Higman Chris Gasification (Газификация угля)
Подождите немного. Документ загружается.

240
Gasification
Synthesis Gas Specification
Methanol synthesis takes place by the reaction of hydrogen with carbon oxides
according to the following reactions:
CO +2 H
2
=>CH
3
OH −91 MJ/kmol (7-3)
and
CO
2
+3 H
2
=>CH
3
OH +H
2
O −50 MJ/kmol (7-4)
Modern low-pressure methanol synthesis takes place today at a pressure between
50 and 100 bar over a copper catalyst. An ideal synthesis gas specification is
CO
2
3% mol
2.03 Stoichiometric Ratio = SR
H
2
S <0.1ppmv
Inerts (including methane) minimum
For the methanol synthesis it is important to recognize that the above specification
for the stoichiometric ratio (SR =(H
2
−CO
2
)/(CO +CO
2
)) and carbon dioxide content
represent an optimized synthesis gas. This is not the quality produced by the majority
of plants using steam reforming of natural gas, as shown in Table 7-2.
The data in Table 7-2 show that the conventional steam reforming process
operates with a considerable hydrogen surplus (SR = 2.7) and high CO
2
content.
Combined reforming using a steam reformer with an oxygen-blown secondary
reformer is able to supply an optimized stoichiometric ratio, but it still has a high
CO
2
content. Since the conversion rate of CO
2
is considerably less than that of CO,
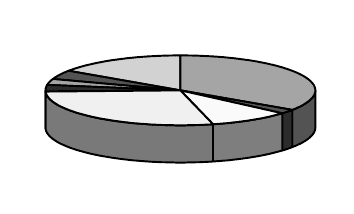
Formal-
dehyde
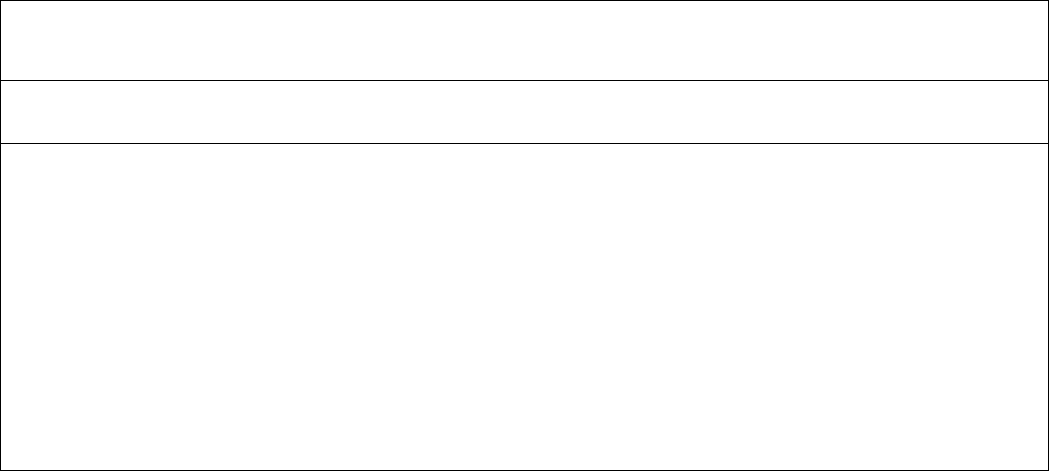
34%
MTBE
28%
Solvents
4%
MMA
3%
Fuels
3%
Others
16%
Acetic Acid
10%
DMT
2%
Figure 7-3.
Figure 7-3.Figure 7-3.
Figure 7-3. Relative Consumption of Methanol by Usage (Source: Methanol
Institute website)
H
2
CO
2
–
CO CO
2
+
--------------------------
Applications
241
it is preferable to keep the CO
2
content low if reasonably possible; however, a small
amount of CO
2
is required to ensure a high CO conversion. The optimum CO
2
content
lies between 2.5 and 3.5 mol%.
Supp (1990) provides a detailed explanation for these optima in his book
How to
Produce Methanol from Coal
, so these aspects of methanol synthesis will only be
touched upon here. Furthermore, he has described the manufacture of methanol
from coal in considerable depth, and those interested in the topic are referred to his
work. As a practical example, we will therefore review the process of making
methanol from petroleum residues.
Design Considerations
The main considerations to be applied in developing a synthesis gas production
scheme for methanol manufacture are the same as for ammonia, namely, selection
of gasification pressure, syngas cooling arrangement, and acid-gas removal system.
Contrary to the ammonia case, the optimization of oxidant quality is not a consider-
ation, since any inerts in the syngas lower the conversion in the synthesis. The
oxygen should simply be as pure as reasonably possible, which in effect means
99.5% purity.
• The selection of the exact pressure to run the methanol synthesis loop will depend
on an OPEX/CAPEX optimization. For medium-size units of, for instance, 600 t/d
the loop would operate at about 50 bar, that is, without any intermediate syngas
compression. For a large unit of say 2,000 t/d, the pressure would be somewhat
higher. The principles are shown in Figure 7-4. For the smaller unit, the clean gas
from the CO
2
removal unit is fed to the suction side of the loop gas circulator,
Table 7-2
Comparison of Methanol Synthesis Gas Analyses
Process
Conventional
Reforming
Combined
Reforming Gasification
Feedstock Natural Gas Natural Gas Heavy Residue
CO
2
, mol% 7.30 7.68 3.52
CO, mol% 16.80 21.62 27.86
H
2
, mol% 72.10 67.78 67.97
CH
4
, mol% 3.70 2.84 0.21
Inerts, mol% 0.10 0.08 0.44
2.7 2.05 2.05
H
2
CO
2
–
CO CO
2
+
--------------------------
242
Gasification
while the CO shift bypass gas has sufficient pressure to enter the loop on the
discharge side. For the larger plant, the gases are mixed together at the suction of
the booster compressor.
• For the production of CO-rich gases, the use of a syngas cooler is usually the bet-
ter selection. It provides an efficient use of the sensible heat in the raw gas leaving
the gasifier, where the production of steam required for CO shift in a quench is of
no advantage. The methanol case lies halfway between the extremes of all hydro-
gen and all CO production, in that about 50% of the gas must be shifted. In most
actual plants, the syngas cooler option is used for the whole raw-gas stream, and
a portion of the desulfurized gas is passed over a shift catalyst. It is, however,
possible to divert some of the gas from a quench reactor into a syngas cooler,
employing a so-called combi-reactor, and to use a raw-gas shift (Jungfer 1985).
For our example, we will cool all the gas as described above.
• As with ammonia, Rectisol is the most advantageous acid-gas removal system.
It is the only wash that will achieve the desired degree of desulfurization. Alter-
native systems would require an additional stage of COS hydrogenation and a
subsequent zinc-oxide bed for final clean up. In the case of a methanol plant,
Rectisol has the added advantage that the wash liquor is the plant product itself,
thus enabling some saving of infrastructure (although it should not be over-
looked that an inventory tank for H
2
S or CO
2
contaminated methanol is still
required).
• It is worth pointing out that the use of an optimized synthesis gas quality also
influences the choice of synthesis technology. Methanol formation from CO has a
significantly higher heat of reaction than that from CO
2
. The higher proportion of
methanol produced from CO when using syngas from coal or oil gasification
means that in such a plant more attention must be paid to the issue of heat removal
than, for instance, in a natural gas-fed steam reformer-based plant. It is necessary
not only to remove the larger quantity of heat. It is also necessary to perform this
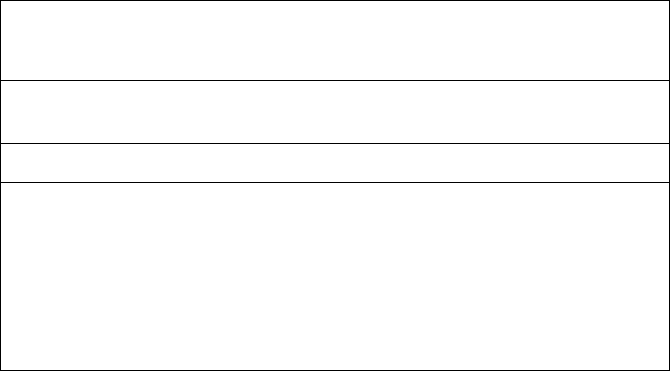
ASU CLAUS
POX
WASTE
WATER
TREATMENT
CARBON
HANDLING
CRYOGENIC
SEPARATION
METHANOL
SYNTHESIS &
DISTILLATION
CO
2
RECTISOL
CO
2
RECTISOL
CO SHIFT
H
2
S
RECTISOL
SULFUR
CO
2
METHANOL
VANADIUM
CONCENTRATE
RESIDUE
WASTE
WATER
OXYGEN
CARBON SLURRY
H
2
S
AIR
CARBON
MONOXIDE
FUEL GAS
Figure 7-4.
Figure 7-4.Figure 7-4.
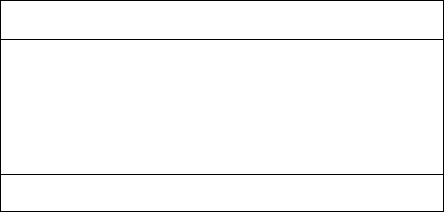
Figure 7-4. Residue-Based Methanol Plant
Applications
243
in a manner that prevents the slightest local overheating in order to avoid by-product
formation, since the production of impurities from side reactions increases with
increasing temperature. The intense and intimate cooling provided by the boiling
water in an isothermal reactor has therefore made it the preferred reactor system
for gasifier-based methanol plants. Over 90% of gasification-based methanol
production operates with isothermal reactors. This includes all the large capacity
ones.
The above applies for gas-phase syntheses. A demonstration liquid phase synthesis
has been built at the Eastman plant in Tennessee, which is also reported to be giving
good service (Benedict, Lilly, Kornosky 2001).
Example
The block flow diagram for a 1000 t/d methanol plant based on gasification of
29.5 t/h visbreaker residue in Figure 7-4 shows the result of these deliberations.
The mass balance is given in Table 7-3. The residue with quality, as in Table 4-10,
is gasified with 99.5% purity oxygen at a pressure of 60 bar. The raw gas is then
desulfurized in a Rectisol wash to a residual total sulfur level of less than 0.1 ppmv.
Approximately 50% of the desulfurized gas is subjected to a CO shift and CO
2
removal in a second Rectisol stage, providing a raw hydrogen with sufficient CO
2
slip to meet the overall synthesis gas specification. This gas is fed to the circulator
of the methanol synthesis loop at a pressure of 52.5 bar. The remainder of the
desulfurized gas contains about 48% CO and has a pressure of 48.8 bar. This gas
is then added to the loop on the discharge side of the circulator. The exact ratio of
the two streams of desulfurized gas is controlled to maintain the correct stoichio-
metric ratio.
The flowsheet shows with dotted lines an alternative means of adjusting the H
2
,
CO, and CO
2
flows to maintain the synthesis gas specification, which is particularly
appropriate in an environment where the methanol is utilized for acetyls produc-
tion. Instead of converting CO to hydrogen in the shift unit, CO is removed from
part of the desulfurized gas in a cryogenic unit and recovered as pure CO for acetic
acid production. In this case, all the residual CO
2
in the desulfurized gas draw-
off must be removed in an additional stage of the Rectisol unit prior to cryogenic
treatment.
7.1.3 Hydrogen
Market
The market for hydrogen is extremely diversified. The type of industry served ranges
from petroleum refiners with plants ranging in size from 20,000–100,000Nm
3
/h to the

244
Gasification
Table 7-3
Mass Balance for 1000 t/d Methanol Plant
Oxygen Steam
Raw
Gas
Desulf.
Gas
Sour
Gas
Shift
Bypass
Shift
Feed
Shift
Gas
Raw
H
2
MeOH
Syngas
CO
2
, mol% 3.67 2.73 66.71 2.73 2.73 33.17 4.29 3.50
CO, mol% 49.28 50.20 4.37 50.20 50.20 3.20 4.50 27.59
H
2
, mol% 45.65 46.60 0.88 46.60 46.60 63.31 88.31 67.24
CH
4
, mol% 0.27 0.28 0.08 0.28 0.28 0.19 1.46 0.86
N
2
, mol% 0.1 0.09 0.09 0.02 0.09 0.09 0.06 0.57 0.33
A, mol% 0.4 0.10 0.10 0.00 0.10 0.10 0.07 0.87 0.48
H
2
S, mol% 0.90 0.00 26.75 0.00 0.00
COS, mol% 0.04 0.00 1.19 0.00 0.00
O
2
,mol% 99.5
H
2
O, mol% 100.00
Dry gas
(kmol/h) 965 738 3905 3823 131 2021 1802 2623 1978 3999
Pressure
(bar) 65 72 55.1 52.5 1.5 52.5 52.5 49.5 48.8 48.8
Temp. (°C) 120 380 45 25 10 25 25 45 25 35
Applications
245
food industry with requirements of about 1000 Nm
3
/h or less. Similarly, feedstocks
and technologies differ widely, the largest plants being based on steam reforming of
natural gas or resid gasification. At the smaller end of the scale, steam reformers can
still hold their own, but methanol or ammonia cracking and electrolysis of water are
also commercially available. An additional source is as a by-product of chlorine pro-
duction. Inside refineries, much of the hydrogen demand is met from the naphtha
reformer.
The estimated total world hydrogen production (excluding ammonia and metha-
nol plants as well as by-product hydrogen) is about 16 million Nm
3
/h. Of this, over
500,000 Nm
3
/h is produced by gasification. Practically all the gasification-based
hydrogen production falls into the category of “large plants,” having capacities of
20,000 Nm
3
/h upwards. The largest plant is Shell’s 112,000 Nm
3
/h facility in its
Pernis, Netherlands refinery. This reflects current economics, and in particular the
opportunities for resid-based hydrogen production in refineries. However, this may
not always remain true.
Hydrogen Specification
Just as the range of hydrogen consumers is wide, so are the demands on quality.
Typical specifications are:
For silicon wafer production 99.9999%
For optic-fiber cable production 99.99%
In the refinery environment it is necessary to define the quality of the hydrogen
product on a case-by-case basis. Many hydrocracking processes will accept a 98%
H
2
purity, which can be produced by the traditional shift, CO
2
removal, and metha-
nation route. A number of processes do, however, require higher purities of 99% H
2
or higher, in which case the final purification step will have to be pressure swing
adsorption (PSA). The higher purity is achieved, however, at the cost of a lower
hydrogen yield (about 85–90% instead of 98%) and the production of a relatively
large quantity of low-pressure, low-Btu fuel gas that one may or may not be able to
accommodate in the refinery–fuel gas balance. It is important in this context to
review the hydrogen purity specification carefully with the hydrocracker require-
ments, since all too often a purity of >99.5% is specified on the basis of the econom-
ics of the conversion unit alone, or on the assumption that hydrogen will be
generated from a steam reformer that can accommodate the PSA tail gas internally,
without reference to the economics of the overall configuration. A careful review of
site-specific parameters will produce different solutions. Thus, for instance, the
Pernis plant uses the methanation route; others use PSA units (de Graaf et al. 1998;
Kubek et al. 2002).
246
Gasification
Design Considerations
Many of the considerations required for the design of a hydrogen plant are similar to
those discussed earlier in the ammonia and methanol cases (Sections 7.1.1 and 7.1.2,
respectively), so those will not be repeated here. Specific to hydrogen manufacture
are the following:
• Generally in a refinery, particularly one where the product slate is favorable to
the use of gasification, the hydrogen consumers, hydrocracker or hydrotreater,
operate at high pressures. PSA units can operate over a wide pressure range of
about 20–70 bar. However, at the higher end of this pressure range, co-adsorption
of the hydrogen increases with a consequent drop in yield. On the other hand,
operation at a high gasifier pressure can provide significant savings in compres-
sion energy. Thus the pressure selection is a matter for optimization studies on a
site-specific basis.
• As for ammonia, the decision on the process for the syngas cooling and CO shift
(quench plus raw-gas shift, versus syngas cooler plus clean-gas shift) is finely
balanced. Issues such as on-site energy-integrated or offsite stand-alone oxygen
production can tip the scales in one direction or the other. For our example, we
will use raw-gas shift, so as to contrast with the clean-gas shift used above for
ammonia—not a real-life criterion!
If the clean-gas shift route is chosen, then the question often arises; need one
include a CO
2
wash upstream of a PSA unit? This question must be answered in
the affirmative, at least as a bulk removal, even though in a steam reformer plant
this practice is seldom, if ever, applied. The reason lies in the quantity of CO
2
to
be removed. Examination of the shift gas quality in such a plant (similar up to this
point to the ammonia plant) shows a CO
2
content of over 30 mol%. Feeding such
a gas to the PSA unit has two deleterious effects. First, the hydrogen yield of the
PSA drops from say 85% to about 70%. Second, the tail gas contains some 60%
CO
2
and has a heating value of about 4500 kJ/Nm
3
(LHV), requiring the use of
a support fuel to combust it satisfactorily.
• For the desulfurization, a Selexol wash has been chosen. As a physical wash it
has many of the same characteristics as the Rectisol process used in the previ-
ous examples. It has the advantage of operating at ambient or near ambient
temperatures, thus eliminating the refrigeration load of the Rectisol unit. The
disadvantage that Selexol would have in handling unshifted gas, namely its
poorer COS solubility, is of no import in the shift gas case, since the COS is
already largely converted to H
2
S on the shift catalyst. Selexol is able to concen-
trate the sour gas stream to an acceptable level for processing in a Claus sulfur
recovery unit (Kubek et al. 2002).
• The use of membrane technology is a worthwhile additional consideration in
multiproduct plants, where hydrogen is only a small part of the overall prod-
uct slate. One example is shown in Section 7.1.4. Another could be a side
Applications
247
stream of hydrogen coming from an IGCC plant, such as those discussed in
Section 7.3.
• A further aspect to consider if refrigeration is required for acid-gas removal is the
choice of refrigerant. In the ammonia plant, it is natural to use ammonia as the
refrigerant. In the refinery, it may be an unfamiliar medium. An alternative in such
a situation would be propane or propylene, fluids with which the refinery operator
will be accustomed and for which no unit-specific additional safety measures are
required.
Example
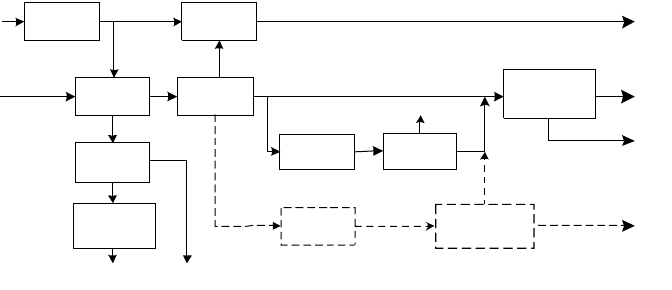
The resultant flow diagram and mass balance for a 50,000 Nm
3
/h hydrogen plant are
shown in Figure 7-5 and Table 7-4, respectively. 20.42 t/h visbreaker residue, as
described in Table 4-10, is gasified in a quench reactor. The gas leaves the reactor at
a temperature of 240°C saturated with water vapor. In this condition it is passed
over the raw-gas shift catalyst. In addition to the CO shift reaction
CO + H
2
O CO
2
+H
2
(2-7)
COS is shifted to H
2
S and HCN is hydrogenated to ammonia. The shift gas is cooled
and is then desulfurized in the Selexol wash. Also in the Selexol wash the bulk of
the CO
2
is removed so that the raw hydrogen entering the PSA unit already has a
hydrogen content of 97 mol%. Final purification of the hydrogen takes place in the
PSA unit.
CLAUS
POX
WASTE
WATER
TREATMENT
CARBON
HANDLING
PSASELEXOL
RAW GAS
SHIFT
SULFUR
CO
2
HYDROGEN
VANADIUM
CONCENTRATE
RESIDUE
WASTE
WATER
OXYGEN
CARBON SLURRY
H
2
S
FUEL GAS
Figure 7-5.
Figure 7-5.Figure 7-5.
Figure 7-5. Residue-Based Hydrogen Plant
←
→
248
Gasification
Table 7-4
Mass Balance for 50,000 Nm
3
/h Hydrogen Plant
Oxygen Steam
Raw
Gas
Shift
gas
Desulf.
Gas
Sour
Gas
CO
2
Vent
Pure
H
2
PSA
Tail Gas
CO
2
, mol% 3.67 35.16 5.28 29.12 94.92 33.43
CO, mol% 49.28 0.50 0.72 0.07 4.57
H
2
, mol% 45.65 63.40 93.57 4.96 99.99 59.27
CH
4
, mol% 0.27 0.18 0.26 0.03 1.63
N
2
, mol% 0.1 0.10 0.06 0.09 17.69 0.55
A, mol% 0.4 0.09 0.06 0.09 0.01 0.54
H
2
S, mol% 0.90 0.63 0.00 52.59
COS, mol% 0.04 0.00 0.00 0.35 4 ppm
O
2
, mol% 99.5 NH
3
0.25
H
2
O, mol% 100.0
Dry gas (kmol/h) 646 510 2708 4022 2649 48 977 2232 309
Pressure (bar) 73 72 60 55 53 2.1 1.5 52 1.3
Temp. (°C) 120 380 240 35 35 45 24 25 25
Applications
249
7.1.4 Carbon Monoxide and Oxo-Alcohols
Carbon Monoxide Market
Pure carbon monoxide is a raw material for a number of organic chemicals such as
acetic acid, phosgene, which is an intermediate for polyurethane manufacture, and
formic acid (see Figure 7-6). The toxic nature of CO makes it difficult to store or
transport. For safety, inventories are usually kept to a minimum. For these reasons
pure carbon monoxide plants tend to be located close to the point of use of the
product and are accordingly fairly small. Approximately 500 kt/y of CO is used for
producing acetic acid.
Oxo-Alcohols Market
The term oxo-alcohols covers a range of higher alcohols, from C
3
-alcohol to C
18
+.
Lower alcohols (propanol, butanol, and pentanol) find usage as solvents. In the
range C
8
to C
10
they are used as plasticizers. Higher alcohols (C
12
+) are required for
the manufacture of synthetic detergents. Oxo-alcohols are manufactured by reacting
olefins with syngas (50:50 H
2
:CO) to form aldehydes. The aldehyde is then hydro-
genated with high purity hydrogen to produce the oxo-alcohol end product. World
production of oxo alcohols is about 8100 kt/y, over half of which is produced in two
countries alone, the United States and Germany.
CO and Oxo Syngas Specifications
Typical specifications for carbon monoxide and oxo-synthesis gas are:
Design Considerations
The example will show combined production of 5000 Nm
3
/h pure carbon monoxide
and 5000 Nm
3
/h oxo-synthesis gas, based on natural gas feed. For a plant of this size
it is assumed that oxygen is available from a pipeline or a multicustomer gas supply
facility.
CO Oxo Syngas
H
2
/CO – about 1
CO
2
– <0.5 mol%
H
2
<0.1 mol% about 49 mol%
CO >98.5 mol% about 49 mol%
Inerts <0.5 mol%
Exact numbers depend on use and process.