Hancock G.J., Murray Th.M., Ellifritt D.S. Cold-Formed Steel Structures to the AISI Specification
Подождите немного. Документ загружается.

Try
P
u
7:35 kips
M
uy
P
u
x
cea
7:04 kip-in:
P
Ey
As
ey
144:1 kips
a
y
1 ÿ
P
u
P
Ey
0:949 Eq: C5:2:2-5
P
u
f
c
P
n
C
my
M
uy
f
b
M
ny
a
y
7:35
0:85 15:75
7:04
0:90 18:32 0:949
1:0 Eq: C5:2:2-1
P
u
f
c
P
no
M
uy
f
b
M
ny
7:35
0:85 19:74
7:04
0:90 18:32
0:865 < 1:0
Eq: C5:2:2-2
Hence, the required axial strength for a load applied
eccentrically at web is
P
u
7:35 kips
REFERENCES
8.1 Trahair, N. S. and Bradford, M. A., The Behaviour
and Design of Steel Structures, 3rd ed., Chapman and
Hall, London, 1998.
8.2 Peko
È
z, T. and Winter, G., Torsional-¯exural buckling
of thin-walled sections under eccentric load, Journal
of the Structural Division, ASCE, Vol. 95, No. ST5,
May 1969, pp. 1321±1349.
8.3 Jang, D. and Chen, S., Inelastic Torsional-Flexural
Buckling of Cold-Formed Open Section under
Eccentric Load, Seventh International Specialty
Conference on Cold-Formed Steel Structures, St
Louis, MO, November, 1984.
Chapter 8
248
8.4 Rack Manufacturers Institute, Speci®cation for the
Design, Testing and Utilization of Industrial Steel
Storage Racks, Materials Handling Institute, Char-
lotte, NC, 1997.
8.5 Peko
È
z, T., Uni®ed Approach for the Design of Cold-
Formed Steel Structures, Eighth International Speci-
alty Conference on Cold-Formed Steel Structures, St
Louis, MO, November, 1986.
8.6 Loh, T. S., Combined Axial Load and Bending in Cold-
Formed Steel Members, Ph.D. thesis, Cornell Univer-
sity, February 1985, Report No. 85-3.
Members in Combined Axial Load and Bending
249

9
Connections
9.1 INTRODUCTION TO WELDED
CONNECTIONS
Welded connections between thin-walled cold-formed steel
sections have become more common in recent years despite
the shortage of design guidance for sections of this type.
Two publications based on work at Cornell University, New
York (Ref. 9.1), and the Institute TNO for Building Mater-
ials and Building Structures in Delft, Netherlands (Ref.
9.2), have produced useful test results from which design
formulae have been developed. The design rules in the AISI
Speci®cation were developed from the Cornell tests.
However, the more recent TNO tests add additional infor-
mation to the original Cornell work, and so the results and
design formulae derived in Refs. 9.1 and 9.2 are covered in
this chapter even though the AISI Speci®cation is based
solely on Ref. 9.1.
251
Sheet steels are normally welded with conventional
equipment and electrodes. However, the design of the
connections produced is usually different from that for
hot-rolled sections and plate for the following reasons:
(a) Stress-resisting areas are more dif®cult to de®ne.
(b) Welds such as the arc spot and seam welds in
Figures 9.1c and d are made through the welded
sheet without any preparation.
(c) Galvanizing and paint are not normally removed
prior to welding.
(d) Failure modes are complex and dif®cult to cate-
gorize.
The usual types of fusion welds used to connect cold-
formed steel members are shown in Figure 9.1, although
groove welds in butt joints may be dif®cult to produce in
thin sheet and are therefore not as common as ®llet, spot,
seam, and ¯are groove welds. Arc spot and slot welds are
commonly used to attach cold-formed steel decks and
panels to their supporting frames. As for conventional
structural welding, it is general practice to require that
the weld materials be matched at least to the strength level
of the weaker member. Design rules for the ®ve weld types
in Figures 9.1a±e are given as Sections E2.1±E2.5, respec-
tively, in the AISI Speci®cation.
Failure modes in welded sheet steel are often compli-
cated and involve a combination of basic modes, such as
sheet tearing and weld shear, as well as a large amount of
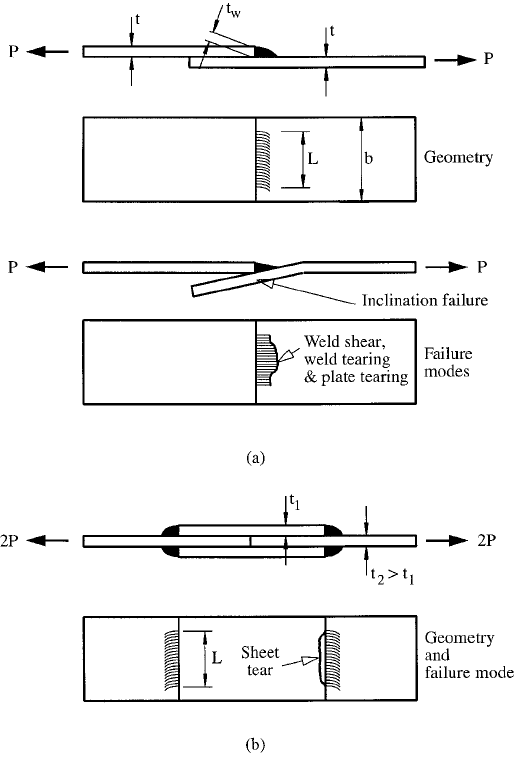
out-of-plane distortion of the welded sheet. In general, ®llet
welds in thin sheet steel are such that the leg length on the
sheet edge is equal to the sheet thickness, and the other leg
is often two to three times longer. The throat thickness (t
w
in Figure 9.2a) is commonly larger than the thickness (t)of
the sheet steel, and, hence, ultimate failure is usually
found to occur by tearing of the plate adjacent to the weld
or along the weld contour. In most cases, yielding is poorly
de®ned and rupture rather than yielding is a more reliable
Chapter 9
252
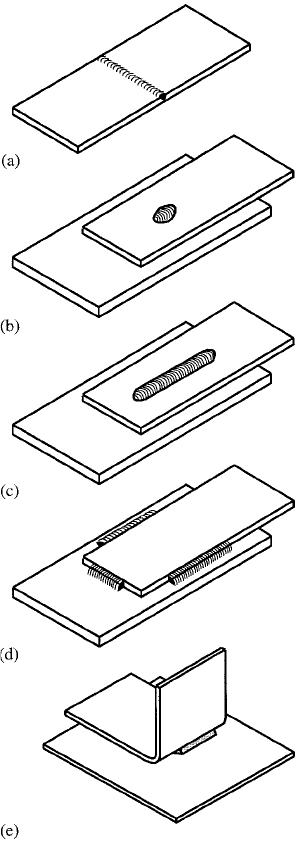
FIGURE 9.1 Fusion weld types: (a) groove weld in butt joint;
(b) arc spot weld (puddle weld); (c) arc seam welds; (d) ®llet welds;
(e) ¯are-bevel groove weld.
Connections
253
criterion of failure. Hence, for the ®llet welds tested at
Cornell University and Institute TNO, the design formulae
are a function of the tensile strength (F
u
) of the sheet
material and not of the yield point (F
y
). This latter formula-
tion has the added advantage that the yield strength of the
FIGURE 9.2 Transverse ®llet welds: (a) single lap joint (TNO
tests); (b) double lap joint (Cornell test).
Chapter 9
254
cold-formed steel in the heat-affected zone does not play a
role in the design and, hence, need not be determined.
As a result of the different welding procedures
required for sheet steel, the speci®cation of the American
Welding Society for Welding Sheet Steel in Structures (Ref.
9.3) should be closely followed and has been referenced in
the AISI Speci®cation. The fact that a welder may have
satisfactorily passed a test for structural steel welding does
not necessarily mean that he can produce sound welds on
sheet steel. The welding positions covered by the Speci®ca-
tion are given for each weld type in Table E2 of the
Speci®cation.
For the welded connection in which the thickness of
the thinnest connected part is greater than 0.18 in., the
design rules in the AISC ``Load and Resistance Factor
Design for Structural Steel Buildings'' (Ref. 1.1) should be
used. The reason for this is that failure through the weld
throat governs for thicker sections rather than sheet tear-
ing adjacent to the weld in thinner sections.
In the case of ®llet welds and ¯are groove welds,
failure through the weld throat is checked for plate thick-
nesses greater than 0.15 in. as speci®ed in Sections E2.4
and Section E2.5.
9.2 FUSION WELDS
9.2.1 Groove Welds in Butt Joints
In the AISI Speci®cation the nominal tensile and compres-
sive strengths and the nominal shear strength are speci®ed
for a groove butt weld. The butt joint nominal tensile or
compressive strength (P
n
) is based on the yield point used
in design for the lower-strength base steel and is given by
P
n
Lt
e
F
y
9:1
where L is the length of the full size of the weld and t
e
is the
effective throat dimension of the groove weld. A resistance
Connections
255

factor of 0.90 is speci®ed for LRFD and a factor of safety of
2.5 is speci®ed for ASD, and they are the same as for a
member.
The nominal shear strength (P
n
) is the lesser of the
shear on the weld metal given by Eq. (9.2) and the shear on
the base metal given by Eq. (9.3):
P
n
Lt
e
0:6F
xx
9:2
P
n
Lt
e
F
y
3
p
9:3
where F
xx
is the nominal tensile strength of the groove weld
metal. A resistance factor of 0.8 for LRFD is used with Eq.
(9.2), and a resistance factor of 0.9 for LRFD is used with
Eq. (9.3) since it applies to the base metal. Equation (9.2)
applies to the weld metal and therefore has a lower resis-
tance factor than Eq. (9.3). For ASD, a factor of safety of 2.5
is used with both equations.
9.2.2 Fillet Welds Subject to Transverse
Loading
The Cornell test data for ®llet welds, deposited from
covered electrodes, was produced for the type of double
lap joints shown in Figure 9.2b. These joints failed by
tearing of the connected sheets along or close to the contour
of the welds, or by secondary weld shear. Based on these
tests, Eq. (9.4) was proposed to predict the connection
strength:
P
n
tLF
u
9:4
where t is the sheet thickness, L is the length of weld
perpendicular to the loading direction, and F
u
is the tensile
strength of the sheet. The results of these tests are shown
in Figure 9.3a for all failure modes where they are
compared with the prediction of Eq. (9.4). The values on
the abscissa of Figure 9.3a are 2P
n
since the joints tested
were double lap joints. A resistance factor (f) of 0.60 for
Chapter 9
256
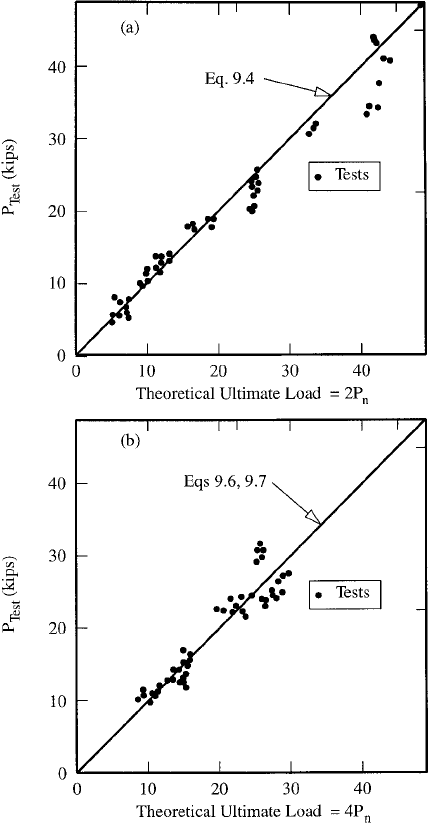
FIGURE 9.3 Fillet weld tests (Cornell): (a) transverse (Figure
9.2b); (b) longitudinal (Figure 9.4b).
Connections
257