FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.

board. This time line is mentioned just to
emphasize how vast the application of flexog-
raphy in the corrugated field is. In the sector
of flexo folder-gluers, it is fair to estimate an
annual worldwide growth of flexo printing
units at between 500 and 600 print stations.
Bottom-printing units are predominant
although top-printers have certain other
advantages and, again, any kind of ink-
metering system is offered. Since this book
deals primarily with flexography and its
principles, the comments on converting
principles other than flexo will be brief.
An Overview
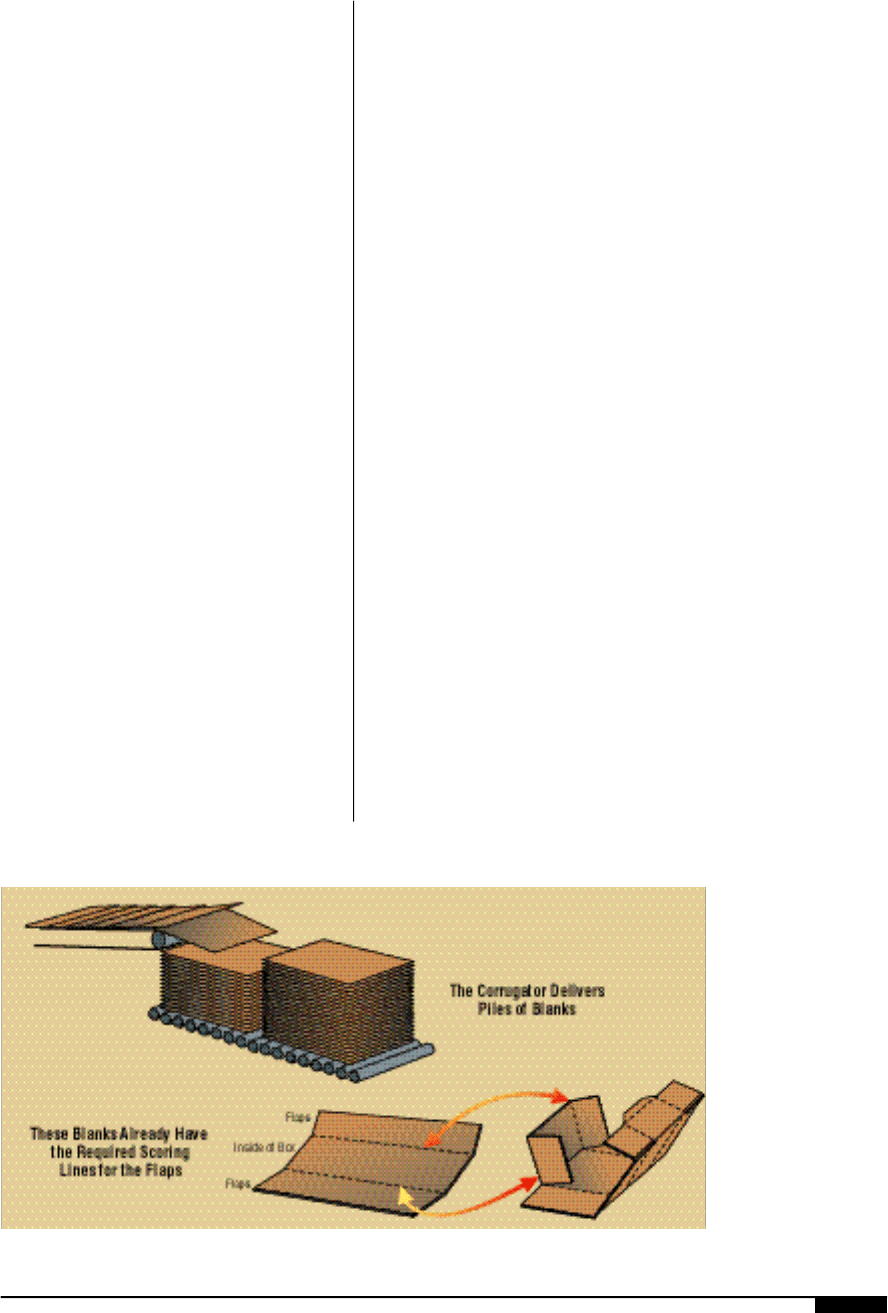
Once the double-face board is constructed
from roll stock on the corrugator, the fol-
lowing events occur in the sheeting section
in preparation for the flexo folding and glu-
ing operations:
• Scores are embedded onto the board to
produce creases.
• Full-width board is slit into narrower
w i d t h s .
• Edges of the board are trimmed.
• Boards are cut to the desired length to
produce a cut-to-size blank.
• Blanks are stacked and stored ready for
p r i n t i n g .
We now have a corrugated board, cut to
size, with creases running down its length
where the flaps of the box are to be folded
(Figure
8 !
). This corrugated board is
referred to as a blank and is ready to be con-
verted into a box at the flexo folder- g l u e r.
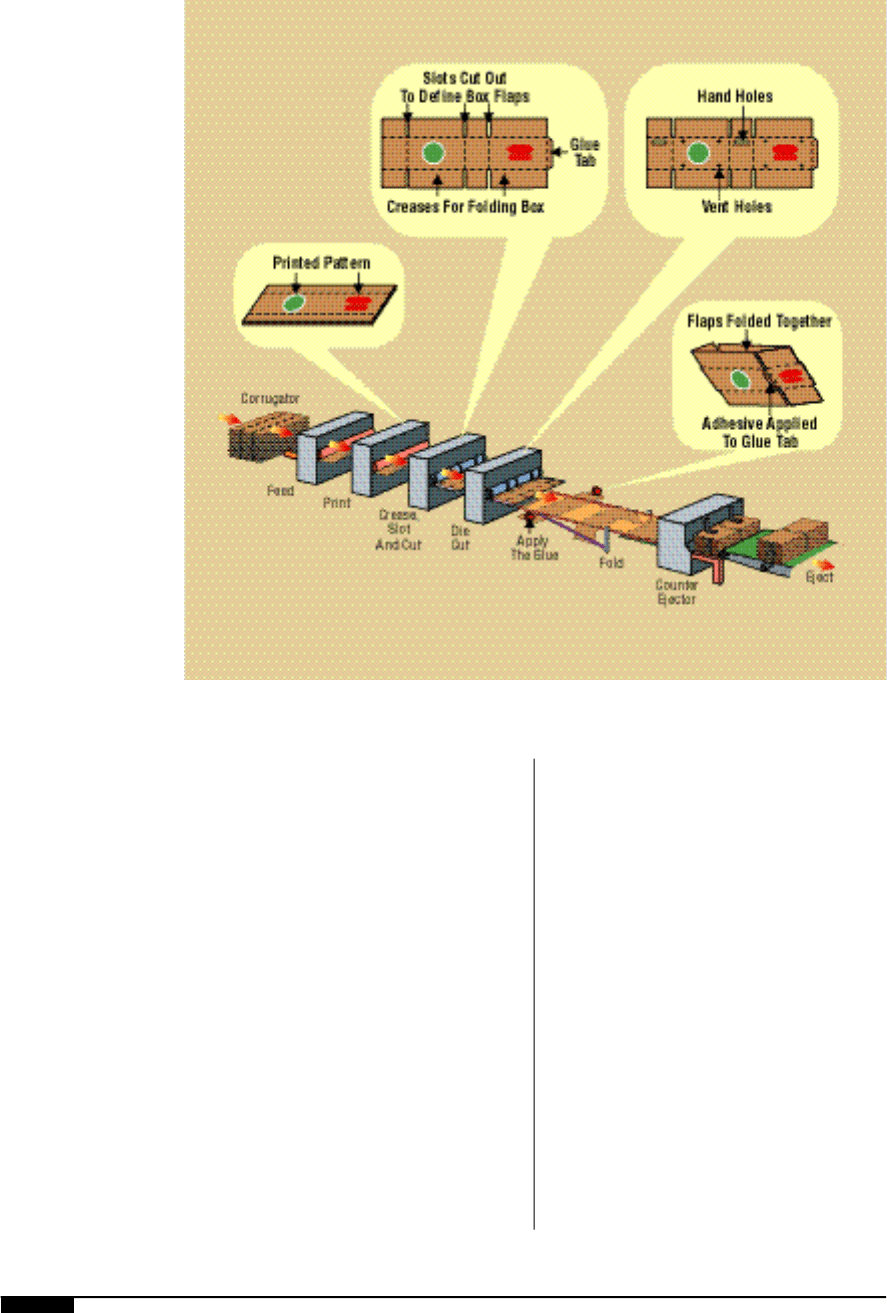
The flexo folder-gluer produces complete-
ly finished boxes from sheets directly off the
corrugator (Figure
8 @
). Standard operations
performed by the flexo folder-gluer include:
• f e e d i n g ;
• printing in two colors;
• creasing and slotting;
• die cutting;
• inside or outside lap glueing;
• folding; and
• squaring, stacking and delivery of cor-
rugated boxes in uniform, accurately
counted piles that are now ready for
s h i p p i n g .
The cut-to-size blanks are delivered to the
“work in progress” area in large stacks. They
are stored here until needed by the flexo
f o l d e r- g l u e r. The function of the flexo folder-
gluer is to convert the scored, corrugated
blanks into finished, ready-to-use boxes.
The converting line has two major sec-
tions, the flexo section and the folding sec-
tion. The flexo section of the machine is
where the corrugated blanks are actually
printed. The blanks first have a printed pat-
PRESSES AND PRESS EQUIPMENT 113
8!
Preformed corrugated
blanks are ready to be
converted into a box at
the flexo folder-gluer.
8 !
114 FLEXOGRAPHY: PRINCIPLES & PRACTICES
tern applied to the top sheet. This pattern is
usually the manufacturer’s logo and name,
along with the product description, instruc-
tions and other basic information.
The first printing station prints graphics in
a single color onto the top surface of the
blank. The print station uses a rotary flexo-
graphic printing process to print the blanks.
An anilox roll and wiper roll meter ink that is
transferred to the printing plate. To make the
print impression, the impression cylinder
presses each sheet against an inked printing
plate mounted on a print cylinder. A pair of
pull rolls then advances the sheets on to the
second printing station. The next and subse-
quent printing stations are identical to the
first. When the subsequent color graphics are
placed onto the top surface of the blank, the
pull rolls of the last printing station feed the
printed blank to the slotter-creaser section.
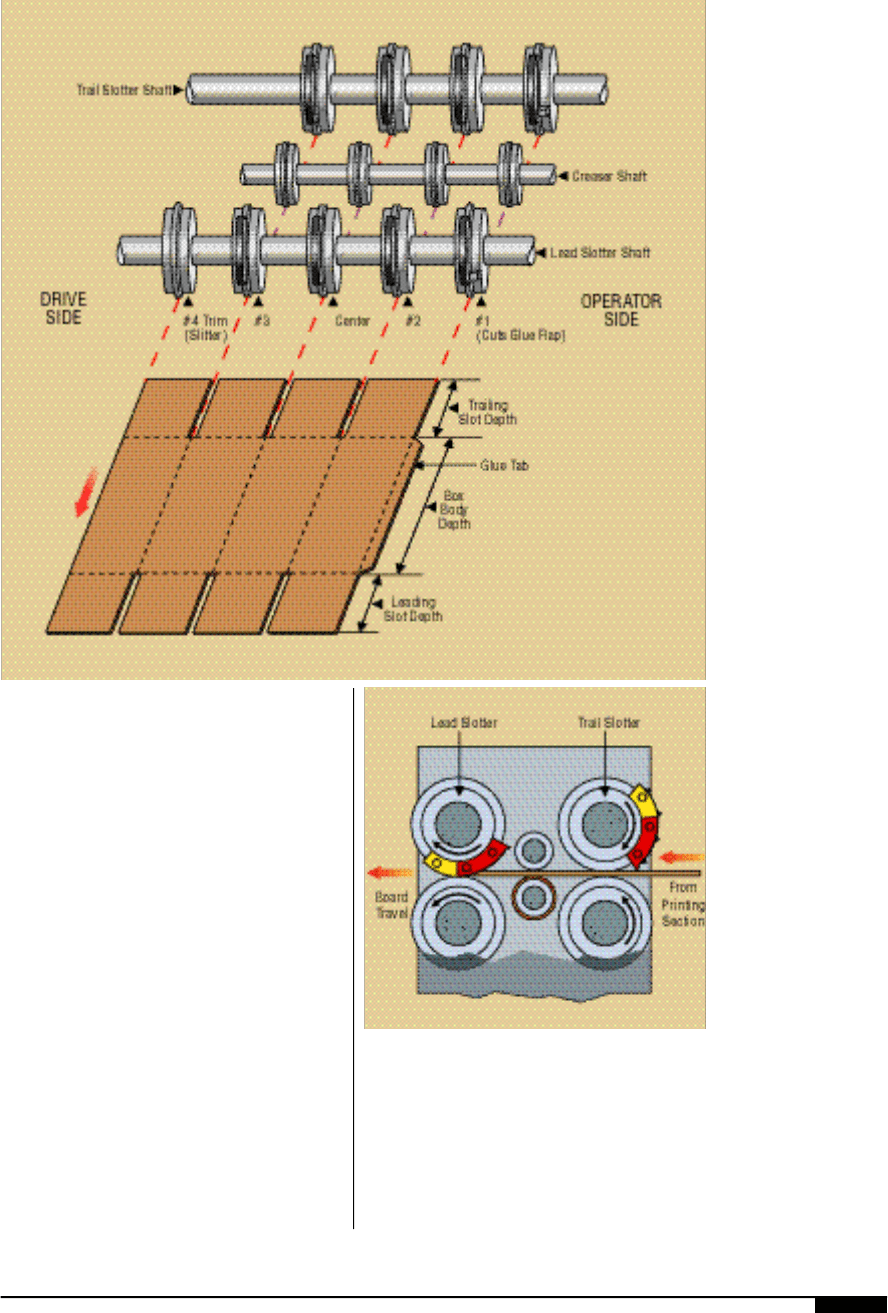
In the creasing and slotting section of the
machine, the printed blanks are creased and
cut to form boxes (Figure
8 #
). Creases are
impressed into the blank where the box is to
be folded, and slots are cut out to define the
box flaps. Glue tabs are also cut out to pro-
vide a way of joining the two ends of the
cutout box pattern.
The creaser/slotter section consists of:
• Creasers (upper and lower shafts);
• slotters (lead and trailing); and
• scrap recovery system.
The purpose of the creaser heads is to
impress a line in the sheet between the trailing
slots and the lead slots. The creaser section
8@
A look at how the flexo
folder-gluer turns
blanks into printed,
finished boxes.
8 @
consists of an upper and lower steel shaft. The
upper shaft has four rubber-covered female
anvil heads mounted onto it. The lower shaft
houses the male profile-creasing heads.
Creasing is done, from the bottom up, on
the inside of the blank. The male profile
head scores a crease on the blank as it pass-
es between the nip of the two shafts. Each
pair of creaser heads is carefully aligned so
that the crease, or fold line, it produces runs
exactly in the middle of the lead and trailing
slots cut in the blank. These creases form
impressions in the sheet to form the end and
side panels when the blank is folded into a
box at the folding section (Figure
8 $
) .
The operator must manually set the gaps
between the upper and lower creaser heads
according to the caliper of the board being
run. If the nip pressure is too great, cracks
will occur along the score. If the shafts are
too far apart, a weak or non-existent crease
will occur. A weak crease results in improp-
er carton folding and possible rolled creases.
The lead slot knives also advance the blanks
PRESSES AND PRESS EQUIPMENT 115
8 #
Creasing and slotting
shfts shape the blanks
prior to folding.
8 $
A cross-section of the
creasing/slotting
process.
8 #
8 $
116 FLEXOGRAPHY: PRINCIPLES & PRACTICES
into the next section of the machine.
The flexo section may also have a creas-
er/die-cutter unit. If required by the cus-
tomer’s specifications, additional cuts or all
of the cuts needed (such as hand holes, vent
holes, extra flaps or other types of holes on
the box) may be made in the creaser/die-cut-
ter section. The creaser is used to place
creases on the blank for folding extra flaps
on specialty boxes and displays.
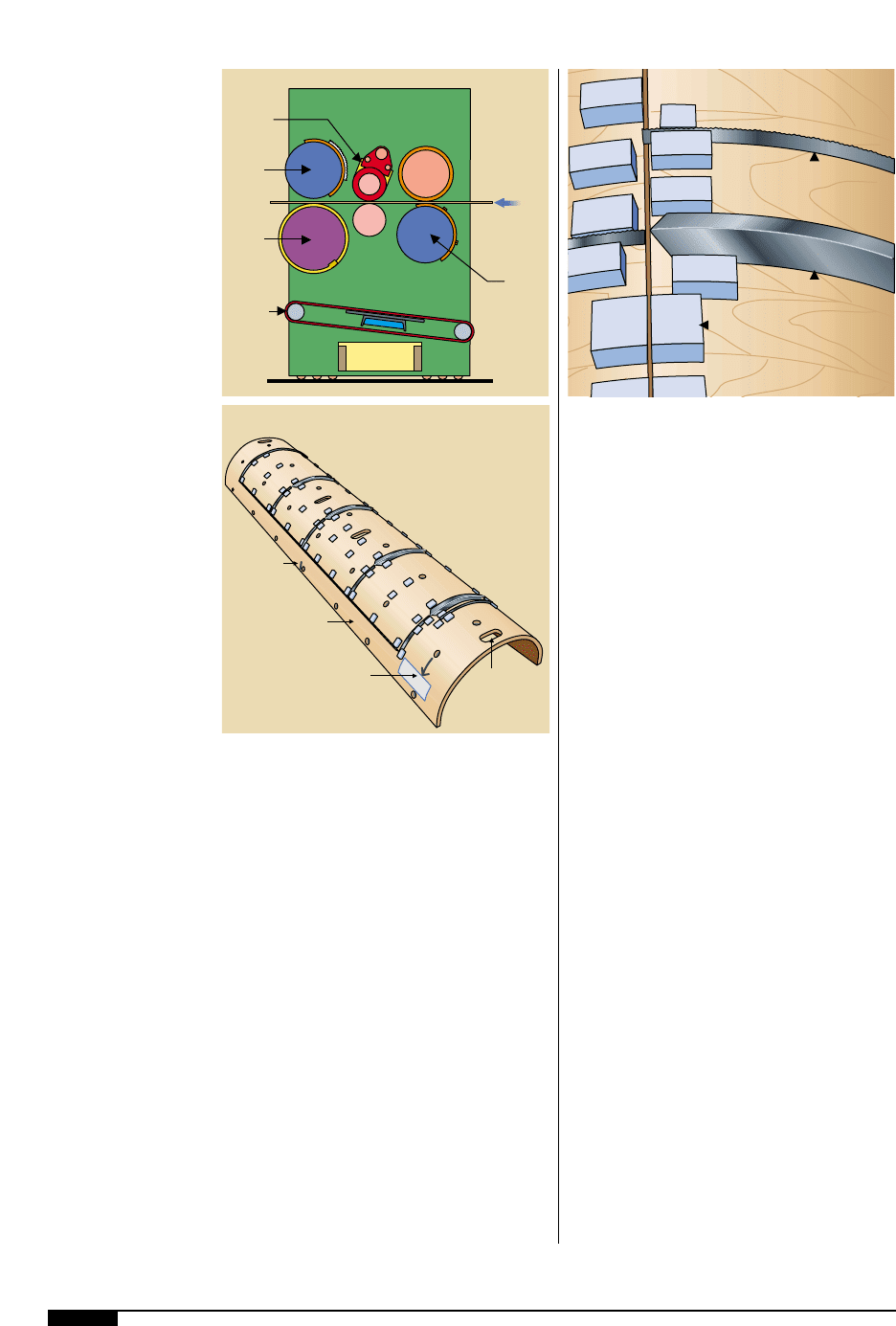
The creaser/die-cutter section is made up of
the creaser drum and anvil drum, a set of pull
rolls and the die-cut drum and anvil drum
(Figures
8%
,
8^
and
8&
). The creaser/die cut-
ter makes it possible to score on both sides of
the sheet or to produce offset scores and slit
scores. It also allows the flexo folder-gluer to
run unscored blanks off the corrugator.
An angled scrap conveyor removes the
cutting waste from beneath the station. On
some machines the creaser/die-cutter sta-
tion is equipped with the powered side roll
out so that it can be removed from the flexo
folder-gluer when not in use.
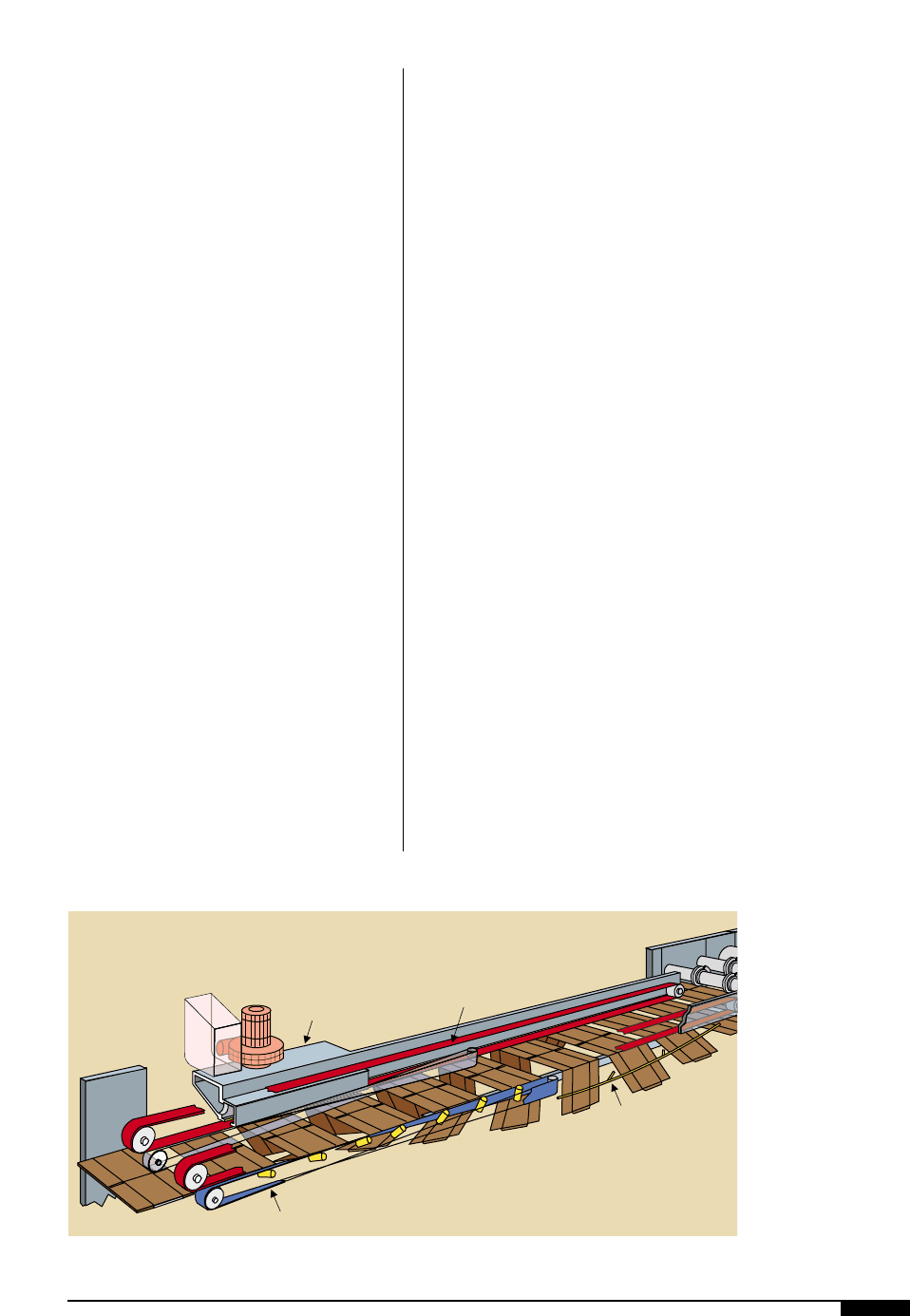
At the folding section (Figure
8*
), adhesive
is applied to the glue tab or to the bottom of
the fourth panel, depending on requirements.
The blanks are then pulled through the folding
section by a set of vacuum belts. Here, they
first encounter tapered folding bars that start
the first 90° fold of the outer blank flaps. The
final folding occurs in the spiral folding belts.
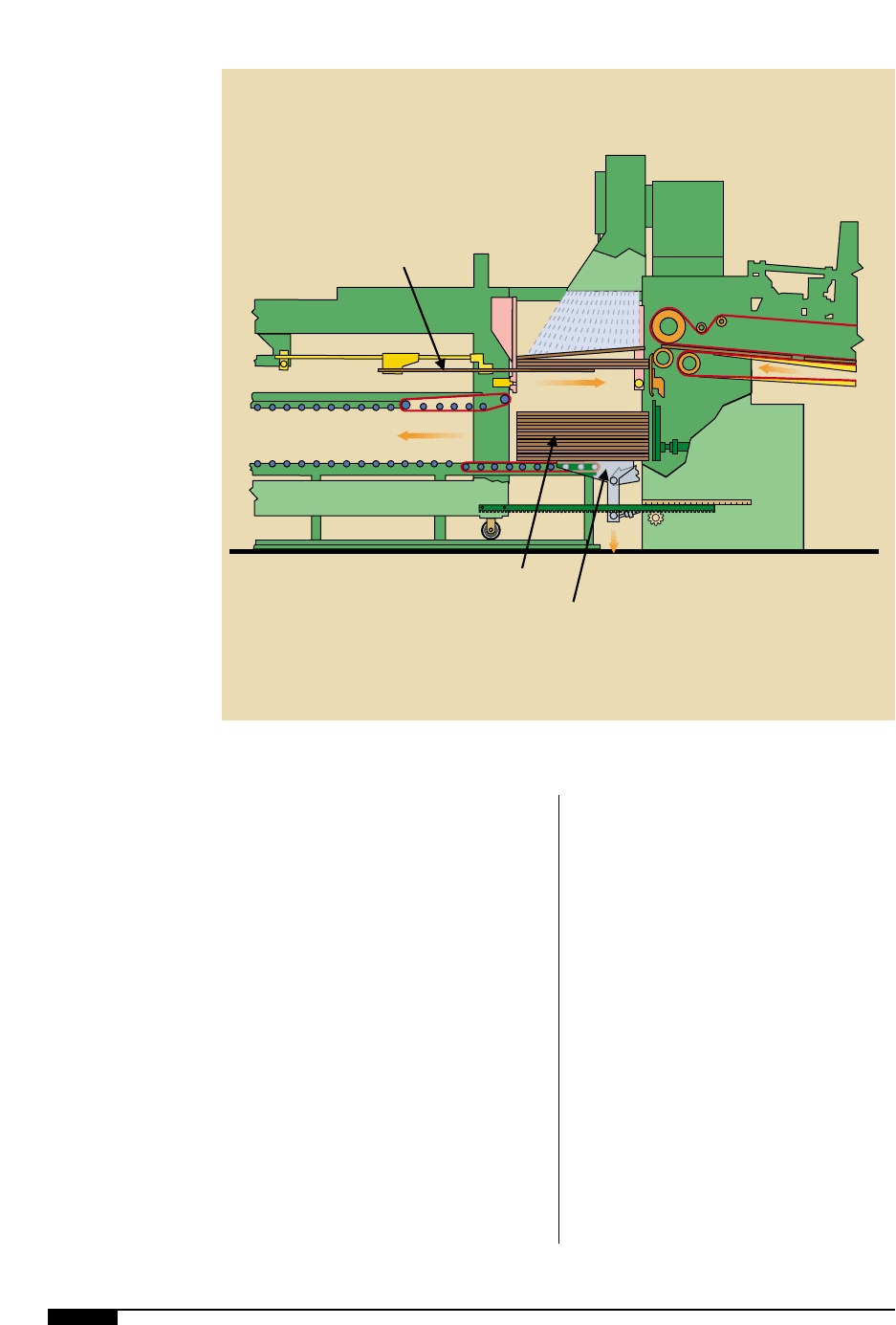
The formed boxes are transferred from the
folding section to the counter/ejector, where
the boxes are counted and placed into bun-
dles (Figure
8(
). As the boxes enter the
counter/ejector from the folding section,
they drop onto an elevator. As the bundle
height increases, the elevator drops to keep
the top of the bundle a fixed distance from
the in-feed conveyor. When the bundle reach-
es a pre-set count, a set of trombone fingers
extend down and out, on top of the last box
in the bundle. To complete the folding of the
box, the belts help in joining the glue tab to
the opposite side of the sheet to form the
actual box. Compression is applied to the
overlap panel of the folded box so that the
glue tab and fourth panel are bonded togeth-
8%
The creaser/die cutter
makes it possible to
score on both sides of
the sheet or to produce
offset scores and slit
scores. It also allows
the flexo folder-gluer to
run unscored blanks off
the corrugator.
8^
A creaser die-cut tool.
8&
A rotary die-cut shell.
Pull
Rolls
Die Cut
Drum
Anvil
Drum
Scrap
Conveyor
Board
Travel
Creaser
Drum
Cutting Rule
Creaser Rule
Ejection Rubber
Hand
Access
Hole
Center
Line
Mark
Plywood
Form
Leading
Edge
Arrow
8%
8^
8&
er to form the knocked down boxes.
The discharge compression-conveyor sec-
tion applies pressure to the top of the bundle
to help the glue applied to the tab form a
good bond. From the compression section,
the bundles are conveyed away from the
flexo folder-gluer.
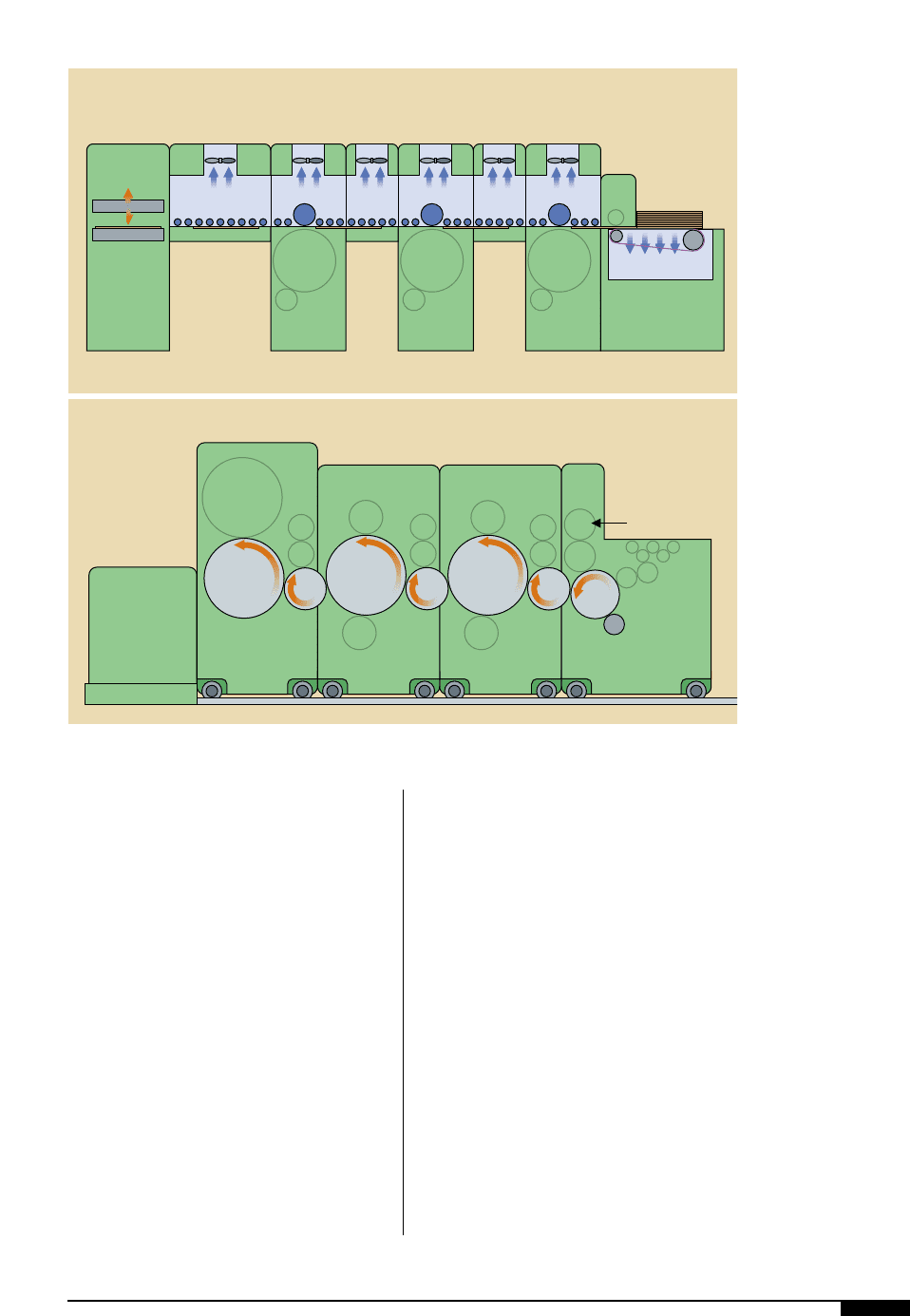
PLATEN DIE CUTTING
Today, printer-platen die cutters are gener-
ally built on the principle of spaced-apart sta-
tionary printing units (Figure
9)
). After the
printing units are finished, a belt-conveyor or
vacuum-conveyor transports the printed
sheets into a platen-type die cutter.
The number of printing units most com-
monly used today is three or four. However,
it is possible to go up to five or six colors.
The question of how many units are needed
is not a technical one, but rather a viewpoint
of practicality.
A platen-type die-cutting printing operation
is governed in speed by the platen die cutter.
The die-cutting/stripping process may be
intricate and slow, and any jam-ups cause the
entire line to stop, creating downtime,
lengthy washing of printing plates and waste
at each restart. On the other hand, platen die
cutting is the most accurate die-cutting
process and a virtually unlimited number of
die cuts can be placed on a sheet. Also,
smearing or offsetting with a platen die-cut-
ting operation is virtually non-existent, allow-
ing very high quality printed and varnished
sheets can easily be cut, creased, stripped of
waste, and delivered in piles or bundles.
STACKING
Off-line printing presses, rotary die cutters,
platen die cutters and flexo folder-gluers
need a means to form piles of finished prod-
uct or printed sheets. Many press suppliers
use lay-boy stackers, manufactured for many
different applications.
Up-stackers
On low board-line machines, either top or
bottom printers, an up-stacker is usually uti-
lized. Such stackers, of simple or rugged con-
struction, consist of belt conveyors with the
exit end raised progressively to form a pile
from the bottom up to a pre-selected height.
Two-way jogging of the sheets is offered by
most manufacturers and are equipped with a
simple non-stop device. Generally an opera-
tor is needed to control the operation.
Down-stackers
On high board-line machines (80" and
higher), a down-stacker is generally utilized.
PRESSES AND PRESS EQUIPMENT 117
8*
In this folding section,
material moves right to
left, past low friction
rods, which make the
first fold, and spiral
belts, which make the
last fold.
Upper
Vacuum Belts
Vacuum Box
Spiral Belts
Low Friction
Flexible Folding
Rods
8*
118 FLEXOGRAPHY: PRINCIPLES & PRACTICES
ven gears throughout the gear train in the
press (sheet feeder, feed rolls, pull rolls,
counter-impression rolls, print cylinders and
anilox rolls) are in constant mesh position.
Impression adjustments do not alter the gear
positions. Compensation for these adjust-
ments is allowed by using the permanent
mesh drive coupling.
Registration
The print cylinder can be rotated indepen-
dent from the main drive gear, through a
motor-driven planetary gear or other ar-
rangement, to place printed colors into the
desired position on the sheet. This position-
ing is generally called the register adjust-
ment. The quality of a machine is judged on
its ability to hold register.
machines (the flexo folder-gluer) it was a nat-
ural to transmit the drive from element to ele-
ment by a gear train (Figure
9!
). Generally,
the feeder is the motor-driven unit from
which all subsequent elements receive their
drive-through meshing gears. The simplest
design is to have the print cylinder gear
equipped with a drive gear of a pitch diameter
equal to the printing diameter measured over
the printing plates. When printing units are
closely linked, this gear may mesh with the
drive gear of another printing unit directly, or
more often through an intermediate gear. The
pull-roller shafts that transport the sheets
through the machine must then have a gear
ratio that will produce a surface speed equal
to the printing circumference of the printing
cylinder. When the press is closed, all the dri-
8(
At the counter/ejector,
boxes are counted,
bundled and finally,
compressed so that the
glue tab and fourth
panel bond.
Trombone
Fingers
Bundle
Compression
Section
Elevator
8(
The printed sheets are conveyed into down-
stackers either by belt ramps or with a vacu-
um conveyor at the sheet-traveling level. A
suspended pile-carrying platform cycles
downward until a certain pile height is
reached. A so-called “non-stop device,”
either a roller rack or a belt-type interceptor,
is then introduced to catch the continuously
arriving sheets for the next load.
In a typical operation the boxes enter the
counter/ejector section, where they are
counted, stacked and placed into bundles. As
the bundle height increases, the elevator
drops to keep the top of the bundle a fixed
distance from the in-feed conveyor. When the
bundle reaches the pre-set count, a set of
trombone fingers extends down and out, on
top of the last box in the bundle. The trom-
bone fingers catch the first few boxes of the
next bundle while the elevator drops and dis-
charges the finished bundle into the dis-
charge compression conveyor section. Once
the first boxes are stabilized, a set of auxiliary
fingers extends to allow the trombone fingers
to retract and return to their ready position
above the bundle that is accumulating on the
auxiliary fingers. The elevator then rises to
support the accumulating bundle and the aux-
iliary fingers retract, leaving the bundle on the
elevator. To gain pile height, down-stackers
may be installed into a floor pit.
THE GEAR-DRIVEN PRESS
Since flexo in the sheet-fed post-printing
sector evolved first on in-line, close coupled
PRESSES AND PRESS EQUIPMENT 119
9)
After printing, a feed
conveyor transports the
sheets to the platen die
cutter.
9!
A gear-driven press, is
powered by a main drive
motor, from which all
subsequent units
receive their power.
Feed Conveyor
Platen
Die-Cut
Stationary Print Units Feeder
9)
Die-cut
Fixed
Out Feed
Conveyor
Print #2
Print
Cylinder
Gear
Impression
Roll Gear
Print #1
Feed Roll Gears
Anilox
Roll
Main Drive
Motor
Feed Section
Pull
Roll
Gears
9!

120 FLEXOGRAPHY: PRINCIPLES & PRACTICES
On a typical close-coupled, gear-driven
press, once the printing plate is mounted,
the machine is closed and started up. Print
registration control can be achieved using
the motor-driven running register and the
manual lateral print register wheel on the
operator side of the print station. The motor-
driven planet gear register is adjusted to
change the placement of the printing design
with respect to the leading edge of the car-
ton. The register control switch moves the
cylinder in either the forward or reverse
direction with respect to the main drive gear.
The actual registration position relative to
the main gear is displayed on an indication
dial located on the print section.
The print cylinder can be moved laterally,
across machine direction, in relationship to
the sheet during the setup of the machine by
using the hand wheel located on the operat-
ing side of the print station. The hand wheel
moves the cylinder laterally, either left or
right, ±1", without interfering with the print-
ing plates.
As long as the machine is properly timed
and zeroed between each setup, the print
register will normally be very close to cor-
rect, even before the first blank is run
through the machine. Fine-print register con-
trol is achieved by the operator running a test
board through the machine before an order
run is started. The operator runs a sheet
through the machine, examines the results
on the printed box, and then adjusts the reg-
ister until the test box meets customer spec-
ification. On some of the more modern press-
es, the operator can use the print controls on
the print station or on the counter/ejector
station to adjust the print register in forward
and reverse, or from side to side.
Gear-driven machines are, by a large mar-
gin, predominant in the corrugated industry.
It is easy to understand why gear play must
be controlled to the greatest extent to ensure
register accuracy. Many methods are used to
ensure that a minimum of play exists, while
still allowing effective lubrication of the gear
train and ensuring that gears are not becom-
ing loose on the shafts they are driving.
Nevertheless, machines with 100% gear-dri-
ven elements are subject to increasing regis-
ter variations as the machine ages.
Typically, on a gear-driven flexo folder-
gluer with four-color stations, in-line register
tolerances of ±0.040" (1 mm) from first to
last color are to be expected. Such inaccu-
racies come into play mainly when machine
speeds need to be varied during production
and therefore, the total accumulated play
between gears enters into account. During
acceleration cycles, this play is toward one
side and during slowdown it is toward the
other side. On older machines, the last print-
ing cylinder of the machine may need to be
rotated back and forth up to a quarter of an
inch due to accumulative gear play. Failure
to properly close and lock the individual
machine sections will result in excessive
backlash and poor print register.
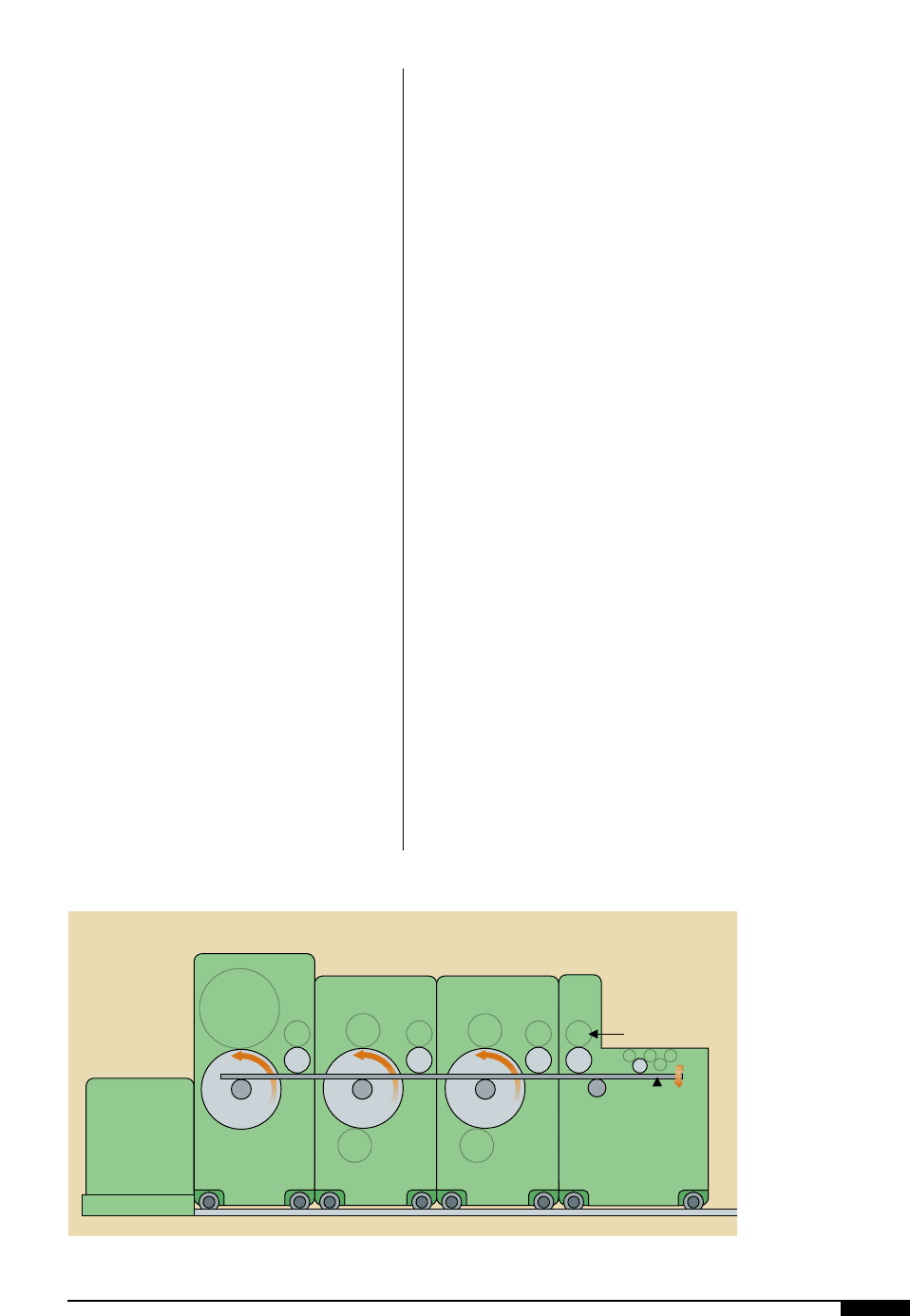
LINE SHAFT-DRIVEN PRESS
A line shaft-driven press already has a cer-
tain advantage over straight gear-driven
machines in that gear play from print unit to
print unit is not cumulative. A rigid line shaft
in this case drives each printing cylinder
through right-angle gearboxes in a worm-
gear arrangement (Figure
9@
). If one dis-
counts some slight torsion forces on the line
shaft, it becomes apparent that only one gear
play enters into account per printing unit
rather than a cumulative effect involving sev-
eral in a gear train. This setup means, at least
in theory, that the gear play of only one print-
ing unit determines print register tolerance.
TRENDS IN PRESS DESIGN
As recently as 20 years ago, manufacturers
did not build a sheet-fed flexo press for cor-
rugated as a separate entity. Instead, flexo
printing units were always put in-line with
slotting, folding and glueing operations
(flexo folder-gluer), flexo rotary die cutting
or flexo platen die cutting. The close-cou-
pled printing units of the printer-rotary die
cutter and flexo folder-gluer machines have
so-called roll-away units on tracks to gain
access to the various printing elements for
maintenance or repair. This setup was disad-
vantageous, especially when printing on
coated stock, as there is lack of space avail-
able for installing effective drying equipment
to guarantee dry-trapping of colors.
With the advent of vacuum-transport for
the sheets instead of roller nips, several
press manufacturers have already success-
fully addressed this space problem. In some
cases, special drying elements are placed
between or after printing units, allowing
complete exposure of the sheets to a drying
source or simply to the ambient air.
Servo-drive Presses
The newest approach in drive technology
on printing machines is the so-called servo
drive, whereby each printing unit has a sep-
arate drive motor, or motors. The motors are
controlled electronically to rotate at a syn-
chronized speed with each other. With this
technology, the angular position of the print
cylinders can be controlled with incredible
accuracy. The scale of measure is truly in the
region of one-thousandths of an inch.
Some manufacturers go as far as driving
every shaft on each printing unit with a sepa-
rate motor, while others use one motor per
printing unit. In the latter case, the auxiliary
functions such as driving the anilox or rub-
ber roll are still a chain of gears.
Servo-drive technology has truly opened
new horizons in the flexibility of sheet-fed
printing presses. One manufacturer’s printing
press has the following drive arrangement:
• one motor to drive the feeder;
• one motor to drive a roller/vacuum
sheet transport system through all
printing units; and
• one motor to drive each printing unit
(up to eight printing units may be
placed in-line).
On servo-drive machines, register adjust-
ment is achieved through angular displace-
ment of the print-cylinder drive motor in ref-
erence to a mechanical fixed point or to the
motor position on another printing unit. Real
time position of each and every motor is fed
into microprocessors through high quality
encoders fixed directly on the motor shafts.
Servo-drive printing press technology is in a
very advanced development and implemen-
tation state, even though many applications
PRESSES AND PRESS EQUIPMENT 121
9@
In a line-shaft driven
press, a rigid line shaft
drives each print cylin-
der, thus eliminating
accumulative gear play.
Die-cut
Fixed
Out Feed
Conveyor
Print #2
Print
Cylinder
Gear
Impression
Roll Gear
Print #1
Feed Roll Gears
Anilox
Roll
Main Drive
Motor
Line
Shaft
Feed Section
Pull
Roll
Gears
9@

122 FLEXOGRAPHY: PRINCIPLES & PRACTICES
still remain to be explored.
Closed-loop register and quality controls
have already been introduced to the indus-
try, including features such as utilization of
variable caliper printing plates, and auto-
matic printing length adjustment, all of
which can be controlled through computers
controlling the servo drives.
The technology of servo drives, responder
drives or electric line shafts, was introduced,
for even very large in-line machines, about
1980. Even some of the early machines
equipped this way had over 50 independent
motors controlled by computer.
Free-standing Off-line Presses
As outlined in the introductory comments
about evolution and growth, flexo printing in
the corrugated industry was first seen as a
necessary “add-on,” if not “evil,” to equip con-
verting processes with graphics capabilities
for tasks such as identification or handling
instructions. This simple start evolved rather
quickly into a demand for more refined mes-
sages on the outside of boxes and a demand
for more colors.
In the late 1970s, the quality of printed
images produced on a sheet-fed flexo corru-
gated press was being pushed to its limits,
always as an in-line operation. The technolo-
gy did not begin to change until flexo post-
print quality was required to compete with
other processes that were perceived as much
higher quality. The time had come for multi-
color free-standing flexo presses where no
mechanical influence, such as folding rods,
die-cutting anvils, under-stackers and other
machine components would negatively influ-
ence printed images. The need for inter-sta-
tion drying and isolation of the printing
process from dust producing converting
processes led to the self-contained free-stand-
ing sheet-fed flexo press.
Today, multi-color, high quality post-printing
on corrugated is becoming a self-contained
manufacturing step, similar to offset printing,
where the printing process is separated away
from other converting operations. This trend
is true to the point where flexo printing oper-
ations are often enclosed in a clean, dust-free
environment to reach the highest quality and
production standards. With this change in
mind, a majority of press manufacturers are
no longer building machines to match other
equipment in terms of size. However, the
aforementioned arguments for conforming to
the corrugated manufacturing process, as a
whole, are still respected. Bottom-printing is
becoming, more and more, a standard in off-
line, sheet-fed postprinting.
Flexibility of Off-line Presses. The increasing
demand for value-added graphics and more
“defect-free’ printing has stimulated press
manufacturers to produce “pure” printing
presses, isolated if possible, from other man-
ufacturing operations. The idea appears to be
the same as in preprinting, where central im-
pression or stack presses are put in an isolat-
ed, protected environment to keep the oper-
ation clean from dust, noise and other haz-
ards. A sheet-fed off-line flexo press installed
in this manner is indeed very flexible.
Printing quality and operational speed no
longer depend on other manufacturing steps.
Practice has shown that a flexo press can
run roughly twice as fast as a platen die cut-
ter. Therefore, the true capacity of the flexo
press can be exploited since it is, when
installed off-line, no longer a slave to a pos-
sibly slower converting operation. Dust from
other operations does not have to be dealt
with. Many of today’s installations benefit
from air conditioning and noise abatement,
making the press operator’s environment a
more friendly one. Off-line flexographic
presses are the most ideal for achieving high
quality on short or long runs.
A disadvantage of the off-line press may be
that the finished printed sheets need to be
transported through additional conveyors or
other means of transportation to the finishing
machines, such as rotary or platen die cutters.