Higman Chris Gasification (Газификация угля)
Подождите немного. Документ загружается.

300
Gasification
pressure, opportunity for waste heat integration, particularly for the solvent regen-
eration in chemical washes, and availability of the solvent and toxicity.
•
Economic boundary conditions
. In particular the depreciation rate or pay-out time
specified for a project may influence the process selection. Typically, chemical
washes will tend to require less capital investment than a physical wash, but at the
expense of a higher utility demand for solvent regeneration.
Examination of the above criteria in any particular case will probably narrow the
field down to three or four serious contenders, sometimes even less. The chart in
Figure 8-3 provides assistance in this. Selection from this short list is then generally
a matter of pure economics.
8.2.2 Absorption Systems
Absorption processes are characterized by washing the synthesis gas with a liquid
solvent, which selectively removes the acid components (mainly H
2
S and CO
2
)
from the gas. The laden solvent is regenerated, releasing the acid components and
recirculated to the absorber. The washing or absorption process takes place in a
column, which is usually fitted with (dumped or structured) packing or trays.
The absorption characteristics of a solvent depend either on simple physical
absorption or on a chemical bond with the solvent itself. This provides the basis for
the classification of AGR systems into physical or chemical washes, which have
distinctly different loading characteristics.
The loading capacity of a physical wash depends primarily on Henry’s law and is
therefore practically proportional to the partial pressure of the component to be
Partial pressure of H
2
S/COS and
CO
2
in gas feed, [bar]
ZnO
Rectisol
CO
2
content, [ml/m
3
]
Sulfur in product gas, [ml/m
3
]
1
30
10
1
0.1
10 100 10000.1
0.01
Chemical solvents
HP
Benfield
DGA
Amisol
Sulfinol
MDEA
DEA
Physical
and
chemical
solvents
Rectisol
Purisol
Selexol
Sulfinol
Hi-pure
ZnO
Molecular
sieves
Figure 8-3. Initial Selection of AGR processes (With permission: Lurgi)
Auxiliary Technologies
301
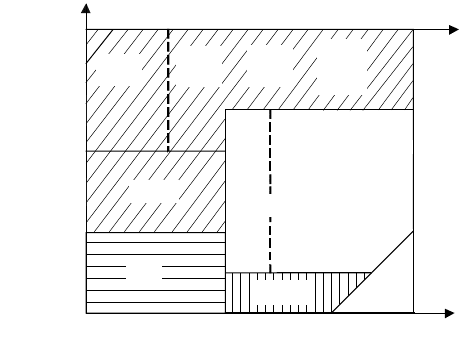
removed (Figure 8-4). This leads to the fact that the solution rate for any particular
operating pressure is approximately proportional to the volume of raw gas to be
processed.
In contrast, the loading capacity of a chemical wash is limited by the quantity of
the active component of the solution. Once a saturation level is reached only a minor
additional loading can be achieved by physical absorption in the solution. The solu-
tion rate is approximately proportional to the volume of acid gas removed.
Some mixed solvents have been developed using both effects. These are known
as physical-chemical washes.
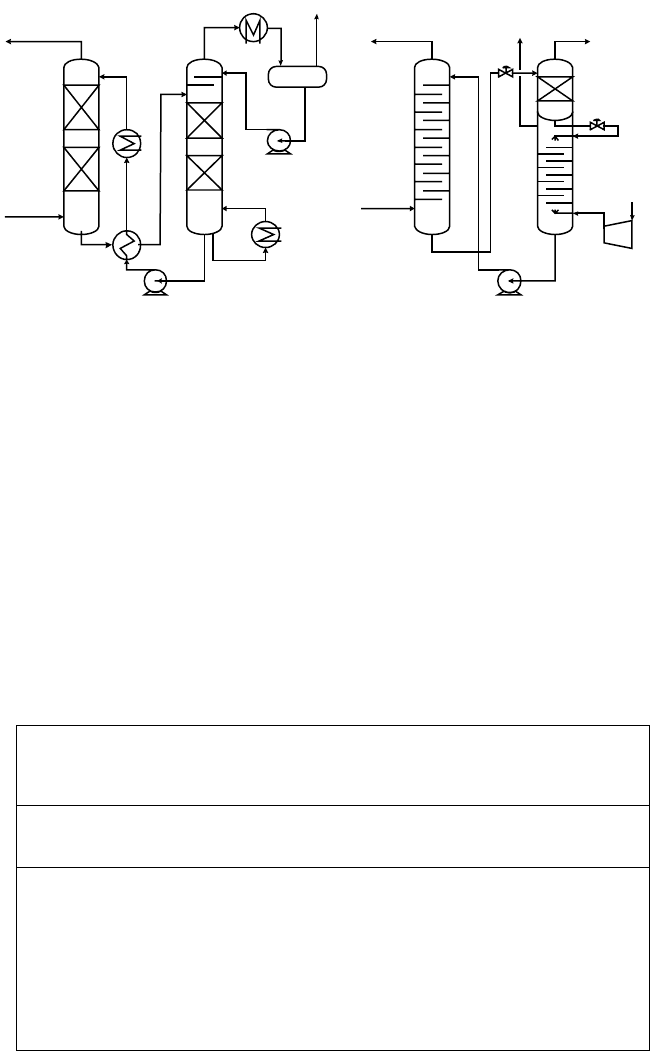
Generally, solvent regeneration is achieved by one of or a combination of flashing,
stripping, and reboiling. Both flashing and stripping reduce the partial pressure of
the acid component. In physical washes, reboiling raises the temperature and reduces
the acid gas solubility. In chemical washes the increased temperature serves to break
the chemical bond. In such systems the acid components are released in the same
chemical form in which they were absorbed (Figure 8-5).
An additional class of washing systems, oxidative washes, regenerate the chemic-
ally absorbed sulfur by oxidizing the active component in the solvent and recovering
the sulfur in elemental form.
Chemical Washes
Amines. Solutions of amines in water have been used for acid gas removal for over
50 years. The principle amines used for synthesis gas treatment are mono- and dieth-
anolamine (MEA and DEA), methyldiethanolamine (MDEA), and di-isopropa-
nolamine (DIPA), the latter particularly as a component of the Sulfinol solvent.
Others amines used in natural gas applications, such as diglycolamine (DGA) or
triethanolamine (TEA), have not been able to make any significant impact in syngas
applications.
Loading capacity, [kmol/m
3
solvent]
Partial pressure, [bar]
Physical
solvent
Chemical
solvent
Figure 8-4. Equilibrium of Physical and Chemical Absorption
302
Gasification
MDEA is the most widely used amine today. It is more selective than primary
(e.g. MEA) or secondary (e.g. DEA) amines, due to the fact that CO
2
is absorbed
more slowly than H
2
S.
A number of proprietary formulations have been developed to address specific
issues. For example, Ucarsol was developed to reduce corrosion with high CO
2
loading. BASF’s aMDEA includes an activator to accelerate CO
2
absorption, where
selectivity is not a requirement. Variation in the degree of promotion can influence
the energy requirement for regeneration. Exxon developed the Flexsorb family of
hindered amines specifically for high selectivity.
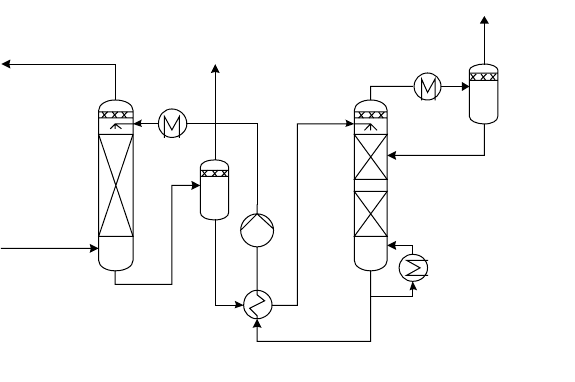
Typical performance data of different amine washes may be seen in Table 8-1.
The flowsheet of a typical MDEA wash is shown in Figure 8-6.
RAW GAS
CLEAN GAS
STEAM OR
WASTE HEAT
OFF GAS
RAW GAS
CLEAN GAS
MP OFF
GAS
STRIPPING
GAS
LP OFF
GAS
Figure 8-5. Regeneration by Reboiling (left) and Flashing or Stripping (right)
Table 8-1
Properties of Amine Solvents
Standard
MEA
Inhibited
MEA DEA MDEA
Molecular weight 61 105 119
CO
2
partial pressure, bar <100 <100
Gas purity CO
2,
ppmv 20–50 20–50
Solution strength, wt% 10–20 30 25–35 30–50
Solution loading, mol/mol 0.25–0.45 0.4–0.8 0.8
Energy demand, MJ/kmol CO
2
210 140
Notes: selective
Auxiliary Technologies
303
Physical Washes
The important characteristics for any successful physical solvent are:
• Good solubility for CO
2
, H
2
S, and COS in the operating temperature range, prefer-
ably with significantly better absorption for H
2
S and COS compared with CO
2
if
selectivity is an important issue for the application in hand.
• Low viscosity at the lower end of the operating temperature range. Although low-
ering the operating temperature increases the solubility, the viscosity governs in
effect the practical limit to lowering the operating temperature.
• A high boiling point reduces vapor losses when operating at ambient or near ambient
temperatures.
Rectisol. The Rectisol process, which uses cold methanol as solvent, was originally
developed to provide a treatment for gas from the Lurgi moving-bed gasifier, which
in addition to H
2
S and CO
2
contains hydrocarbons, ammonia, hydrogen cyanide,
and other impurities.
In the typical operating range of −30 to −60°C, the Henry’s law absorption
coefficients of methanol are extremely high, and the process can achieve gas purities
unmatched by other processes. This has made it a standard solution in chemical
applications such as ammonia, methanol, or methanation, where the synthesis cata-
lysts require sulfur removal to less than 0.1 ppmv. This performance has a price,
however, in that the refrigeration duty required for operation at these temperatures
involves considerable capital and operating expense.
LEAN
SOLUTION
ACID GAS
SEPARATOR
ABSORBER REGENERATOR
RAW
SYNGAS
CLEAN GAS
CONDENSER
RICH
SOLUTION
REBOILER
FLASH GAS
FLASH
VESSEL
Figure 8-6. Typical MDEA Flowchart with Single Flash Stage

304
Gasification
Methanol as a solvent exhibits considerable selectivity, as can be seen in Table 8-2.
This allows substantial flexibility in the flowcharting of the Rectisol process and
both standard (nonselective) and selective variants of the process are regularly
applied according to circumstances.
As a physical wash, which uses at least in part flash regeneration, part of the CO
2
can be recovered under an intermediate pressure. Typically, with a raw gas pressure
of 50 bar, about 60–75% of the CO
2
would be recoverable at 4–5 bar. Where CO
2
recovery is desired, whether for urea production in an ammonia application or for
sequestration, this can provide significant compression savings.
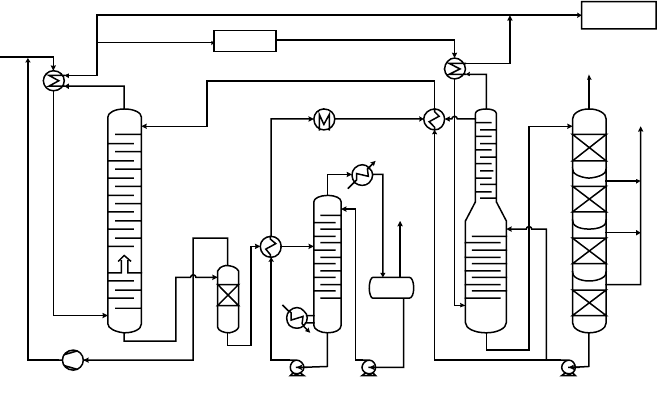
Figure 8-7 shows the selective Rectisol variant as applied to methanol production.
The incoming raw gas is cooled down to about −30°C, the operating temperature of
the H
2
S absorber. Both H
2
S and COS are washed out with the cold methanol to a
residual total sulfur content of less than 100 ppbv. The desulfurized gas is then shifted
outside the Rectisol unit, the degree of shift being dependent on the final product.
Carbon dioxide is then removed from the shifted gas in the CO
2
absorber to produce
a raw hydrogen product. This column is divided into two sections: a bulk CO
2
removal section using flash regenerated methanol, and a fine CO
2
removal section in
Table 8-2
Properties of Physical Solvents
Methanol NMP DMPEG
Chemical Formula CH
3
OH CH
3
N᎐(H
2
C)
3
C苷O
CH
3
O(C
2
H
4
O)
x
CH
3
Mol. Weight kg/kmol 32 99 178 to 442
Boiling point
at 760 Torr °C 64 202 213 to 467
Melting point °C −94 −24.4 −20 to −29
Viscosity cP 0.85 at −15°C 1.65 at 30°C 4.7 at 30°C
1.4 at −30°C 1.75 at 25°C 5.8 at 25°C
2.4 at −50°C 2.0 at 15°C 8.3 at 15°C
Specific mass kg/m
3
790 1.027 1.031
Heat of
evaporation kJ/m
3
1090 533
Specific heat
at 25°C kJ/kg.K 0.6 0.52 0.49
Selectivity
at working
temperature (H
2
S:CO
2
) 1:9.5 1:13 1:9
Auxiliary Technologies
305
which hot-regenerated methanol is used. The CO
2
removal section operates at lower
temperatures, typically about −60°C. The permissible CO
2
slip is dependent on the
application. For methanol synthesis gas 1mol% residual CO
2
in the raw hydrogen
is quite adequate. For hydrogen production based on methanation, typically 100 ppmv
would be appropriate. For ammonia where the gas is subsequently treated in a cryo-
genic nitrogen wash, 10 ppmv would be typical.
Following the solvent circuit, we see first an intermediate H
2
S flash from which
co-absorbed hydrogen and carbon monoxide are recovered and recompressed back
into the raw gas. The flashed methanol is then reheated before entering the hot
regenerator. Here the acid gas is driven out of the methanol by reboiling, and a
Claus gas with an H
2
S content of 25–30% (depending on the sulfur content of the
feedstock) is recovered. Minor adaptations are possible to increase the H
2
S content
if desired.
The hot-regenerated methanol, which is the purest methanol in the circuit, is used
for the fine CO
2
removal. The methanol from the CO
2
removal is subjected to flash
regeneration in a multistage flash tower. The configuration shown is typical for the
methanol applications with only atmospheric flash regeneration. For hydrogen or
ammonia applications where better absorption is required, the final flash stage may
be under vacuum, or it may use stripping nitrogen from the air separation plant.
Finally, the loop is closed with the flash regenerated methanol returning to the H
2
S
absorber.
Water entering the Rectisol unit with the syngas must be removed, and an addi-
tional small water-methanol distillation column is included in the process to cope
with this.
REFRIGERANT
MP FUEL
GAS
CO SHIFT
METHANOL
SYNTHESIS
RAW GAS
ACID
GAS
CO
2
STEAM
CO
2
FLASH
TOWER
CO
2
ABSORBER
HOT
REGENERATOR
H
2
S FLASH
COLUMN
H
2
S ABSORBERRECOMPRESSOR
Figure 8-7. Flowsheet of Selective Rectisol Process (Source: Weiss 1997)
306
Gasification
Typically, the refrigerant is supplied at between −30 and −40°C. Depending on
application, different refrigerants can be used. In an ammonia plant, naturally,
ammonia is used, and the refrigeration system is integrated with that of the synthe-
sis. In a refinery environment, propane or propylene may be the refrigerant of
choice.
The Rectisol technology is capable of removing not only conventional acid gas
components but also, for example, HCN and hydrocarbons. Supp (1990, p. 83)
describes a typical hydrocarbon prewash system. Mercury capture using Rectisol as
a cold trap to condense out metallic mercury is also documented (Koss, Meyer, and
Schlichting 2002).
Selexol. The Selexol process was originally developed by Allied Chemical Corpo-
ration and is now owned by UOP. It uses dimethyl ethers of polyethylene glycol
(DMPEG). The typical operating temperature range is 0–40°C. The ability to oper-
ate in this temperature range offers substantially reduced costs by eliminating or
minimizing refrigeration duty. On the other hand, for a chemical application such as
ammonia, the residual sulfur in the treated gas may be 1 ppmv H
2
S and COS each
(Kubek et al. 2002) which is still more than the synthesis catalysts can tolerate. This
is not an issue, however, in power applications where the sulfur slip is less critical.
Selexol has a number of references for such plants including the original Cool Water
demonstration unit and most recently the 550 MW Sarlux IGCC facility in Italy.
The ratio of absorption coefficients for H
2
S, COS, and CO
2
is about 1:4:9 in
descending order of solubility (Kubek, Polla, and Wilcher 1997). A plant designed
for, say, 1 ppm COS in the clean gas would require about four times the circulation
rate of a plant for 1 ppm H
2
S, together with all the associated capital and operating
costs. In a gasification environment it is therefore preferable to convert as much
COS to H
2
S upstream of a Selexol wash. In a plant using raw gas shift for hydrogen
or ammonia, this will take place simultaneously on the catalyst with the carbon
monoxide shift. Where no CO shift is desired, then COS hydrolysis upstream of the
Selexol unit provides a cost-effective solution to the COS issue.
Other characteristics favorable for gasification applications include high solubilities
for HCN and NH
3
as well as for nickel and iron carbonyls.
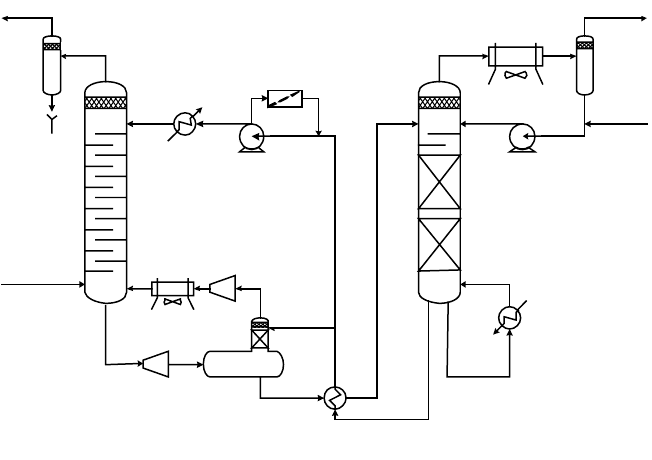
The Selexol flowsheet in Figure 8-8 exhibits the typical characteristics of most
physical absorption systems. The intermediate flash allows co-absorbed syngas
components (H
2
and CO) to be recovered and recompressed back into the main
stream. For other applications, including H
2
S concentration in the acid gas or separate
CO
2
recovery, staged flashing techniques not shown here may be applied.
Purisol. NMP or n-methyl-pyrrolidone is the solvent used in Lurgi’s Purisol
process. The operating range is 15°C to 40°C. The selectivity for H
2
S/CO
2
is
extremely high and largely independent of the operating temperature (Grünewald
1989). Solvent properties are included in Table 8-2. The characteristics are in many
ways comparable with Selexol.
Auxiliary Technologies
307
Physical-Chemical Washes
Some gas-washing systems exploit the principles of both physical and chemical
absorption and are known as physical-chemical washes. They generally use an
amine together with organic physical solvent. They can usually accept a higher loading
than an aqueous amine solution, thus reducing solvent rates. Furthermore, the
organic solvents applied in such systems accelerate the hydrolysis of COS to H
2
S in
the lower sections of the column, thus permitting an improved total sulfur removal
performance than a pure amine system. Other aspects, which still need review when
considering a physical-chemical system, are the potential for amine degradation,
which is generally unchanged compared with the equivalent aqueous amine system.
Their effectiveness at absorbing metal carbonyls is not documented and so must be
considered as unproven.
Sulfinol. Shell’s Sulfinol solvent in its original form was a mixture of DIPA and
Sulfolane (tetrahydrothiophene dioxide). The former provides a chemical solvent
and the latter a physical solvent. Meanwhile a modified solvent, known as m-Sulfinol
has been developed that uses MDEA as the chemical component. The original Sulfi-
nol formulation has been used successfully downstream of a large number of small
RAW
SYNGAS
TREATED GAS
LEAN SOLUTION
PUMP
STEAM
REBOILER
STRIPPER
MAKE UP
WATER
REFLUX PUMP
ABSORBER
RECYCLE
COMPRESSOR
RICH/LEAN
EXCHANGER
FLASH DRUM
ACID GAS
TO SRU
ACID GAS
CONDENSER
MECHANICAL
FILTER
HYDRAULIC
TURBINE
LEAN SOLUTION
COOLER
Figure 8-8. Selexol Flowchart for Selective H
2
S Removal (Source: Kubek, Polla,
and Wilcher 1997)
308
Gasification
oil gasifiers for the production of oxo-synthesis gas. The AGR at the Buggenum
IGCC is an example of a larger m-Sulfinol unit.
Amisol. The Amisol process was developed by Lurgi using a mixture of MEA or
DEA with methanol. It has been applied downstream of a number of oil gasification
units, but it has not established a wide market. Details can be found in Supp (1990)
and Kriebel (1989).
Oxidative Washes
Oxidative washes or liquid redox systems differ from other types of absorption
system in that the H
2
S in the acid gas is oxidized directly to elemental sulfur in the
absorption stage. The active agent in the solution is regenerated in a separate
oxidizing vessel, which also serves to separate the solid elemental sulfur from the
solution. The solvents of oxidative washes absorb essentially only H
2
S, but not
CO
2
nor COS. This makes them suitable for applications where H
2
S must be
removed from a stream containing large quantities of CO
2
, even if the H
2
S partial
pressure is low.
There is no known existing application in a gasification environment, but such
washes exhibit potential as a substitute for a Claus plant, where the gasifier feed has
very low sulfur content and the sour gas is unsuitable for treatment in a Claus plant.
Earlier plants, notably the Stretford and Takahax processes, used vanadium-based
agents, which undergo a valence change from the pentavalent to the tetravalent state
during the absorption stage. Modern processes, of which Lo-Cat and Sulferox are
the best known, use chelated iron formulations.
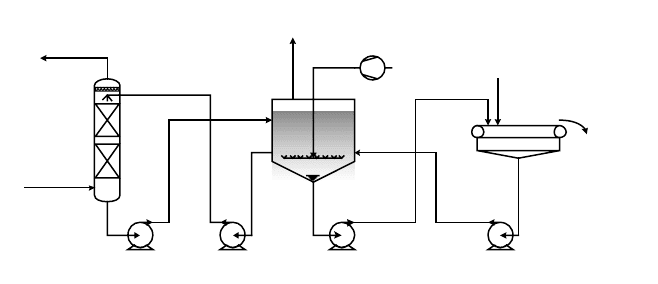
The Lo-Cat process can be arranged in a number of different application-dependant
configurations of which that shown in Figure 8-9 is typical. Acid gas enters the
absorber, where the H
2
S is absorbed into the aqueous chelated iron solution. The
ABSORBER
H
2
S ACID GAS
CLEAN GAS
OXIDIZER
AIR BLOWER
VACUUM BELT
FILTER
WASH WATER
EXHAUST TO
ATMOSPHERE
SULFUR CAKE
Figure 8-9. Lo-Cat Flowsheet (Source: Adapted from Nagl 2001)
Auxiliary Technologies
309
ferric iron oxidizes the HS
−
ion to elemental sulfur according to reaction 8-1. The
iron is reduced to the ferrous state.
HS
−
+2Fe
+3
→ S
0
+2Fe
+2
+H
+
(8-1)
In the oxidizer, the sulfur settles out and is transferred to a vacuum filter where it is
separated from the solution as a cake. Air is blown into the oxidizer, where oxygen
is absorbed into the solution and oxidizes the ferrous iron back to the ferric state
(reaction 8-2) for recirculation back to the absorber.
2Fe
+2
+½O
2
(l) +H
2
O. → 2Fe
+3
+2 OH
−
(8-2)
The raw sulfur from the vacuum filter is typically 65% to 85% sulfur, the remainder
being water and dissolved salts including iron. This product requires further treat-
ment to meet generally accepted market quality, melting (to remove the water) and
filtering being important process steps. Nonetheless, the usual “bright yellow” color
specification for commodity sulfur is not met, and specialized applications need to
be located in the marketplace.
Generally, liquid redox systems are applied for small plants, in particular where
H
2
S concentrations are lower than can be handled by the Claus process (see Section
8.4). The Stretford process was regularly applied for Claus tail gas processing as
part of the Beavon tail gas treating process. A similar application using an iron
chelate process was put into service in 2001 (Nagl 2001).
8.2.3 Adsorption Systems
A second important group of gas treatment processes are based on the adsorption
of impurities onto a solid carrier bed. Some of these processes, such as molecular
sieve driers or pressure swing, allow in situ regeneration of the bed. Others, such as
H
2
S chemisorption onto zinc oxide, cannot be regenerated economically in situ, and
the beds require regular exchange.
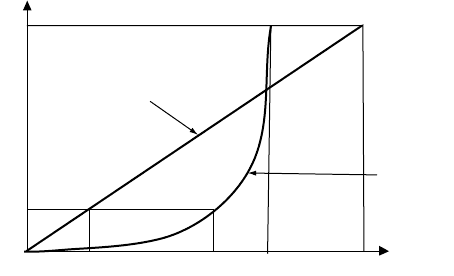
The quantity of a gaseous component, which can be carried by any particular
adsorbent, depends not only on the characteristics of component and sorbent but
also on the temperature and pressure under which it takes place. This increase in
loading capacity with higher pressures and lower temperatures is illustrated in
Figure 8-10 and is utilized for the in situ regeneration of such sorbents as activated
carbon, activated alumina, silica gel, and molecular sieves.
The classic adsorption-desorption cycle uses both the temperature and pressure effect
“swinging” between high pressure and low temperature for adsorption (point 1 in
Figure 8-10) and low pressure and high temperature (point 2) for desorption. The
differential loading (L
1
−L
2
) is extremely high. The pressure swing cycle operates at
constant temperature T
0
between points 3 and 4. A temperature swing process oper-
ating at constant pressure between points 1 and 5 is possible but unusual in practice.