Higman Chris Gasification (Газификация угля)
Подождите немного. Документ загружается.

60
Gasification
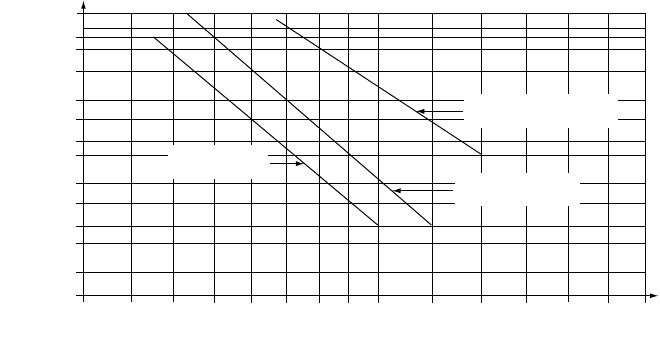
where ν (cSt) is the kinematic viscosity at absolute temperature
T
(K),
m
is a
constant for any given oil characterizing the temperature dependency of the
viscosity, and
c
is a constant. This equation can be plotted as a straight line in a
log(log(ν)) versus log(
T
) diagram such as Figure 4-3. Ideally,
m
can determined
from two reference temperatures for which the viscosity is known, since it is the
gradient of the straight line joining the two points on the diagram. From this it is
possible to use the value of
m
to determine the viscosity at any other desired
temperature.
For cases where the viscosity at only one temperature is known, a correlation for
m
is required. Singh, Miadonye, and Puttagunta (1993) have developed such a correlation.
A short program to calculate the viscosities of the feed on the basis of both one and
two reference temperatures is included on the companion website.
The viscosity is an important parameter in the design of a gasification system,
since the effectiveness of atomization at the burner is dependent on viscosity
limits. Values of 20 cSt–300 cSt can be found in the literature (Supp 1990;
Weigner et al. 2002.). The exact values depend on the individual burners, so
licensors must be consulted for any specific project. In general, the desired tem-
peratures required to achieve the prescribed temperature range can be achieved
by steam heating, which is in most cases preferable to a fired heater, since the
metal temperatures are lower and there is less tendency for the feed material to
crack in the preheater.
If during operation the feed preheaters should fail, leading to an increase in
viscosity, the tendency will be that the atomization deteriorates and an increase in
the soot make can result.
TEMPERATURE (
°
C)
25 50 75 100 125 150 175 200 250 300 350 400 450 5000
2.5
3
4
5
7
10
20
30
50
0
10
200
0
100
200
10000
KINEMATIC VISCOSITY [cSt]
TYPICAL ATM.
RESIDUE
TYPICAL VACUUM
RESIDUE
TYPICAL VISBREAKER
RESIDUE
Figure 4-3.
Figure 4-3.Figure 4-3.
Figure 4-3. Viscosity-Temperature Relationship for Heavy Residues

Feedstocks and Feedstock Characteristics
61
Pour Point. The pour point is the second important property for the feedstock trans-
port system. It provides an indication of the lowest temperature to ensure pumpabil-
ity and avoid solidification of the feed in the line.
Since the transition from solid to liquid is gradual, there are a number of different
defined points in the transition, which are shown in the diagram in Figure 4-4. The
pour point is defined as the lowest temperature at which the oil will pour or flow
under defined standard conditions (ASTM D 97).
When evaluating the transport properties of a feed, it is insufficient to look at the
pour point in isolation. Two sample feeds illustrate this:
In the case of feed A, with only a slight increase of temperature above the pour
point, the feed flowed sufficiently easily that no problems ever occurred on loss of
steam tracing. Bringing the steam tracing back on line was sufficient to unblock the
pipe. This would have been a considerable problem in the case of feed B, so a flushing
system was included as part of the original design. The reason is that feed A is a feed-
stock with a high percentage of paraffins that once they are molten have a low viscos-
ity. Feedstock B has a so-called viscosity pour point where heat must just be applied
until the required low viscosity is reached, and no use can be made of a state transition.
Density. Densities of typical gasifier feedstocks lie between 970 and 1250 kg/m
3
.
There are no limitations imposed by gasifier performance or design.
Figure 4-5 shows the relationship between temperature and density for different
oils. This correlation is also included in the companion website.
Feed A Feed B
Pour point 60°C 70°C
Viscosity at 100°C 50 cSt 2500–25,000cSt
CLOUD
POINT
POUR
POINT
MELTING
POINT
DROPPING
POINT
CONGEALING
POINT
FREEZING
POINT
VISCOSITY
TEMPERATURE
HEATING
CURVE
COOLING
CURVE
Figure 4-4.
Figure 4-4.Figure 4-4.
Figure 4-4. Pour Point (Source: Baader 1942)

62
Gasification
Flash and Ignition Temperatures. The flash point is the temperature at which
sufficient hydrocarbons have evaporated that an explosive mixture is formed that can
be ignited by an external ignition source.
There are two methods commonly used for determination of the flash point: the
Cleveland open cup method (ASTM D 92) and the Pensky-Martin closed cup method
(ASTM D 93). Using the open cup method a certain amount of the evaporating
hydrocarbons is lost to the surroundings, which leads to a relatively high value for
the measured flash point. The closed cup method uses a closed vessel with a narrow
neck so that all the hydrocarbons that evaporate remain part of the potentially ignitable
mixture. The difference between the two methods is about 30°C, that is, the closed
cup method will provide a value about 25–30°C lower than the open cup method.
In contrast to the flash point for which an external ignition source is used, the
ignition point (ASTM D 874) is that temperature at which the hydrocarbon begins to
burn without any external ignition source.
The flash point places an upper limit to the preheat temperature of a gasifier feed-
stock. If material is preheated to its flash point, then there is a danger that it will ignite
TYPICAL
VISBREAKER
RESID
TYPICAL
VACCUM RESID
TYPICAL ATM
RESID
1100
1000
900
800
700
100 150 200 250 300
TEMPERATURE [
°
C]
DENSITY [kg/m
3
]
Figure 4-5.
Figure 4-5.Figure 4-5.
Figure 4-5. Density-Temperature Chart
Feedstocks and Feedstock Characteristics
63
immediately on exiting the burner and damage it. A damaged burner can in turn change
the design flame pattern, causing local stoichiometric combustion with associated high
temperatures and the potential for reactor containment failure. A suitable safety precau-
tion is to maintain the preheat temperature 50–100°C lower than the flash point.
Generally, there is no need to preheat to anything like the flash point of normal
residues, since the viscosity is already sufficiently low for good atomization at
substantially lower temperatures. Problems can arise, however, with blended
feedstocks. If, for instance, FCC light cycle oil is added to a heavy asphalt to reduce
its viscosity, then the light material might have a flash point at a temperature
required to achieve an acceptable viscosity of the blend at the burner.
Conradson Carbon. The Conradson carbon (ASTM D 189) is determined by placing
a feed sample into a container and heating it to a given temperature so that it cracks.
The Conradson carbon value is given by the amount of cracked residue expressed as
a percentage of the original sample.
The Conradson carbon value is not used expressly in gasifier installation design.
It does, however, provide an indication of the propensity for coke formation by the
residue during preheat. It can also, in connection with the C/H ratio, provide a guide
to the moderating steam requirement. Additionally, it can be of use when consider-
ing the consistency of other data received for a particular feed.
Typical values for the Conradson carbon are:
Propane asphalt 35%
Vacuum residue 20%
Atmospheric residue 10%
The Ramsbottom method (ASTM D 254) provides an alternative determination
of the carbon residue. A conversion chart between the two methods can be found in
Speight (1998, p. 335).
4.2.2 Other Liquid Feedstocks
Orimulsion. Orimulsion is the trade name for an emulsified bitumen-water mixture
produced from the bitumen fields in the Orinoco belt of Venezuela. Orimulsion
consists of about 70% bitumen and 30% water and contains about 1% surfactants.
The emulsifying technology converts the bitumen into a transportable fuel with a
pour point of 3°C and a viscosity of about 200 cP at 30°C. It has a lower heating
value of 27.8 MJ/kg (Marrufo, Sarmiento, and Alcala 2001).
Technically, Orimulsion is a petroleum product; it contains sulfur, vanadium,
and nickel in substantial quantities, and these behave just as in a conventional
residue. The sodium content is low (12 mg/kg), assuming that there is no contami-
nation in transport. The differences of Orimulsion when compared to a refinery
residue are in the water content and the surfactant used. The water content causes
64
Gasification
a considerable loss of efficiency since energy is used in its heating and evaporation.
The resulting syngas has a CO
2
content of about 10% compared with around 3% in
unquenched syngas generated from a conventional residue. Early formulations of
Orimulsion contained considerable quantities of magnesium, which could have
presented problems similar to those caused by calcium. The newest formulation,
Orimulsion 400, has a magnesium content of 6 mg/kg, which is sufficiently low to
avoid these.
When designing for or operating with Orimulsion, it is necessary to take specific
precautions (e.g., reduced preheat temperatures) to avoid the emulsion breaking. A
handbook of suitable handling guidelines can be obtained from the suppliers.
Orimulsion has been tested as a gasification feedstock in Texaco’s Montebello,
California, pilot facility in 1989 with apparent success. The producer of Orimulsion,
Bitumenes Orinoco S.A. (Bitor), claims to be able to supply the material at a price to
allow competitive production in a gasification plant but there is no recorded
commercial application at this time (2002).
Tar Sands Residues. Tar sands are deposits of heavy hydrocarbons located in a
sandstone matrix that are not amenable to conventional pumping technology. The
largest and most well-known deposits are in northern Alberta, Canada. Other
deposits exist (in approximate order of size) in Venezuela, the United States (Utah,
Texas, California, Kentucky), Russia (Olenek), Madagascar, and Albania, as well as
in other locations in Canada (Melville island). A typical analysis is included in
Table 4-10.
Tar sands represent a major hydrocarbon resource with an estimated 450 billion
barrels of recoverable reserves (Speight 1998, p. 117), but the difficulties and cost of
extraction have limited commercial exploitation. At present, there are only two
commercially operating plants, both in the Athabasca River basin of northern
Alberta. A number of pilot operations for the development of improved extraction
techniques exist, also mostly in this area, and a number of commercial projects are
currently under development (Parkinson 2002).
The processing of tar sands can be described in three principle steps:
1. Extraction, for which there are two fundamentally different approaches. One is to
mine the bitumen-laden sandstone and transport it to a central extraction plant,
where the sandstone and bitumen are separated by a hot-water extraction process
(HWEP). The commercial operations of Syncrude and Suncor are both based on
this method.
Alternative methods have been developed for in situ extraction and separation,
such as steam-assisted gravity drainage (SAGD). There are pilot plants in operation
that demonstrate the possibilities of this approach, and at least one current project
is based on it.
2. Primary conversion, for which conventional or modified coking, cracking, or
solvent de-asphalting processes are applied.
3. Secondary conversion, which is essentially a hydrotreating step.

Feedstocks and Feedstock Characteristics
65
There is potential to use the residue from the primary conversion as gasifier
feedstock to provide hydrogen for the secondary conversion. Existing operations do
not do this; they generate their hydrogen by steam reforming of natural gas. But where
or when natural gas availability is critical, gasification could become a serious option.
A first project of this sort has recently been announced (Arnold et al. 2002).
Work has been performed on the characterization of residues from tar sands
(Zhao et al. 2001).
From the point of view of gasification, these investigations have highlighted a
number of important and interesting aspects (Table 4-11). The extremely high vana-
dium and nickel contents are a feature of the Canadian material. These values exceed
current long-term experience for fresh feed in gasifier operation. In particular it
would be important to avoid a recycle configuration for the carbon management sys-
tem so as to avoid metals build-up in the circuit. The second interesting feature is the
quantity of bitumen solids (BS) observed in the mined material, which is absent in
that recovered by SAGD. These solids are typically ultra-fine aluminosilicate parti-
cles originating from clay inclusions in the sandstone structures that are brought into
the processing plant by the inherently nonselective mining processes. Experience with
gasification of conventional residues containing catalyst fines from an FCC unit has
shown a tendency for such material to deposit in both the gasifier and the syngas
cooler. The bitumen produced by the SAGD process is practically free of ultrafine
solids, which makes it far more suited as a gasifier feedstock.
Liquid Organic Residues. Some gasifiers process organic residues from petrochem-
ical processing, such as the manufacture of oxo-alcohols, and have done so successfully
for many years. The only important consideration is that such residues may contain
Table 4-11
Bitumen Solids Yields and Metals Analysis for BS Free Tar Sand Asphalt
Material and Recovery Process
BS
wt%
V
ppmw
Ni
ppmw
Al
ppmw
Ca
ppmw
Athabasca mine (HWEP) before
BS removal 0.9 820 210 640 1400
Athabasca mine (HWEP) after
BS removal 880 280 200 110
Athabasca mine (Toluene
extracted) 0.5 650 240 150 100
Athabasca (SAGD) n.d. 1270 444 14 80
Nigeria 2.1 104 148 n.a. n.a.
Utah 1.4 21 170 n.a. n.a.
Source: Zhao et al. 2001 with permission from Elsevier
66
Gasification
catalyst fines. Depending on the catalyst and/or carrier, this may have an abrasive
effect on critical equipment or cause fouling or plugging as described above for refinery
residues.
Coal Tar. The MPG process (see Section 5.4.3) was originally developed for coal-
based tars generated in a plant using Lurgi fixed-bed gasifiers to gasify lignite. It has
been in successful operation in such service since 1969 (Hirschfelder, Buttker, and
Steiner 1997; Liebner 1998).
Other oil-processing gasifiers have taken in coal tar in order to reduce feed-
stock costs. Such attempts at mixing coal tar and petroleum-derived residues
have not generally been successful. The principle difficulty is the incompatibility
of the different types of ash, which tend to form eutectica. The result is plugging
of either the throat area in a quench reactor or of the tube bundle in a syngas cooler.
Spent Lubricating Oil. Spent lubricating oil is included here as a potential gasifier
fuel more to warn against it than to encourage its use. Used lubricating oil can contain
typically 1500 mg/kg each of lead and zinc. The lead content can be as much as
10,000mg/kg. Lead and zinc sulfides solidify at temperatures of 700–800°C and will
block syngas coolers and the throats of quench reactors. Soyez (1988) reports that
“some 100 ppm was sufficient to plug the waste heat boilers completely within only
seven days.” Other similar cases are also known. The only sound advice concerning
gasification of spent lubrication oil is: don’t.
4.2.3 Natural Gas
Compared with the variety of aspects needing evaluation when dealing with liquid
feeds, natural gas is relatively simple, and the principle issues to be considered are
more of an economic rather than technical nature. For the production of hydrogen-rich
synthesis gas it is generally more economic to employ steam reforming rather than
partial oxidation. Partial oxidation of natural gas is only likely to demonstrate favorable
economics for hydrogen production where no purpose-built oxygen plant is
required, or where the hydrogen is a by-product of carbon monoxide production.
The advantage of partial oxidation—namely, that as a noncatalytic process, no large
amounts of steam are required to prevent carbon laydown on the catalyst—only
comes into its own when a CO-rich syngas is required. Further details are discussed in
Section 7.1.4.
Since most applications for partial oxidation of natural gas aim at a CO-rich syn-
thesis gas, quenching hot gas with water—advantageous if a CO shift is desired—is
economically unattractive, and most such plants employ a syngas cooler.
There is no specific requirement on the hydrocarbon content of the natural gas.
Clearly, heavier gases with high ethane or propane content will produce a synthesis
gas richer in CO than pure methane. When looking at the still heavier components of
natural gas, however, it is really only necessary that they be gaseous at the burner.
Feedstocks and Feedstock Characteristics
67
Nitrogen is a component in natural gas, which passes through the reactor largely as
an inert. The amount of nitrogen (or argon) allowable in the feedstock is governed
purely by the synthesis gas specification. This is different from the CO
2
case. CO
2
is a
partner in the partial oxidation reactions and will increase the CO yield from the gas.
This will be favorable in many instances, but must be reviewed on a case-by-case basis.
In contrast to catalytic processes such as steam reforming or autothermal reforming,
partial oxidation is tolerant of sulfur. In fact there are good reasons to accept sulfur into
the partial oxidation reactor. Firstly the synthesis gas has a high partial pressure of carbon
monoxide so that in the absence of large quantities of steam there is considerable potential
for metal dusting corrosion (Posthuma, Vlaswinkel, and Zuideveld 1997), more so than
with the equivalent steam reformer (see Section 6.11 for details). The most effective form
of protection against metal dusting is sulfur in the gas (Gommans and Huurdeman 1994).
The second advantage of leaving the sulfur in the gas is to prevent a spontaneous
methanation reaction in the synthesis gas.
4.2.4 Other Gaseous Feedstocks
Refinery Gas. Refinery gas has been used as a feedstock for partial oxidation.
Although partial oxidation cannot usually compete with steam reforming for hydrogen
production from natural gas, the situation can be different with a refinery gas feed.
Refinery waste gas streams can contain considerable quantities of olefins, which
would need to be hydrogenated upstream of a steam reformer. The partial oxidation
route is not sensitive to the presence of unsaturates in the feed, and this flexibility
can provide opportunities (Ramprasad et al. 1999).
Attention needs to be paid to the issues of metal dusting and methanation as with
natural gas, but if there is no sulfur in the feed, then other solutions are possible,
such as using a quench reactor if hydrogen is to be the end product.
FT Off-Gas. Fischer-Tropsch off-gas is essentially similar to many refinery off-gas
streams in that it can contain significant quantities of unsaturated hydrocarbons. The
same considerations apply. Where the main syngas generation for the FT synthesis
is partial oxidation of natural gas, one only needs to be careful with the recycle of
inerts (Higman 1990). This is, however, a limitation imposed by the synthesis
process and not by the partial oxidation itself.
Coke Oven Gas. There are two recorded plants using coke oven gas as a feedstock.
Coke oven gas is available only at low pressure. This makes the economics unfavor-
able in all but the most exceptional cases.
4.3 BIOMASS
The term
biomass
covers a broad range of materials that offer themselves as fuels or
raw materials and that have in common that they are all derived from recently living
68
Gasification
organisms. This definition clearly excludes traditional fossil fuels, since although
they also derive from plant (coal) or animal (oil and gas) life, it has taken millions of
years to convert them to their current form. For the purpose of this book, we have
chosen to include all agricultural and forestry wastes as well as purpose-grown
material as biomass, thus clearly including animal refuse such as poultry litter.
There is still a potential overlap between what is classified as waste and what as
biomass. We have considered human sewage sludge as well as wastes from industrial
processes as waste. Black liquor, an intermediate material in the paper industry with
important fuel use, is treated here as biomass.
Although biomass is not a major industrial fuel, it supplies 15–20% of the total fuel
use in the world. It is used mostly in nonindustrialized economies for domestic heating
and cooking. In industrialized countries the use of biomass as a fuel is largely
restricted to the use of by-products from forestry and the paper and sugar industries.
Nonetheless, its use is being encouraged as part of a strategy for CO
2
abatement.
4.3.1 Properties of Biomass
The properties of biomass are as diverse as the sources from which they come. Typ-
ical data for some vegetable biomasses is included in Table 4-12.
Vegetable Biomass
Typical proximate and ultimate analyses are given in Table 4-13. Quaak, Knoef, and
Stassen (1999) give a range for the bulk density of 150–200kg/m
3
for straw shavings and
600–900 kg/m
3
for solid wood.
Ash Properties. The major difference between biomass and coal ashes is that for the
majority of most biomasses the ash consists mainly of salts. Most of the biomass ash
consists of potassium, calcium, phosphorus, and, further, sodium, magnesium, iron,
silicon, and trace elements. Some examples are given in Table 4-14.
As a result biomass ashes have low ash-melting points of, for example, 800°C for
some straws. Because these ashes are extremely aggressive towards refractory mater-
ials—K
2
CO
3
can be used to dissolve minerals before further analysis—biomass does
not lend itself for slagging gasification unless it is mixed with large quantities of coal.
Animal Biomass
Although biomass is often interpreted as vegetable biomass, animal-derived biomass
remains an energy source that should not be totally ignored, even if its production is
largely determined by developments in the agricultural and food sector. In order to
provide an idea of the volumes involved, it should be noted that the annual
production of waste by poultry is 8 kg/head. Pigs produce about 300 kg/y, beef cattle
900–1200 kg/y, and dairy cattle 1200–2000 kg/y (Smil 2001).

Feedstocks and Feedstock Characteristics
69
In the SCGP coal gasifier in the Nuon plant in Buggenum in The Netherlands,
trials have been carried out with the gasification of mixtures of coal with up to 12%
poultry litter and/or municipal sewage sludge. There are plans to gasify up to 30%
non-coal feedstocks in 2004 (Kanaar and Wolters 2002). It should be mentioned that
the percentages of alternative feedstocks are generally given as a mass percentage.
As an energy percentage, these figures are at least 50% lower.
Abattoir waste has also been co-gasified in the Puertollano plant up to an amount
of 4.5% of total feed. The meat and bone meal that is classified as a risk material
was divided into specific risk material (SRM), consisting of spinal marrow, bones,
intestines, spleen, or brain, and high risk material (HRM), which is other parts of the
animals, and blood material. When this material was fed as 4.5% of the total feed,
the high chlorine content made itself noticeable in an increased chloride level in the
Table 4-12
Properties of Various Biomasses
Biomass
HHV
MJ/kg
Moisture
wt%
Ash
wt%
Sulfur
wt% dry
Chlorine
wt% dry
Charcoal 25–32 1–10 0.5–6
Wood 10–20 10–60 0.25–1.7 0.01 0.01
Coconut shell 18–19 8–10 1–4
Straw 14–16 10 4–5 0.07 0.49
Ground nut shells 17 2–3 10
Coffee husks 16 10 0.6
Cotton residues
(stalks) 16 10–20 0.1
Cocoa husks 13–16 7–9 7–14
Palm oil residues
(shells) 15 15
Rice husk 13–14 9–15 15–20
Soya straw 15–16 8–9 5–6
Cotton residue
(gin trash) 14 9 12
Maize (stalk) 13–15 10–20 2 (3–7) 0.05 1.48
Palm oil residues
(fibers) 11 40
Sawdust 11.3 35 2
Bagasse 8–10 40–60 1–4
Palm oil residues
(fruit stems) 5 63 5
Source: Derived from Arbon 2002; Quaak, Knoef, and Stassen 1999