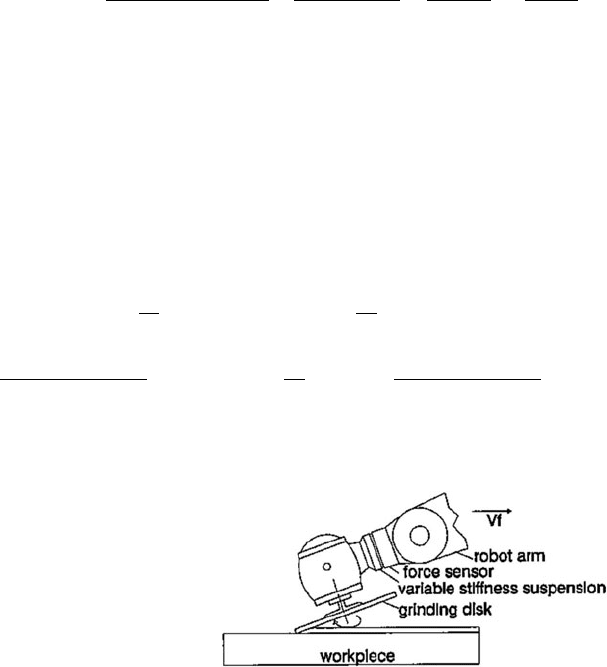
during grinding cycle. The configuration for the robotic disk grinding process is
show in Fig. 6.6 and the grinding force model is summarized in the following
equation, which combines a disk wea r model, a metal removal rate model and the
nonlinear stiffness of the robot according to a dynamic force model of Ulrich, B. J.
[9] and Srivastava, A. K. [10].
_
F
n
¼ f
1
V
f
_
Hf
2
L
w
lF
n
F
n
F
th
ðÞ
Bh y
i
ðÞ
þ
L
y
ðF
n
F
0
th
Þ
2pR
ðh y
i
Þ
1
2F
n
f
3
ðh y
i
Þ
þ
F
n
V
f
f
4
L
w
(6.6)
where F
n
is the normal cutting force; L
y
is the disk wear parameter; F
0
th
is the disk
wear threshold force; L
w
is the length of the workpiece; h and y
i
are the heights of
the initial and resulting workpiece surfaces from some arbitrary datum. f
1
f
4
are
four coefficients who are functions of ðK
x
; K
y
Þ, L
w
and the distance travelled by the
disk during a pass. The ðK
x1
; K
x2
Þ and ðK
y1
; K
y2
Þ are the horizontal and vertic al
robot stiffness values at the beginning and end points of the grinding pass, respec-
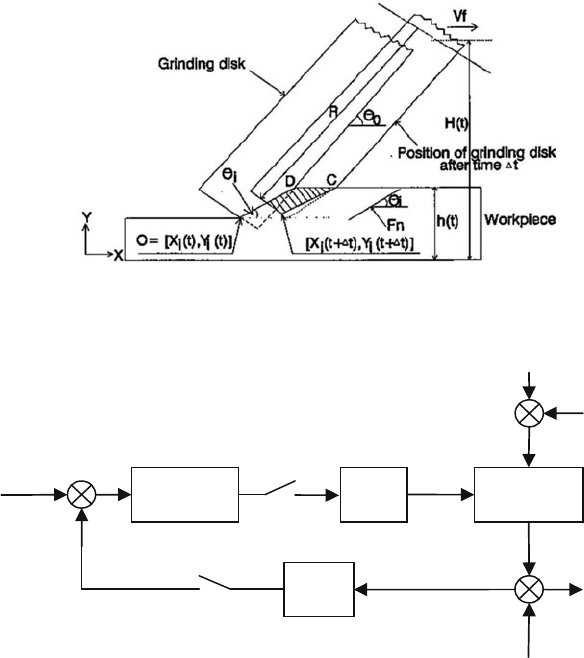
tively. By analyzing the geometry of the grinding process, as show in Fig. 6.7, the
coordinates ðx
i
; y
i
Þof the extreme edge could be expressed as:
x
i
¼ x
0
F
x
K
x
h H þ R sin y
0
F
y
K
y
tan y
0
y
i
ðÞ (6.7)
y
i
¼
sin y
i
sin y
0
cosðy
0
y
i
Þ
H R sin y
0
þ
F
y
K
y
þ h 1
sin y
i
sin y
0
cosðy
0
y
i
Þ
(6.8)
Fig. 6.6 Configurations for
robotic disk grinding process
6 Traditional and Non-traditional Control Techniques for Grinding Processes 275
Using force control (regulation) for grinding application can have several advan-
tages: (1) It can be used to maintain specifi ed MRR in order to either achieve the
maximum productivity or save machining time, based on requirements for final
product quality. (2) It can help reduce geometric errors in the finished workpiece
dimensions due to variations in workpiece hardness, wheel wear, external distur-
bances, etc. (3) It can be used to detect and hence prevent workpiece burn since the
monitoring of grinding force has the ability to indicate any severe changes in
grinding temperature. Basically, grinding force control is quite significant for
grinding process adaptive control, based on which more effective and efficient
control algorithm.
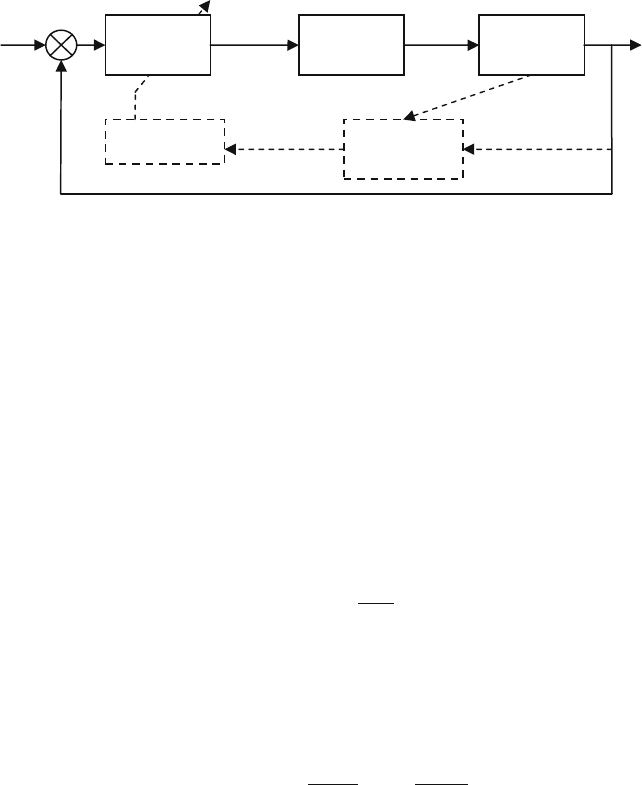
A basic force control scheme based on PID feedback controller is shown in
Fig. 6.8, which depicts the structure of the PID force controller including the
grinding process and robot dynamics. The digital control signal implemented in
the controller has the form as:
Fig. 6.7 Coordinate system and geometry of grinding disk
-
Force
Controller
Robot
Servo
Grinding
Process
Force
Sensor
F
ref
+
Disturbance
+
+
T
s
=0.011sec
T
c
=0.028sec
X
F
n
+
+
Disturbance
Workpiece
Height
Fig. 6.8 Block diagram of the force feedback controller
276 J. Liu et al.
ukTðÞ¼K
p
e kTðÞþK
i
x kTðÞ½þK
d
e kTðÞe k 1ðÞT½
T
(6.9)
where, ukTðÞis the control signal at the current sample time, e kTðÞis the force error
signal (e kTðÞ¼F
ref
kTðÞF
n
ðkTÞ) at the current sample time instant, xðkTÞ is the
cumulative sum of e kTðÞat the current sample time, the three leading coefficients
are the gains of proportional, integral, and derivative terms respectively.
Even though the above PID control structural is capable of regulating the
grinding force in the presence of a step disturbance in the workpi ece height, its
performance highly depends on the robot arm location, metal removal and disk
wear parameters. Therefore, adaptive control was found to be necessary to com-
pensate for these variations in system para meters instead of the PID approach. The
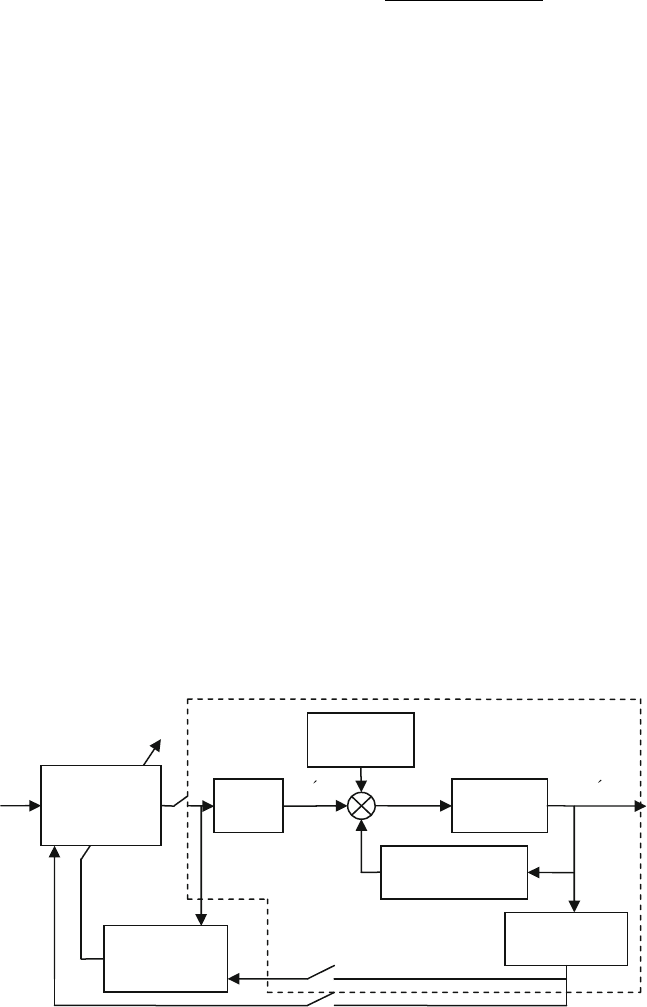
structure for this kind of adaptive controller is illustrated in Fig. 6.9.
Similar to the former example for To
¨
nshoff’s [11]work,theplant’s
model should be built firstly before the actual control works. The modeling parameters
identification was proceeded under open-loop conditions, by commanding the robot
end effecter to follow a pseudo-random trajectory signal while simultaneously mea-
suring the normal force during grinding cycle.
Based on the identified plant model, two adaptive control algorithms, namely,
Generalized Predictive Control (GPC) and Extended Horizon Control (EH C) are
utilized to regulate the grinding force and evaluate the advantages adaptive control
scheme shown above has over non-adaptive PID force controller. The objective of
the GPC strategy is to drive the future plant output as close as possible to the future
set point and the design objective of EHC is to bring the plant output to the set point
within the control horizon with minimum effort.
Another example is Bhattach aryya’s work [8]. In this work, the author focused
on improving grinding surface integrity by avoid grinding burn and thermal dam-
age, where phenomena arise from the point when a grinding wheel is in contact with
X
T
Robot
Servo
Positioning
Errors
Grinding
Process
Controller
Robot Arm/End
Effector
RLS Parameter
Estimation
Force Sensor &
Filter
Set
point
force
X
a
1,
a
2,
a
3,
b
1,
b
2,
b
3,
F
X
T
T
F
F
PLANT
Fig. 6.9 Block diagram of the adaptive force control system
6 Traditional and Non-traditional Control Techniques for Grinding Processes 277
the workpiece, and considerable heat is generated and majority of the them enters
the workpiece. This might be responsible for the undesirable surface finish and
introduces residual stress. Therefore, by evaluating the surface finish and residual
stress mainly, grinding surface integrity could be enhanced.
However, the surface integrity is only one aspect of optimum grinding condi-
tions, which are defined when achieving the maximum metal removal rate while
maintaining the required surface integrity, mainly in terms of surface finish and
residual stress, so that the decision of optimum grinding condi tions which has also
been termed as “art of grinding” usually requires expensive and scarce skill and is a
time consuming job. In this case, an adaptive control engine which is able to
optimize automatically will be meaningful. It is important to know the model for
predicting the onset of grinding burn based on which the adaptive control for
grinding process proposed can detect and prevent thermal dam age during machin-
ing and hence improve surface finish.
According to well-documented literature about the relationship between work-
piece surface finish and grinding process variables, the surface finish is primarily
affected by the normal force intensity and the wheel dressing conditions. Also, a
proportional relationship was found between the surface finish and the metal
removal rate. Surface finish is also affected by wheel regenerative chatter vibra-
tions. Hah n and Linds ay [12, 13] proposed a correlation between thermal
damage and normal force intensity. As for grinding burn, Cebals propos ed that it
was related to the grinding coefficient, defined as the ratio of the tangential
grinding force to the normal grinding force. A coefficient of less than 0.4 indicates
the production of thermally damaged parts. In general, based on the above investi-
gation, both surface finish and grinding thermal damage/burn can be controlled
by grinding at a reasonable work speed under controlled force intensities or ratio of
the tangential grinding force to the normal grinding force with wheels, whose
sharpness is maintained above safety level. Its advantages in requiring less grinding
data and less computation load comparing with regression techniques facilitates the
application in grinding adaptive control of workpiece fin ish surface integrity.
However, when comes to the control procedure, more considerations about the
process models should be conducted for thermal damage and surface finish sepa-
rately.
Firstly, the adaptive control strategy utilizes the monitored grinding force
data to control the feed rate in order to prevent thermal damage. Since the relation-
ship between normal force and feed rate, which to some extent determines
the success of the control law, may vary from different grinding wheel-
workpiece combinations and hard to predict, identification of the relationship
is necessary requiring the normal force and feed rates are monitored during
grinding cycle. Once this crucial model is established via process identification
in real-time, it could be used to control the feed rate to achieve constant
force grinding and hence prevent thermal damage.
Secondly, surface finish could be measured in an adaptive control iden tification
strategy similar to the strategy adopted for thermal damage, even though it can only
be applied in off-line manner. When the model which connects normal force and
278 J. Liu et al.
vibration levels with workpiece surface finish is ready, the adaptive control system
could use this model to execute surface finish control by varying the feed rate of the
grinding wheel.
This control is an extension of the adaptiv e control strategy to achieve constant
force grinding. Also, the identification stage could be re-initiated to produce a new
model once the old one is invalidated by an alteration in dressing conditions, wheel,
workpiece profile or material properties etc. The entire control algorithm develop-
ment for thermal damage prevention is summarized as: firstly, an adaptive control
identification strategy is used to compute a pre-burn value of the grinding coeffi-
cient from the monitored grinding force data. A control algorithm would then
monitor the grinding forces, compute the current grinding coefficient and compare
it with the pre-burn value. If a significant reduction is experienced, workpiece burn
could be detected and the adaptive controller could reduce the wheel feed rate to
produce less aggressive grinding conditions.
6.4 Non-linear Adaptive Control with Self-tuning Ability
By on-line identifying the parameters of the mathematical model, the grinding
conditions could be calculated and adjusted in real time to achieve the optimum
machining efficiency. Webster and Zhao [14] developed a time-optimizing adaptive
control strategy for plunge grinding processes. An online identification of the
system time constant from size measurements was incorporated in the controller
design to make the method more robust in accelerating the spark-out grinding cycle.
Guo et al. [15, 16] presented a nonlinear indirect adaptive control scheme based on
the model following scheme and applied to the grinding force control of a form
grinding process. During the process, a nonlinea r adaptive observer was used
to estimate the model parameter and therefore increase the robustness of the control
system against parame ter uncertainties. The stability of the whole closed-loop
system is thus guaranteed with satisfactory system performance.
The mathematical force model of a grinding process belongs to the class of
nonlinear systems with the form as below:
_
x ¼
f xðÞþ
X
m
i¼1
’
1i
xðÞ#
1i
þ g xðÞþ
X
p
j¼1
’
2j
xðÞ#
2j
"#
u (6.10)
y ¼ h
xðÞþ
X
q
k¼1
’
3k
xðÞ#
3k
(6.11)
where
xðtÞ, uðtÞand yðtÞ denote the state vector, the input and the output of
the system at time instant t respectively. This model represents the uniform of
6 Traditional and Non-traditional Control Techniques for Grinding Processes 279
nonlinear system with uncertain parameters and the purpose of the control work is
to regulate yðtÞ to be a desired value y
d
, namely,
y
d
ðtÞyðtÞ
jj
<e for a given e or lim
t!1
½y
d
ðtÞyðtÞ ¼ 0 (6.12)
Adaptive controller becomes a suitable candidate for this kind of nonlinear
control problem because it can dynamically compensate the variations of the uncer-
tain system parameters in a real-time manner. Based on a reduced nonlinear system
model, after deriving a nonlinear controller by extending the well known global
linearization theory to the case where system parameters may be uncertain, a nonlin-
ear adaptive observer was designed as below:
State estimation:
_
^zðtÞ¼R^zðtÞþOðtÞ
^
yðtÞþ
gðtÞþkðy
^
yÞþ
0
V
_
^
y
^
y ¼ 10... 0½
^z
(6.13)
Parameter adaptation:
_
^
yðtÞ¼
GfðtÞ y
^
yðÞ (6.14)
Auxiliary filter:
_
V tðÞ¼
F
V tðÞþOðtÞ; f
T
ðtÞ¼V
1
ðtÞ (6.15)
where
^z the estimated state variable;
^
y the estimated parameter vector;
^
y the
estimated output;
k constant vector that has to be chosen to guarantee the stability;
F
constant matrix that has to be chosen to guarantee the stability; After the
parameter determination and stability analysis, in the real grinding control applica-
tion, a reduced model for the grinding force control can be written as:
_
n
w
¼ a
11
n
w
þ b
1
n
wdesired
;
_
y
w
¼ n
w
(6.16)
F
0
n
¼ K
f
n
w
l
t
ðy
w
Þ
v
s
e
1
½a
e
2
½Dðy
w
Þ
e
3
(6.17)
where y
w
rotating angle of workpiece; F
0
n
normal grinding force per width of cut;
Dðy
w
Þ equivalent wheel diameter; a depth of cut; n
w
workpiece speed; l
t
ðy
w
Þ
lever of the tangent force; v
s
wheel circumference speed; e
1
; e
2
; e
3
exponential
coefficients; K
f
Proportional factor (Fig. 6.10).
280 J. Liu et al.
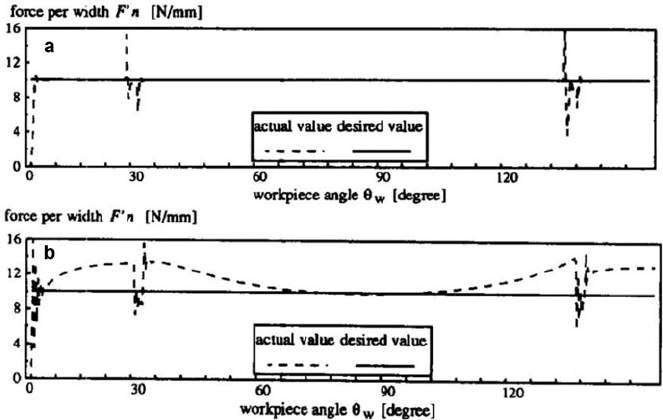
By comparing the simulation results using this adaptive controller with PI-
controller, it can be seen that the PI-controller has difficulties during shaping the
unsymmetrical part of the features, which indicates that the uncertainty and time
varying properties of a nonlinear system /process such as grinding requires a more
adaptive control algorithm to regulate or optimize in order to improve the perfor-
mance of the system/process.
Jenkins and Kurfess [17, 18] developed a self-tuning adaptive controller for the
plunge grinding and traverse grinding processes. A pole-zero cancellation tech-
nique was devel oped and implemented to remove the process variations based on
real-time model parameter estimation.
As shown in Fig. 6.11, the entire control system model consists of several
functional blocks: G
FC
ðsÞ – force controller; G
PC
ðsÞ – the programmable multi-
axis controller (PMAC) position control loop; G
TWP
ðsÞ – the tool-workpiece and
grinding process interaction, as well as estimation and adaptation functions.
The gains of the adaptive force controller are updated in real-time style from the
host computer that estimates the grinding process parameters and determines the
force cont roller gains accordingly. The force controller is implemented on a PC-
hosted PMAC using a high sampling rate, running continuously. Since force is
being controlled via position, two control loops must be designed, a position loop
and a force loop. The servo controller for the position loop is implemented
using the PID servo algorithm in the PMAC. The gains are determined using
Ziegler-Nichols PID tuning techniques. The resulting closed-loop PMAC
position transfer function G
PC
ðsÞ is represented by block between the commanded
Fig. 6.10 Comparison for simulation results of (a) the adaptive control scheme with (b) PI-control
scheme
6 Traditional and Non-traditional Control Techniques for Grinding Processes 281
position and the actual position of the X-axis. Due to the high speed of servo
loop a first-order linear model of position response is estimated using an autore-
gressive, least squares parameter estimation technique.
The adaptive approach taken in this work, namely the self-tuni ng regulator (STR)
is an indirect method, also is a design procedure used to determine controller’s
parameters. In other words, the STR uses model parameter estimation to determine
current states for use in the real-time design calculations to adjust the controller
parameters. Different form the work done by To
¨
nshoff who appl ied a fixed-gain
controller to regulate the grinding force, the STR approach here perform s real-time
estimation of the grinding process and uses a pole-zero cancellation approach which
will be shown briefly below to remove the process variation.
Based on the block diagram and grinding force model as below:
F
N
F
TH
¼
_
x
f
A
K
P
V
(6.18)
The derivation of the adaptive force controller was achieved via an important step
which cancel the process dynamics pole by the zero of a PI-type controller, G
FC
ðsÞ,
and the complete open-loop discrete transfer function is defined as:
G
FC
G
PC
G
TWP
ðzÞ¼
K
PROP
1 þ a
f
2
ðÞ
1
z C
0
(6.19)
The implementation of this controller uses a windowed data handling scheme for
recursive parameter estimation and the best window size was determined
via experiments and simulations. This approach to grinding force control has
demonstrated the potential for increasing productivity with the reduc tion of tarry
time by use of the stable force control in plunge grinding, with higher fidelity in
force regulation.
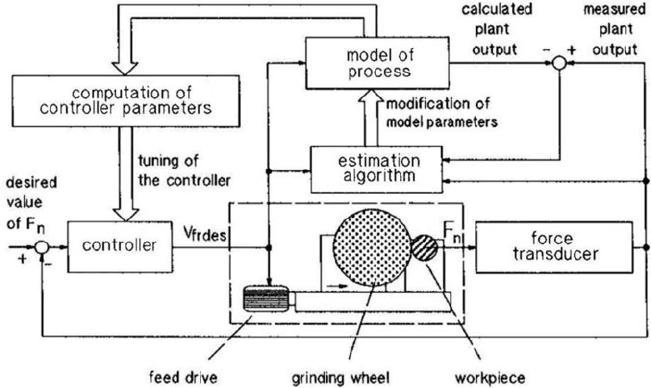
Brinksmeier and Popp [19] presented an adaptive control system to reduce the
grinding time and ensure a good workpiece quality with a self-tuning force
Desired
force
Process Model
Parameter
Estimator
Adaptation
Control
+
-
E
Force
Error
X
d
X
e
F
N
Commanded
Position
Force
Control
G
fc
(s) G
pc
(s) G
twp
(s)
Position
Loop
Encoder
Position
Tool-work-process
Impedance
Other Sensed
Parameters
Estimated Process
Parameters
Controller
Gains
Fig. 6.11 Plant and controller scheme for PMAC-based force controller.
282 J. Liu et al.
controller for external grinding processe s. A system identification procedure was
used to adapt the control parameters online in order to compensate for the time-
varying grinding process behavior. The iden tification result was also used to
monitor the wheel wear and compensate for the unknown system variations, such
as the elastic deformation of the workpiece-tool-machine system.
The model for the grinding process taken in this work can be described with the
p-transfer function as:
F
N
ðpÞ¼
1
1
o
2
d
p
2
þ
2D
d
o
d
p þ 1
1
C
N
C
p þ 1
(6.20)
where p – complex variable; o
d
; D
d
– parameters of the feed drive behavior; N –
compliance; C – abrasive property; F
N
– grinding normal force; The disturbances
mainly come from disturbances added to the measured plant output and those
changing the system parameters.
Also, since digital control algorithm could effectively improve the controller
accuracy, the above differential equation has to be transformed into a difference
equation, represented by Z-transformation, similar to (6.1)
F
N
ðzÞ¼
b
1
z
1
þ b
2
z
2
þ b
3
z
3
1 þ a
1
z
1
þ a
2
z
2
þ a
3
z
3
z
d
(6.21)
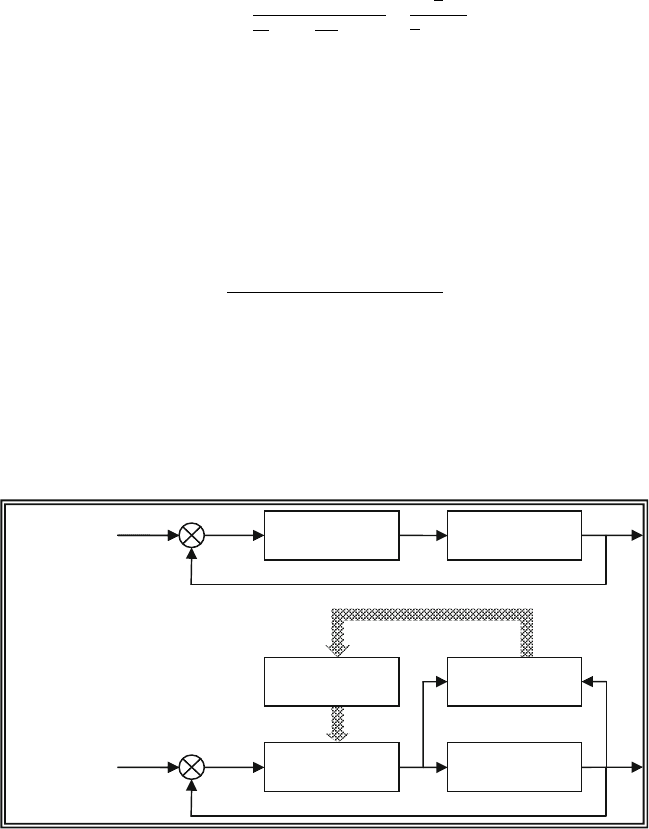
For the unknown parameters, as the process behavior can vary during the grinding
cycles, the on-line process identification is needed, which is shown in Fig. 6.12.In
general, a process variable which sufficiently represents the process state is very
important. The normal grinding force is preferred here because it is convenient to
monitor and allows additional utilization to reveal process mechanisms, namely
Controller Grinding Process
Controller
Modification
Parameter
Estimation
+
-
w
u
y
Conventional
controller
w: desired value
u: controller output
Selftuning
controller
Controller Grinding Process
+
-
u
y
w
Fig. 6.12 The structure of a self tuning controller
6 Traditional and Non-traditional Control Techniques for Grinding Processes 283
more relative to most of the anomalies. The signal processing of the adaptive
control system is illustrated in Fig. 6.13.
The hardware is based on an external VME-bus-based computer system,
which contains a MC68020 CPU-board with coprocessor. The prototy pe of
the adaptive control system consists of a studer S50-42 grinding machine with a
bruetsch-CNC. The dead centers of the grinding machine contain piezoelectric
force sensors measuring the grinding force in normal, tangential and axial direc-
tions, power meter detecting electrical power of the spindle motor etc.
For the adaptive strategy, two stages are applied. The task of the first stage is
to detect the first cut while the second stage is the removal of workpiece eccentri-
cities. After that, the actual selftuning adaptive controller is used. The controller
is predetermined with an assumed set of model parameters for the grinding
process. Information acquired during the second stage can be partially utilized
for the parameter estimation. In short, during the grinding process the
system computes the correct model parameters within a few workpiece revolutions.
Then the controller is tuned continuously and the identified set of parameters can
be saved and used in the future grinding.
6.5 Adaptive Control Constraint and Adaptive Control
Optimization
Wada and Kodama [20] proposed the concept that the general adaptive control
in grinding process can be classified into two categories depending on whether
Fig. 6.13 Signal processing of the adaptive control system
284 J. Liu et al.