Гетьман О.О., Шаповал В.М. Економіка підприємства
Подождите немного. Документ загружается.

421
Операційна партія – виробнича партія чи її частина, що надходить на робоче
місце для виконання технологічної операції.
Розрізняють простий і складний вироб-
ничі цикли. Простий виробничий цикл пред-
ставляє собою цикл виготовлення деталі, а
складний – цикл виготовлення виробу.
Тривалість виробничого циклу залежить
від способу передачі деталі (виробу) з однієї
операції на іншу.
Існують тр
и ви
ди руху деталей (виробів)
у процесі їх виготовлення:
- послідовний;
- паралельний;
- змішаний (паралельно-послідовний).
При послідовному виді руху кожна наступна операція починається тільки після
закінчення обробки всієї партії деталей на попередній операції.
Тривалість операційного циклу партії оброблюваних послідовно деталей визна-
чається за формулою (12.9):
k
1і
ШТіПОСЛ
tnТ
,
(12.9)
де
n – кількість деталей в оброблюваній партії, штук;
k – число операцій технологічного процесу;
t
ШТi
– норма часу на виконання i-ої операції, хвилин.
Якщо при виконанні окремих послідовних операцій наявні паралельні робочі міс-
ця, то тривалість операційного циклу визначатиметься за формулою (12.10):
k
1і
і
ШТі
ПОСЛ
М
t
nТ
,
(12.10)
де
М
i
– кількість робочих місць, зайнятих виготовленням партії деталей на кож-
ній операції.
При послідовному виді руху деталей (виробів) відсутні перерви в роботі устатку-
вання і робітника на кожній операції, можливе високе завантаження устаткування
протягом зміни, але виробничий цикл має найбільшу величину, що зменшує оборот-
ність обігових коштів.
Паралельний
вид руху характеризується передачею деталей (виробів) на на-
ступну операцію негайно після виконання попередньої операції незалежно від готов-
ності інших деталей (виробів) у партії. Деталі передаються з операції на операцію чи
поштучно операційними партіями. Процес відбувається безперервно, якщо досягнута
кратність виконання операцій у часі. Це характерно для потокових ліній, такт яких об-
числюється і пі
дп
орядковано правилу (12.11):
r
М
kt
...
М
t
М
t
і
ШТі
2
2ШТ
1
1ШТ
,
(12.11)
12.5. Методи
розрахунку вироб-
ничого циклу

422
де r – такт потокової лінії, хвилин.
Паралельний вид руху деталей (виробів) є найбільш ефективним, але можливо-
сті його застосування обмежені, тому що обов'язковою умовою такого руху є, як уже
зазначалося, кратність тривалості виконання операцій. У протилежному випадку не-
минучими є втрати (перерви) у роботі устаткування і робітника.
Операційний цикл партії оброблюваних паралельно де
т
алей визначається за
формулою (12.12):
maxШТ
k
1і
ШТіПАР
t)1n(tТ
,
(12.12)
де
t
ШТmax
– час виконання найбільш тривалої у технологічному процесі операції,
хвилин.
При передачі деталей (виробів) операційними партіями розрахунок операційно-
го циклу здійснюється за формулою (12.13):
max
maxШТ
k
1і
і
ШТі
ПАР
М
t
)рn(
М
t
рТ
,
(12.13)
де
р – розмір операційної партії, у штуках.
Паралельно-послідовний (змішаний) вид руху полягає в тому, що виготов-
лення деталей (виробів) на наступній операції починається до закінчення виготов-
лення всієї партії на попередній операції з таким розрахунком, щоб робота на кожній
операції з обробки партії деталей (виробів) здійснювалась без перерв. На відміну від
п
а
ралельного виду руху тут відбувається лише часткове сполучення в часі виконання
суміжних операцій.
На практиці існує два види сполучення суміжних операцій за умов, коли:
- час виконання наступної операції більше часу виконання попередньої операції;
- час виконання наступної операції менше часу виконання попередньої операції.
У першому випадку доцільно застосовувати паралельний вид руху деталей і пов-
ністю завантажити робочі місця.
В другому випадку прийнятним є паралельно-послідовний вид руху з максима-
льно можливим сполученням у часі виконання обох операцій. Максимально сполуче-
ні операції при цьому відрізняються на час виготовлення останньої деталі (чи остан-
ньої операційної партії) на наступній операції.
Таким чином, тривалість операційного циклу партії оброблюваних паралельно-
послідовним (змішаним) способом деталей визначається за форм
улою (12.14
):
1k
1і
КОРі
ШТ
k
1і
ШТі
1k
1і
КОРі
ШТПОСЛЗМПП
t)1n(tnt)1n(ТТТ
,
(12.14)
де
t
ШТ КОР І
– час виконання найкоротшої із суміжних у технологічному процесі
операцій, хвилин.
При передачі деталей операційними партіями
(р) розрахунок тривалості опера-
ційного циклу здійснюється за формулою (12.15):

423
1k
1і
КОРі
КОРі
ШТ
k
1і
i
ШТі
1k
1і
КОРі
ШТПОСЛЗМПП
M
t
)pn(
М
t
nt)рn(ТТТ ,
(12.15)
Паралельно-послідовний вид руху деталей (виробів) забезпечує роботу устат-
кування і робітника без перерв. Тривалість виробничого циклу при цьому виді руху
довша в порівнянні з паралельним, але менша, ніж при послідовному.
Виробничий цикл виробу
(Т
ЦВ
) може бути розрахований за формулою (12.16):
Т
ЦВ
= Т
ЦД
+ Т
ЦР
,
(12.16)
де
Т
ЦД
– виробничий цикл виготовлення провідної деталі;
Т
ЦР
– виробничий цикл складальних робіт.
При визначенні тривалості виробничих циклів для різних видів руху оброблюва-
них деталей (виробів) не були враховані перерви. Отже, з урахуванням перерв фор-
мула для визначення тривалості операційного циклу видозмінюється. Наприклад, при
послідовному русі (в календарних днях) вона приймає вигляд (12.17):
ПР
k
1і
МО
i
ШТі
ПЕРЗМЗМ
ПОСЛ
T
24
1
kT)
M
t
(n
knТ
1
Т
,
(12.17)
де
Т
ЗМ
– тривалість зміни, хвилин;
n
ЗМ
– кількість змін;
k
ПЕР
– перевідний коефіцієнт (спосіб переведення робочих днів в календарні);
Т
МО
– час межопераційних перерв, хвилин;
Т
ПР
– час природних процесів, хвилин.
Шляхи скорочення виробничого циклу
Виробничий цикл використовується як норматив при оперативному плануванні
виробництва, фінансовому управлінні й інших планово-виробничих розрахунках.
Розрахунок тривалості виробничого циклу
(Т
Ц
) безпосередньо пов'язаний з нор-
мативом оборотних коштів формулою (12.18):
ДН
НВ
Ц
ВП
ОК
Т
,
(12.18)
де
ОК
НВ
– обсяг оборотних коштів у незавершеному виробництві, грн;
ВП
ДН
– одноденний випуск продукції, грн.
Скорочення виробничого циклу має велике значення для успішного функціону-
вання підприємства, зокрема:
- скорочується оборотність обігових коштів за рахунок скорочення обсягів не-
завершеного виробництва;
- зростає фондовіддача основних виробничих фондів;
- зменшується собівартість виробів за рахунок скорочення умовно-постійної
частини витрат на один виріб тощо.
Тривалість виробничого циклу за
лежить ві
д двох найважливіших груп факторів:
технічного рівня виробництва та організації виробництва.
424
Обидві групи факторів взаємообумовлюють і доповнюють одна одну.
Основними напрямками скорочення тривалості виробничого циклу є:
- удосконалення технології;
- застосування продуктивнішого високотехнологічного устаткування;
- автоматизація виробництва і застосування гнучких інтегрованих процесів;
- спеціалізація і кооперування виробництва;
- організація потокового виробництва;
- залучення висококваліфікованого персоналу тощо.
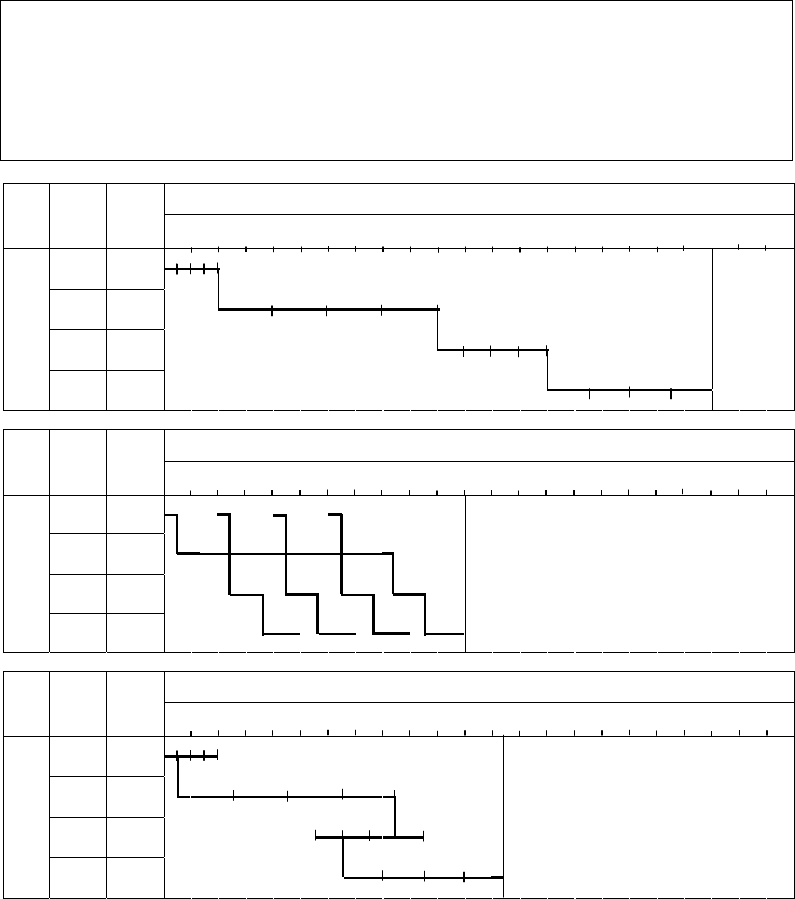
ПРИКЛАД 12.1. Необхідно побудувати моделі визначення тривалості операційного циклу для
трьох видів руху деталей (виробів) у процесі їх виготовлення і обрати найбільш доцільну з точки
зору її здійснення, якщо виробничий цикл складається з чотирьох виробничих операцій. В партії об-
робляється 4 деталі. Тривалість першої операції складає 0,5 хвилин, другої операції – 2 хвилини,
третьої операції – 1 хвилина, четвертої операції – 1,5 хвилини.
РІШЕННЯ. Результати побудови представлені нижче і виглядають так (рис. 12.5).
Тривалість операцій, хвилин
n
№
оп.
t
і
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
1 0,5'
2 2'
3 1'
Т
ПОСЛ
n = 4 деталі
4 1,5'
Тривалість операцій, хвилин
n
№
оп.
t
і
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
1 0,5'
2 2'
3 1'
Т
ПАР
n = 4 деталі
4 1,5'
Тривалість операцій, хвилин
n
№
оп.
t
і
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
1 0,5'
2 2'
3 1'
Т
ПП
= Т
ЗМ
n = 4 деталі
4 1,5'
Рис. 12.5. Моделі визначення тривалості операційного циклу
при різних напрямках руху деталей

425
Перевіримо правильність графічної побудови моделей визначення тривалості операційного
цик-лу за різними видами руху деталей.
Тривалість операційного циклу партії оброблюваних послідовно деталей визначимо за фор-
мулою (12.9): Т
ПОСЛ
= 4 х (0,5 + 2 + 1 + 1,5) = 20 хвилин.
Тривалість операційного циклу партії оброблюваних паралельно деталей визначимо за фор-
мулою (12.12): Т
ПАР
= (0,5 + 2 + 1 + 1,5) + (4 – 1) х 2 = 11 хвилин.
Тривалість операційного циклу партії оброблюваних паралельно-послідовним (змішаним) спо-
собом деталей визначимо за формулою (12.14): Т
ПП
= Т
ЗМ
= 4 х (0,5 + 2 + 1 + 1,5) – (4 – 1) х (0,5 + 1 + 1)
= 12,5 хвилин.
Потокове виробництво є найефективні-
шою формою організації виробничих процесів.
Потоковим виробництвом є така
форма організації виробництва, яка перед-
бачає виготовлення продукції, підпорядкова-
не визначеному такту (ритму) і здійснюване
на спеціальних робочих місцях, розташова-
них за ходою технологічного процесу.
Ознаки потокового виробництва:
- виготовлення одного чи декількох найменувань виробів, близьких за ко
нстру-
ктивними ознака
ми, технологією виробництва і габаритами;
- розчленування технологічного процесу на кратні за трудомісткістю операції,
встановлення їх послідовності і закріплення за окремими робочими місцями;
- розташування робочих місць відповідно до порядку здійснення операцій;
- ритмічність обробки чи збірки деталей (виробів);
- застосування спеціальних транспортних пристроїв конвеєрного типу для пе-
реміщення предметів праці з од
нієї
операції на іншу з мінімальними перервами.
При потоковому виробництві реалізуються принципи:
- спеціалізації;
- паралельності;
- пропорційності;
- прямоточності;
- безперервності;
- ритмічності.
Потокове виробництво забезпечує найвищу продуктивність праці, низьку собі-
вартість продукції, найкоротшу тривалість виробничого циклу. До того ж воно сприяє
досягненню найбільшої ритмічності і безперервності виробництва, які забезпечують
узгоджене з
дійснення вс
іх операцій виробничого процесу на робочих місцях відповід-
но до встановленого ритму виготовлення виробів.
Високий рівень організації потокового виробництва ставить особливі вимоги до
конструкції виробів і технології їх виготовлення. До числа таких вимог відносять:
- достатній обсяг виготовлення однотипних видів продукції;
- поглиблення спеціалізації підприємства, цехів, дільниць і робочих місць;
- ре
тельне випр
обовування конструкції на технологічність;
- науково обґрунтована розробка технологічних процесів.
Первинною ланкою потокового виробництва є потокова лінія, яка представляє
собою сукупність робочих місць, розташованих відповідно до послідовності техноло-
гічного процесу і призначених для виконання окремих, закріплених за ними операцій.
Розташування потокових ліній повинне забезпечити:
- прямоточність і найкоротший шлях руху виробу;
12.6. Організація
потокового
виробництва
426
- раціональне використання виробничих площ;
- сприятливі умови для транспортування деталей до робочих місць;
- зручність підходів для ремонту й обслуговування;
- достатність площ і оснащення для збереження необхідних запасів матеріалів
і готових деталей;
- можливість легкого видалення відходів виробництва.
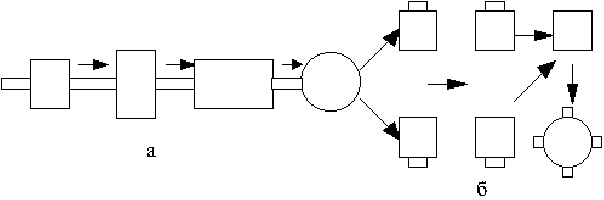
Приклади розташування устаткування і шляхи руху виробів наведені на рис. 12.6.
Рис. 12.6. Рух виробу потоковою лінією при розташуванні устаткування:
а – односторонньому; б – двосторонньому
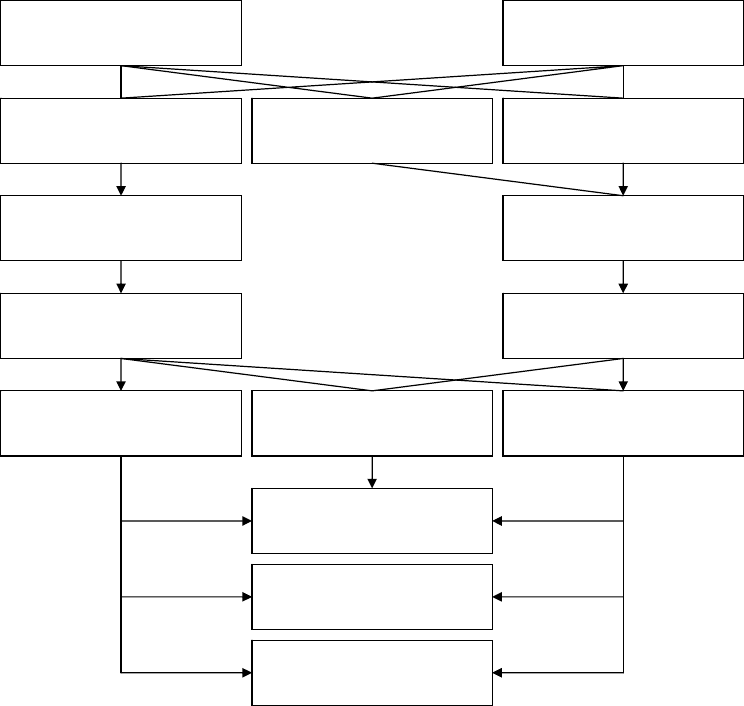
Розрізняють такі форми організації потокового виробництва (рис. 12.7):
-
безперервно-потокове виробництво забезпечує безперервне проходження
предметів праці через усі процеси поштучною передачею і постійним завантаженням
робочих місць. Така форма організації повністю відповідає принципам пропорційнос-
ті, безперервності і ритмічності;
-
переривчасто-потокове виробництво має всі ознаки безперервно-потокової
форми за винятком синхронізації. Повна синхронізація виробничих процесів не зав-
жди здійсненна внаслідок різної трудомісткості окремих процесів, неоднакової (не-
пропорційної) продуктивності технологічного устаткування, особливостей застосову-
ваних технологічних прийомів тощо;
-
постійні-потокові (прямоточні) лінії характерні для виробничих підприємств,
які мають стійку номенклатуру виробів;
-
багатономенклатурні потокові лінії характеризуються тим, що на одному й
тому самому конвеєрі можуть оброблятися або виготовлятися вироби декількох на-
йменувань на відміну від однономенклатурних потокових ліній.
Потокові форми організації виробничих процесів характеризуються певним ви-
дом руху предметів праці. При безперервно-потоковій формі має місце синхронний
рух, при переривчасто-потоковій – паралельний, при прямоточній – паралельно-
послідовний. Посл
ід
овний рух предметів праці застосовується при непотоковій формі
організації процесів, як правило, в одиничному чи дрібносерійному виробництвах.
При організації потокових ліній здійснюється ряд підготовчих робіт:
- визначається необхідна кількість робочих місць;
- відповідно до кількості робочих місць диференціюється виробничий процес з
метою виділення більш-менш рівних за трудомісткістю операцій. Якщо тех
нологічно
забезпечити таку рі
вність неможливо, прагнуть до встановлення кратної трудомістко-
сті операцій. Це обґрунтовує необхідність утримання для здійснення окремих опера-
цій паралельно, а декількох робочих місць;
- встановлюється такт і ритм виробництва;
- обирається транспортний конвеєр, який повинен вписатися в площу, відведе-
ну під потокову лінію, або монтуються інші передавальні (транспортні) за
соби пере-
міщення
предметів праці уздовж потокової лінії;
427
- обладнуються з дотриманням належних вимог робочі місця;
- готуються кадри для потокової лінії;
- розробляється система обслуговування потокової лінії.
Рис. 12.7. Форми організації потокового виробництва
Технологічні лінії, на яких процес виробництва здійснюється за однією з форм
потокової організації, називають потоковими. Їх характеризує пропорційна побудова,
ритмічність, паралельність і прямоточність здійснення процесів. Потокові лінії най-
більш повно відповідають принципам раціональної організації виробництва, що до-
зволяє ефективно використовувати високопродуктивне устаткування і транспортні
засоби, підвищувати рівень механізації й автоматизації процесів.
Тр
ансп
ортні засоби в потоковому виробництві
У потоковому виробництві застосовуються різні транспортні засоби (табл. 12.3).
В таких галузях, як машинобудування і приладобудування, широко застосову-
ються
конвеєри – транспортні засоби, призначені для транспортування виробу чи ви-
конання на ньому робочих операцій, а також регламентуючі ритм роботи потокової
Одно-
номенклатурні
Безперервно-
потокові
З безперервним
процесом
З регламентованим
ритмом
Переміщення
транспортером
Багато-
номенклатурні
Переривчасто-
потокові
З періодичним
процессом
З вільним ритмом
Переміщення
іншими засобами
Прямоточні
Комплексно-
автоматизоване
Автоматизоване
Механізоване
Переміщення робочим
конвеєром
428
лінії. Відтак вони відіграють організуючу роль у потоці. Якщо конвеєр призначений
для переміщення виробів і підтримки ритму роботи лінії шляхом чіткого адресування
виробів за різними робочими місцями, він називається
розподільним, якщо він додат-
ково є ще й місцем виконання окремих операції, йдеться про
робочий конвеєр.
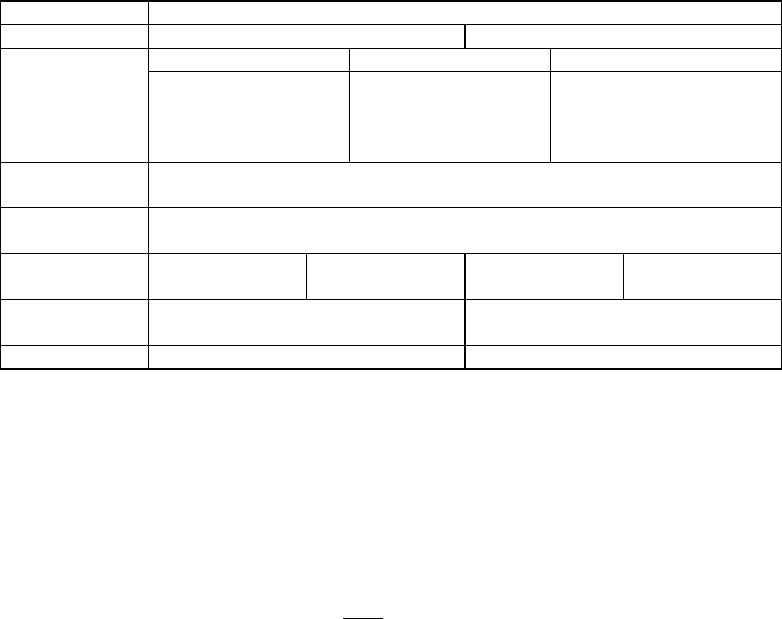
Таблиця 12.3
Класифікація транспортних засобів у потоковому виробництві
Ознака Характеристика
Призначення Транспортери Конвеєри
безпривідні: приводні: автономні:
Вид приводу
сковзала,
жолоби,
візки
з електроприводом,
з гідроприводом,
з пневмоприводом
промислові роботи, ро-
ботрейлери з бортовими
комп'ютерами і програм-
ним управлінням
Принцип дії
механічні транспортери, пневмотранспорт, гідротранспорт, електро-
магнітний транспорт, хвильовий, гравітаційний, на повітряній подушці
Конструкція
транспортери і конвеєри: стрічкові, роликові, шнекові, пластинчасті,
ланцюгові, візникові, тросикові, супутникові
Розташування
в просторі
горизонтально
замкнуті
вертикально
замкнуті
підвісні
змішані
(комбіновані)
Безперервність
дії
безперервні пульсуючі
Функція розподільні конвеєри робочі конвеєри
Основи розрахунку й організації потокових ліній
При проектуванні й організації потокових ліній виконуються розрахунки показни-
ків, що визначають регламент роботи лінії і методи виконання технологічних опера-
цій. В потоковому виробництві час виконання кожної операції технологічного процесу
виготовлення деталей і вузлів повинен бути кратним такту – часу між виготовлен-
ням (складанням) двох сум
іжних
деталей (виробів).
Такт потокової лінії в загальному вигляді розраховується за формулою (12.19):
ПЛ
ЕФ
Q
T
r ,
(12.19)
де
Q
ПЛ
– виробниче планове завдання на рік (місяць, зміну);
Т
ЕФ
– ефективний фонд робочого часу в плановому періоді.
При цьому ефективний фонд часу потокової лінії в плановому періоді розрахо-
вується за формулою (12.20):
РЕМПЗМЗМДНЕФ
kknТТТ
,
(12.20)
де
Т
ДН
– число робочих днів у році;
k
П
– коефіцієнт, який враховує плановані перерви і обчислюється за форму-
лою (12.21);
k
РЕМ
– коефіцієнт, який враховує час планових ремонтів і обчислюється за
формулою (12.22):
429
ЗМ
ПЗМ
П
Т
ТТ
k
,
(12.21)
де
Т
П
– час планових внутрішньозмінних перерв.
ЗМ
РЕМЗМ
РЕМ
Т
ТТ
k
,
(12.22)
де
Т
РЕМ
– час планових перерв для здійснення ремонту.
ПРИКЛАД 12.2. Необхідно визначити такт багатопредметної потокової лінії з виготовлення
кожного виробу, яка працює в двохзмінному режимі (41 зміна за місяць). На ній виготовляють три
вироби: А, Б і В. Місячна виробнича програма виробу А складає 3000 штук, трудомісткість вигото-
влення виробу – 0,3 години. Місячна виробнича програма виробу Б складає 1000 штук, трудоміст-
кість виготовлення виробу – 1 година. Місячна виробнича програма виробу В складає 2000 штук,
трудомісткість виготовлення виробу – 0,5 години.
РІШЕННЯ. Час роботи потокової лінії з виготовлення виробів кожного найменування складає:
для виробу А – 3000 штук х 0,3 години = 900 годин; для виробу Б – 1000 штук х 1 годину = 1000 го-
дин; для виробу В – 2000 штук х 0,5 години = 1000 годин. Загальний час роботи складає 2900 годин
(900 + 1000 + 1000). Структуру робочого часу з виготовлення кожного виробу визначимо у відсот-
ках до загального часу роботи: для виробу А – (900 годин / 2900 годин) х 100% = 32%; для виробів Б і
В – (1000 годин / 2900 годин) х 100% = 34%. В змінах завантаження потокової лінії виглядатиме та-
ким чином: для виробу А – 41 зміна х 0,32 = 13 змін; для виробів Б і В – 41 зміна х 0,34 = 14 змін.
На основі попередніх розрахунків стає можливим обчислити такт лінії з виготовлення кожно-
го виробу за формулою (12.19). Так, для виробу А він складе r
А
= (13 змін х 480 хвилин) / 3000 штук =
2 хвилини; для виробу Б такт складе r
Б
= (14 змін х 480 хвилин) / 1000 штук = 6,7 хвилини; для виро-
бу В такт складе r
В
= (14 змін х 480 хвилин) / 2000 штук = 3,3 хвилини.
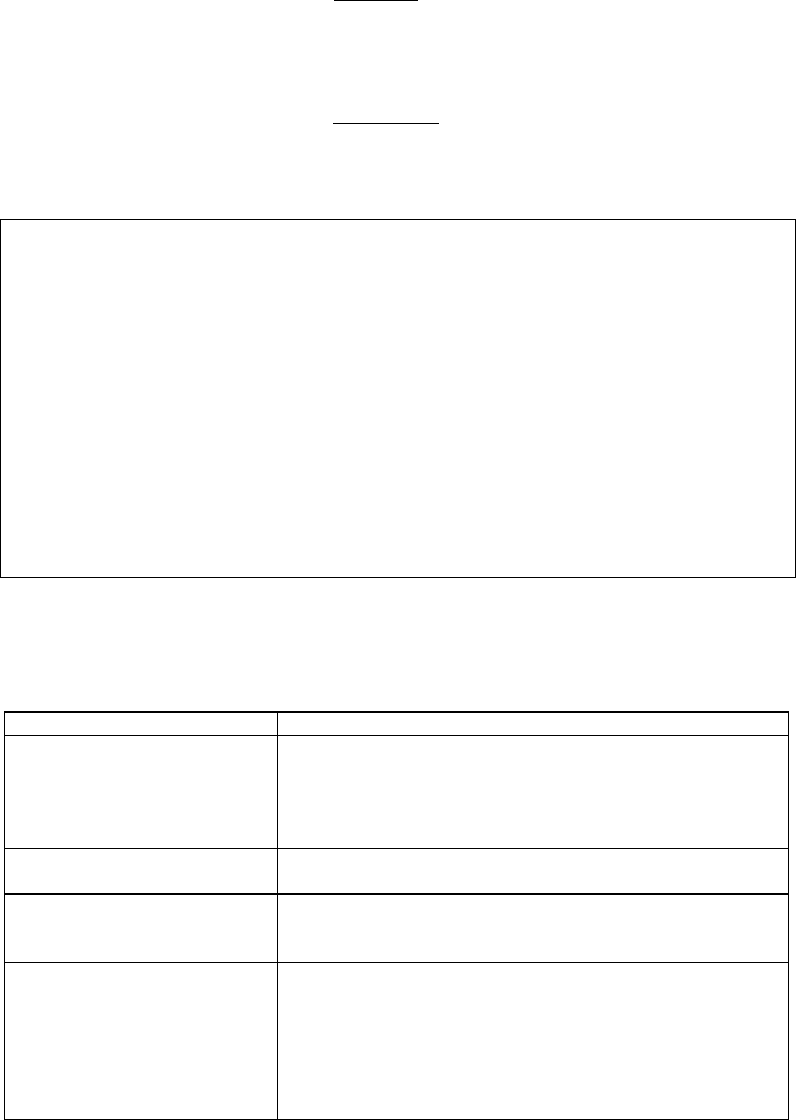
Загальна класифікація потокових ліній наведена в табл. 12.4.
Таблиця 12.4
Класифікація потокових ліній
Ознака Характеристика
1. Ступінь механізації техно-
логічних операцій
1.1. Механізовані
1.2. Комплексно-механізовані
1.3. Напівавтоматичні
1.4. Автоматичні
1.5. Гнучкі інтегровані
2. Кількість типів одночасно
оброблюваних виробів
2.1. Однономенклатурні
2.2. Багатономенклатурні
3. Характер руху виробів за
операціями виробничого
процесу
3.1. Безперервно-потокові
3.2. Переривчасто-потокові
4. Характер роботи конвеєра
4.1. З робочим конвеєром, коли операції виконуються
без зняття виробу з конвеєра
4.2. З розподільним конвеєром, коли конвеєр здійснює
доставку виробу на робоче місце, а операція викону-
ється зі зняттям виробу з конвеєра
4.3. З безперервно рухомим конвеєром
4.4. З пульсуючим конвеєром

430
При неминучо-технологічних втратах такт потокової лінії (r) розраховується за
формулою (12.23):
З
ЕФ
Q
T
r ,
(12.23)
де
Q
З
– кількість виробів, що запускаються на потокову лінію в плановому пері-
оді, яку можна розрахувати за формулою (12.24):
ЗПЛЗ
kQQ
,
(12.24)
де
k
З
– коефіцієнт запуску виробів на потокову лінію, який дорівнює величині,
зворотній коефіцієнту виходу придатних виробів
(α), тобто k
З
= 1/α.
Загальний коефіцієнт виходу придатних виробів на потоковій лінії визначається
як добуток окремих коефіцієнтів виходу придатних виробів на всіх операціях лінії за
формулою (12.25):
т21
...
.
(12.25)
Ритм – це кількість виробів, що випускаються потоковою лінією за одиницю часу.
Розрахунок
кількості устаткування потокової лінії (робочих місць) (W
Pi
) здійс-
нюється за кожною операцією технологічного процесу за формулою (12.26):
ШТі
Pi
t
W чи
Зі
ШТі
Pi
k
t
W
,
(12.26)
де
t
ШТi
– норма штучного часу на i-у операцію, хвилин;
k
Зi
– коефіцієнт запуску деталі на i-у операцію.
Прийнята кількість устаткування (робочих місць) на кожній операції (W
Пi
) ви-
значається шляхом округлення їх розрахованої кількості
(W
Pi
) до найближчого біль-
шого цілого числа.
Коефіцієнт завантаження устаткування (робочих місць) (k
ЗВ
)
визначається як
співвідношення (12.27):
Пі
Pi
ЗВі
W
W
k
.
(12.27)
Кількість устаткування (робочих місць) на всій потоковій лінії
(W
Лi
)
обчислюється
як арифметична сума прийнятої кількості устаткування за формулою (12.28):
k
1і
ПіЛі
WW
,
(12.28)
де
k – число операцій технологічного процесу.
Явочне число робітників (Ч
ЯВ
) дорівнює кількості робочих місць на потоковій лінії
з урахуванням багатоверстатного обслуговування і визначається за формулою (12.29):