Гордеев В.А., Волков П.В. Ткачество
Подождите немного. Документ загружается.

Чтобы судить о цене деления второй шкалы, подсчитаем,
на сколько оборотов (Пст) повернется стрелка 4 за один оборот
циферблатной шестерни:
Пст = п-гв/гю = 1
•
31/30 = 31/30 = 1
•
1/30.
Таким образом, стрелка обгонит циферблат при одном его
обороте на 1/30 его окружности, что соответствует половине
деления шкалы. Одно деление шкалы будет соответствовать
двум оборотам циферблатной шестерни, или 10 м пройденной
основы.
Длину отмечаемых кусков можно устанавливать от 5 до
150 м. Установка счетчика на отметку требуемой длины куска
(например, 42,5 м) производится в такой последовательности.
Встав лицом к счетчику, ослабляют стопорный винт, который
удерживает валик 2, и выводят шестерню Za из зацепления
с циферблатной шестерней Zie. Вращая циферблатную шестерню
в ту или иную сторону, совмещают нулевое деление шкалы с
острием стрелки 4. Отклоняя далее один из рычагов 9 или 12,
совмещают выступы А отклоненных шестерен. Вращают далее
циферблатную шестерню в сторону, противоположную предыду-
щему вращению, на 8,5 оборота (так как один оборот соответ-
ствует прохождению 5 м основы). После этого отклоняют дру-
гой рычаг и совмещают зубовидные выступы шестерни. Далее
включают шестерню Za и закрепляют винт валика 2. На шлих-
товальных машинах метку на основу ставят обычно не после
каждого куска, а после двух или трех кусков (в зависимости
от установленной длины среза на ткацком станке).
Шлихтовальная двухбарабанная машина ШБ-140-3, выпус-
каемая Ивановским заводом текстильного машиностроения, ра-
ботает со скоростью от 12 до 72 м/мин (машины ШБ-140 и
ШБ-140-2 лишь со скоростью до 60 м/мин).
Машина ШБ-140-3 имеет ряд особенностей. Так, стойка для
сновальных валиков секционная (каждая секция на четыре ва-
лика). Валики тормозятся индивидуальными электромагнит-
ными дисковыми тормозами, что предотвращает забегание ва-
ликов при остановах. Клеильное устройство машины оснащено
двумя парами отжимных валов, этим обеспечивается более ин-
тенсивный отжим. Степень отжима регулируется пневмоустрой-
ством. Поверхность сушильных барабанов и направляющих
валиков изготовлена из нержавеющей стали, поэтому можно
использовать шлихту, приготовленную из химических клеящих
материалов. Привод машины включает в себя бесступенчатый
цепной вариатор с передаточным числом i=l :6. Это позволяет
в широком диапазоне изменять скорость и регулировать ее в
зависимости от влажности ошлихтованной основы при помощи
регулятора влажности.
Передача движения навою осуществляется дисковым фрик-
ционом, в котором прижатие дисков производится сжатым воз-
духом, подаваемым из пневмосистемы. С увеличением Диаметра
наматываемой на навой пряжи давление воздуха на диски уве-
личивается. Для съема наработанного навоя и установки пус-
того на машине имеется специальный электродвигатель, который
при помощи червячной и зубчатой передач сообщает движение
рейкам, а они навою. Время, затрачиваемое на съем полного
навоя и установку пустого, составляет 33 с. Сушильные бара-
баны машины огорожены теплоизоляционным шатром, что
улучшает условия работы при обслуживании машины.
Многобарабанные шлихтовальные машины. Испарительная
способность барабанной шлихтовальной машины зависит от
длины основы, соприкасающейся с горячей поверхностью бара-
банов, и от давления пара в барабанах.
Вичугским машиностроительным заводом выпускаются 9- и
И-барабанные шлихтовальные машины рабочей ширино! 1400
и 1800 мм для шлихтования пряжи из хлопка, льна и их смесей
с химическими волокнами, штапельной пряжи, а также комп-
лексных нитей из искусственных волокон. Машины выпуска-
ются заводом под марками ШБ-11/140-1, ШБ-11/140-2,
ШБ-11/140-Л-1,ШБ-11/140-Л-2, ШБ-9/140-ШЛ-1, ШБ-9/140-ШЛ-2
и аналогично для рабочей ширины 1800 мм — ШБ-11/180-1
й т. д. Цифры 1 и 2 обозначают соответственно с однорядной
и двухрядной стойкой для сновальных валиков, а для машин
для шлихтования основных комплексных нитей из искусствен-
ных волокон (ШЛ) цифра 1 обозначает шлихтование с навоев
ленточного снования, а 2 — с валиков, полученных на партион-
ных сновальных машинах.
Многобарабанные шлихтовальные машины имеют испари-
тельную способность до 500 кг испаряемой влаги в час и могут
работать со скоростью 16—80 и 30—150 м/мин.
Рассмотрим особенности этих машин.
В них использованы барабаны небольшого диаметра
(570 мм), что обеспечивает плавное огибание их нитями, умень-
шает вытяжку основы, а длина основы, соприкасающейся с по-
верхностью барабанов, увеличивается (на двухбарабанных ма-
шинах эта длина составляет 7,6 м, на 9- и 1Г-барабанных ма-
шинах соответственно 14,8 и 18 м). Имеется возможность
поддержания в барабанах давления пара до 58,9 Па, что поз-
воляет повысить температуру рабочей поверхности барабанов
до 150°С и более; температуру рабочих поверхностей бараба-
нов можно регулировать так, чтобы был плавный переход от
более низкой температуры первых барабанов к -более высокой
последующих с понижением температуры последних барабанов;
такой способ сушки обеспечивает интенсивное просушивание;
наличие антиадгезионного покрытия первых 3—5 барабанов
предотвращает прилипание основы к поверхности барабанов.
В передаче движения рабочим орга^н^ машины используется
двухдБИгательный привод постоянного тока, что обеспечивает
плавность пуска и позволяет производить широкую регулировку
скорости шлихтования. Имеется возможность регулировки на-
тяжбния нитей в процессе шлихтования в 3—4 зонах машины.
На многобарабанных машинах для регулировки и контроля
технологического процесса установлены автоматические при-
боры.
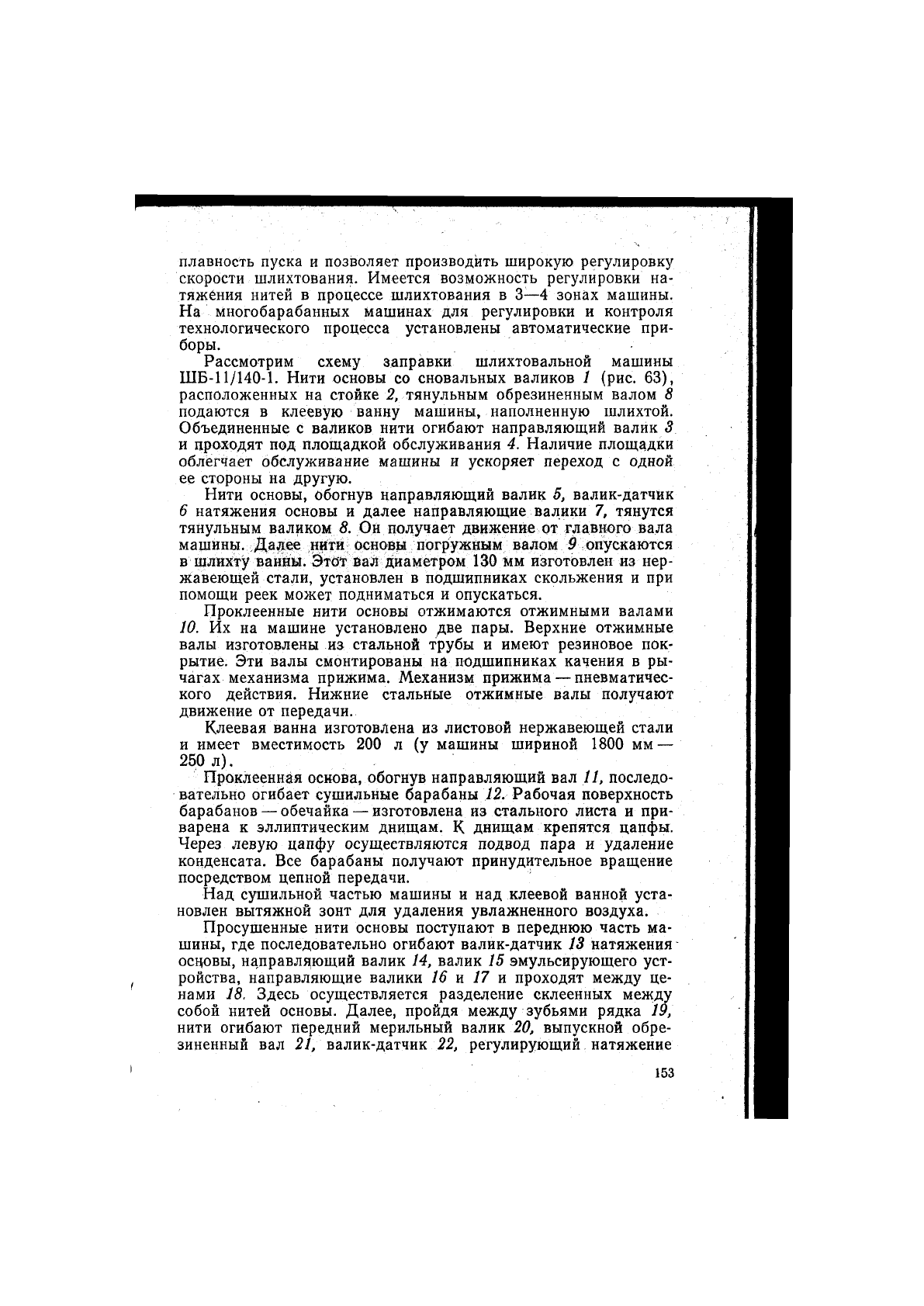
Рассмотрим схему заправки шлихтовальной машины
ШБ-11/140-1. Нити основы со сновальных валиков 1 (рис. 63),
расположенных на стойке 2, тянульным обрезиненным валом 8
подаются в клеевую ванну машины, наполненную шлихтой.
Объединенные с валиков нити огибают направляющий валик 5
и проходят под площадкой обслуживания 4. Наличие площадки
облегчает обслуживание машины и ускоряет переход с одной
ее стороны на другую.
Нити основы, обогнув направляющий валик 5, валик-датчик
6 натяжения основы и далее направляющие валики 7, тянутся
тянульным валиком 8. Он получает движение от главного вала
машины. Далее нити основы погружным валом 9 опускаются
в шлихту ванны. Этот вал диаметром 130 мм изготовлен из нер-
жавеющей стали, установлен в подшипниках скольжения и при
помощи реек может подниматься и опускаться.
Проклеенные нити основы отжимаются отжимными валами
10. Их на машине установлено две пары. Верхние отжимные
валы изготовлены из стальной трубы и имеют резиновое пок-
рытие. Эти валы смонтированы на подшипниках качения в ры-
чагах механизма прижима. Механизм прижима — пневматичес-
кого действия. Нижние стальные отжимные валы получают
движение от передачи.
Клеевая ванна изготовлена из листовой нержавеющей стали
и имеет вместимость 200 л (у машины шириной 1800 мм —
250 л).
Проклеенная основа, обогнув направляющий вал 11, последо-
вательно огибает сушильные барабаны 12. Рабочая поверхность
барабанов — обечайка — изготовлена из стального листа и при-
варена к эллиптическим днищам. К днищам крепятся цапфы.
Через левую цапфу осуществляются подвод пара и удаление
конденсата. Все барабаны получают принудительное вращение
посредством цепной передачи.
Над сушильной частью машины и над клеевой ванной уста-
новлен вытяжной зонт для удаления увлажненного воздуха.
Просушенные нити основы поступают в переднюю часть ма-
шины, где последовательно огибают валик-датчик 13 натяжения
•
осцовы, направля^ющий валик 14, валик 15 эмульсирующего уст-
ройства, направляющие валики 16
тл.
17 п проходят между це-
нами 18. Здесь осуществляется разделение склеенных между
собой нитей основы. Далее, пройдя между зубьями рядка 19,
нити огибают передний мерильный валик 20, выпускной обре-
зиненный вал 21, валик-датчик 22, регулирующий натяжение
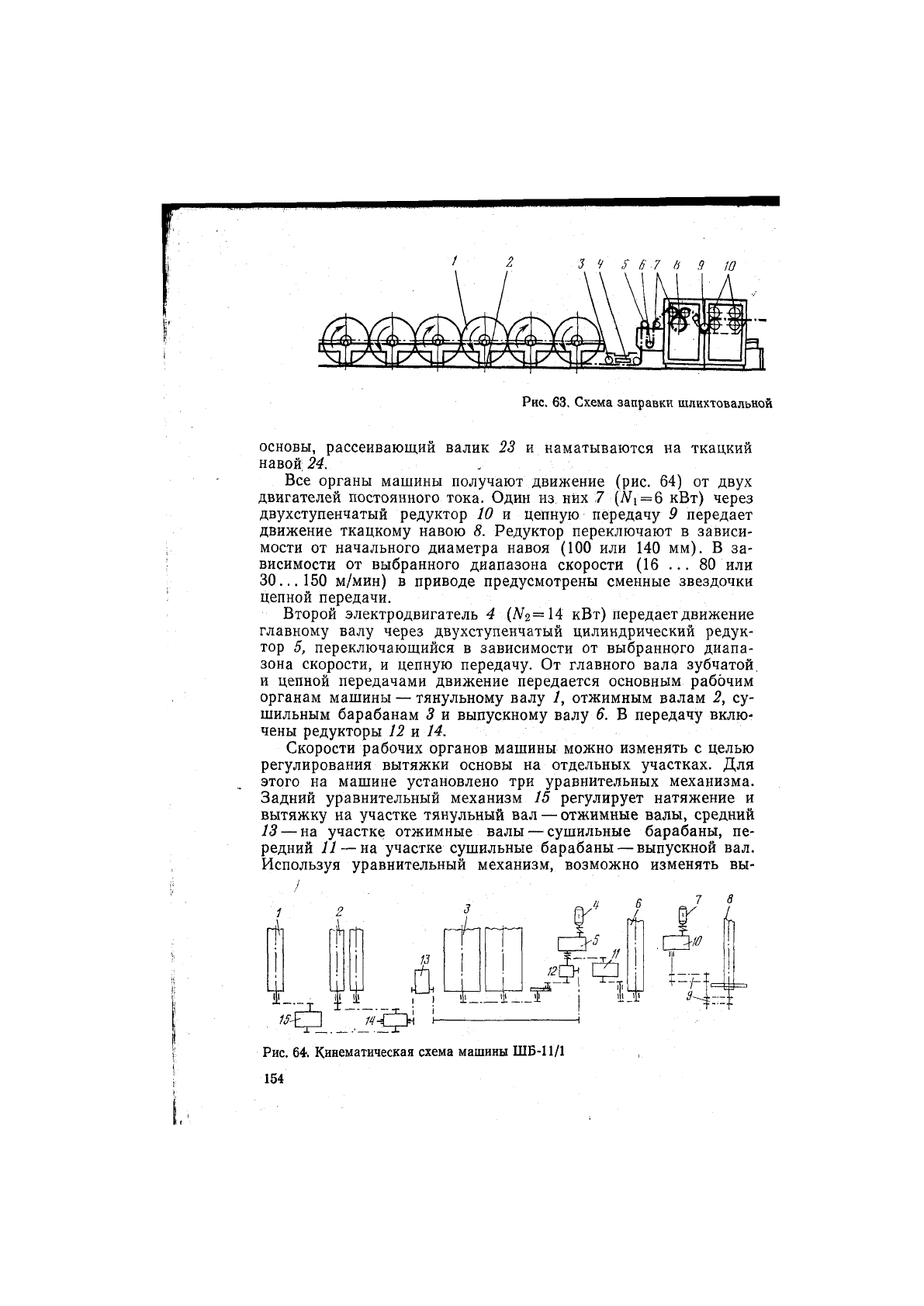
Рис. 63, Схема заправки шлихтовальной
ОСНОВЫ, рассеивающий валик 23 и наматываются на ткацкий
навой; 24. .
Все органы машины получают движение (рис. 64) от двух
двигателей постоянного тока. Один из них 7 {Ni =
Q
кВт) через
двухступенчатый редуктор 10 и цепную передачу 9 передает
движение ткацкому навою 8. Редуктор переключают в зависи-
мости от начального диаметра навоя (100 или 140 мм). В за-
висимости от выбранного диапазона скорости (16 ... 80 или
30... 150 м/мин) в приводе предусмотрены сменные звездочки
цепной передачи.
Второй электродвигатель 4 {N2=14 кВт) передает движение
главному валу через двухступенчатый цилиндрический редук-
тор 5, переключающийся в зависимости от выбранного диапа-
зона скорости, и цепную передачу. От главного вала зубчатой,
и цепной передачами движение передается основным рабочим
органам машины — тянульному валу 1, отжимным валам 2, су-
шильным барабанам 3 и выпускному валу 6. В передачу вклю-
чены редукторы 12
тл
14.
Скорости рабочих органов машины можно изменять с целью
регулирования вытяжки основы на отдельных участках. Для
этого на машине установлено три уравнительных механизма.
Задний уравнительный механизм 15 регулирует натяжение и
вытяжку на участке тянульный вал — отжимные валы, средний
13 — на участке отжимные валы — сушильные барабаны, пе-
редний И — на участке сушильные барабаны — выпускной вал.
Используя уравнительный механизм, возможно изменять вы-
4
iff^
Й
/J
да
-тЛ
.-ГХ
Рис. Кинематическая схема машины ШБ-11/1
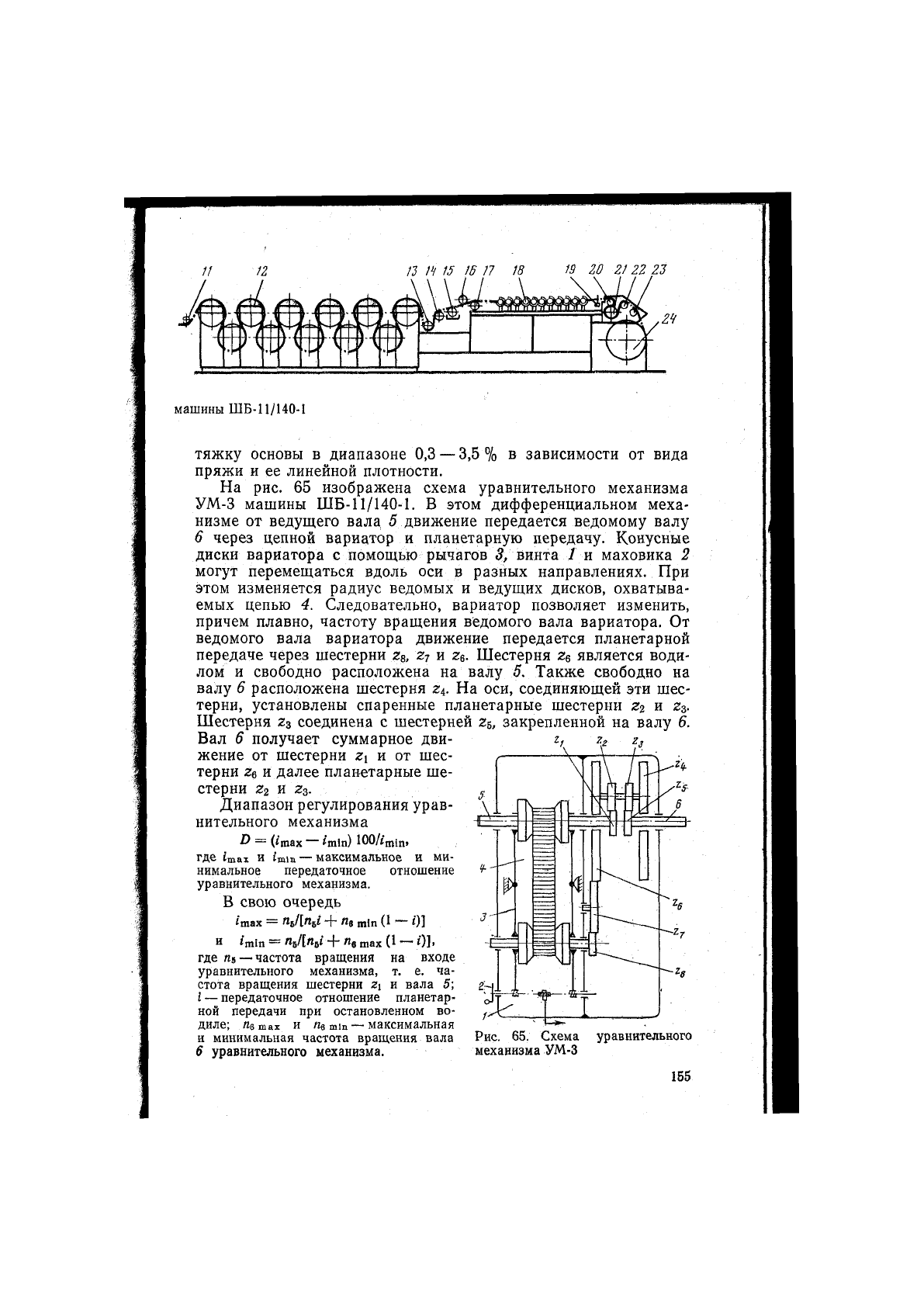
11 12
Id 14 15 Id n IB 19 20 21Z2 23
машины ШБ-11/140-1
тяжку основы в диапазоне 0,3 — 3,5 % в зависимости от вида
пряжи и ее линейной плотности.
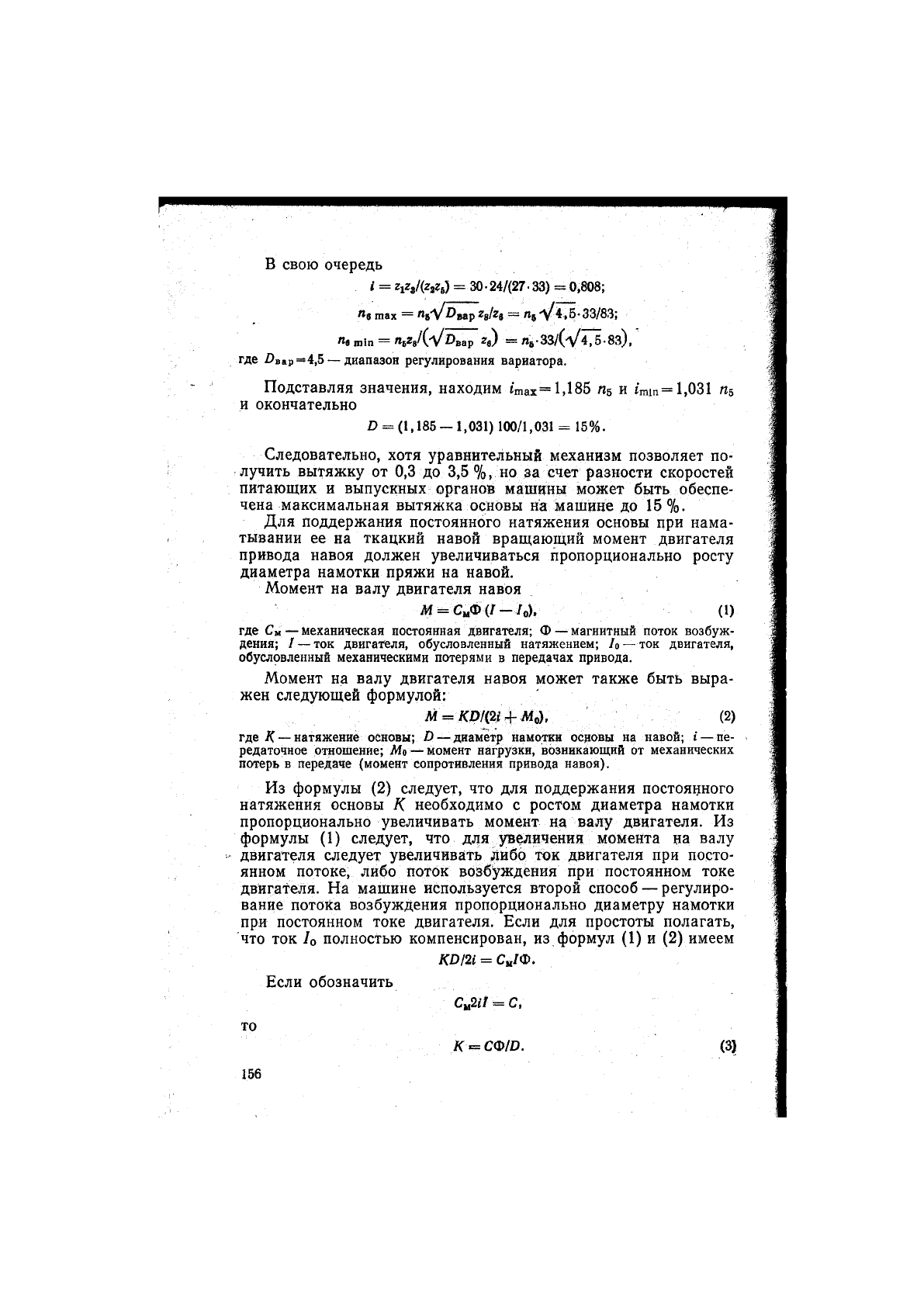
На рис. 65 изображена схема уравнительного механизма
УМ-3 машины ШБ-11/140-1. В этом дифференциальном меха-
низме от ведущего вала 5 движение передается ведомому валу
6 через цепной вариатор и планетарную передачу. Конусные
диски вариатора с помощью рычагов 5, винта / и маховика 2
могут перемещаться вдоль оси в разных направлениях. При
этом изменяется радиус ведомых и ведущих дисков, охватыва-
емых цепью 4. Следовательно, вариатор позволяет изменить,
причем плавно, частоту вращения ведомого вала вариатора. От
ведомого вала вариатора движение передается планетарной
передаче через шестерни Zs, z^ и ze. Шестерня Ze является води-
лом и свободно расположена на валу 5. Также свободно на
валу 6 расположена шестерня Z4. На оси, соединяющей эти шес-
терни, установлены спаренные планетарные шестерни Zi и 23.
Шестерня Z3 соединена с шестерней 25, закрепленной на валу 6.
Вал 6 получает суммарное дви-
жение от шестерни Zi и от шес-
терни Z6 и далее планетарные ше-
стерни Z2 и Z3.
Диапазон регулирования урав-
нительного механизма
D = («'max — frain) ЮО/г'тШ.
где imax И tmin — максимальное и ми-
нимальное передаточное отношение
уравнительного механизма.
В свою очередь
«max = ПбЯПб« + Яв min (1 — 0]
и г min == Пб/[Яб« + «в шах (1 — 0].
где/25 — частота вращения на входе
уравнительного механизма, т. е. ча-
стота вращения шестерни Zi и вала 5;
i — передаточное отношение планетар-
ной передачи при остановленном во-
диле; Пвтах И «а min — максимзльная
и минимальная частота вращения вала
6 уравнительного механизма.
Рис. 65. Схема
механизма УМ-3
уравнительного
в свою очередь
i = ZiZj/(2jZ6) = 30
•
24/(27
•
33) = 0,808;
"в max = "eVf вар Zg/Zi = rtg V^.
5 •
33/83;
"e min = /leZe/CVDsap г,) =rts-33/(V4.5-83),
где £>вар =4,5 —диапазон регулирования вариатора.
Подставляя значения, находим /тах^^^ДВб п^ и Imln= 1,031 /I5
и окончательно
D = (1,185—1,031) 100/1,031 = 15%.
Следовательно, хотя уравнительный механизм позволяет по-
лучить вытяжку от 0,3 до 3,5 %, но за счет разности скоростей
питающих и выпускных органов машины может быть обеспе-
чена максимальная вытяжка основы на машине до 15%.
Для поддержания постоянного натяжения основы при нама-
тывании ее на ткацкий навой вращающий момент двигателя
привода навоя должен увеличиваться пропорционально росту
диаметра намотки пряжи на навой.
Момент на валу двигателя навоя
М = С^Ф{1-1о). (1)
где См — механическая постоянная двигателя; Ф — магнитный поток возбуж-
дения; / — ток двигателя, обусловленный натяжением; /о —ток двигателя,
обусловленный механическими потерями в передачах привода.
Момент на валу двигателя навоя может также быть выра-
жен следующей формулой:
М^КОт^Мо), (2)
где /С —натяжение основы; D — диаметр намотки основы на навой; i—пе-
редаточное отношение; Afo-^ момент нагрузки, возникающий от механических
потерь в передаче (момент сопротивления привода навоя).
Из формулы (2) следует, что для поддержания постоянного
натяжения основы К необходимо с ростом диаметра намотки
пропорционально увеличивать момент на валу двигателя. Из
формулы (1) следует, что для увеличения момента на валу
двигателя следует увеличивать Дибо ток двигателя при посто-
янном потоке, либо поток возбуждения при постоянном токе
двигателя. На машине используется второй способ — регулиро-
вание потока возбуждения пропорционально диаметру намотки
при постоянном токе двигателя. Если для простоты полагать,
что ток /о полностью компенсирован, из формул (1) и (2) имеем
кот = С JO.
Если обозначить
то
c„2li = с.
Л«=СФ/г». (3}
Следовательно, если поддерживать постоянным отношение
Ф: D, натяжение основы будет поддерживаться постоянным.
Скорость двигателя навоя обратно пропорциональна диа-
метру навоя
UD^n. (4)
где « — частота вращения ротора двигателя.
Формула (3) примет вид
К = СпФ.
так как ЭДС двигателя Е^пФ, окончательно
К^СЕ.
(5)
Из этого следует, что для поддержания постоянного натяже-
ния основы с ростом диаметра намотки пряжи на навое необ-
ходимо поддерживать ЭДС двигателя навоя постоянной.
Валик-датчик 22 (см. рис. 63) вращается в подшипниках,
расположенных в рычагах. Под натяжением основы валик-дат-
чик, отклоняясь, рычагами надавливает на силоизмерительный
датчик, от которого поступает импульс в систему регулирова-
ния. Натяжение основы поддерживается постоянным.
На шлихтовальной машине имеется механизм для съема и
установки ткацкого навоя. Он работает от специального элек-
тродвигателя и обеспечивает установку и зажим пинолями пус-
того ткацкого навоя, а также съем наработанного навоя.
ШЛИХТОВАЛЬНЫЕ МАШИНЫ КАМЕРНОЙ СУШКИ
Шлихтовальные машины камерной сушки приме-
няют для шлихтования шерстяной, льняной и хлопчатобумаж-
ной цветной основы. Устройство этих машин, за исключением
сушильной части, во многом напоминает устройство машин ба-
рабанной сушки.
В сушильной части этих машин в камерах осуществляется
конвективная сушка основы горячим воздухом. На отечествен-
ных ткацких фабриках используют машины различных конст-
pyKijHfl: с длиной основы в сушильной камере до 32 м —типа
ШК и более совершенные — типа ШКВ (шлихтовальные, камер-
ные, высокоскоростные) с рабочей шириной 140, 180 и 230 см.
Машины могут оснащаться одно-, двух- и трехъярусными
стойками для сновальных валиков. Скорость шлихтования на
машине ШКВ-140 от 20 до 100 м/мин и на маЩинах ШКВ-180
и ШКВ-230 от 16 до 80 м/мин.
На рис. 66 представлена схема сушильной камеры машины
ШКВ. Ошлихтованные и отжатые нити основы 1 в камере пос-
ледовательно огибают нижние 2 и верхние 3 ребристые и глад-
кие 5 ролики. Выйдя из камеры через щель 6, основа огибает
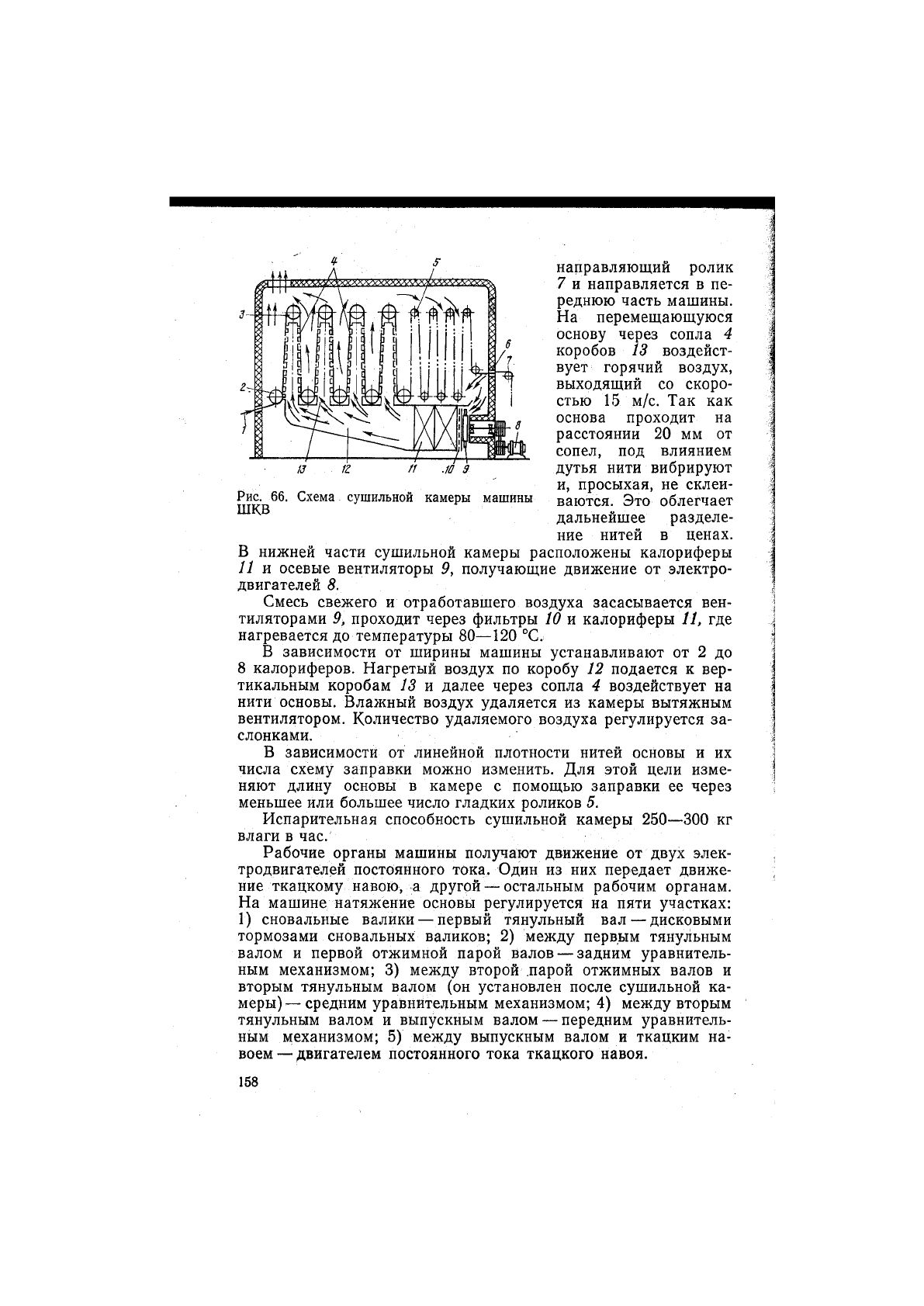
Рис. 66. Схема сушильной камеры машины
ШКВ
направляющий ролик
7 и направляется в пе-
реднюю часть машины.
На перемещающуюся
основу через сопла 4
коробов 13 воздейст-
вует горячий воздух,
выходящий со скоро-
стью 15 м/с. Так как
основа проходит на
расстоянии 20 мм от
сопел, под влиянием
дутья нити вибрируют
и, просыхая, не склеи-
ваются. Это облегчает
дальнейшее разделе-
ние нитей в ценах.
В нижней части сушильной камеры расположены калориферы
11 и осевые вентиляторы 9, получающие движение от электро-
двигателей 8.
Смесь свежего и отработавшего воздуха засасывается вен-
тиляторами 9, проходит через фильтры 10 и калориферы 11, где
нагревается до температуры 80—120 °С,
В зависимости от ширины машины устанавливают от 2 до
8 калориферов. Нагретый воздух по коробу 12 подается к вер-
тикальным коробам 13 и далее через сопла 4 воздействует на
нити основы. Влажный воздух удаляется из камеры вытяжным
вентилятором. Количество удаляемого воздуха регулируется за-
слонками.
В зависимости от линейной плотности нитей основы и их
числа схему заправки можно изменить. Для этой цели изме-
няют длину основы в камере с помощью заправки ее через
меньшее или большее число гладких роликов 5.
Испарительная способность сушильной камеры 250—300 кг
влаги в час.
Рабочие органы машины получают движение от двух элек-
тродвигателей постоянного тока. Один из них передает движе-
ние ткацкому навою, а другой — остальным рабочим органам.
На машине натяжение основы регулируется на пяти участках:
1) сновальные валики — первый тянульный вал—дисковыми
тормозами сновальных валиков; 2) между первым тянульным
валом и первой отжимной парой валов — задним уравнитель-
ным механизмом; 3) между второй .парой отжимных валов и
вторым тянульным валом (он установлен после сушильной ка-
меры) — средним уравнительным механизмом; 4) между вторым
тянульным валом и выпускным валом — передним уравнитель-
ным механизмом; 5) между выпускным валом и ткацким на-
воем — двигателем постоянного тока ткацкого навоя.
ШЛИХТОВАЛЬНЫЕ МАШИНЫ КОМБИНИРОВАННОЙ
И СПЕЦИАЛЬНОЙ СУШКИ
Шлихтовальные машины комбинированной сушки
объединяют два первых способа: контактный (на поверхности
сушильных барабанов) и конвективно-воздушный (в камерах).
Эти машины используют на некоторых шелкоткацких фабриках.
Так, в машинах ШБ-155-И проклеенная основа вначале посту-
пает в подсушивающее устройство и далее, последовательно
огибая горячие поверхности пяти сушильных барабанов, окон-
чательно просушивается.
Подсушивающее устройство представляет собой камеру с
соплами внутри. Через сопла- перпендикулярно направлению
основы проходит горячий воздух и подсушивает ее. Темпера-
тура воздуха в подсушивающей камере поддерживается 90 °С
с помощью терморегулятора. Под камерой расположены кало-
рифер и осевой вентилятор для подачи воздуха. В подсушиваю-
щем устройстве основа теряет до 20 % влаги. Окончательная
сушка основы производится на горячей поверхности сушильных
барабанов. Барабаны имеют принудительное движение от пе-
редачи и обогреваются паром, давление которого можно регу-
лировать в зависимости от вида шлихтуемых нитей.
Интенсивность шлихтования (т. е. степень пропитывания ни-
тей шлихтой) искусственных нитей различных видов неодина-
кова. Различают два способа нанесения шлихты. При способе.
заправки в «жало» нити смачиваются шлихтой, проходя по по-
гружающему валу. При втором способе нити погружаются в
шлихту погружающим валом. При шлихтовании вискозных ни-
тей, которые интенсивно впитывают влагу, шлихту наносят пу-
тем смачивания нитей, не погружая их в шлихту.
При шлихтовании штапельных основ или очень плотных аце-
татных основ, которые значительно хуже впитывают влагу,
шлихту наносят по способу погружения. Степень удаления
влаги регулируется изменением давления на отжимные валы.
На фабриках используют машины ШБ-155-:И-1 и ШБ-155-
И-2 Ивановского завода текстильного машиностроения, первую
машину — для шлихтования основы, полученной партионным
способом снования, а вторую — ленточным. Машина ШБ-155-
И-1 имеет отличительные особенности: стойку для установки
партии сновальных валиков, разделительное бердо и механизм
для прокладывания цен.
Цены — шнурки, проложенные между нитями основы, пре-
дупреждают перепутывание нитей на навое и облегчают в даль-
нейшем сход нитей с навоя на станке. При наматывании основы
на навой цены прокладывают в начале и в конце навивания
основы.
На шлихтовальных машинах ШБ-9-140-ШЛ-2 установлено
девять сушильных барабанов, поэтому подсушивающее устрой-
ство не применяют. Эта машина предназначена для шлихтова-
ния основ из искусственных нитей со сновальных валиков и
оборудована устройством для разделения нитей и прокладыва-
ния между ними цен.
При шлихтовании основы со сновальных валиков необхо-
димо применять четное число валиков. Нити основы после
стойки проходят через ценонаборное устройство. Оно состоит
из разделительных прутков, число которых на единицу меньше
числа валиков, и ценонаборного берда. С помощью прутков
ценонаборное бердо позволяет разделить нити на четные и не-
четные, а следовательно, проложить между нитями основы
шнурки-цены в начале и в конце наматывания каждого на-
воя. Наряду с этим при заправке партии между нитями с от-
дельных валиков прокладывают шнуркй-цеаы, которые в пе-
редней части заменяют стальными разделительными прутками-
ценами.
Цены предназначены для разъединения склеенных между
собой нитей основы.
На машине комбинированной сушки ценонаборный механизм
имеет другое устройство.
Шлихтовальные машины специальной сушки не получили
промышленного применения. Принцип их работы заключается
в следующем. Если ошлихтованную основную пряжу пропус-
тить через электрическое поле высокой частоты, образованное
двумя параллельно расположенными электродами, происходит
быстрое просушивание основы. Под действием электрического
поля процесс сушки начинается с внутренних волокон. При ис-
пользовании тока высокой, частоты значительно сокращается
время сушки ошлихтованной основы.
Сушка ошлихтованной основы с помощью инфракрасного
облучения от электроламп мощностью 250, 500, 1000 Вт с отра-
жательной поверхностью сокращает расход пара, но связана со
значительным расходом электрической энергии. Установкой эк-
ранов и циркуляцией воздуха в камерах облучения можно по-
высить интенсивность испарения влаги и снизить удельный рас-
ход энергии при сушке ошлихтованной основы на 50—60 %.
ПЕРЕГОННО-ЭМУЛЬСИРУЮЩИЕ МАШИНЫ
Перегонные машины применяют для перегонки ос-
новы со сновальных валиков и подготовки ткацких навоев
в тех случаях, когда основу не шлихтуют. Так, после партион-
ного снования крученой хлопчатобумажной пряжи высокой ли-
нейной плотности для подготовки навоев применяют перегонные
машины ПКП-185. Эти машины на льноткацких фабриках при
подготовке основ из пряжи средней линейной плотности исполь-
зуют вместо шлихтовальных машин, но производят эмульсиро-
вание или горячее парафинирование нитей. Скорость перегонки
основы до 70 м/мин.